Патенты с меткой «сборки»
Устройство для сборки стыковых соединений балок набора

Номер патента: 1180294
Опубликовано: 23.09.1985
Авторы: Левшаков, Могилко, Розинов
Метки: балок, набора, сборки, соединений, стыковых
...1 изображено предлагаемое устройство, общий вид; нафиг, 2 - сечение А-А на Фиг. 1; на Офиг, 3 - сечение Б-Б на фиг. 2,Устройство состоит из несущейконструкции 1 коробчатой Формы,имеющей механизм 2 распределенияее между перекрестными связями 3,каретки 4, имеющей возможность перемещения вдоль несущей конструкции,двух силовых элементов 5 и 6 соответственно продольного и поперечного изгибов с выдвижными штоками, изакрепленных на каретке под прямымуглом один к другому, и П-образногонажимного элемента 7, прикрепленногок штокам силовых элементов посредст.вом подвижных соединений, например шлицевых 8. Механизм раскрепления имеет силовой привод, напримергидравлический, выдвижные упоры наконцах для закрепления путем распора между перекрестными...
Леса для стапельной сборки корпуса судна

Номер патента: 1180302
Опубликовано: 23.09.1985
Авторы: Кириллов, Кулаков, Михайлюк, Смирнов
МПК: B63C 5/02
Метки: корпуса, леса, сборки, стапельной, судна
...наб., д. 4/5 Филиал ППП Патен, г. Ужгород, ул. Проектная, 41Изобретение относится к судостроению и судоремонту, а именно к лесам для стапельной сборки корпуса судна.Цель изобретения - сокращение сроков сборки корпуса судна путем расширения эксплуатационных возможностей лесов.На чертеже схематично изображены леса для стапельной сборки корпуса судна.Леса содержат перемещающуюся по рельсовым путям вдоль корпуса судна платформу 1 с поперечными направляющими 2 и перемещающуюся по ним башню 3 с рабочими площадками для работы на наружной части корпуса. К верхней части башни 3 присоединена поворотная в горизонтальной плоскости стрела с направляющими 4 и кареткой 5, имеющей возможность перемещения по этим направляющим.К каретке 5 с помощью...
Линия демонтажа, ремонта и сборки катодных устройств алюминиевых электролизеров

Номер патента: 1180406
Опубликовано: 23.09.1985
Авторы: Бартанаев, Жевуров, Ивановский, Ткач
МПК: C25C 3/10
Метки: алюминиевых, демонтажа, катодных, линия, ремонта, сборки, устройств, электролизеров
...закрепле- на на стойках 32 и снабжена приводом 33 и упором 34.Установка .10 для сборки катодных устройств выполнена в виде передвижного портала 35, на опорах 36 кото-рого установлено устройство 37 для сварки металла и шпильковерт-гайковерт 38, а на продольной балке 39 с воэможн:стьюгориэонтального и вертикального перемещений установлен манипулятор 40 для раскладки распор3 1180 ных балок, манипулятор 41 для навешивания контрфорсов и манипулятор- гайковерт 42 для установки пальцев крепления контрфорсов и закручивания упорных болтов.Установка 13 для предварительной сборки катодных кожухов представляет собой передвижной портал 43 с устройством 44 для сварки металла, на продольной балке 45 которого с возмож п ностью вертикального и...
Способ сборки герметичного дискового химического источника тока

Номер патента: 1181017
Опубликовано: 23.09.1985
Авторы: Козлов, Королев, Малков, Никольский, Позин, Райхельсон
МПК: H01M 10/34
Метки: герметичного, дискового, источника, сборки, химического
...в ее цилиндричес 1кой части таким образом, что он становится равным диаметру с 1 дна 8 прокладки 6. Затем производят закатку кромки корпуса,Результаты влияния величины угла35 Й на характеристики элементов опытных образцов элемента марки СЦ-О.ОЗ показаны в таблице. Складки на сепа. раторе отсутствуют, диаметр цилиндрической части прокладки больше диаметра дна, кромка сепаратора не зажата между прокладкой и нижним электродом, разрушение нижнего электрода Выбирать прокладку со скосом, име. ющим угол о менее 10 , нецелесообраз.оно, так как в этом случае при обжатии корпуса, достаточном для обеспечения надежного уплотнения прокладки, происходит некоторое уменьшение диаметра дна прокладки, что приводит к образованию складок на...
Устройство для сборки под пайку твердосплавных пластин с корпусом режущего инструмента

