Патенты с меткой «горячей»
Штамп для горячей объемной штамповки

Номер патента: 1657268
Опубликовано: 23.06.1991
Авторы: Авилов, Салищев, Шаталов, Шипов
МПК: B21J 13/02
Метки: горячей, объемной, штамп, штамповки
...образом,,Сначала в инструменте 4 производится осадка (или формовка) заготовки нагретой до требуемой температуры штамповки, затем в инструменте 5 осуществляется предварительная и, окончательная штамповка, после чего поковка подается в инструментдля обрезки и прошивки и укладывается на нижнюю матрицу 10, где на противоположных сторонах поковки производится вырубка двух участков облоя (не показано) ходом обрезной матрицы 7, а также, при необходимости, одновременно осуществляется прошивка части отверстий в поковке пуансонами б (в этом случае в расточке 21 дополнительно размещают устройство 205 10 15 20 25 30 35 40 45 50 55 прижима поковок, которое через промежуточную плиту 18 и толкатели 17 воздействует на прижимную вставку...
Способ горячей прокатки полос на широкополосном стане

Номер патента: 1659141
Опубликовано: 30.06.1991
Авторы: Адякин, Баландин, Бурлаков, Иванцов, Китайгородский, Талдин, Татаренко, Тимошенко
МПК: B21B 1/26
Метки: горячей, полос, прокатки, стане, широкополосном
...и родукции(например на жести), снижая тем самым показатели качества полос. Обьясняется это тем, что в этом случае чистовой окалиноломатель незначительно воздействует на удаление окалины и большую долю берет на себя система гидросбива, работающая в паре с чистовым окалиноломателем. Создается термоудар и охлаждающая вода, срывая куски окалины, образует точки микроотверстий, в дальнейшем проявляющиеся на холодном переделе в виде. дефекта "апельсиновая корка", Показатель степени с пределами 0,2. и1,8 определяет характер закона изменения режима обжатий в течение одной кампании эксплуатации валков чистового окалиноломателя,Меньшие значения показателя степени, близкие к п=0,2, выбирают если сортамент стана включает большую долю узких и...
Устройство для горячей газовой экструзии

Номер патента: 1659159
Опубликовано: 30.06.1991
Авторы: Бербенцев, Дерюгин, Коняев, Соловьев, Хитров
МПК: B21J 5/04
Метки: газовой, горячей, экструзии
...на наклонную плоскость откидывающегося сухаря 35 с вмонтированым в него шариком 36, соосно установленным с выполненным в верхней плите 37 отверстием 38 для введения заготовки в контейнерМатрица 3 уплотняется в центрирующем отверстии матрицедержателя коническим кольцом 39, В выходном канале матрицы установлен датчик 40 температуры,Устройство работает следующим образом.Перед началом работы клин 34 поршнем 33 отведен в сторону, сухарь 35 вместе с шариком 36 находится в откинутом состоянии,Заготовку 6 с заточенной по отверстиюматрицы заходной частью вводят через отверстие 38 в дополнительный контейнер 1 иконтейнер 2 до упора в матрицу 3. В гидро 25 цилиндр 12 силового корпуса 11 подаютмасло под давлением и зажимают контейнер 2 по...
Способ горячей прокатки листовой стали на непрерывных станах

Номер патента: 1662716
Опубликовано: 15.07.1991
Авторы: Кадыков, Лужный, Челышев, Шаповалов
МПК: B21B 1/38
Метки: горячей, листовой, непрерывных, прокатки, стали, станах
...во втором ипускеВыкатывание в третьемпропускеВыкатывание в шестом ии ске лож ый 0,25 0,30,005 1,008" 0,40 окатки, выходящие за заявляемые граничные значения ло выкатывания. Следовательно, только в шестой-седьмой клетях существуют условия, которые способствуют образованию поперечной разнотолщинности листов, Однако, учитывая, что в последних пропусках обжатия незначительны, отсутствует сколько-нибудь значительная поперечная разнотол щи н ность листов, Гладкие концевые зоны валка препятствуют уширению металла, благодаря действию поперечных сил трения.Отношение диаметра кольцевой проточки на гребне (01) к диаметру концевой проточки на впадине (О 2) составляет 1 - 41,005,О,При соотношениях - 1,005 глубинаОО 2канавки такова, что ее...
Штамп для горячей объемной штамповки

