Способ сборки трубы из утилизованных шин
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1810713
Автор: Бусаров
Текст
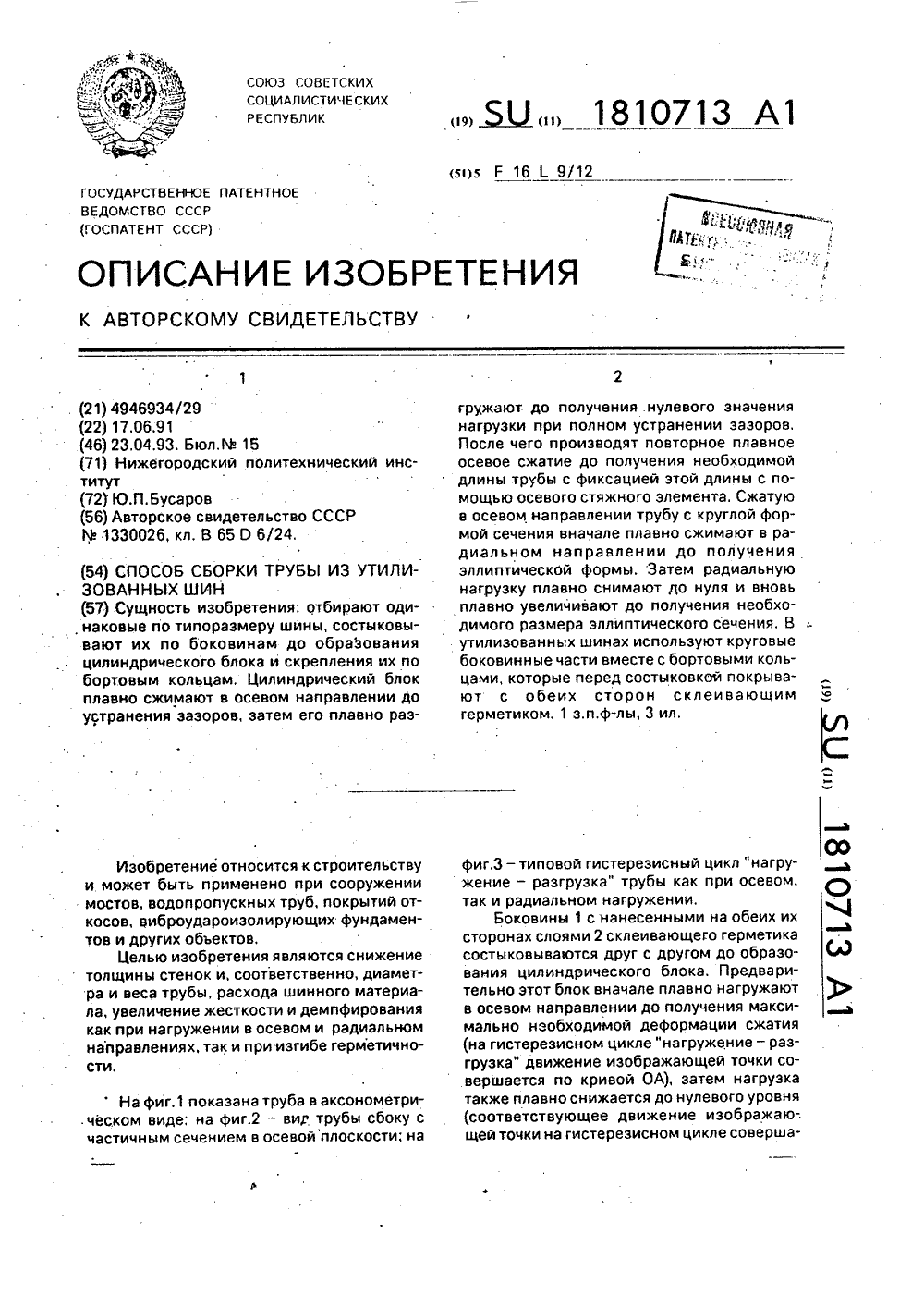
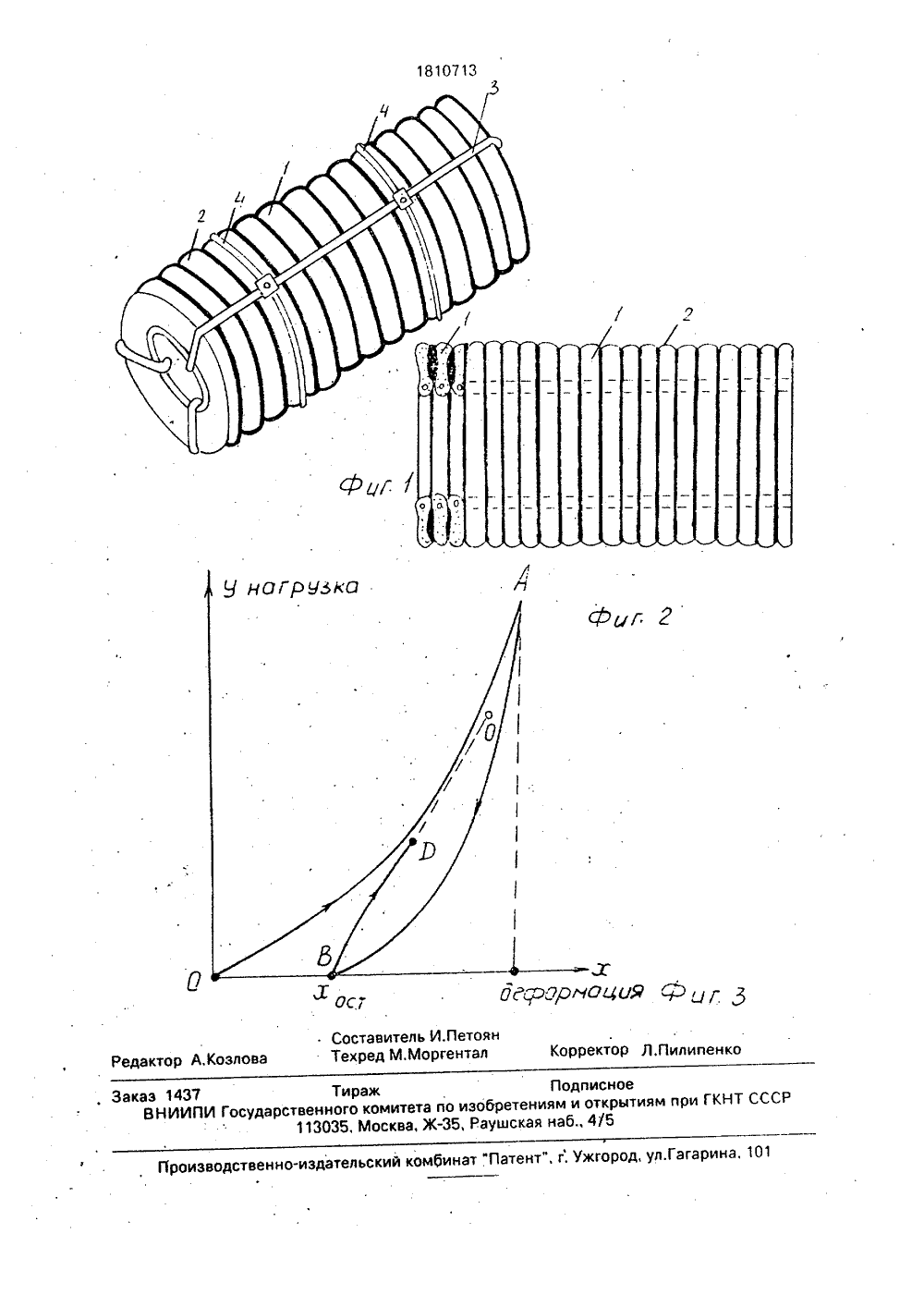
.урФ ф 7 Р,СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 5 Е 16 1 9/12 ЕНИ РЕ ДЕТЕЛЬСТВУ ОМ А О 6/24,КИ ТРУБЫ ИЗ У Ии- с а ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕВЕДОМСТВО СССРГОСПАТЕНТ СССР ИСАНИЕ И(71) Нижегородский политехнический институт(56) Авторское свидетельство СССР 1 Ф 1330026, кл. В 65(54) СПОСОБ СБОРЗОВАННЫХ ШИН(57) Сущность изобренаковые по типоразмвают их по боковицилиндрического блобортовым кольцам,плавно сжимают в осустранения зазоров,тения; отбирают одиеру шины, состыковынам до образования ка и скрепления их по Цилиндрический блок евом направлении до затем его плавно раэИзобретение относится к строительству и может быть применено при сооружении мостов, еодопропускных труб, покрытий откосов, виброудароиэолирующих фундаментов и других объектов.Целью изобретения являются снижение толщины стенок и, соответственно, диаметра и веса трубы, расхода шинного материала, увеличение жесткости и демпфирования как при нагружении в осевом и радиальном направлениях, так и при изгибе герметичноНа фиг.1 показана труба в аксономе . ческом виде: на фиг,2 - вид трубы сбо частичным сечением в осевой плоскости БЦ 1810713 А 1 гружают до получения нулевого нагрузки при полном устранении После чего производят повторное осевое сжатие до получения нео длины трубы с фиксацией этой дл мощью осевого стяжного элемент в осевом направлении трубу с кру мой сечения вначале плавно сжим диальном направлении до по эллиптической формы, Затем ра нагрузку плавно снимают до нул плавно увеличивают до получени димого размера эллиптического с утилизованных шинах используют боковинные части вместе с бортов цэми, которые перед состыковкой ют с обеих сторон склеи герметиком. 1 з,п.ф-лы, 3 ил,значения зазоров.