Патенты с меткой «сборки»
Устройство для сборки резьбовых соединений

Номер патента: 1703349
Опубликовано: 07.01.1992
Авторы: Ботез, Гузган, Попа, Чупина
МПК: B23P 19/06
Метки: резьбовых, сборки, соединений
...с поверхностью одного из рычагов 12. Поворот рычага 12 на оси 25 ограничивается упором 26.В исходной позиции головка 1 расположена в верхнем положении. Корпус 7 механизма досылки винтов 5 отведен от сборочной позиции и расположен под лотком питателя 4. Поддерживающие элементы 8 под действием пружин 10 смещены к центру, Каждая призма центрирующегоэлемента под действием пружины 16 отведена от центра, а пластина 14 упирается в двуплечий рычаг 12, который повернут до упора 26.Устройство работает следующим образом.Винт 5 из бункера 3 поступает по лотку питателя 4 в отверстие между поддерживающими элементами 8. а на позицию сборки подается базовая деталь 11, ось реэьбового гнезда которой совпадает (в пределах допуска) с осью сборки. Между...
Станок для сборки остовов бочек

Номер патента: 1703458
Опубликовано: 07.01.1992
МПК: B27H 3/04
Метки: бочек, остовов, сборки, станок
...20, закрепленные на валах 17 барабанов 16,Шаговый конвейер 55 установлен на приемниках 21 обручей параллельно оси формируемого остова бочки, Конвейер 55 представляет собой два замкнутых цепных контура с Г-образными элементами 56 для подвески обручей. Приемники 21 расположены на станине по обеим сторонам от оси подачи набора клепки. На стенках приемни 1703458ков 21 выполнены пазы 57 для прохода Г-образных элементов 56,Промежуточный упор механизма формирования остова бочки, Упор 58 управляется цилиндром 59. Цилиндр 60 служит для перемещения конвейера 55.При осевом перемещении барабанов 16 (вдоль оси станка) поверхностью а секторных упоров 19 производится выравнивание торцов сформированного остова. Поверхность а упоров 19 представляет...
Станок для сборки покрышек пневматических шин

Номер патента: 1703489
Опубликовано: 07.01.1992
Автор: Кармацкий
МПК: B29D 30/20
Метки: пневматических, покрышек, сборки, станок, шин
...22 или 11, Для отвода покрышки со станка предназначен ленточный транспортер 30, Станина 21 и основание 1 состыкованы для беспрепятственного перемещения средства 23,Станок работает следующим образом.В исходном положении все элементы станка расположены так, как показано на фиг.1.Одновременно начинается сборка на барабанах 3 и 22, На первом собирается каркас. на втором - брекерно-протекторный браслет, На барабан 22 накладываются последовательно слои брекера и заготовка протектора. На барабан 3 после наложения слоев каркаса с помощью шаблонов 5 и 6, предварительно заправленных бортовыми кольцами посредством устройств 15 и 16. После посадки бортовых колец шаблоны 5 и 6 раскрываются и отводятся в исходную позицию, а затем с помощью...
Барабан для сборки покрышек пневматических шин

Номер патента: 1703490
Опубликовано: 07.01.1992
Автор: Котов
МПК: B29D 30/24
Метки: барабан, пневматических, покрышек, сборки, шин
...рычага 8 с сектором 1осуществлена через поступательную пару14, связанную с механизмом 5 убиранияплечиков. Рычаги 7 и 8, сектор 1 и вал 11 30образуют трапецию, большее основание которой обращено к валу 11 барабана.Опорное звено 10 рычага 8 шарнирносвязано с подвижной ступицей 12, а опорное звено 9 рычага 7 шарнирно связано с 35неподвижной ступицей 13. Ступицы 12 и 13концентрично смонтированы на валу 11, Подвижная ступица 12 через шпонку 15 и гайку16 связана с ходовым винтом 17, Сектора 2шарнирно соединены с неподвижной ступицей 13 системой складывающихся рычагов18.Барабан работает сяедующим образом,Для складывания барабана ходовойвинт 17 приводится во вращение и перемещает подвижную с 1 упицу 12 вдоль вала 11,ко 1 орая вызывает поворот...
Способ сборки под сварку плавлением разнотолщинных деталей