Номер патента: 1662733
Опубликовано: 15.07.1991
Авторы: Акаро, Бумажкин, Перфилов
МПК: B21J 1/06
Метки: горячей, объемной, штамп, штамповки
...В процессе штамповки нагрев может продолжаться или может быть прекращен, 2 ил. Верхняя плита 2 со вставкой 3 опускается в крайнее нижнее положение таким образом, чтобы между вставками оставался зазор, равный высоте мостика заусенечной канавки. Затем от преобразователя напряжения 7, питаемого переменным напряжением 220 - 380 В, частотой 50 Гц ток по токопроводам 6 подается на клеммы 5, проходит по вставкам 3, клеммам 8 и токопроводу 9. Так как направление тока в верхней и нижней вставках 3 противоположное, то вследствие наличия эффектов поверхностного, кольцевого и близости ток концентрируется в тонком слое поверхностей разъема вставок 3. За счет высокой плотности тока поверхности разьема вставок нагреваются, Наиболее интенсивному...
Способ горячей прокатки полос на широкополосном стане

Номер патента: 1664430
Опубликовано: 23.07.1991
Авторы: Баландин, Романовский, Свичинский, Сейсимбинов, Тимошенко
МПК: B21B 1/26
Метки: горячей, полос, прокатки, стане, широкополосном
...к раэбросу показателей свойств и структуры металла,На температурные условия в очаге деформации и качество готовых полос влияет целый ряд факторов. Однако опытным путем установлено снижение разброса механических свойств металла при увеличении толщины раската с ростом ширины полосы и сохранении неизменными остальных факторов, в частности толщины готовых полос. )1 ричем для различных сочетаний этих факторов связь между толщиной раската и шириной полосы может быть аппроксимирована указанной степенной зависимостью со зна- ниями показателя степени 0,5в2,0. Меньшие величины этого показателя, близкие к в = 0,5, рекомендуется применять при прокатке тонких полос, сопро.вождающейся повышенными тепловыми потерями в очаге деформации,...
Станок для горячей навивки пружин

Номер патента: 1667999
Опубликовано: 07.08.1991
Авторы: Брыж, Горпинченко, Задирака, Промысловский
МПК: B21F 35/00
Метки: горячей, навивки, пружин, станок
...работает следующим образом.В гнездо шпинделя 3 шпиндельной бабки 2 устанавливают оправку 4 необходимого диаметра и поджимают ее задней бабкой 9. Для приведения узла направления навивочного материала в исходное положение включают подачу сжатого воздуха в штоковую полость пневмоцилиндра, Под воздействием штока 33 нижний рычаг поворачивается на оси 29 против часовой стрелки, в результате чего левое плечо 35рычага через шарнир 36 перемещает тягу 37 с роликом 39 вниз до упора бурта 39 в опорную поверхность (фиг.2). Одновременно с этим под воздействием корпуса 32 пневмоцилиндра верхний рычаг поворачивается на оси 28 по часовой стрелке. в результате чего его левое плечо 34 отходит по направляющей 14, раскрепляя ползун 15. Затем с помощью...
Штамп для горячей объемной штамповки

Номер патента: 1668005
Опубликовано: 07.08.1991
Авторы: Джабраилов, Кадымов, Мирзоев
МПК: B21J 13/02
Метки: горячей, объемной, штамп, штамповки
...Изобретение относится к обработке металлов давлением, в частности к штампам для горячей объемной штамповки. Цель изобретения - повышение качества получаемых деталей. Штамп содержит верхнюю и нижнюю половины с ручьями, матрицу с трехступенчатой полостью и радиальными коническими отверстиями. При опускании верхней половины штампа заготовка размещается в верхней цилиндрической ступени полости матрицы, проталкивается в коническую полость, формообразуя деталь, Излишки металла вытесняются в радиальные отверстия. Затем матрицу переворачивают и выталкивают деталь, 3 ил. при этом избыточный металл выдавливася в отверстия 4 матрицы 3. По окончании формообразования необходимой поковки штамп кантуют на 180 иустанавливают на подкладную плиту б,...
Способ определения параметров раската при горячей прокатке

Номер патента: 1670383
Опубликовано: 15.08.1991
Авторы: Бахтин, Белокопытов, Гриднев, Грингольц, Зинин, Казакбаев, Костюченко, Петров, Толоконников
МПК: G01B 11/04
Метки: горячей, параметров, прокатке, раската
...я интенсивности вдоль обеих прямых и по координатам границ распределения интенсивностей и расстоянию между прямыми определяют угол поворота раската относительно направления проката, 1 ил,перпендикулярно направлению а-а прокат 1ки в держателе 3; держатель 3 выполнен с возможностью взаимного перемещения линеек 1 и 2 волоконно-оптических преобразователей вдоль направления прокатки.Способ реализуется следующим образом.Излучение, испущенное раскаленнойповерхностью раската 4, падает на входные торцы волоконно-оптических преобразователей линеек 1 и 2, Через волокна излучение попадает на выходные торцы, которые сопряжены с системой индикации (не показана). Пусть количествс) засвеченных торцов линейки 1 равно(й 1-й 1), а линейки 2 -(Гч 2-М...
Теплоизоляционный экран рольганга полосового стана горячей прокатки