Номер патента: 1181832
Опубликовано: 30.09.1985
Авторы: Вирон, Любашевский, Херсонский
МПК: B23K 31/04
Метки: инструмента, корпусом, пайку, пластин, режущего, сборки, твердосплавных
...и осуществляют на последние регламентированное усилие, обеспечивающее прижим и фиксацию положения твердо- сплавных, пластин 8 и припоя 19 в пазах инструмента 9. Дальнейшее вращение втулки деформирует обойму 12, тем самым увеличивает предварительное (в процессе сборки) усилие поджатия паяемых пластин 8 к корпусу инструмента 9. Предварительное усилие нагружения рассчитывается аналитически в зависимости от необходимого технологического усилия поджатия твердосплавных пластин к корпусу инструмента в процессе пайки и устанавливается фиксированным положением поворотной рукоятки 17. На этом процесс сборки заканчивается. Затем корпус 1 с помощью хвостовика 18 ориентированно закрепляют в транспортирующее устройство и перемещают в узел нагрева,...
Внутренний центратор для сборки и сварки кольцевых швов

Номер патента: 1181833
Опубликовано: 30.09.1985
Авторы: Гоголь, Гринюк, Дыхно, Жданов, Коршенко, Лысак, Медко, Мельников, Мельничук, Нифантов
МПК: B23K 31/06, B23K 37/06
Метки: внутренний, кольцевых, сборки, сварки, центратор, швов
...набор тонких пластин, создающих равномерный силовой контакт с центрируемыми оболочками и придающих нмпрй разжатии форму правильной окружности.На фиг. 1 представлен центраторв исходном положении, общий вид;на фиг. 2 - расположение отдельнойклинообразной пластины относительновнутренней поверхности и плоскостистыка в исходном положении; на фиг,3 то же, в рабочем положении. 25Внутренний центратор для сборкии сварки кольцевых швов содержитформирующее и разжимное устройства,установленные на оси 1. Формирующееустройство состоит иэ набора клинообразных в поперечном сечении пластин 2, имеющих в продольном сеченииформу сегментов круга, с радиусомрабочей поверхности, большим радиуса внутренней поверхности стыкуемыхоболочек. В пластинах 2 выполнен...
Устройство для сборки запрессовкой

Номер патента: 1181845
Опубликовано: 30.09.1985
Авторы: Бойко, Гречанюк, Замша, Зенкин, Климас, Чайка
МПК: B23P 19/027
Метки: запрессовкой, сборки
...производительности путемобеспечения двусторонней сборки.На фиг. 1 представлено устрой. -ство для сборки запрессовкой, нафиг, 2 - вид А на фиг. 1. 5Устройство содержит смонтированный на станине 1 механизм центрирования и запрессовки с центрирующимистержнями 2 и 3, подвижную призму4 для базирования охватываемой детали 5, а также головку 6 дпя базирования охватывающих деталей 7.Механизм центрирования и запрессовки выполнен ввиде основногосилового цилиндра 8, двух двуплечих рычагов 9 и 10 и одного одноплечего рычага 11, а также подвижной каретки 12 и дополнительного силового цилиндра 13, на штоке кото рого закреплен запрессовочный эле 0мент 14,Рычаг 9 одним концом шарнирносоединен со штоком цилиндра 8, а вторым - с кареткой 12. Рычаг 10...
Способ монтажа резервуара с плавающей крышей и устройство для сборки понтонного кольца из коробов при монтаже резервуара с плавающей крышей