Номер патента: 1704991
Опубликовано: 15.01.1992
МПК: B23K 31/00, B23K 33/00
Метки: плавлением, разнотолщинных, сборки, сварку
...слу)аях 1)всположсц цад посадочной частью тоцкост синей оболо к 1,Выпол)сцс посадочной части болеетолстой дстал в )дс конус пауз:)сляст создать в процессе гборкдст;.лей под сварку цх взвилнос коц)актнос дл.пьц)с по гссй согоягзелой поверхности. Это обсспсч;васт глотцос, без з зорэ, и р.лс з, ;,с цосздоч1704 п 01ной части оболочки к боле: толстой детали. кой кромке в процессе сварки, складывэютВ процессе сварки конта:тное давление ся с напряжениями, вызванными сборкой,предотвращает образование зазсрод, что что способствует плотнол 1 у прплегэнию сосоздэетусловиядля отвода тепла оттонкой прхгаемых поверх(стей и прер прэждэ 1к ромки,уменьшэетес перегрев, Этоумень возникн ление зээоэ между,. ми, Однакомеж л,1 и,шает вероятность...
Устройство для сборки и сварки обечаек из сегментов
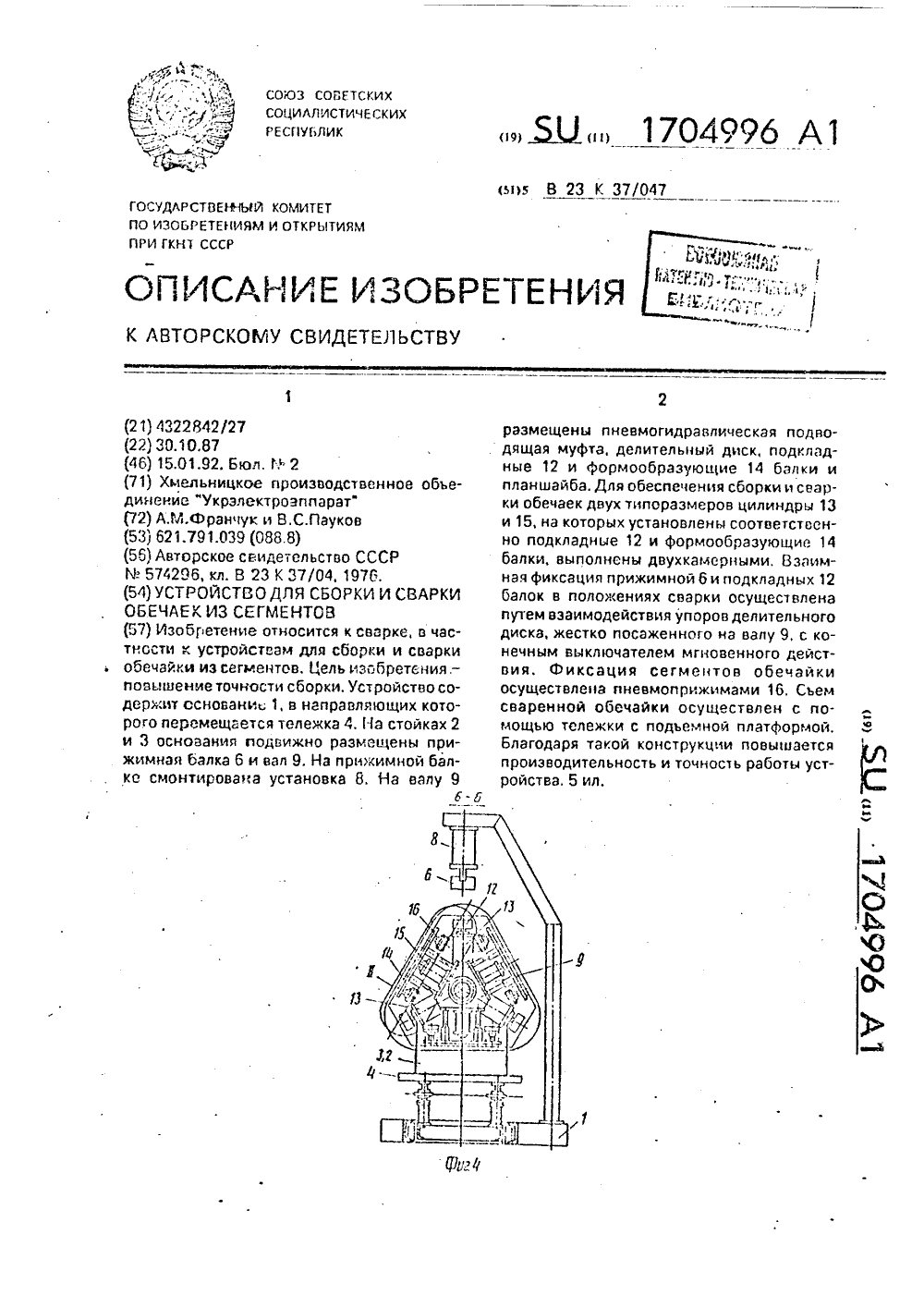
Номер патента: 1704996
Опубликовано: 15.01.1992
МПК: B23K 37/047
Метки: обечаек, сборки, сварки, сегментов
...к 55 подкладной балке 12 и осуществляют соаркувторого шоа. Посла оцполненця втор.ого шоа повторяют предыдущие опсрации. осуществляют сварку третьего шоа и подниглают балку 6, После выполнения третьего шоа поднимают подьемиую платформу 37 тс. 102030 Тел.жку 4 персмс; ают по осиооэиео 1 электромсхаиическигл приводом 31. На корпусв приводной тслсжкй 4 размещены подъемная платфоргла 32 с электроглсханич "схим приводом 33 подьсма и жестко закрепленная опора 34, Опора 35 снабжена коническим г ращающиглся центром 36, взаимодействующим с конусным отссрстием19 вала 9. Установку уровня подьсма платформы 32 и остановку тележки 4 в моментвзаимодействия конического центра 36 с конусным отверстием 19 осушествлгиот при помощи конечных выключателей 37 и...
Способ сборки и калибровки обечаек