Номер патента: 1671384
Опубликовано: 23.08.1991
Авторы: Белобров, Белянский, Захаров, Каретный, Корышев, Савченко, Федоров, Хлопонин
Метки: горячей, полосового, прокатки, рольганга, стана, теплоизоляционный, экран
...выполнеными на с) и;к.": 9. В отверстия цетель съемной стсц; и 10 и сгенок 9 вставленьсся;дин,ц.:е:О стержц 12, концы которыхзс)Гут:, ц)е)рс.ее в виде бобышек или выцсзлЕ;с и, с ре.бой и гайкой (для работыс:1)усци эц не имеет принципиальногознсция). При;с)" длина петель 11 в центресъе . Ной с;-,нки 10 .,) примерно равна соГц,ст Яующему за,ору между петлями вер.,;и НЕ:х стенок 9 трубы (1,). К краямрубл ре.;ее)ы 1, и 1 к выб)ирают такиги, что1 г.и = 2 О 1, Где А 1 - удлинение съсмнойстеня, Обусловленные ее тепловым расши 1)сил(Л.,:-сс Ь ЛТ), деакозффициент линейно О расширения материаласъстмной стенки, Ь. ее длина, Л Т - разссть м)сду г ксимальной и минимальнойт.л 1 Гсрл-урали стенки в процессе ее работы), Торцое)ые стенки 13 трубы...
Автоматическая линия горячей штамповки

Номер патента: 1671393
Опубликовано: 23.08.1991
Авторы: Заикин, Захаров, Новгородов, Урусов
МПК: B21J 5/00
Метки: автоматическая, горячей, линия, штамповки
...э перемещения заддтчика теГ Гур,ц:ик 11 контроля температуры ие и, сойсво 13 контроля тсмлературы эдгаГ);: к иульГ 17 управления линией )рс 1 сго л;,юг собой систему двтоматичес:0: когр;кт 1)с)Гк заданной ТРипердтурьД ) ): )Е) 1;О,")ГГ). кой линии осуществляотс в слс:. с.Ии с и,ограммой, заложенной в .,); . 17 . р вления, Г 1 ри перемещении) э,", ) и 8 ус Г р сс т в д 1 ц 0 н 1 у0 и и Одл ч и З 0.,И Р ):Г);ИНЕЕ ЛЕВОЕ ПОЛО);,ЕНИЕ ГНЕЗ- д)о",з:) 0;ся под питателем 2, нижняя ;)дОГО ) д ) уск:.,ется в него. Гнездо 8 рас- иГ); ) Где Я год схьатом 4 устройства 5 загруз-Г 4 ьгруэки заготовок, Одновременно . и. ремо;)опием гнезд 3 и 8 схва 4 выдвидегся в кдрусельнуо печь б, захватывает идгрету;0 эсиотовку с пода 7 и перемещается в ис,:Одное...
Смазка для горячей обработки металлов давлением

Номер патента: 1671677
Опубликовано: 23.08.1991
Авторы: Зайцев, Ламекин, Павлов, Сичень, Челпанов, Швец
МПК: C10M 173/02
Метки: горячей, давлением, металлов, смазка
...кремния, двуокись титана, трехокись бора, трехокись алюминия и окись натрия, о т л и ц а ю щ а я с я тем, что, с целью повышения смазочных свойств и качества обработанной поверхности, смазка дополнительно содержит огнеупорную глину, борную кислоту, аэросил и содержит стекло- порошок, дополнительно включающий окись калия, окись лития, двуокись олова и окись кобальта, при следую щем соотношении компонентов в смазке, мдс.7.:Огнеупорная глина 3-4Борндя кислота 1-2Лэросил 2-3Стекпопорошок 58-62Вода Остальное при следующем содержании окисей металлов в стекпопорошке, мас.Х:Двуокись титана 21,0-22,0Трехокис ь бора 6, 5-1, 5Трехокись апюми 4,5-5,011,0-11, 5 19, 5-20, 52,5-3,5 5,0-5,5 0,5-1,0 Остальное нияОкись ка ивОкись натрияОкись литияДвуокись...
Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением

