Установка для сборки и сварки обечаек из сегментов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1816255
Авторы: Каика, Меркин, Остиловский, Шахов

Текст
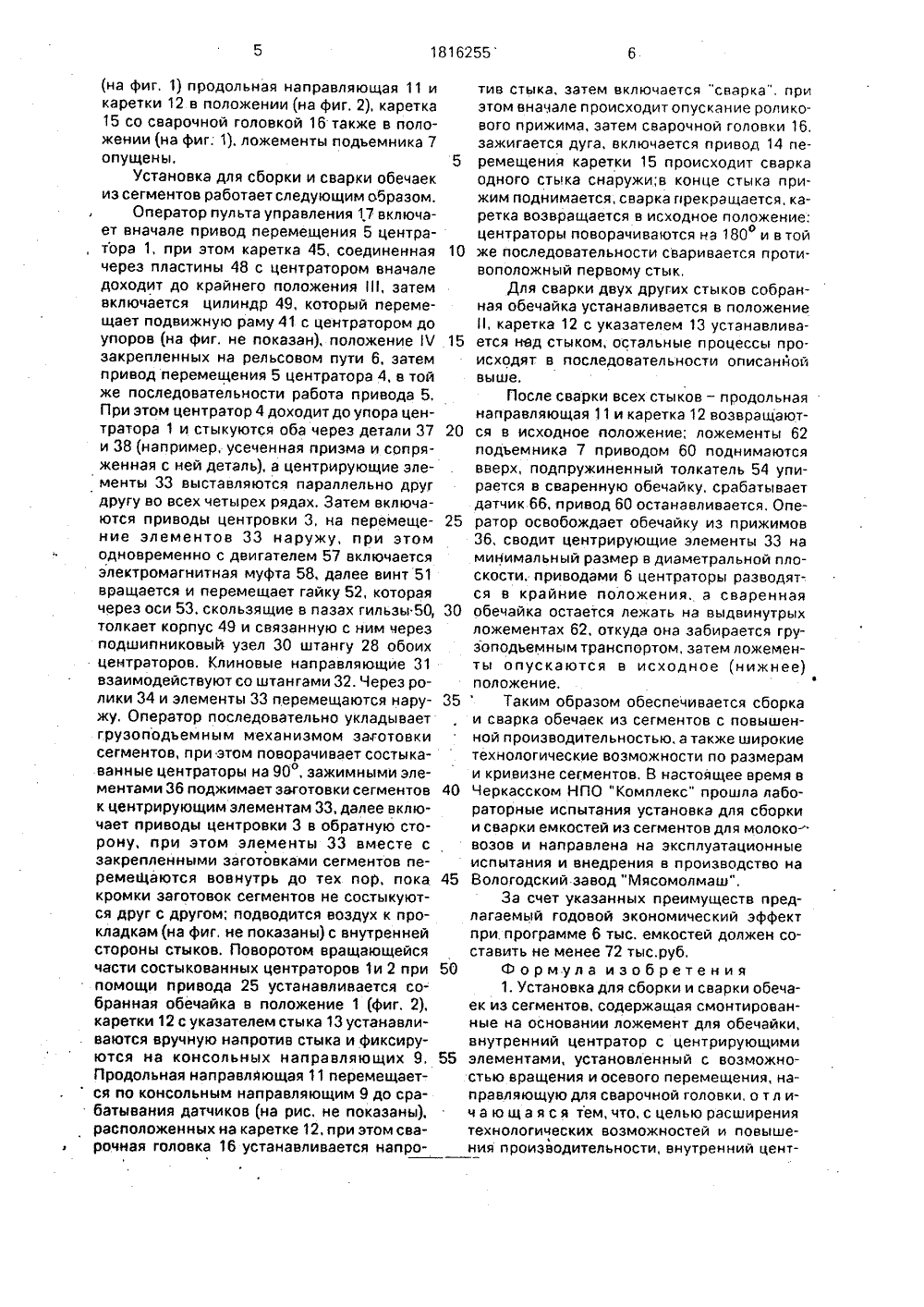
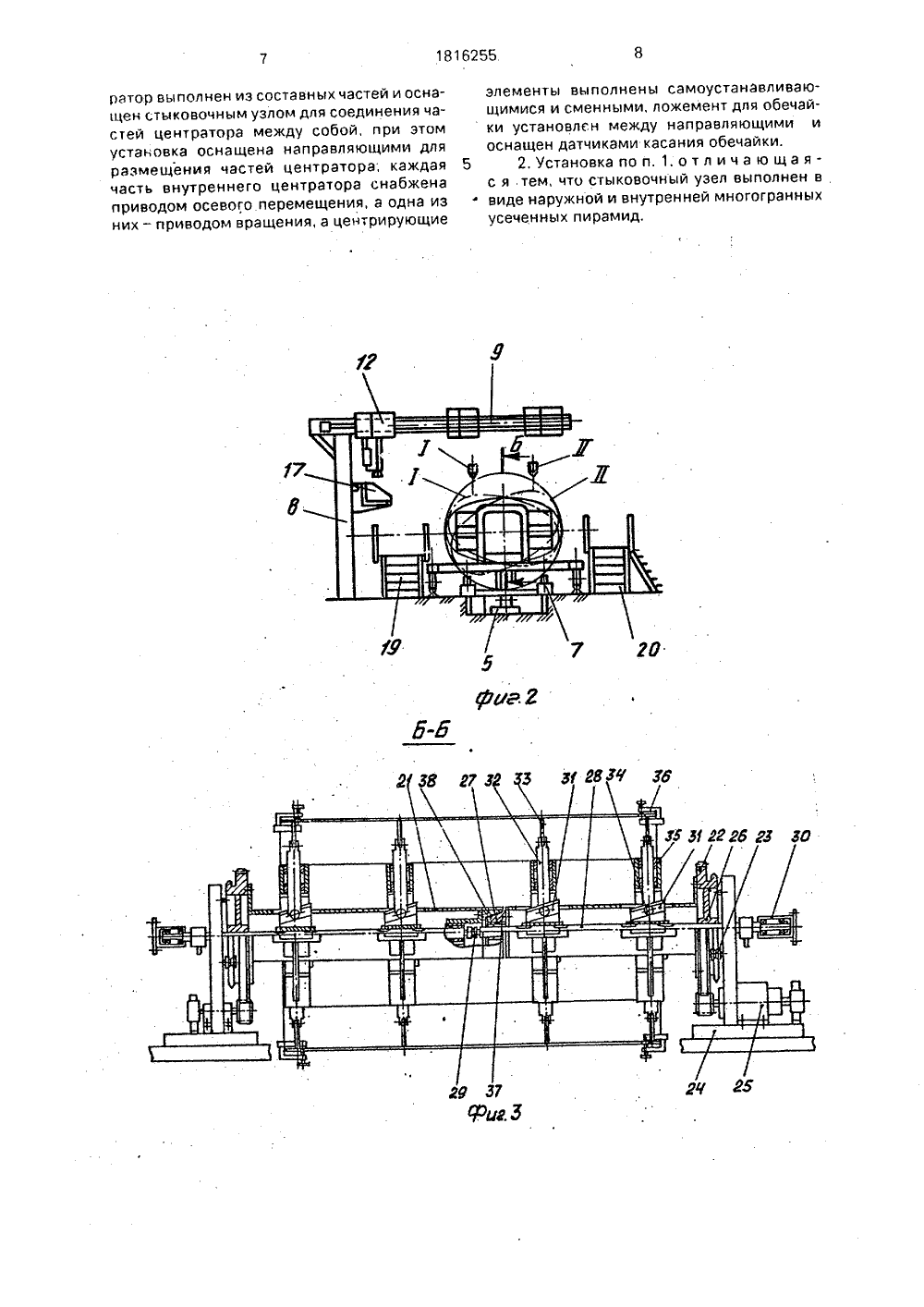
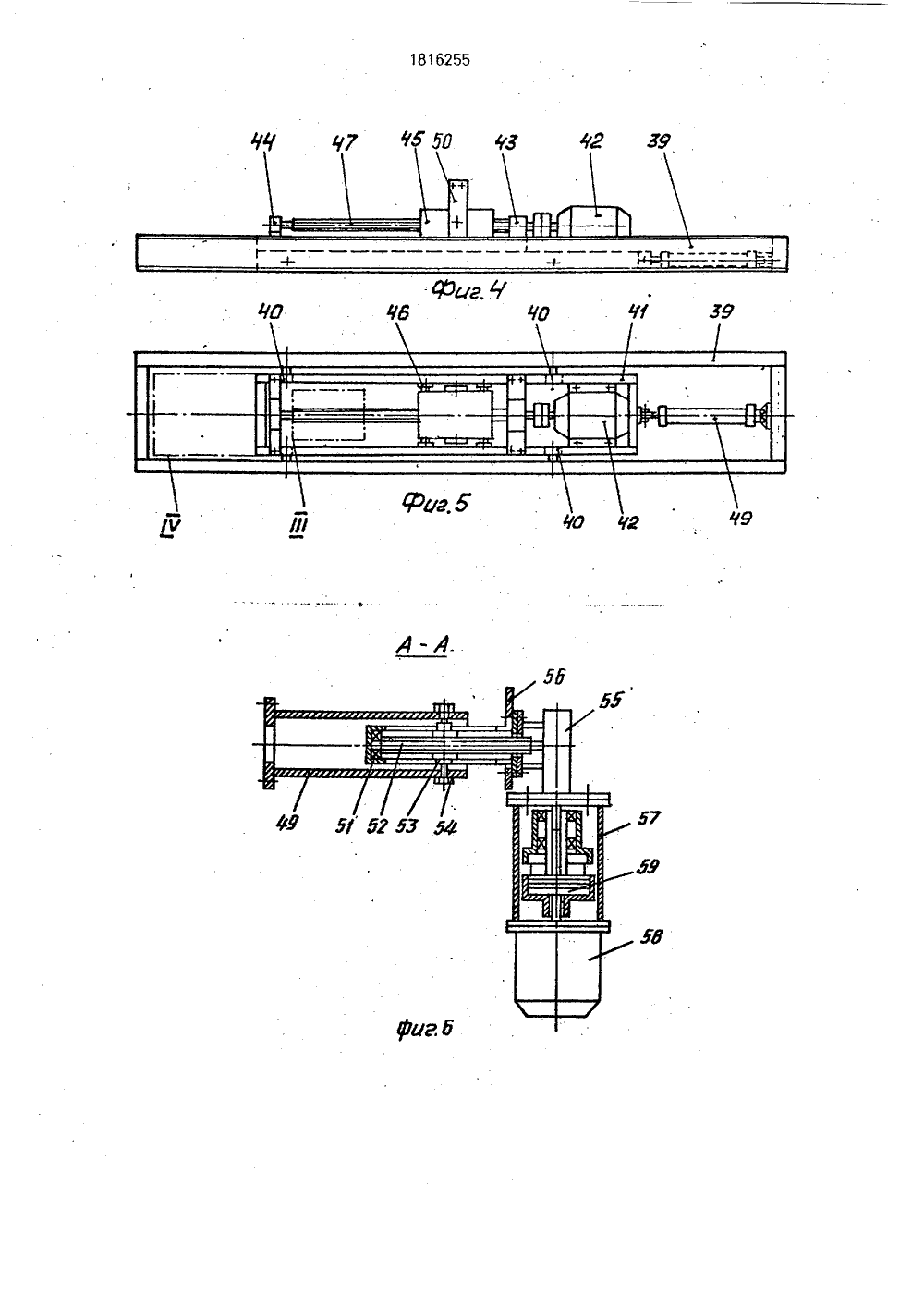
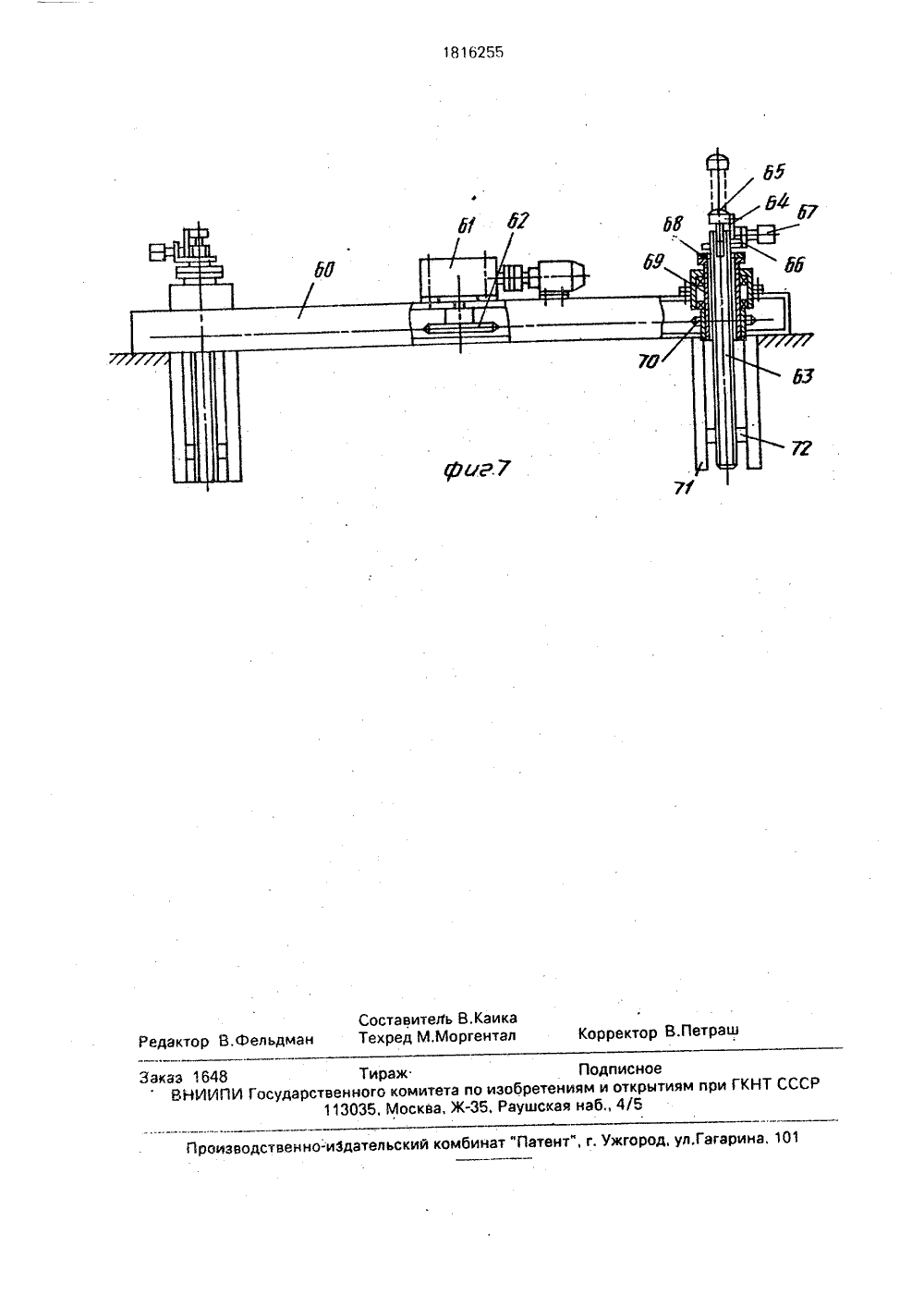
СОК 11 СОВЕГСКИХ СОЦИАЛИСГИЧЕСКИХ РЕСГ 1 УВЛИК 1 б 255(ГОспАтент сссР) ж 61 ОПИСАНИЕ ИЗОБРЕТЕНИ ТЕНТУ роизводств еталлов от к йно-заготови лекс" кин, О,А,Ост нное орро- тельл оизводствен но тво СССР 04. 1979. Оч 1(54) УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ОБЕЧАЕК ИЗ СЕГМЕНТОВ(57) Изобретение относится к сварке, в частности к устройствам для сборки и сварки обечаек из сегментов. Цель изобретения - расширение технологических возможностей и повышение производительности. Установка содержит центраторы 1 и 4. Центратор 1 имеет приводы вращения и стыков соответственно 2 и 3, Центратор 4 имеет привод 5 перемещения, Центрирующие элементы обозначены позицией 33. Центраторы 1 и 4 расположены на направляющих 6. Благодаря такой конструкции увеличивается диапазон собираемых обечаек. 1 з, и, ф-лы, 7 ил.Изобретение относится к сварке, в частности к устройствам для сборки и сварки обечэек, и может быть использовано в машиностроении.Целью изобретения является повышение производительности и расширение технологических возможностей.На фиг.1 дэн общий вид установки для сборки и сварки обечаек из сегментов (главный вид) - положение центраторов состыкованное; на фиг, 2 - то же, вид сбоку; на фиг.3 - разрез Б-Б на Риг, 2; на фиг, 4 - общий вид привода осевого перемещения кантователя; на фиг, 5 - то же, вид сверху; на фиг. 6 - разрез А-А на фиг. 1 - привод центровки; на фиг, 7 - подъемник приводной.