Номер патента: 1704997
Опубликовано: 15.01.1992
МПК: B23K 37/053
Метки: калибровки, обечаек, сборки
...3. Кольцо 3 располагают в плоскости, перпендикулярной продольной оси О обечайки, При этом обечдйкд имеет оси оедла разной длины: 01 мэлдл ось 02 большдя ось,По окружности кольца 3 устацовлены с равными промежутками здневоливающие рдспорцыо элементы (дол 1 крдть 1) 4, которыеил,сют созыв;кность одгговре генного рлв нол;ерного радиального геремещенил относг,тельно колг ца 3. В исходном положении (ггри установк;) кольцо 3 закре.гллетсл, опираясь о ггугр.:гггггою ловрхность обечэй;.и 1 (Фиг.1), гх, даматрэльный размер первоггачальгго выдгл;г гуты:с рэс орггьгх злег,;ентов 4 в кольце 3 опроделяетсл размером малой оси 01 свала обечайки, Знщит по малой оси Ог между рэспорггыци эле гантал 1 и и пнутренней йог.зрхггостьго об гайки зазора нет, ....
Устройство для сборки шлангов

Номер патента: 1704999
Опубликовано: 15.01.1992
МПК: B23P 19/00
Метки: сборки, шлангов
...рычаги 13, шарнирно закрепленные в радальных пазах патрона 11, В радиальных отверстиях патро:д 11 размещены подпружиненные фиксаторы 14, например, в виде ц ар 1 Ков. Патрон 11, крол 1 е 1 ого, снабжен направляющей и лой 15. 1 леханизм 7 обжима оплетки в 1 полцен в виде двуплечих рычагов 16, ца одних концах которых закреплены кулачки П, а другие концы через тяги 18 соединены с пцевмоцилицдром 19.устройство работает следуюц,1 м обра-. зом,Шланг 1 подается до взвил одействия с упором 9 1 4 11 кс.р,е 1 ся мезс ).1 з 1 о 1 Ь, о сле ео упор 9 отьс 1 д 1 тся, Пц з;г л пдгроц11 находитсл О крайнем левом положении и концы рычагов 13 размещены в левых канавках 12, Благодар этом, рычаги 13 не воздействугот на фи. сато-,ы 14 и муфта 2 легко...
Устройство для сборки

Номер патента: 1705001
Опубликовано: 15.01.1992
Авторы: Бирюков, Зарукин, Иванов
МПК: B23P 19/04
Метки: сборки
...и свободно размещены коническая втулка 14 и пластина 15, жестко скрепленные между. собой. Между пластиной 15 и втулкой-ловителем 8 размещена пружина 16, На нижнем конце пиноли 9 закреплен схват 17, центр тяжести которого располагается у его нижнего края.Устройство работае 1 следующим образом.После размещения детали 4 в схвате 17 сборочная головка перемещается вниз до взаимодействия направляющих конусов 2 и 11. При этом втулка-ловитель 8 с пинолью 9 останавливаются, а корпус 5 продолжает двигаться вниз. В результате между коническим пояском 10 и подшипником 7, а также втулкой 14 и подшипником б образуются эазо, и втулка-ловитель 8, смещаясь относительно оси корпуса 5 под действием своей силы тяжести и силытяжести пиноли 9, ориентируется...
Устройство для передачи вращательного движения и способ его сборки