Номер патента: 1676732
Опубликовано: 15.09.1991
Авторы: Афоничев, Ефимов, Литвиненко
МПК: B21C 23/32, B21D 37/18, B21J 3/00 ...
Метки: горячей, давлением, заготовок, защитно-смазочное, покрытие, преимущественно, сплавов, титановых
...пуансон до соприкосновения с заготовкой и производили нагре"лФормула изобретения и заготовки встроенным в штамп индукционным нагревателем до температуры 95010 С, производили изотермическую выдержку в течение 5 минут для выравнивания температуры и осевым перемещением пуансона производили деформацию заготовки со скоростью 20 мм/мин до получения готовой детали. После этого поднимали пуансон в верхнее положение, опускали кольцо в нижнее положение и извлекали готовую отштампованную деталь. На этом проведение процесса заканчивали.Зазор между кольцом, пуансоном и матрицей перед началом штамповки составлял не более 0,1 мм. Поверхности кольца, матрицы и пуансона были отполированы. В процессе штамповки периодически производили осмотр...
Способ горячей штамповки пористых заготовок и устройство для его осуществления

Номер патента: 1682037
Опубликовано: 07.10.1991
Авторы: Батиенков, Вензик, Дорофеев, Кулижская, Родионов
МПК: B22F 3/035, B22F 3/14
Метки: горячей, заготовок, пористых, штамповки
...заготовок;1Кг = - ,П25 где П - относительная плотность;П.= - ;)игде уз - плотность заготовки, кгусм;у - плотность монолита, кг/см .з ЗО При прессовании заготовки, имеющей200 мм, в устройстве с 4-заходной винтовойлиниейВК 1= =2,5.г35 Для группы заготовок с плотностью П == 0,9; 0,8; 0,7 К 2 равен соответственно1,111; 1,25: 1,428,Расчет и построение для этого случая40 графического изображения указанной зависимости принимает следующий видтабл. 1).Текущее значение угла подъема влитовойспирали графически определяется по зави 45 симости фиг.2), Это угол наклона касательной к соответствующей кривой в данныймомент. времени (фиг. 3).Аналитически угол наклона винтовойспирали определяется из математического50 выраженияР К 1К 2 пр+1),Первая...
Опора валка стана горячей прокатки

Номер патента: 1685564
Опубликовано: 23.10.1991
Авторы: Антипенко, Бибарсов, Масленников, Пивоваров, Попов, Прохоренко, Сыч
МПК: B21B 31/02
Метки: валка, горячей, опора, прокатки, стана
...подают охлаждающую воду давлением 0,07 МПа в количестве 400 м /ч. После прокатки 1000 т металла производят перевалку валков двух клетей, При перевалке заменяют наждачные полотна на новые, а текстолитовые вкладыши оставляют прежними,Перевалку без замены вкладышей производит 6 раэ через каждые 1000 т проката, что на 2 раза больше па сравнению с базовым обьектом. Поломок вкгадышей не наблюдается. За период опытной прокатки средняя производительность стана составляет 68 т/ч, что на 3 выше по сравнению с прототипом,П р и м е р 2. В двух клетяхсортопрокатного стана 300 применюот валковые опоры, каждая из которых содержит чугунный корпус подшипника, текстолитовый вкладыо, наждачное полотно на бумажной основе, пропитанное минеральным маслом и...
Технологическая смазка для горячей обработки металлов давлением

Номер патента: 1685979
Опубликовано: 23.10.1991
Авторы: Комашко, Маншилин, Мошинский, Подольский, Стецюк
МПК: C10M 109/02
Метки: горячей, давлением, металлов, смазка, технологическая
...следующего состава, мас,ч.:Эпоксидная смола ЭДилиЭД100 1685979 Ареднее уделавление на вагс/мм состава смазки Сухие валки 41 8 Составитель Е.ПономаревТехред М,Моргентал Редактор Т.Иванова Корректоо О Кравц каз 3575 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, К, Раушская наб 4/5 оизводственно издательский комбинат "Патент", г. Ужгород, ул,Гагарина 1 оая достигает более 40 с при 75-85"С (повискозиметру ВЗ),С такой вязкостью компаунд становитсянепригодным для пропитки обмоток высоковольтных электрических машин и в дальнейшем он подлежит сжиганию,Для дальнейшей пропитки в реакторснова наливают 1 т свежеприготовленногокомпаунда ПКи весь цикл пропитки повторяется.При норме...
Способ горячей прокатки на широкополосном стане

Номер патента: 1687314
Опубликовано: 30.10.1991
Авторы: Баландин, Романовский, Свичинский, Сесимбинов, Тимошенко
МПК: B21B 1/26
Метки: горячей, прокатки, стане, широкополосном
...клетями чистоой группы ст;на, Г; д - разиил тГ:.1;1 ерлт. р Окочлния прокатки межлу кначалом и кошиом пГ)лосы, От1) 1 1 ЛКСИЬ 1 ЛЛ 11 ОЕ ИЗМЕЕИЕ ТОЛВИНЫ ПО ДЛИНЕ ПО;1 ОСЫ.ммРИМЕ 1 ЛН 1 Е,11 д основании статистической обработки результатов вычислительного эксперимента для условий действующих ШСГП установлена тесиная зависимость (1) для определения радопальной величины ускорения и зависимость (2) для величины показателя степени. (.,Овместное использование выражений (1) и (2) позволяет для всего диапазона толщи раскатов и готовых полос устав)вить величины ускорений, обеспечивающие выравнивание температур по длине и повышение точности геометрических размеров готовых 1 олос, связанное с уменьшением ког)ебний упругих деформаций рабочих...
Способ горячей прокатки на широкополосном стане