Номер патента: 1182143
Опубликовано: 30.09.1985
Авторы: Евтихин, Каравайченко, Садыков, Салимов, Цадкин, Шнейдер
МПК: E04H 7/04
Метки: кольца, коробов, крышей, монтажа, монтаже, плавающей, понтонного, резервуара, сборки
...через люкикоробов, демонтируют кондуктора, затем опускают понтонное кольцо наднище резервуара и приваривают к нему мембрану плавающей крыши,В устройстве для сборки понтонного кольца из коробов при монтажерезервуара с плавающей крышей, включающем элементы, фиксирующие проектное положение коробов понтонногокольца резервуара, элементы выполнены в виде катковых кондукторов иобъединенного с ними жесткими связями вращающегося барабана, закрепленногопо оси резервуара.На фиг. 1 схематически изображенмомент сборки части понтбнного кольца плавающей крышки из двух коробов,план; на фиг. 2 - часть понтонногокольца из четырех коробов; нафиг. 3 - разрез А-А на фиг. 1; нафиг. 4 - узел 1 на фиг. 3; нафиг. 5 - момент подъема понтонногокольца с...
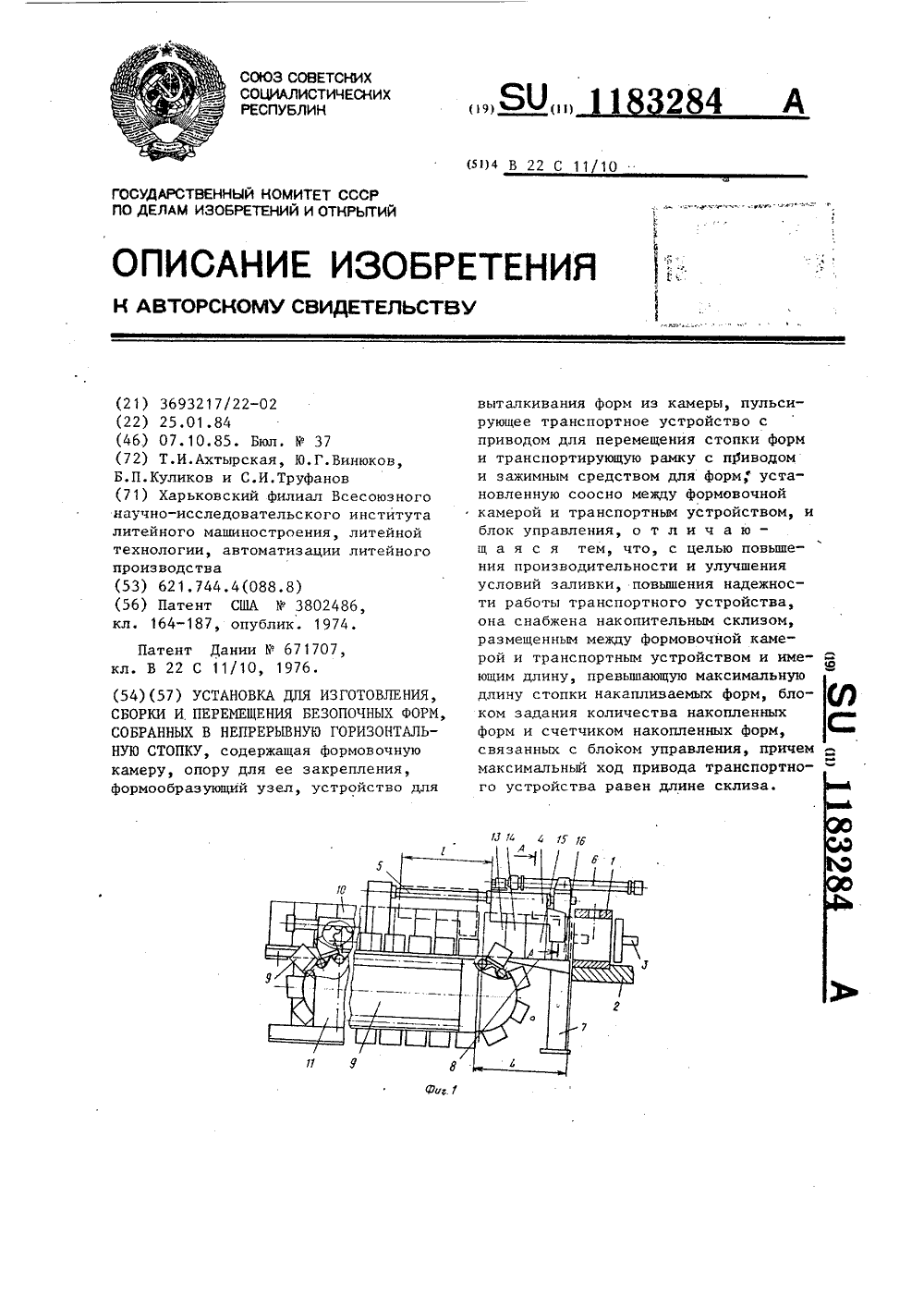
Установка для изготовления, сборки и перемещения безопочных форм, собранных в непрерывную горизонтальную стопку
Номер патента: 1183284
Опубликовано: 07.10.1985
Авторы: Ахтырская, Винюков, Куликов, Труфанов
МПК: B22C 11/10
Метки: безопочных, горизонтальную, непрерывную, перемещения, сборки, собранных, стопку, форм
...23 и 24, датчики переднего положения рамки 25 и давления 26, счетчик 27 и блок 28 задания количества накапливаемых форм. Блок 28 задания (фиг.4),Фнапример, включает переключатели 29 и 30, делители 31 и 32 напряжения, по 50 вторители 33 и 34 сигнала. Установка для изготовления сборки и перемещения безопочных форм, соб" раиных в непрерывную горизонтальную стопку, работает следующим образом., В исходном положении приводы выгалкивателя 3, привод 6 транспорти 84 грующей рамки 4 и привод 11 транспортного устройства 9 находятся со стороны формовочного блока, счетчик 27 сброшен в "0", приводы 23 и 24 отключены. Переключатели 29 и 30 задают число накапливаемых Форм. При работе формовочного блока выталкиватель 3 в каждом цикле блока выталкивает...
Стенд для сборки деталей запрессовкой