Номер патента: 1705633
Опубликовано: 15.01.1992
МПК: F16D 1/00
Метки: вращательного, движения, передачи, сборки
...и образуют пару, крепежный элемент зажимает вдоль оси вала подшипник и пару, установленные на вал по переходной посадке в любой последовательности между заплечиками и крепежным элементом.Кроме того, поставленная цель достигается тем, что в способе сборки устройства для передачи вращательного движения, заключающемся в том, что на хвостовую часть вала с ээплечиками надевают подшипник, втулку и узел вращения со ступицей, втулка и ступица узла вращения образуют пару, на вэл надевают подшипник и пару в любой последовательности по переходной посадке, и зажимают аксиальным усилием крепежного элемента в направлении заплечиков, ступица узла вращения зажимает вал посадочным отверстием в зоне одного из своих оснований.Крепежный элемент...
Стапель для сборки и сварки продольных швов оболочек

Номер патента: 1706825
Опубликовано: 23.01.1992
Авторы: Двуреченский, Капустин, Ляпин
МПК: B23K 37/00, B23K 37/04
Метки: оболочек, продольных, сборки, сварки, стапель, швов
...по всей длине стыка движных упоров, каждый из которых снабжен приводом 6 и выполнен составным, 4 причем верхняя его часть в виде планки 7 С) выполнена по форме рабочей поверхности ( подкладки для формирования шва 2 и вы С) полнена из того же материала. а нижняя часть упора 8 выполнена иэ стали. В опор- у ной балке 1 смонтирован механизм выравнивания торцов, состоящий из пневмоцилиндра 9 и упорного рычага 10. Опорная балка 1 и прижимные клавиши 3 и - д 4 смонтированы на основании 11. Стапель работает следующим образом, В исходном состоянии выдвижные упоры находятся в верхнем положении, прижимные клавиши 3 и 4 в свободном состоянии. Вальцованная оболочка 5 одевается на опорную балку 1. Оболочка 5 одной кромкой упирается в нижнюю часть 8 вы...
Устройство для сборки запрессовкой деталей типа вал-втулка

Номер патента: 1706833
Опубликовано: 23.01.1992
МПК: B23P 19/02
Метки: вал-втулка, запрессовкой, сборки, типа
...напрессовку втулки 24 на шейку вала 7 на длину ддля герметизации зоны сопряжения, а затем подключэюг подачу масла высокого давления через штуцер 13 и осевой канал 5 в зону сопряжения, продцлжэя подачу влэсла низкого давления в полость А, Таким образом выцолняют нэпрессовку втулки 24 в условиях гидрорэспора цо поверхностям контакта до совмещения торца напрессовываемой вгулки с торцом радиального мэслоподводящего отверстия штока, Давление нагнетания гидро- среды в зону сопряжения после этого резко снижается из-за просачивания масла в полость Б, заключенную между кольцэми.поршнями 3 и 4. Это является гигналом для отключения подаи масла через итуцср 14 Уэслэ, на нетэемо через штуцр 13, зэполнет полость Б и ерелецвет кольцо.поршень 4 до...
Устройство для сборки стопорного кольца с шарикоподшипником

Номер патента: 1706834
Опубликовано: 23.01.1992
Автор: Глушихин
МПК: B23P 19/02
Метки: кольца, сборки, стопорного, шарикоподшипником
...кольца.Высота стенок кольцевого торца оправки 4 перекрывает расстояние от верхнего торца подшипника 2 до его канавки. Сборку кольца с шарикоподшипником осуществляют одновременно с запрессовкой подшипника 2 на вал и в корпус 8 с помощью толкателя 9, внутри которого смонтирован подпружиненный захват 10.Устройство работает следующим образом.Подшипник 2 из магазина-накопителя (не показан) попадает в ложе- мент 3. Оправку 4 с набором пружинных юзлец 1, опускают, при этом образуется г рантированный зазор с между ее кольцевым торцом и верхней поверхностью ложемента, который выдерживается регулировочным винтом 6. После этого ходом пуансона 5 вниз нижнее иэ набора пружинное кольцо 1 попадает в этот гарантированный зазор и остается на наружном...
Сверлильно-запрессовочное устройство для сборки дорожных щитов