Номер патента: 1687315
Опубликовано: 30.10.1991
Авторы: Адякин, Бурлаков, Калынюк, Свичинский, Сейсимбинов, Тимошенко
МПК: B21B 1/26
Метки: горячей, прокатки, стане, широкополосном
...объемов, вплоть до 6 у/6 =0,2, целесообразно выбирать, ес.1 и ширина подката жести меныпе ширины дополнительно прокатываемых полос для эмальпосуды, При 6 у/6 (0,2 возрастает доля полос с дефектами структуры в прикромоцной области. Большие величины соотношения 6 /6, близкие к 1,О, следует на зндчать ксгда отношение ширины Ву/В- приближается к меньшему уровню. При увеличении дополнительных объемов металла 6,6)1,0 температура конца прокатки и мотки возрастает, выходя за допусгии чый нерсний уровень, что объясняется ме нее интенсивным отбором тепла от полосы валками.Меньшие величины соотношения ширин из заявленного интервала Ву/В - :0,905 рапиндгьны нри прокатке относительно широкого подкдза жести (например В, - 1050 мм)11 ри Й,В-(0.905...
Приспособление для слива горячей жидкости из банок при домашнем консервировании

Номер патента: 1687523
Опубликовано: 30.10.1991
Автор: Иванейчик
МПК: B65D 23/10, B65D 47/12
Метки: банок, горячей, домашнем, жидкости, консервировании, слива
...комбинат "Патент", г, Ужгород, ул,Гагарина, 101, Изобретение относится к устройствам, используемым в быту при консервировании.Целью изобретения является повышение удобства в эксплуатации,На фиг,1 изображено устройство, вид спереди; на фиг,2 - то же, вид сверху,Приспособление содержит фиксатор банки, выполненный в виде разъемного кольца 1, и соединенные с ним ручки 2. На одном конце кольца 1 шарнирно установлена накидная петля 3, а на другом - крючок 4, установленный в кожухе 5, подпружиненный пружиной 6, поджатой гайкой 7. С фиксатором посредством стоек 8 соединен перфорированный диск 9, По периметру разъемного кольца 1 установлены эластичные прокладки 10.Приспособление используют следующим образом.Фиксатор устанавливают...
Устройство для горячей навивки пружин из прутка

Номер патента: 1688962
Опубликовано: 07.11.1991
Авторы: Кацаев, Саленко, Самогородский
МПК: B21F 3/04
Метки: горячей, навивки, пружин, прутка
...полости б цилиндра, через которую проходит шток, расположена неподвижная втулка 1 с фланцем, в отверстие которой вставлена подвижная втулка 2 с фланцем, имеющая возможность осевого перемещения относитечьно втулки 1. Между фланцами втулок 1 и 2 находится в предварительно сжатом состоянии пружина 3, стремящаяся сместить втулки одну относительно другой на высоту Н, Максимальное осевое смещение высоты Н одной втулки относительно другой фиксируется пружин 1688962 А 2 связанный с ннм Г-ооинонавивочного устройя в положении, арантироаанный зазор м изделием, прижимной ателем (не показаны), а рном ко, ь,е 4.При соединении полости б цилиндра с атмосфеРой поД Действием Р =. 1,2-1.6) Рпр шток-поршень перемещается вниз, перемещает втулку 2...
Способ горячей прокатки на широкополосном стане

Номер патента: 1690873
Опубликовано: 15.11.1991
Авторы: Борковский, Бурлаков, Дергунов, Максимов, Свичинский, Сейсимбинов, Тимошенко, Чмелев
МПК: B21B 27/06
Метки: горячей, прокатки, стане, широкополосном
...оп = 0,0069-0,0072 мм, При использовании известного способа оно; значительно выше (оп = 00153-0, 0157 мм )Лредлагаемый способ также способствует получению оптимальной величины чечевицы на подкате для жести, Так, при известном способе была получена средняя величина чечевицы как х = 0,016 мм (летом), так х = 0,052 мм (зимой), При использовании предлагаемого способа, средняя величина чечевицы составляла х = 0,037 мм (зимой) и х - . - 0,034 (летом), т.е, стабилизировался средний уровень чечевицы, Эта стабильность обеспечивается выбором рационального объема металла для разогрева валков: например, зимой при известном способе этот объем был меньше необходимого и валки недостаточно были разогреты, при этом величина чечевицы была выше...
Широкополосный стан горячей прокатки