плавное бходимой ины с по- а, Сжатую глой форают в ралучения диальную я и вновь я необхоечения, В круговые ыми коль- покрыва- вающим фиг.3 - типовой гистерезисный цикл "нагружение - разгрузка" трубы как при осевом, так и радиальном нагружении.Боковины 1 с нанесенными на обеих их сторонах слоями 2 склеивающесо герметика состыковываются друг с другом до образования цилиндрического блока. Предварительно этот блок вначале плавно нагружают в осевом направлении до получения максимально нэобходимой деформации сжатия (на гистерезисном цикле "нагружение - разгрузка" движение изображающей точки совершается по кривой ОА), затем нагрузка также плавно снижается до нулевого уровня (соответствующее движение изображаю-. щей точки на гистереэисном цикле соверша 1810713ется по кривой АВ до получения остаточной деформации хо) и вновь плавно нагружается по кривой ВС до рабочей точки О, положение которой определяется необходимой длиной трубы, после чего труба фиксируется по длине с помощью осевых стяжных элементов 3, Собранная в таком виде труба плавно нагружается в одном из радиальных направлений до максимально необходимой радиальной деформации сжатия (при этом получается эллиптическая форма трубы), затем радиальная нагрузка тэк же плавно уменьшается до нулевого уровня, после чего снова производится плавное нагружение до необходимого значения радиального сжатия (при этомход изображающей точки на плоскости "нагрузка - деформация" происходит в указанном выше порядке, а полученная при этом эллиптическая форма сечения трубы фиксируется с помощью контурных стяжных элементов 4.К примеру, в случае применения боковин, вырезанных из шин типа 320 - 508 (грузовые шины), мы имеем толщину бортового кольца порядка 40 мм, Для сборки 2-х метровой трубы без предварительного обжатия потребовалось бы 50 штук боковин от указанного типоразмера шин. Однако труба при этом была бы весьма податлива при нэгружениях как в осевом и радиальном направлениях, так и при изгибе. Поэтому для сборки достаточно жесткой трубы необходимо брать 60 штук боковин указанного типа (при этом