Установка для сборки и сварки обечаек из сегментов содержит внутренний центратор 1 с приводами вращения 2 и стыковки 3; внутренний центратор 4, приводы 5 осевого перемещения центраторов, рельсовые направляющие б, по которым перемещаются центраторы, приводной подъемник 7, колонны 8, на которых установлены консольные направляющие 9, на них установлены приводы 10 продольной направляющей 11 и каретки 12 с указателем стыка 13; на продольной направляющей 11 размещены привод 14, перемещающий каретку 15 со сварочной головкой 16 и роликовым прижимом, для управления установки служат подвижный пульт управления 17 и поворотный пульт 18; для обслуживания - площадки обслуживания 19 и 20.Внутренний центратор 1 содержит трубчатый несущий корпус 21, закрепленный по йриводной планшайбе - шестерне 22, опирающейся в свою очередь на ролики 23. На раме 24 установлен привод вращения 25 центраторов. Внутои опор 26 и 27 установлена штанга 28, на одном конце которой закреплен толкатель 29, на другом - опорный подшипниковый узел 30, соединенный через фланец с приводом стыковки 3, В средней части штанги 28 закреплены несколько, например, два клиновых механизма 31, причем клиновые направляющие механизма расположены в двух взаимно перпендикулярных плоскостях в диаметральной плоскости на четыре стороны,Штанги 32 с плавающими центрирующими элементами 33, выполненным по форме заготовок сегментов, сопряжены с клиновыми направляющими через ролики 34 и установлены в направляющих корпусах 35, скрепленного с корпусом 21, На крайних центрирующих элементах закреплены подвижные эажимные элементы 36, например, по три на каждом элементе. На торце кОрпуса 21 установлен внешний стыкован ный элемент 37, представляющий собой, например, усеченную четырехгранную пирамиду.