Номер патента: 1692694
Опубликовано: 23.11.1991
Авторы: Гиренко, Гун, Поварич, Салганик, Стариков
МПК: B21B 1/22
Метки: горячей, прокатки, стан, широкополосный
...излишка раската Амзкс впетевях на участках петлеобраэованияопределяемый экспериментально;Кр= - "уп(4)1 пркоэффициент относительного расположения протяжных и тянуще-тормозных роликов петлеобразователя раската,выбираемый из условия обеспечения технологических требований прокатки тонких полос иэ массивных слябов,С учетом выражений (4) и (3) формула (2)приобретает вид:ЧвхЧз.макс =: + К, К (5)нрСкорость входа в чистовой окалиноломатель /вх при прокатке тонких полос зависит ат толщины готовых полос и;Чвх = - Мкп,й(6)Ппгде Чкп - скорость конца прокатки (скоростьпрокатки в последней клети чистовой группы) принимает минимальное значениеаахм =0,7 м/с пРи минимальной толщинеготовых полос Ь=2 мм,При прокатке с петлеобраэованием раскатов...
Способ определения момента включения летучих ножниц на рез концевых участков раската широкополосового стана горячей прокатки и устройство для его осуществления

Номер патента: 1692773
Опубликовано: 23.11.1991
Авторы: Белянский, Бочаров, Доронин, Корышев, Хлопонин, Чупров
МПК: B23D 25/00
Метки: включения, горячей, концевых, летучих, момента, ножниц, прокатки, раската, рез, стана, участков, широкополосового
...18, расположенными перпендикулярно направлению подачи раската. При этом величина их радиуса й определена разницей между растворомнаправляющих линеек 15 и шириной раската Вр Я = 20- Вр и принятой за основу точностью реза д. Кроме того, радиус роликов 17 больше половины толщины Н направляющей линейки.Рычаги 14 могут быть выполнены с воз можностью их поступательного перемещения относительно направляющих линеек 15. При этом радиус роликов 17 больше разницы Я между раствором направляющих линеек . и шириной раската Вр, а центр 30 вращения 19 роликов 17 расположен вне раствора направляющих линеек , т.е. расстояние М(где М - расстояние между 7 осуществляют одновременное обкатывание роликов 17 по обеим боковым граням раската, Ролики 17,...
Способ поддержания параметров воздуха, предотвращающих туманообразование в клети стана горячей прокатки

Номер патента: 1696018
Опубликовано: 07.12.1991
Авторы: Карпов, Кухарь, Лебединец, Пронкин, Тильга, Торговников, Чесанов, Шнитман
МПК: B21B 15/00
Метки: воздуха, горячей, клети, параметров, поддержания, предотвращающих, прокатки, стана, туманообразование
...воздухом рабочей зоны с нормируемой температурой и центральной первич" ной тепловой зоной создают периферийную вторичную тепловую зону.Температуру периферийной вторичной тепловой зоны определяю следующим образом, Воздух рабочей зоны нагревают при постоянном максимальном влагосодержании и находят точку пересечения б = сопзт с касательной к кривой р 100 в точке росы, соответствующей температуре 20 С, В результате получают температуру вторичной периферийной эоны, равную 11 С.Численные значения параметров воздуха вторичной периферийной зоны, таким образом, меньшие в сравнении с параметрами центральной первичной зоны. Минимальные значения параметров центральной первичной зоны можно принять следующими; температура 21 С, относительная...
Способ горячей прокатки заготовок из труднодеформируемых сплавов

Номер патента: 1424196
Опубликовано: 15.01.1992
Авторы: Горбунов, Кишмерешкин, Ложкин, Русов, Шиврин
МПК: B21B 1/02
Метки: горячей, заготовок, прокатки, сплавов, труднодеформируемых
...прокатках длины клиновых частей заготовок назначались из 15 значений, лежащих как внутри рекомендуемых интервалов, так и за их пределами, После первого пропуска раствор валков был ранен 78 мм, который оставляли без изменения но втором 20 пропуске.В результате после второго пропуска получали полосу постоянного подлине прямоугольного сечения толщиной 78 и длиной 3077 мм. 25Значения выхода годного после второго пропуска приведены и табл,1.Аналогичным образом производилсярасчет для третьего и четвертого пропусков,При допустимой степени деформации,равной 357 в конце третьего пропускатолщина проката составляла 50 мм, Тогда длина переднего недеформироваццогоконца должна находиться н интервале78 мм 6 1 с 3033 мм,Для проверки были выбраны...
Пуансон для горячей вытяжки днищ