длина трубы, несжатой в осевом направлении, равна 240 см). Максимальное сжатие набора цилиндрического блока из 60 боковин осуществляется на 48 см (при этом нагрузка равна порядка 8000 кг, а длина трубы 192 см), разгрузка до нуля приводит к остаточной деформации порядка 20 см (длина трубы 220 см) и, наконец, дополнительная деформация еще на 20 см (предварительная нагрузка сжатия достигает порядка 5000 кг) приводит к нужной длине трубы в 200 см.Изготовленные по указанном способу трубы обладают меньшими толщиной стенок и, соответственно, диаметром и весом,расходом шинного материала, повышенны- .ми жесткостью и демпфированием как принагружении в осевом и радиальном направлениях, так и при изгибе, герметичностью,5 Они могут быть применены при сооружениишинных оснований мостов, покрытий отко,сов, стен зданий (как подземных, так и наземных), виброудароизолирующихфундаментов и других объектов, В масшта-бах всей страны это дает огромную экономию материальных ресурсов: миллионытонн металла и цемента, сотни тысяч кубометров древесины, Кроме того, применениетруб предлагаемой конструкции позволит"5 ввести в хозяйственный оборот многие миллионы бортовых колец, образующихся какнеиспользуемые отходы при переработкешин на регенераторных заводах, засоряющие землю,20 Формула изобретения1. Способ сборки трубы из утилизован ных шин, заключающийся в отборе одинаковых по типоразмеру шин, состыковки иходин за другой по боковинам до образова 25 ния цилиндрического блока и скрепление ихпо бортовым кольцам, о т л и ч а ю щ и й с ятем, что цилиндрический блок плавно сжимают в осевом направлении до устранениязазоров, затем его плавно разгружают до30 получения нулевого значения нагрузки приполном устранении зазоров, после чего производят повторное плавное осевое сжатиедо получения необходимой длинЪ отрубы сфиксацией этой длины с помощью осевого35 стяжного элемента, сжатую в осевом направлении трубу с круглой формой сечениявначале плавно сжимают в радиальном направлении до получения эллиптическойформы