Номер патента: 1706858
Опубликовано: 23.01.1992
Авторы: Копосов, Кузнецов, Кузницын, Тиунов
Метки: дорожных, сборки, сверлильно-запрессовочное, щитов
...сверла 21, и выполняет зенкерование на необходимую глубину одновременно с завершением сверления. Расстояние до режущей кромки эенкера 20 от режущей части основного сверла 21 устанавливается равным длине стандартного крепежного болта минус расстояние, необходимое для установки шайбы и затяжки гайки. В результате этого эенкер 20 вырабатывает излишек древесины под головку крепежного болта, если ширина пакета бревен превышает длину болта. По окончании сверления включается обратный ход гидроцилиндра 4 подачи, который возвращает сверлильную головку 11 в исходное положение. Причем когда режущая часть эенкера 20 пройдет раскрытые створки 13 кондуктора 12, копир 22 выходит из взаимодействия с горизонтально установленными роликами 15, и створки...
Способ сборки закрытого резинометаллического шарнира гусеничной цепи

Номер патента: 1706910
Опубликовано: 23.01.1992
Авторы: Кизилов, Олейников, Палий
МПК: B62D 55/20
Метки: гусеничной, закрытого, резинометаллического, сборки, цепи, шарнира
...пальца, внутренними поверхностями проушин и поверхностями пальца между уплотняющими полость резиновыми уплотнительными пальцами) с одной стороны каждого выступа между его передним по направлению запрессовки торцом и соседним резиновым уплотнительным кольцом, в процессе эапрессовки смазываются контактирующие поверхности проушин и выступов на пальце, часть дозировок смазки размещается в полостях между уплотнительными кольцами и торцами каждого выступа. При этом смазка не выдавливается из внутренних полостей наружу, исключается загрязнение смазкой наружных поверхностей гусеничной цепи, рабочего места, улучшаются условия сборки,На фиг. 1 изображен палец с приспособлением для смазки (дозатором); на фиг, 2 - палец и проушины смежных...
Способ сборки водоохлаждаемых двухжильных токоподводов

Номер патента: 1707626
Опубликовано: 23.01.1992
Авторы: Банов, Кленин, Скоромолов
МПК: H01B 7/34
Метки: водоохлаждаемых, двухжильных, сборки, токоподводов
...впределах упругого деформирования рукавапод хомутом. Шаг между хомутами устанавливают в зависимости от диаметров жил,исходя из условий сохранения гибкости токоподводов и полного предотвращенияэлектродинамических рывков. При меньшем шаге уменьшается гибкость токоподводов и расход воды, при большем шагевозникают электродинамические рывки. 40Пережатие зазора между рукавом и жилойобеспечивает равномерное смывание жилводой по всЕму ее сечению, т.е. равномерное ее охлаждение,Предлагаемый способ сборки двух водоохлаждаемых жильных токоподводов реализован при сборке токоподводов с жилой сечением 150 мм (ф 20 мм каждый и длиной 2000 мм, Жила помещалась в резинотканый рукав, с наружным диаметром 35 мм и толщиной стенки 5 мм, Двухсторонний...
Устройство для сборки конденсаторов

Номер патента: 1707636
Опубликовано: 23.01.1992
Автор: Петриченко
МПК: H01G 13/00
Метки: конденсаторов, сборки
...изоляторов выполнен в виде ловителя 1, установленного на подпружиненном штоке 8, расположенном в основании 1 и взаимодействующем с кулачком 9, и подпружиненного прижима 10 с упором 11, размещенного на кронштейне 12, установленном на основании 1.На основании 1 расположен подпружиненный копир 13, один конец которого кинематически связан с кулачком 14, а другой - с ловителем 7. Ловитель 7, состоящий из двух подпружиненных друг относительно друга губок 15 и 16, имеет гнездо 17 для изоляторов 4 и конусное отверстие 18 для центрирования выводов 19 конденсаторов б. Кроме того, на основании выполнены направляющие 20 для перемещения кассеты 5,Устройство для сборки конденсаторов работает следующим образом,Из вибробункера 2 изолятор 4,...
Устройство для сборки экранно-масочного узла цветной электронно-лучевой трубки

Номер патента: 1707650
Опубликовано: 23.01.1992
МПК: H01J 29/02
Метки: сборки, трубки, узла, цветной, экранно-масочного, электронно-лучевой
...ам 7 Внутрь экрана 8 помещают спе ер 13, на к:торый устанавливзют РМУ. Включают источник 2 света. Затем маску 10 с рамой 11держателями 12 Ориентируют относительно растра 3 до совпадения р ки б с направлением интерференционной картины полос 15, образованных при визуальном наблюдении растра 3 через маску 10, Совпадение на 5 10 15 20 О 5 30 35 40 45 граь, ения полос 15 и риски б произойдет только в том случае, когда ось экрана 8 совпадае с направлением рядов отверстий маски 10, После осуществления ориентации маски 10 в экране 8 пружины 14 устанавлиВают на конические фиксаторы 9 экрана 8 и контактной электросваркой соединяют с дер)кате чями 12Риска б может быть нанесена на растр 3 или выполняться в виде отдельного элемента, например в виде...
Способ сборки фланцевого соединения в электрической машине