Номер патента: 1706751
Опубликовано: 23.01.1992
Авторы: Абдеев, Бакиев, Ризванов, Сагитов
МПК: B21D 22/20, B21D 37/16
Метки: вытяжки, горячей, днищ, пуансон
...этом упираются верхней цастьюв матрицу и поворэциваются на осях,давя нижней частью на торец накладки и осуществ.,яя ее съем, После этого на пуансон устанавливают другуюнакладку необ одимой толщины,Недостатксм данной конструкции пуансона является трудоемкость операций крепления и съема накладки скорпуса из-за применения руцного труда при завинвании и вывинчиваниивинтов из клиньев а также необходимость оборудования пуансона дополнительными узлами съема накладки.Цель изоб;етения - облегчение переналадки сменной накладки на корпусе пуансона, а также устранение необходимости оборудования пуансона дополнительными узлами съема накладки.Указанная цель достигается тем,цто в пуансоне для горячей вытяжкиднищ, содержащем корпус сохватывающей его...
Линия горячей штамповки

Номер патента: 1707466
Опубликовано: 23.01.1992
Авторы: Гутман, Лебедева, Панкратов, Пашистов, Соболев, Шах, Широков
МПК: B30B 15/30, F27D 3/00
Метки: горячей, линия, штамповки
...вокруг своей осл от индиеидуально 1 о привода после останова стола-накопителя 13 с помоьцью конечного выключателя, после чего захват 16 опускается до контакта с заготовкой, Заготовка. удерживаемая вакуумными присосками, перемещается при повороте манипулятора вокруг своей оси к столу 2 загрузки нагрев:тельной печи 3, Захват опус.,аагся до конта".Та заготовки со столом 2 загрузки, и-сле 1 его присоски отклочаются с помощью клапанов с электромагнитным управлением, и заготовка ук- ладь 1 вается на С 1 ол 2.Перемещаясь вдоль нагревательной пе. чи 3 с помощьго шагающих б лок 17, заготовка нагр.веется, По догтижении заготоькол и;,з, ции разгрузки включается механизм подьс 1 а заслонки,Од 11 оврсмснно с подьемцм заслонки включается пр. Вод...
Способ широкополосной горячей прокатки низколегированных и углеродистых сталей

Номер патента: 1708451
Опубликовано: 30.01.1992
Авторы: Белянский, Букенич, Захаров, Каретный, Мельников, Пешков, Потемкин, Хлопонин, Хлыбов, Чащин
Метки: горячей, низколегированных, прокатки, сталей, углеродистых, широкополосной
...на участке М 4 (хвост полосы),Относительно закона распределения температуры по длине проката перед смоткой полос в рулон распределение температур было или равномерное (и. 1), или превышение 1 см на концевых частях полосы (5 - 10 общей длины), равномерное в хвостовой и головной частях. что позволяет снизить нагрузку на моталку при смотке толстых полос и предотвратить распушивание рулона (и. 2), При прокатке по и. 4 имеет место равномерное охлаждение полосы на отводящем рольганге, При этом 1 см на концевых частях(головной и хвостовой) ниже на 20 - 50 С, чем в средней части (и, 3, табл. 3) из-за использования переменной 1 л. Таким образом, закон распределения температуры по длине полосы перед смоткой задан,Способ по и. 2 и 3 относится к...
Способ горячей прокатки полос