Внутренний центратор 4 устроен так же, как и внутренний 1 за исключением; на торце корпуса 21 (слева) установлен внут ренний стыковочный элемент 38, представляющий собойнапример, по форме сопряжения с внешним стыковочным элементом 37; отсутствует привод вращения,Привод осевого перемещения центраторов содержит неподвижную раму 39. в боковых стенках которой установлены опорные ролики 40; на них расположена подвижная рама 41, сверху которой размещены электродвигатель 42, подшипниковые узлы 43 и 44; каретка 45 на роликах 46 перемеща 10 15 новлены, например, ферромагнитные пла 50 стины 63, закрепленные наподпружиненных толкателях 64, причем на винте закреплена скоба 65 с бесконтактным датчиком 66; гайка 67 крепится к вращающемуся корпусу 68, на котором насажена 55 ведомая звездочка 69.Для предотвращения поворота винтаслужит направляющая 70 "и сухарь 71.Исходное положение, составных частейустановки: центраторы 1 и 4 - в крайних положениях, т.е. раздвинуты, не показаны ется по направляющим рамы 41 при помощивинтовой передачи 47; на боковых стенках20 каретки закреплены рычаги 48, соединяющиеся с центраторами, Подвижная рэма соединена с неподвижной через цилиндр 49,например, гидравлический,Привод центровки 3 содержит поступа 25 .тельно перемещающийся корпус 49, соединенный фланцем с опорнымподшипниковым узлом 30; внутри корпусасоосно нему закреплена гильза 50 с продольными направляющими пазами, внутри30 которой размещена винтовая пара "винт 51- гайка 52", соединение гайки с подвижнымкорпусом осуществляется при помощи осей53, хвостовик винта входит в червячное колесоредуктора 54, который, о одной стороны со 35 единен с гильзой 50 и кронштейном 55 центратора, а с другой - через корпус 56 сэлектродвигателем 57, причем между двигателем и редуктором установлена электромагнитная муфта 58.40 Приводной подъемник установлен между направляющими 6 кантователей и содержит раму 59, на которой в средней