Номер патента: 1183346
Опубликовано: 07.10.1985
Авторы: Гломб, Карафа, Латайчук, Ткачук
МПК: B23P 19/027
Метки: запрессовкой, сборки, стенд
...обеспечения сборки в одной плоскости 5и за счет исключения направляющих и под.вижных плит с приводами.На фиг.изображен стенд для сборки,вид сверху; на фиг. 2 - то же, вид спереди.Стенд для сборки деталей запрессовкой сос-Отоит из основания 1, на котором смонтированложемент 2 для базовой детали 3 в виде кольцевой вращающейся опоры 4 с фиксаторами 5,призмы 6 и поддерживающей деталь 3 от опрокидывания планки 7, опорного приспособления 158 для запрессовываемых деталей 9, силовогоцилиндра 10 для запрессовки с оправкой 11на штоке. Кроме того, стенд содержит упор.ный узел в виде силового цилиндра 12, сГ.образным захватом 13 на штоке и стержня 2014 с поперечным пазом 15, который установ.лен в ложементе 2 соосно штоку силовогоцилиндра 12 с...
Устройство для сборки покрышек пневматических шин

Номер патента: 1183391
Опубликовано: 07.10.1985
Авторы: Ермилов, Ким, Клуфт, Щадин
МПК: B29D 30/08
Метки: пневматических, покрышек, сборки, шин
...после наложения слоев первой группы,Устройство для сборки покрышек содержит основание 1, на котором смонтированы механизмы 2 и 3 формирования борта, дополнительные барабаны 4 и 5, приводной вал 6 с основным сборочным барабаном 7 и приводы для вращения барабанов и перемещения. Устройство содержит средство для жесткого зацепления основного барабана 7 с дополнительными барабанами 4 и 5, Это средство выполнено в виде жестко закрепленных по периметру плечиков 8 основного барабана 7 корпусов 9 со смонтированными в них подпружиненными пружинами 10 пальцами 11. Причем на обращенных к основному барабану 7 концах вспомогательных барабанов 4 и 5 и на плечиках 8 основного барабана выполнены пазы 12 и 13 для установки в них пальцев 11.По другому...
Устройство для сборки и калибровки труб под сварку

Номер патента: 1184632
Опубликовано: 15.10.1985
МПК: B23K 31/06
Метки: калибровки, сборки, сварку, труб
...собираемый отвод состоит из секций 8 большого диаметра, торцы которых,как правило, вследствие деформации приобрели асимметричную форму (неправильныйэллипс, яйцевидную форму, местные прогибывнутрь и т. п ), то используют две, трии более дополнительных призм 5 (не показано). В этом случае их шарнирно устанавливают на балке, которую соединяютдополнительными распорными элементами 4также шарнирно при помощи узла 6.Устройство работает следующим образом,Силовой домкрат располагают в плоскости стыка соединяемых секций 8 таким образом, чтобы основные упорные призмы 3 упирались в торцовые части секции 8 на участках, вдавленных внутрь отвода. При этом вдавленные участки могут располагаться в любом месте по окружности торца секции,Регулируя...
Способ сборки подшипников скольжения

Номер патента: 1184636
Опубликовано: 15.10.1985
Авторы: Дмитрук, Молчанов, Снеговский
МПК: B23P 11/02, F16C 43/02
Метки: подшипников, сборки, скольжения
...не превышаю самоторможения.1184636 Составитель А. Киселева Техред И. Верес Корректор А. Зимокосов Тираж 1085 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытии 113035, Москва, Ж - 35, Раушская наб., д, 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор Л. Веселовская Заказ 6307/10 Изобретение относится к машиностроению, а именно к способам сборки подшипников скольжения, в том числе с полимерным покрытием, и может быть использовано в различных отраслях народного хозяйства, использующих опоры скольжения.Целью изобретения является расширение технологических возможностей способа сборки путем обеспечения сборки крупногабаритных разъемных подшипников скольжения с тонкостенным полимерным покрытием.На...
Устройство для сборки запрессовкой деталей типа вал-втулка