сечения, затем радиальную нагрузку40 плавно снимают до нуля и вновь плавноувеличивают до получения необходимогоразмера эллиптического сечения трубы,2, Способ по п,1, о т л и ч а ю щ и й с ятем; что в утилизованных шинах используют45круговые боковинные части вместе с бортовыми кольцами, которые перед состыковкой друг с другом покрывают с обеих сторон склеивающим герметиком.1810713 аЕ:рарнацияСоставитель И.Пет Техред М.Моргент оянактор А,Козлова ал Корректор Л,П о оизводственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 10 Заказ 1437 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4946934, 17.06.1991
НИЖЕГОРОДСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
БУСАРОВ ЮРИЙ ПАВЛОВИЧ
МПК / Метки
МПК: F16L 9/12
Метки: сборки, трубы, утилизованных, шин
Опубликовано: 23.04.1993
Код ссылки
<a href="https://patents.su/3-1810713-sposob-sborki-truby-iz-utilizovannykh-shin.html" target="_blank" rel="follow" title="База патентов СССР">Способ сборки трубы из утилизованных шин</a>
Устройство для сжатия гофрированных труб в осевом направлении

Номер патента: 54530
Опубликовано: 01.01.1939
Авторы: Бартновский, Бугель, Дрегольский, Макаров
МПК: B21D 15/06, B21D 51/12
Метки: гофрированных, направлении, осевом, сжатия, труб
...в отношении гибкости, а также в короткий срок выходили из строя. Металлические же гофрированные компенсаторы не изготовлялись в нашей промышленности, а привозились, как правило, из-за границы.Попытка применения гибких металлических шлангов, изготовляемых из полосы, не дала также положительных результатов в виду их жесткости, короткого срока службы и требуемой плотности.Полностьо соответствуют предьявляемым требованиям в качестве ьомпенсаторов трубы, гофрированные в осевом направлении, изготовляемые разными способами. Известен способ выдавливания волнистых трубок на разъемной фасонной оправке как гидравлическим давлением, так и мехачически посредством ролика.В предлагаемом устройстве для сжатия гофрированных труб в осевом направлении,...