частирасположен привод 60, на выходном концекоторого закреплена ведущая звездочка 61,45 расположенная в горизонтальной плоскости. По углам рамы установлены четыре ложемента обечайки, представляющие собойвинтовые стойки 62, в торце которых уста 1816255(на фиг. 1) продольная направляющая 11 и каретки 12 в положении (на фиг. 2), каретка 15 со сварочной головкой 16 также в положении (на фиг; 1), ложементы подъемника 7 опущены.Установка для сборки и сварки обечаекиз сегментов работает следующим образом.Оператор пульта управления 1.7 включает вначале привод перемещения 5 центратора 1, при этом каретка 45, соединенная через пластины 48 с центратором вначале доходит до крайнего положения , затем включается цилиндр 49, который перемещает подвижную раму 41 с центратором до упоров (на фиг. не показан), положение И закрепленных на рельсовом пути 6, затем привод перемещения 5 центратора 4, в той же последовательности работа привода 5, При этом центратор 4 доходит до упора центратора 1 и стыкуются оба через детали 37 и 38 (например, усеченная призма и сопряженная с ней деталь), а центрирующие элементы 33 выставляются параллельно друг другу во всех четырех рядах, Затем включаются приводы центровки 3, на перемещение элементов 33 наружу, при этом одновременно с двигателем 57 включается электромагнитная муфта 58, далее винт 51 вращается и перемещает гайку 52, которая через оси 53, скользящие в пазах гильзы 50, толкает корпус 49 и связанную с ним через подшипниковый узел 30 штангу 28 обоих центраторов. Клиновые направляющие 31 взаимодействуют со штангами 32. Через ролики 34 и элементы 33 перемещаются наружу, Оператор последовательно укладывает грузоподъемным механизмом заготовки сегментов, при этом поворачивает состыкаванные центраторы на 90, зажимными элементами 36 поджимает заготовки