Номер патента: 1184638
Опубликовано: 15.10.1985
Авторы: Алексеев, Кириллов, Никифоров, Силина
МПК: B23P 19/027
Метки: вал-втулка, запрессовкой, сборки, типа
...А - А на фиг. 1; на фиг, 3 - устройство, вид в плане; на фиг. 4 - последовательность операций при сборке барабана с валом,Устройство содержит смонтированные на основании 1 неподвижную стойку 2 и направляющие 3, по которым перемещается приводная каретка 4 на катках 5 с размещенным на ней консольно-поворотным сто лом 6 и фиксатором 7 каретки 4 относительно основания 1. На неподвижной стойке 2 установлены упор 8 для собираемого корпуса барабана, приводной цилиндр 9, роликовая призматическая опора 10, в которой выполнены параллельные пазы 11 различной глубины в зависимости от диаметра корпуса барабана для размещения в них опорных роликов 12.На консольно-поворотном столе 6 размещены запрессовывающий силовой цилиндр3, переставной упор 14 и...
Устройство для сборки втулок цилиндров тяжелых дизелей

Номер патента: 1184639
Опубликовано: 15.10.1985
Авторы: Бездетко, Богданов, Хованский, Хоменко
МПК: B23P 19/06
Метки: втулок, дизелей, сборки, тяжелых, цилиндров
...в гнезде стола таким образом, чтобы отверстия под шпильки 10 разместились точно под шпинделями шпильковерта. Механизм ориентации крепится на штоке гидроцилиндра 11 на пружинах 12.Механизм 6 ориентации представляет собой сварной корпус 13, установленный с возмож ностью поворота вокруг вертикальной оси, На нижней плоскости корпуса выполнены отверстия под концы переливных патрубков 14, выступающих над поверхностью втулки цилиндра. В одном из указанных отверстий имеется палец 15, воздействующий на концевой выключатель 6. Внутри корпуса 13 расположены два двуплечих рычага 17, попарно закрепленных на осях 18. Один конец рычагов входит в паз валика 19, жестко установленного на штоке гидроцилиндра 11, а второй входит в пазы телескопических...
Устройство для сборки резьбовых соединений

Номер патента: 1184640
Опубликовано: 15.10.1985
МПК: B23P 19/08
Метки: резьбовых, сборки, соединений
...в призмы ползунов деталями, вилкой и гайкой, Ползуны удерживаются от осевого перемещения на барабане при его повороте беговыми дорожками 17 и 18. При базировании ползуна с комплектом деталей по оси винтоверта происходит его зацепление с захватом 19 привода 7 осевого перемещения.После включения привода 7 производится перемещение ползуна из направляющих 16 барабана по направляющим 30 станины в сторону винтоверта 1. По пути ползун 4 нажимает установленной в призму 6 гайкой 27 на винт 29, сцентрированный по оси ключевой насадки 2 винтоверта на приемной призме 9, смещая его к ключевой насадке. При этом толкатель 13 ползуна сходит с плеча 31 запорной собачки 11, которая при повороте под действием пружины 12 поджимается своим выступом 26 к...
Способ сборки прерывистого абразивного круга

Номер патента: 1184655
Опубликовано: 15.10.1985
МПК: B24D 5/06
Метки: абразивного, круга, прерывистого, сборки
...абразивных кругов с прямыми выступами создает условия, при кОторых стабилизируется площадь контакта режущего инструмента с материалом обрабатываемой заготовки, что положительно сказывается на снижении уровня вибрации технологической системы.Когда с заготовкой 8 .составной абразивный круг контактирует прерывистыми кругами 1 - 4 одновременно, то площадь контакта. круга 1 с заготовкой 8 представляется в виде .криволинейного четырехугольника НХЕК, площадь контакта круга 4 с заготовкой 8 - в виде криволинейного четырехугольника АВСЭ, а для кругов 2 и 3 соответственно - криволинейными четырехугольниками РСН 1 и ЕЭСР.В процессе врезного шлифования суммарная площадь контакта (беэ учета изменения рельефа составного круга) для случая...
Устройство для сборки прямоугольных электрических соединителей

Номер патента: 1185461
Опубликовано: 15.10.1985
Автор: Музычук
МПК: H01R 43/00
Метки: прямоугольных, сборки, соединителей, электрических
...корпус 34на необходимую величину. Датчик 25,который включается в конце хода данного механизма, подает сигнал обэтом в блок 33 управления.С блока управления поступаеткоманда на возвращение механизмадля подачи корпусов под последовательную установку контактов 12 висходное положение, о выполнении которой сообщает блоку управления датчик 24.Получив сигнал от датчика 24 овозвращения упомянутого механизмав исходное положение, блок управления подает команду приводу 17 меха"низма для подачи и обжатия стопорных втулок на подачу последних напозицию сборки,Привод механизма для подачи иобжатия стопорных втулок посредствомштока 13 перемещает вверх обжимнуюгильзу 14 и упор 19, взаимодействующий с рычагом 9 питателя 8,Упор 19, управляя при помощи...
Способ сборки магнитопровода статора электрической машины