Центрователь оправочного стержня стана с осевой выдачей труб

Номер патента: 498997
Опубликовано: 15.01.1976
Авторы: Артемьев, Ермолаев, Самохин, Седов, Тартаковский
МПК: B21B 39/16
Метки: выдачей, оправочного, осевой, стана, стержня, труб, центрователь
...Известно устройство оправочного стержнястана с осевой выдачей труб, выполненное ь виде принудительно перемещаемого в осевом направлении штурвалом корпуса, внутри которого смонтированы перехваты оправочного 10 стержня, а на торцовой стенке со стороны стана расположены транспортирующие ролики, Такое расположение перехватов не исключает прогиба стержня из-за его значительной свободной длины и приводит к снижению ка чества гильз, особенно в период неустановившегося процесса прокатки.С целью снижения прогиба стержня и темсамым повышения качества прокатываемых труб в предлагаемом центрователе опоры ры чажных перехватов оправочного стержня установлены на торцовой стенке корпуса со стороны стана.На фиг. 1 изображен предлагаемый центрователь в...
Способ непрерывного изготовления стеклопластиковых труб методом намотки нитей

Номер патента: 133382
Опубликовано: 01.01.1960
МПК: B29C 53/62, B29C 65/52, B29D 23/00
Метки: методом, намотки, непрерывного, нитей, стеклопластиковых, труб
...устраняет этот недостаток. На вращающийся сердечник одновременно с намоткой нитей в радиальном направлении производят укладку нигсй в продольном направлении зигзагом. Крепление вершины каждой петли зигзага фиксируется прижимными нитями, наматываемыми под небольшим углом к оси трубы. При этом продольные нити каждого последующего слоя прикрывают нити предыдущего слоя на величину, не меньше ширины пучка нитей, Пропитка намотанных нитей производится при помощи барабана, часть которого погружена в ванну со связующим. При вращении барабана связующий материал переносится на укладываемые нити, Кроме того, предложенный способ позволяет изго. товлять трубы с заранее заданными соотношениями прочностей в освом и радиальном направлениях при любом...
Способ сборки и разборки конических резьбовых соединений бурильных труб

Номер патента: 1108191
Опубликовано: 15.08.1984
Автор: Гомберг
МПК: E21B 19/16
Метки: бурильных, конических, разборки, резьбовых, сборки, соединений, труб
...витков резьб в процессе их свинчивания и развинчивания.На чертеже изображена диаграмма осевого поступательного перемещения Н ниппельного конца за время Т.Способ осуществляется следующим образом.При свинчивании опускают ниппельныйконец наращиваемой трубы и, не доводя егодо муфтового конца колонны, ниппельный 5 10 15 20 25 Зо 35 40 45 50 55 и муфтовый концы зажимаются, наращиваемую трубу приводят во вращение, а ее линейную скорость принудительного поступательного осевого перемещения поддерживают в соответствии с шагом замковой резьбы на оборот трубы (участок оа диаграммы). В момент встречи резьбовых концов в подавляющем большинстве случаев осевое поступательное перемещение наращиваемой трубы приостановится, так как ничтожно мала...
Роторно-поршневой двигатель журилова в.

Номер патента: 1814689
Опубликовано: 07.05.1993
Автор: Журилов
МПК: F01C 19/00, F04C 27/00
Метки: двигатель, журилова, роторно-поршневой
...следующие сектора с предваритель- ступенчатых выступов 34 паза 35, открываным совмещением разъемов с ранее "5 ютсвободный выход масла из полости паза установленным сектором. По окончании 35 под давлением, создаваемым поднимаю- сборки торцовых уплотнительных пластин 1 щимися выступами 15 радиальной перегоможно перейти к установке радиальных пе- родки 2, поджимаемой снизу пружиной 36 регородок 2 в следующем порядке. (эффект поршня). Масло, поступившее под20 угловые выступы 16 перегородки 2, при вжаВ уплотнитель-кассету 18(в одну из по- тии последней в паз 35 выдавливается на ловин) вставляются по половинкам игольча-рабочие поверхности ротора и статора углотые уплотнительные элементы 20 выми выступами 16. В этой фазе начинается разъемами...
Предыдущий патент: Опора трубопровода, имеющего колено
Следующий патент: Конусно-фланцевое соединение труб и оболочек
Случайный патент: Способ получения покрытий