сегментов к центрирующим элементам 33. далее включает приводы центровки 3 в обратную сторону, при этом элементы 33 вместе с закрепленными заготовками сегментов перемещаются вовнутрь до тех пор, пока кромки заготовок сегментов не состыкуются друг с другом; подводится воздух к прокладкам (на фиг. не показаны) с внутренней стороны стыков, Поворотом вращающейся части состыкованных центраторов 1 и 2 при помощи привода 25 устанавливается собранная обечайка в положение 1 (фиг. 2), каретки 12 с указателем стыка 13 устанавливаются вручную напротив стыка и фиксируются на консольных направляющих 9, Продольная направляющая 11 перемещает ся по консольным направляющим 9 до срабатывания датчиков (на рис, не показаны), расположенных на каретке 12, при этом сварочная головка 16 устанавливается напро 5 10 15 20 25 30 35 40 45 50 55 тив стыка, затем включается "сварка". при этом вначале происходит опускание роликового прижима, затем сварочной головки 16, зажигается дуга, включается привод 14 перемещения каретки 15 происходит сварка одного стыка снаружи;в конце стыка прижим поднимается, сварка прекращается, каретка возвращается в исходное положение: центраторы поворачиваются на 180 и в тойо же последовательности сваривается противоположный первому стык,Для сварки двух других стыков собранная обечайка устанавливается в положение , каретка 12 с указателем 13 устанавливается нвд стыком, остальные процессы происходят в последовательности описанйой выше.После сварки всех стыков - продольная направляющая 11 и каретка 12 возвращаются в исходное положение; ложементы 62 подъемника 7 приводом 60 поднимаются вверх, подпружиненный толкатель 54 упирается в сваренную обечайку, срабатывает датчик 66, привод 60 останавливается. Оператор освобождает обечайку из прижимов 36, сводит центрирующие элементы 33 на