Номер патента: 1185504
Опубликовано: 15.10.1985
Авторы: Аврух, Браймайстер, Ключанский, Козлов, Хазан
МПК: H02K 15/02
Метки: магнитопровода, сборки, статора, электрической
...статора собирают 15 из сегментов 1, шихтованных в пакет и закрепленных в разъемном корпусе 2 с помощью призмы 3. Отдельные секторы размещают по окружности и затягивают с помощью шпилек 4. 20 На стыках секторов .перед сборкой устанавливают проклацки 5, из готовленные из формующегося материала, например "препрега". Между прокладками устанавливают формую" 25 щий нагревательный калиброванный элемент 6 в виде стальной полосы с клеммами 7 для присоединения к источнику электрического тока. Толщина нагревателя меньше зазора между ЗО разъемами корпуса статора на величину заданного натяга. Сборку магнитопровода осуществляют следующим способом."35Устанавливают секторы по окружности и в стыках шихтованных частей 1185504 гразмещают...
Стенд для сборки и разборки прокатных валков

Номер патента: 1186300
Опубликовано: 23.10.1985
Авторы: Ваксер, Лисин, Литвин, Набутовский, Рувинский, Сопильняк, Сыромясский, Шерман
МПК: B21B 31/00
Метки: валков, прокатных, разборки, сборки, стенд
...26 у всех типоразмеров подшипниковых опор 16 и 17 постоянно.На тележке 18 установлен гайковерт27 с шестерней 28, фланкированной в 20осевом и радиальном направлениях.Вращение гайковерта 27 осуществля"ется приводом 29. Кроме того, на тележке 18 установлены для поворота.полумуфты 22 приводной опорный ролик 2530 с кулачками 31, подпружиненнаямуфта 32, с кулачками 33, смонтированная на шлицевом валу 34 шестерни28, холостой опорный ролик 35, рычаг36 и толкатель 37. Привод 29 содер- ЗОжит гидродвигатель 38, шлицевой вал39 и промежуточную шестерню 40. Наподъемном столе 12 установлен упор41, на каретке ,; - линейка 42, ана платформе 1 - конечные выключатели 43.35.Стенд работает следующим образом.После перевалки изношенный валок3 в сборе...
Центратор для сборки труб под сварку

Номер патента: 1186439
Опубликовано: 23.10.1985
Авторы: Никитин, Рубинов, Троицкий, Хорошев
МПК: B23K 31/06
Метки: сборки, сварку, труб, центратор
...использована в различных областях машиностроения, 5 при изготовлении изделий, содержащих большое количество стыков.Цель изобретения - повышение производительности путем упрощения процесса сборки.10Поставленная цель достигается тем, что гибкие фиксирующие элементы смонтированы с воэможностью изменения длины, а втулки, на которых закреплены их концы, имеют возможность осевого перемещения. На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг.2 - вид А на фиг. 1. 26Центратор сборки труб под сварку содержит поддерживающую систему, выполненную в виде двух О -образных призм 1 и 2, в каждой из которыхРв верхних частях с возможностью вра щения установлены две пары барабанов 3 и 4. В каждой паре барабанов 3 и 4 размещены внутренние...
Способ сборки и сварки двутавров

Номер патента: 1186441
Опубликовано: 23.10.1985
Авторы: Близнец, Бухов, Гудименко, Илюкович, Краснов, Панфилова, Рощупкин
МПК: B23K 28/00, B23K 31/08
Метки: двутавров, сборки, сварки
...поясом 3 и рабочим концом бокового пневмоприжима стенда 2. На сборочном стенде 2 необходимо иметь три пары съемных клиньев 6: одну для перекоса, равного 1/70 - 1/90 от ширины полки, другую для перекоса 1/120 - 1/130 от ширины полки, третью для перекоса 1/180 - 1/220 от ширины полки. Клинья 6 изготавливают из стали строжкой или фрезеровкои Как вариант, клин может бытьизготовлен из двух сваренных междусобой пластин 7, предварительноразведенных на требуемый угол,Пространство между пластинамидля увеличения жесткости клина 6должно быть заполнено плотным материалом 8 (тонкие листовые пластиныи т.п.), 1186441Съемный клин 6 навешивается с помощью планки 9 либо на пневмоприжим.либо на пояс 3 двутавра,При сварке односторонних поясныхшвов в...
Устройство для сборки и сварки труб