Номер патента: 1707697
Опубликовано: 23.01.1992
Авторы: Боровикова, Нестеров, Токмакова, Трофимов, Хуторецкий
МПК: H02K 5/124
Метки: машине, сборки, соединения, фланцевого, электрической
...обеспечиваю. п(им прелотврашение утекли волорола из кгрпса статора турбогенератораЦель изобретенияповышение надежности и обеспечение пригодн(гсти соелинения лля генераторов с водородным охлаждением и) тс ч ) велнцения точности цс нтрирования со(ли н(нн я,На фипола(ано фланцееое соедин(. ние в элслтричеслой ма,пине, на фиг. 2 л ре пл( н и(. Вот а Вли.В качестве примера в епетин(ние корпссамасляала 2 ротора генератора с Б СБОРКИ ФЛАНЦЕВОГ Я В ЭЛЕКТРИЧЕСКОГ 1 М:эг. ментов потребного в последующем креп.вставки к выступу. Производят вы. горку металла в выступе (корпусе 1) до образ нания в нем углубления, по размерач свпадающего с разчерами вставки 5. Уста. навливают вставк) 5 на клей (фиг. 2) в уг. лубленне вьгст) га (корпуса 1) и крепят...
Способ сборки покрышек пневматических шин

Номер патента: 1269403
Опубликовано: 23.01.1992
Авторы: Кармацкий, Марамыгин, Пиновский, Хомяков
МПК: B29D 30/08
Метки: пневматических, покрышек, сборки, шин
...трубатую э паО: товжу, осуафствлневт посадку бортовых колецразрезают эаготоВку 66 брасл(" ТЧ ИЩавгаой ШИРИИЫЗ 6 ВОРаЧИВажт КРОЫ-ки брбспетов Ба бОртовые кольна с Об- раэоважем каркасов и Ое;уее(ествлвкгт последующие ОвераЦВи ПО сбОрпе покрышек.Недостатком этоГО способа нвляет-св иевозг 1 оаность образовании иного-СЛОИИЫХ КаРкагОВ С КРОМка(вИ;"ПОЙШИРИНЫ В КЗМДОМ СЛОЕВЦелью изобретении явднетса обеспечеиие сборки многослойных каркасовС КРОМКаМИ Р 6 ЭНОЙ ШИРИНЫ В КВВДОМСЛОЕВЦель дОс 1 игае"ся тем что в способе сборки покрышек пиевиатичес 1(1 п(шии, ври котором собирам трубчатуюзагбтовку ОсуществлЯют посадку бор"товьщ колец, Р 6 ЗРезшт загГОтОВ 1(у иабрасзжию зэДаииой шириЕЕЯ завбрачиВашт кромки браслетов иа бортовыекольЦЙ с...
Автоматическая роторно-конвейерная линия для сборки цепей

Номер патента: 1708484
Опубликовано: 30.01.1992
МПК: B21H 9/02
Метки: автоматическая, линия, роторно-конвейерная, сборки, цепей
...11 от .неподвижных копиров (не показаны), подпружиненные штыри 43 и 44, для центрирования отверстийпластин 14 и 13 соответственно,установленные в этих ползунах с возможностью возвратно-постуяательного перемещения в направлении, параллельном оси ротора 11, опоры 45и 46 для пластин 14 и валиков 1 Осоответственно и призмы 47 дляцентрирования валиков 10,Ротор 12 для окончательной на 10прессовки (допрессовки) пластин 13и 14 на валики 10 содержит диск 48с гнездами для собираемой цепи 1,ползуны 49 и 50, перемещающиеся возвратно-поступательно в противоположные стороны параллельно оси ротора 12 от неподвижных копиров (непоказаны), и жесткий упор 51, обеспечивающий заданное расстояние между пластинами 13 и 14 после допрессовки,Автоматическая...
Устройство для сборки