минимальный размер в диаметральной плоскости. приводами 6 центраторы разводятся в крайние положения. а сваренная обечайка остается лежать на выдвинутрых ложементах 62, откуда она забирается грузоподъемным транспортом, затем ложементы опускаются в исходное (нижнее) положение,Таким образом обеспечивается сборка и сварка обечаек из сегментов с повышенной производительностью. а также широкие технологические возможности по размерам и кривизне сегментов. В настоящее время в Черкасском НПО "Комплекс" прошла лабораторные испытания установка для сборки и сварки емкостей из сегментов для молоковозов и направлена на эксплуатационные испытания и внедрения в производство на Вологодский завод "Мясомолмаш".За счет указанных преимуществ предлагаемый годовой экономический эффект при программе 6 тыс. емкостей должен составить не менее 72 тыс.руб,Формула изобретения 1. Установка для сборки и сварки обечаек из сегментов, содержащая смонтированные на основании ложемент для обечайки, внутренний центратор с центрирующими элементами, установленный с возможностью вращения и осевого перемещения, направляющую для сварочной головки, о т л ич а ю щ а я с я тем, что, с целью расширениятехнологических возможностей и повышения производительности, внутренний цент 1816255.ратор выполнен иэ составных частей и оснащен стыковочным узлом для соединения частей центратора между собой, при этом установка оснащена направляющими для размещения частей центратора; каждая часть внутреннего центратора снабжена приводом осевого перемещения, а одна из них - приводом вращения, а центрирующие элементы выполнены самоустанавливающимися и сменными, ложемент для обечайки установлен между направляющими и оснащен датчиками касания обечайки.5 2.Установка поп,1,отличающаяс я .тем, что стыковочный узел выполнен ввиде наружной и внутренней многогранныхусеченных пирамид.1816255СостэвитеЛь В,Кэика Редактор В.Фельдман Техред М.Моргентал Корректор В.Петраш Заказ 1648 Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб 4/5Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