Номер патента: 1186446
Опубликовано: 23.10.1985
Авторы: Орлова, Разин, Семенов, Трофимов, Федоров
МПК: B21C 37/08, B23K 37/04
...9 и фрикционныхподпружиненных роликов 10 расположены параллельно оси трубы 15. Сварочная головка3516 закреплена на вертикальном суппорте 17штанги 18 и имеет прижим 19, поджимаю.щий кромки трубы 15.Крепление фрикционных роликов 10 накаретке 2 позволяет поддерживать постоянноеусилие пождатия роликов 10 к трубе 15, ко:торое обеспечивается постоянным рабочим расстоянием между подвижным кронштейном 20для крепления оси 21 и направляющей 22,имеющей возможность вертикального перемещения во втулке 23, установленной с возможностью качания в вертикальной плоскости,а также обеспечивает регулируемый ход роликов 10 при настройке по диаметру трубы 15,для чего на направляющей 22 имеется шкала,Смонтированный на каретке 2 упор 24поджимает крышку 25,...
Устройство для сборки и сварки изделий коробчатого сечения

Номер патента: 1186447
Опубликовано: 23.10.1985
Автор: Хайдин
МПК: B23K 37/04
Метки: коробчатого, сборки, сварки, сечения
...16 закреплены стеми же интервалами пневмоцилиндры 19,на штоках которых смонтированы сзмоустанавливающиеся прижимы 20,На оси 7 рамы 8 жестко закрепленоведущее коромысло 21, а на основании шар 2нирно установлены двуплечий 22 и однопле.чий 23 рычаги, при этом одно иэ плеч дву-"плечего рычага соединено тягой 24 с ведущимкоромыслом 21, а другое плечо двуплечегорычага 22 и одноплечий рычаг 23 шарнирносоединены с направляющей 2,Прн этом расстояние 6 от оси поворотаповоротной рамы 8 до шарнирного соединениярамы с тягой 24 равно длине плеча двуплечегорычааа 22, соединенного с этой тягой, а длина 8 другого плеча рычага 22 равна длинеодноплечего рычага и равна расстоянию Йот оси поворота рамы до торца сварочнойголовки.Для изготовления...
Автомат для сборки наконечников гибких шлангов

Номер патента: 1186454
Опубликовано: 23.10.1985
Автор: Альман
МПК: B23P 19/027
Метки: автомат, гибких, наконечников, сборки, шлангов
...барабан 46 с равномерно расположенными по окруж 5 10 15 20 25 30 35 40 45 50 55 ности рабочими головками 47 с ползунами 48 и 49, установленными с возможностью возвратно-поступательного перемещения и оснащенными инструментом-опорой 50 и пуансоном 51, внутри которого установлена калибровочная игла 52.Ползун 48 соединен со штоком 53 гидроцилиндра 54, а ползун 49 соединен со штоком 55, установленным в барабане 56, который закреплен на приводном валу 45. Последний установлен на станине 1 в подшипниках 57 и соединен с приводом (не показан) шестерней 58.Автомат для сборки наконечников гибких шлангов тормозов работает следующим образом.Собираемые детали - наконечник 7 и вкладыш 9 из загрузочных устройств 6 и 8, предварительно ориентированные,...
Автоматическая линия для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба

Номер патента: 1187941
Опубликовано: 30.10.1985
Авторы: Авербах, Белофастов, Константинов
МПК: B21D 53/06, B23K 37/04
Метки: автоматическая, вне, заготовок, змеевиков, зон, изгиба, линия, плети, расположением, сборки, сварки, сварных, труб, швов
...имеется накопи тель 36, куда заготовки перекладываются с рольганга 16 перекладчиком 37.Дополнительный откидной упор устройства 20 связан с основным от кидным упором устройства 9 и бесконтактными датчиками 32 для имитации зон запрета на расположение свар" ных швов, а основной откидной упор устройства 19 связан с бесконтакт ными датчиками 30 для имитации длин заготовок змеевиков.Работа автоматической линии осуществляется следующим образом.Из стеллажа -питателя 1 трубы 38 25 поступаютпоштучно на рольганг 2. Рольганг 2 подает каждую трубу в установку 4 для зачистки одного из ее концов под сварку. Затем перекпадчиком О труба передается на рольганг 3, подающий ее в другую установку 4 для зачистки противоположного конца. Одновременно пере-...
Устройство для сборки резьбовых соединений