Номер патента: 1708570
Опубликовано: 30.01.1992
Автор: Предеин
МПК: B23P 19/10
Метки: сборки
...примере выполнения устройства (фиг.1) базовая деталь 2 отжимает подпружиненный ловитель 5 и устанавливается напротив толкателя 4, центрируясь относительно его оси фесками 8, Деталь 1 подается к толкателю 4 и удерживается нэ его торце магнитным наконечником 6. При перемещений толкателя 4 влево деталь 1 центрируется губками 7, раздвигает их и устанавливается в гнездо базовой детали 2. .При этом губки 7 сходятся и удерживают своими торцами деталь 1 от выпадения из гнезда детали 2. Затем толкатель 4 возвращается в исходное положение; ловитель 5 отводится вправо и собранный узел удаляется из устройства. В примере выполнения устройства(фиг,2) ловитель 5 устанавливается в гнездобазовой детали 2, базируясь в нем ленточками 12, а деталь 1...
Автомат для сборки винтов с шайбами

Номер патента: 1708571
Опубликовано: 30.01.1992
Автор: Федоров
МПК: B23P 19/06
Метки: автомат, винтов, сборки, шайбами
...23, на которомзакреплена втулка 24, Каркас 23 установленна плоских пружинах 25, а втулка 24 связанас сердечником 26 электромагнита 27, который установлен с некоторым зазором отсЕрдечника 26 для обеспечения вибрациивсего каркаса 23 при работе электромагнита 27, Под втулкой 24 размещена планка 28,имеющая фигурный паз и связанная со штоком пневмоцилиндра 29. Под планкой 28установлен отводящий лоток-накопитель30. Лоток-накопитель имеет паз, в которыйпопадают собранные комплекты винтов сшайбами и под действием веса скользятвниз. Под лотком-накопителем 30 расположен датчик 31 контроля окончания сборки.Автомат работает следующим образом,Собираемые детали загружаются в питатели для шайб и винтов, в которых выполнены устройства для поштучной...
Устройство для сборки

Номер патента: 1708573
Опубликовано: 30.01.1992
Автор: Кудрявцев
МПК: B23Q 3/06
Метки: сборки
...воздух через трубопроводы 38. Корпус 37 следящей пневмосистемы 28 закреплен в каретке 3 кронштейном 39.Для ограничения хода кареток 2 и 3 на каркасе установлены упоры 40 и 41.Устройство работает следующим образом.На стол 6 устанавливается монтируемое изделие 7, а на каретки 2 и 3 - подвижные элементы 8 и 9. Поворачивая гайку-маховик10 против часовой стрелки относительновтулки 18, сжимают тормозными кольцами 21 храповое колесо 20. При этом поворачивается вал 17 с шестернями 16, которые, обкатываясь по рейкам 15, перемещают каретку 3 с подвижным. элементом 9 влево, Элемент 9, дойдя до изделия 7, останавливается. Рейки 15 начинают перемещаться вправо, передвигая через шестерни 13 и вал 14 каретки с подвижным элементом 8 до...
Барабан для сборки брекерно-протекторных браслетов

Номер патента: 1708636
Опубликовано: 30.01.1992
Авторы: Александров, Железняков, Коваленко, Кожанов, Красавин, Лебедев, Портный, Россин, Спивак, Шепелина, Эктов, Яковлева
МПК: B29D 30/22, B29D 30/24
Метки: барабан, браслетов, брекерно-протекторных, сборки
...направляющие 3, Внутри при(57) Изобретение относится. к оборудованию производства пневматических шин и предназначено, в частности, для изготовления брекерно-протекторного браслета на второй стадии сборки пневматических шин.Целью изобретения является повышение надежности барабана в работе, Для этого барабан для сборки брекерно-протекторных браслетов снабжен жестко закрепленным на конусе 15 диском16с выполненными на нем параллельно поверх., ности конуса 15 ребордами 17, установленными в выполненных на концах толкателей 11 вилках 12. Сектора 2 связаны с толкателями 11 посредством установленных по торцам каждого сектора 2 направляющих 3, связанных попарно штангами, на которых закреплены толкатели 11. 1 з.п. ф-лы, 4 ил,Ьав водного...
Автомат для сборки роторного типа

Номер патента: 1708639
Опубликовано: 30.01.1992
Авторы: Герасимов, Ковалев, Михайлов, Пасечник, Финиченко
МПК: B23P 19/02, B30B 11/12
Метки: автомат, роторного, сборки, типа
...изготовлены керны для кернения ободка гайки 14, а на торце наружного ползуна 10 изготовлен пуансон для деформации ободка гайки 14, На внутреннем ползуне 11 выполнен базирующий участок 30 и протяжка 31. Барабан 9 смонтирован на валу 32, установленном в подшипниках 33 ротора 8,Автомат для сборки роторного типа работает следующим образом,Вращение от привода 16, установленного в нижнем ярусе основания 7, через кинематическую передачу 17 и вал-шестерню 18, 19, 20 передается технологическому ротору 8, горизонтально смонтированному в верхнем ярусе основания 7.При этом барабан 9, закрепленный на валу 32 в подшипниках 33 корпуса ротора, синхронно вращается с наклонным нагружающим диском 24, смонтированным на валу 22 в подшипниках 23. Так как...
Способ сборки авторучек