СмотретьЗаявка
4635678, 02.12.1988
ЧЕРКАССКОЕ НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ЗАЩИТЕ МЕТАЛЛОВ ОТ КОРРОЗИИ, СВАРОЧНОМУ И РАСКРОЙНО ЗАГОТОВИТЕЛЬНОМУ ПРОИЗВОДСТВУ "КОМПЛЕКС"
КАИКА ВЛАДИМИР ИВАНОВИЧ, МЕРКИН ВАЛЕНТИН МАРКОВИЧ, ОСТИЛОВСКИЙ ОЛЕГ АЛЕКСАНДРОВИЧ, ШАХОВ ЛЕОНИД АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B23K 37/04
Метки: обечаек, сборки, сварки, сегментов
Опубликовано: 15.05.1993
Код ссылки
<a href="https://patents.su/6-1816255-ustanovka-dlya-sborki-i-svarki-obechaek-iz-segmentov.html" target="_blank" rel="follow" title="База патентов СССР">Установка для сборки и сварки обечаек из сегментов</a>
Внутренний центратор

Номер патента: 1076243
Опубликовано: 28.02.1984
Авторы: Гладкий, Долюк, Овсяник, Челембий
МПК: B23K 37/04
Метки: внутренний, центратор
...и фиксирующими щтифтамиеВкладыши установпены эаподлицо сбоковыми поверхностями накладок,Накладки, расположенные по одну из1 сторон вкладышей, снабжены заходнымконусом.На фиг, 1 изображен предлагаемыйцентратор, общий вид; на фиг. 2 сечение А-А на фиг, 1; на фиг. 3 сечение Б-Б на фиг, 1.Устройство содержит разжимныесегменты 1, закрепленные на радиальноустановленных в корпусе 2 силовых штоках 3 с роликами 4, вэаимодействуюшими с подвижной конусной втулкой 5.Каждый разжимной сегмент 1 оснащенрычажным механизмом, состоящим иэрычага 8, который одним концом при1076243е ными сегментами образуется промежуток9, Одновременно с движением сегментов перемещаются и тяги 19, увлекаяй эа собой рычаги 6, которые своими топкателями 8 воздействуют на буртик...