Номер патента: 1708452
Опубликовано: 30.01.1992
Авторы: Атряскин, Бащенко, Бурлаков, Лукоянов, Овчинников, Свичинский, Сосковец, Титов, Трайно, Щербашин
МПК: B21B 1/26
Метки: горячей, полос, прокатки
...полос в рулоны обеспечивают за счет охлаждения полос ламинарными струями воды с регламентированным удельным расходом,Первый режим (по предлагаемому способу),Прокатку полос толщиной 2-9 мм осуществляют из слябов стали стЗ с углеродистым эквивалентом Сз = 0,20 - 0,40 и изслябов 09 Г 2 С с углеродистым эквивалентомСв = 0,12 - 0,20. При температуре конца прокатки Ткп полос из стали стЗ, равной 900 С,удельный расход воды Ф = 75 м /м ч, темзпературу смотки определяют из уравнения(1) для заданного предела прочности ов =43 - 47 кг/мм с использованием коэффици 2ентов (2). Температуру конца прокатки полос из стали 09 Г 2 С устанавливают равной900 С, удельный расход воды Ф= 75 мз/мч, температуру смотки определяют из уравнения (1) для предела...
Роликодержатель моталки горячей полосы
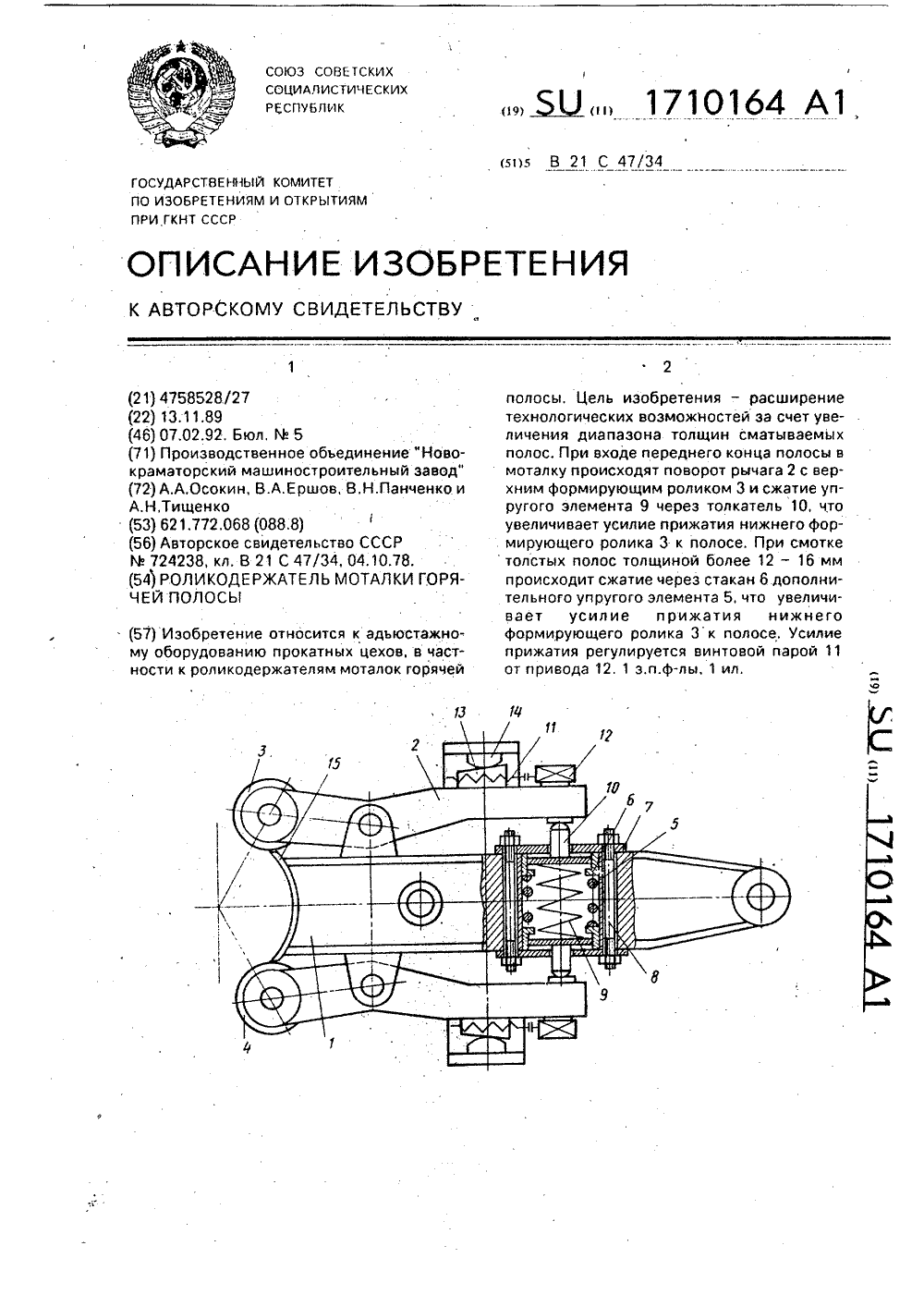
Номер патента: 1710164
Опубликовано: 07.02.1992
Авторы: Ершов, Осокин, Панченко, Тищенко
МПК: B21C 47/34
Метки: горячей, моталки, полосы, роликодержатель
...и воэможностью взаимодействия с последними, атакже дополнительным упругим элементом,55 установленным концентрично основномуупругому элементу между стаканами, что позволяет на одной моталке формировать тонкие полосы усилием основного упругогоэлемента, а толстые полосы усилием основного и дополнительного упругих элементов.Узел регулирования положения рычагов от-. При смотке полос толщиной свыше 12 носительно кассеты позволяет регулиро-. 16 мм роликодержатель работает следуювать зазор между фланцем толкателя и щим образом,стаканом, тем самым определить момент При входе переднего конца полосы всрабатывания дополнительного упругого 5 моталку толщиной, больше расстояния межэлемента ду фланцем толкателя 10 и стаканом 6, верИсключениехотя бы...