Номер патента: 1708650
Опубликовано: 30.01.1992
МПК: B43K 7/00
Метки: авторучек, сборки
...авторучек,Целью изобретения является повышение технологичности,На фиг, 1 - авторучка, разрез; на фиг. 2 - сечение А-А на фиг, 1; на фиг, 3 - вид по стрелке Б на фиг. 1,Способ сборки заключается в креплении гибкого пишущего стержня 1 в пазу 2 на корпусе 3 авторучи,При этом гибкий пишущий стержень. сгибают дополнительно по дуге (показано на фиг, 1 штрихпунктиром) и направляют в клиновое сужение 4 стенок в пазу 2 на корпусе 1.В авторучке, которая изображена на фиг. 1-3, паз 2 имеет углубление 5, расположенное посередине, а корпус 3 выполнен с отверстием 6 для размещения наконечника гибкого пишущего с уса 3 выполнено отв ания, например, спи Заменяется гибк следующим обра пичка в отверстие 8 ользования авторуч уально количество...
Устройство для сборки пространственно-стержневых структур наполнителя нетканых материалов

Номер патента: 1708968
Опубликовано: 30.01.1992
Авторы: Антипов, Воронков, Клейменов, Мозгунов, Яковлев
МПК: D04H 13/00
Метки: наполнителя, нетканых, пространственно-стержневых, сборки, структур
...Цель ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР САНИЕ ИЗ изобретения - улучшение эксплуатационных характеристик за счет механизации процесса формирования пространственно- стержневой структуры и исключения повреждаемости стержней, Устройство содержит бункер 1 для горизонтальных стержней, установленную под ним кассету 3 с ячейкой для размещения одного горизонтального стержня и шток-толкатель 4 для подачи горизонтального стержня в свободную ячейку приемника 5 накопителя вертикальных стержней. Между кассетой 3 и бункером 1 с возможностью возвратно-поступательного перемещения размещена пара горизонтальных пластин 7 и 8, причем / пластина 7 имеет соразмерный со стержнем сквозной паз, В бункере размещен...
Автоматическая линия для сборки магнитной системы электромагнитного реле

Номер патента: 1709417
Опубликовано: 30.01.1992
Авторы: Аветисян, Геворкян, Никогосян, Уколов, Цехмейструк
МПК: H01H 49/00
Метки: автоматическая, линия, магнитной, реле, сборки, системы, электромагнитного
...содержащей за- назначен привод, в качестве которого исхватныймеханизмсприводом.,поворотный пользован двухкоординатный линейный/шаговый двигатель (ЛШД) 9. Под приводом бираемыми деталями реле перемещаетсяв зоне функционирования захватного на следующую позицию.механизма расположен накопитель 10, На тех позициях поворотного стола 1, навключающий в себя вибробункер.11 с на- которых установлены сварочные механизправляющими, обеспечивающими ориента мы 16 и 17, производится сварка собираецию и подачу в зону захвата одновременно мых деталей магнитной системы реле. Длядвух полюсов, и кассеты 12 - 15 с возможно- этого перед началом сварки к фиксирующестью ориентированного расположения де- му приспособлению 3 снова подводитсяталей, стопорный...
Устройство для сборки узла из двух миниатюрных деталей электромагнитного реле

Номер патента: 1709419
Опубликовано: 30.01.1992
Авторы: Прянишников, Студенко, Толстых
МПК: B25J 15/00, H01H 49/00
Метки: двух, миниатюрных, реле, сборки, узла, электромагнитного
...на них укладывают пружину и производят сварку. При этом из-за очень малых размеров и веса деталей (контакт весит 0,00393 г, пру жина. 0,018 г) наблюдается "прилипание" деталей к рабочей поверхности корпуса вакуумного захвата после отключения вакуума, что приводит к сбоям в работе, снижению производительности и к затруднению работы в автоматическом режиме.Цель изобретения - повы шение с габильности работы путем достижения надежного отрыа миниатюрных деталей (контактов) электромагнитного реле от рабочей поверхности корпуса вакуумного захвата и повышение производительности,Поставленная цель достигается тем, что в известном устройстве для сборки узла из двух миниатюрных деталей электромагнитного реле, содержащем стол, сварочную головку,...