Внутренний центратор

Номер патента: 247431
Опубликовано: 01.01.1969
Авторы: Кольдерцев, Соколов, Фельдман
МПК: B23K 37/053
Метки: внутренний, центратор
...сочле ненных осях, достигается возможность сваривать торцы труб концентрично один относительно другого и собирать секции с ломаной геометрической осью. Для производства сварочных работ трубные заготовки вместе с ЗО центратором устанавливают на опорное осноеПредлагаемый внутренний центратор применяется при сборке и автоматической сварке трубных заготовок в секции. Известные центраторы содержат центрирующие механизмы, соединенные шарниром, и механизм установки их под углом.Описываемый центратор отличается от известных тем, что, с целью повышения качества сборки и сварки труб с ломаной геометрической осью, шарнир расположен на горизонтальной оси симметрии центратора.При такой конструкции центратора обеспечивается быстрая установка...
Внутренний центратор

Номер патента: 1286378
Опубликовано: 30.01.1987
Автор: Лелеко
МПК: B23K 31/06, B23K 37/04
Метки: внутренний, центратор
...штоков 4 закреплены центрирующие колодки 5.Силовые элементы 1 второй группы закреплены на корпусе своими штоками 4, а на цилиндрах 3 с помощью стоек 6 смонтированы центрируюшие колодки 5, взаимодействующие с изделием.Между собой гидравлические цилиндры соединены трубопроводами 7 последовательно, причем штоковая полость 8 первого цилиндра первой группы соединена со штоковой полостью первого цилиндра второй группы, бесштоковая полость 9 последнего соединена с бесштоковой полостью следующего цилиндра второй группы и т. д.Центратор работает следующим образом.В бесштоковую полость 9 первого цилиндра 3 первой группы через запорно-регулирующую аппаратуру 2 подают рабочую среду. Шток 4 этого цилиндра под давлением подаваемой рабочей среды...
Внутренний центратор для сборки и сварки

Номер патента: 1212743
Опубликовано: 23.02.1986
Авторы: Атрепьев, Винокур, Гезундгайт, Хромов
МПК: B23K 31/06, B23K 37/04
Метки: внутренний, сборки, сварки, центратор
...изготавливаемого с наружным номинальнымдиаметром меньше иа 1-2 мм внутреннего диаметра секций 23 снльфона,что обеспечивает их свободную установку на кольцо 1. Номинальный диаметр кольца 1 фиксируется упором 26 2743 гв заплечик 27 выреза диска 16. Што.ки 5 посроянно поджимаются к центру пружинами 28, что устраняет влияние зазоров или люфта в шарнирных соединениях кинематической связи с чер"вячной передачей 18. Это позволяетулучшить условия при обработке кольца 1 с заданной точностью, улучшаются условия при эксплуатации, Сварнваемые секции 23 сильфонов присварке поджимаются между собой посредством разрезных колец 29, установленных на обоймах 30, закрепленных на планшайбах 8. Сварку кромок 31 осуществляют микроплазменной горелкой,32 с...
Двухпозиционное устройство для сборки и сварки продольных швов обечаек

Номер патента: 659337
Опубликовано: 30.04.1979
Авторы: Когут, Мельниченко, Тультов
МПК: B23K 37/04
Метки: двухпозиционное, обечаек, продольных, сборки, сварки, швов
...прижатыми к обечайке 7 до возвращения в исхо- нос положение под действием пружины 11.Транспортер 3 несет ложементы 12. На каждом втором ложементе установлены направляющие планки 13. Пневмоцилиндр 14 переносит обечайку 7 с ложемента 12 на сборочное приспособление б, а пневмоцилипдр 1 б стаскивает готовую обечайку 7 на ложемент 12 транспортера 3.Пневмоцилиндр 1 б, установленный на основании 1, при помоши кулаков 17 сжи:. аст формирующие рычаги 18, нажимая на закрепленные на них ролики 19.Рычаги 18 сжимают обечайки 7, обеспечивая оптимальный зазор для сварки, при помощи роликов 20, и после поворота план,цайбы 4 сваренным изделием вниз разжимаются, взаимодействуя с кулаками 9.Предлагаемое двухпозиционное устройство работает следующим...
Предыдущий патент: Неплавящийся электрод для сварки и резки
Следующий патент: Способ отделения крышки иили штока шатуна и устройство для его осуществления
Случайный патент: Установка для соединения полос