Номер патента: 1187973
Опубликовано: 30.10.1985
Авторы: Гребенщиков, Дементьев, Калмыков, Филяшкин
МПК: B25B 21/00
Метки: резьбовых, сборки, соединений
...фиг. 2; на фиг. 4 - сечение Б-Б на фиг, 1; на фиг. 5 - крепежный элемент (гайка).Устройство содержит корпусс магистралью 2, головку 3 с цилиндрическим гнездом 4 под крепежный элемент (гайку) 5 и задвижки 6, закрепленные на головке 3, имеющей тангенциальные сопла 7, соединенные с магистралью 2 кольцевым каналом 8. В ма гистрали 2 установлен клапан 9 с отверстием 10 Клапан 9 имеет пружину 1 и ограничитель 12. В рукоятке 13 имеется канал 14, заканчивающийся штуцером 15.30Крепежный элемент (гайка) 5 имеет наружную поверхность 6, на которой равномерно по контуру расположены шлицы 7, боковые стенки 18 которых в поперечном сечении имеют профиль ду 35 ги, выбранной из условия максимального гидроаэродинамического сопротивления по отношению к...
Способ сборки и монтажа судового крупногабаритного механизма

Номер патента: 1188047
Опубликовано: 30.10.1985
Авторы: Богданин, Еремеев, Коврыжкин, Никитенко
МПК: B63H 21/30
Метки: крупногабаритного, механизма, монтажа, сборки, судового
...с размещенным в нем нагруженным и зафиксированным по высоте амортизатором, вид сбоку;на фиг. 2 - то же, с зафиксированнымамортизатором в сборе с его корпусом ивыравнивающей прокладкой, вид сбоку; нафиг, 3 - зафиксированный амортизатор всборе с корпусом и выравнивающей прокладкой, установленный на судовом фундаменте под рамой механизма, переведенного с отжимного болта ца аморти;атогпродольное сечение; на фиг. 4 - вариант исполнения узла крепления раме механизмана амортизаторе к судовому фундаменту,поперечное сечение.Стенд-имитатор (фиг. 1 и 2) содержитнижнюю плиту 1, имитирующую вдовойфундамент, и верхнюю плиту 2 - иьытаторрамы (лапь 1) механизма, вклочая пмитатор 3 толщины лапы и имита:ор 4 отверстия в лапе. Обе плиты...
Способ сборки пластмассового шланга с концевой арматурой

Номер патента: 1188439
Опубликовано: 30.10.1985
Автор: Богатырев
МПК: F16L 33/22
Метки: арматурой, концевой, пластмассового, сборки, шланга
...с диаметром, равным наружному диаметру армировочного слоя шланга (фиг. 2). Ограничителем 4 регулируется длина снимаемой защитной оболочки 3 шланга. Вместо .прижимного ролика 7 может быть использован второй фигурный нож 6 с на 354 гревателем 5, установленный сооснос первым фигурным ножом 6.Снятие защитной оболочки с пластмассового шланга осуществляетсяследующим образом.Нагревателем 5, выполненным,например, в виде спирали, разогревают фигурный нож 6 до температурыплавления защитной оболочки 3, после чего устанавливают между фигурным ножом 6 и прижимным. роликом7 до упора в ограничитель 4 пластмассовый шланг. Роликом 7 прижимаютшланг к лезвию 8, надрезают защитную оболочку 3 до армировочногослоя 2 (фиг. 3) и путем осевогоперемещения...
Способ сборки буксовых тяг

Номер патента: 1189635
Опубликовано: 07.11.1985
Авторы: Брохман, Володарский, Москвичев, Пацовский
МПК: B23P 11/02
...5Цель изобретения - снижение металлоемкости конструкции и повышениепроизводительности,На Фиг, 1 изображен корпус буксовой тяги после запрессовки резиновыхвтулок на Фиг. 2 - то же, послезапрессовки валиков.Корпус тяги 1 имеет отверстие 2большей длины и отверстие 3 меньшей,длины. Предварительно в отверстия2 и 3 корпуса тяги 1 запрессовываютрезиновые втулки, причем в отверстие2.большей длины эапрессовывают дверезиновые втулки 4 и 5, каждую из 1этих двух резиновых втулок запрессовывает со стороны торца, бли-,жайшего к месту ее расположения. Втулка 4 эапрессовывается в корпустяги 1 со стороны торца,6, а втул-ка 5 - со стороны торца 7. Это предотвращает попадание лишней техиологической смазки, применяемой призапрессовке, в зону контакта...