Патенты с меткой «экструзии»
Устройство для непрерывной экструзии с волочением

Номер патента: 897357
Опубликовано: 15.01.1982
МПК: B21C 25/00
Метки: волочением, непрерывной, экструзии
...конец проволочной заготовки 9 предварительно утончают, например, путем протягивания через обычные волоки, Затем подготавливают блок3; заготовку 9 пропускают через входную уплотнительную волоку 4, делают 15несколько витков вокруг тянущего барабана б, выводят через экструзионнуюволоку 5 и подают на приемное устройство (не показано), расположенное внеконтейнера 1. Устанавливают блок 3 в 2 Остенке контейнера 1., При этом витки заготонки 9 входятРв канавки 8 прижимного ролика 7 и подреборду ролика 11.Прижимные ролики 7 и 11 с помощьюмеханизмов прижима соответственно 10и 13 прижимают намотанные витки заготовки 9 к тянущему барабану б.Усилие прижима ролика 7 определяется количеством витков, намотанныхна тянущий барабан б заготовки...
Устройство для гидростатической экструзии

Номер патента: 910112
Опубликовано: 28.02.1982
МПК: B29F 3/06
Метки: гидростатической, экструзии
...против часовой стрелки под некоторым углом, чтобы поворотный кронштейн 20 повернулся, заставляя центр оси блока питания совместиться с центром оси экструзионногоустройства.,Блок 19 питания удерживается в положении загрузки, в котором переднийконец блока 19 питания, имеющий матрицу 3, находится в тесном контактес контейнером 2 на его оси. Далееметаллическая фольга, закрывающая отверстие в уплотнительной втулке 16,разрывается направляющим концом оправки 6. В этом случае шток 5 перемещается вперед, толкая уплотнительную втулку 16, которая постепенноперемещается вперед в контейнер 2.5 9101Таким образом, матрица 3, заготовка,среда и уплотнительная втулка 16 сусилием перемещаются в контейнер2 в последовательном порядке. Оставшийся в...
Устройство для регулирования процесса экструзии полимерных материалов

Номер патента: 929446
Опубликовано: 23.05.1982
МПК: B29F 3/06
Метки: полимерных, процесса, экструзии
...содержит экструзионную головку 1 с формующим каналом 2. Экструзионная головка 1 снабжена камерой 3 подачи смазки, которая имеет подающий 4 и сливной 5 трубопроводы. На выходе из камеры 3 на сливном трубопроводе 5 смонтирован регулирующий дроссель 6. Для подачи смазки в формующий канал 2 экструзионная головка 1 имеет кольцевую щель 7 или пористый элемент 8. На корпусе экструзионной головки 1 смонтирован датчик 9 давления полимера, а на камере 3 подачи смазки установлен датчик 1 10 давления мазки. Датчики 9 и 10 давления и задатчик 11 разности давления полимера и смазки соединены соответственно с первым вторым и третьим входами :дектронного блока 12. Выход электронногО блока 12 соединен с регулирующим дроссе. лем 6.Устройство для...
Устройство для регулирования процесса экструзии полимерных материалов
Номер патента: 931476
Опубликовано: 30.05.1982
МПК: B29F 3/08
Метки: полимерных, процесса, экструзии
...Формула изобретения ВНИИПИ Тираж 673 Филиал УжгородЗаказ 3555/1 ПодписноеППП Патент,л. Проектная,На чертеже изображено устройство, общий вид.Устройство для регулирования процесса экструзии полимерных материалов содержит экструзионную головку 1 с формующим каналом 2. Экструзионная головка 1 снабжена связанной с узлом подачи смазки (на чертеже не показан) камерой 3 подачи смазки, которая имеет подающий 4 и сливной 5 трубопроводы. На выходе из камеры 3 на сливном трубопроводе 5 смонтирован регулирующий дроссель 6. Для подачи смазки в формующий канал 2 экструзионная головка 1 снабжена пористым элементом 7 или имеет кольцевую щель (на чертеже не показана). На подающем трубопроводе 4 установлен на. греватель 8 с датчиком 9 температуры смазки....
Способ экструзии полимеров

Номер патента: 943002
Опубликовано: 15.07.1982
Авторы: Бельтюков, Мизин, Седлов, Уткин
МПК: B29F 3/04
Метки: полимеров, экструзии
...3 подается смазка в импульсном режиме давления от клапана-пульсатора 2 к пористой оболочке 6. Смазка, распределяясь по пористой обо,)о )ке, попадает на внутреннюю поверхность 4 формующего канала, образуя слой счдзки между экструдируемым материялоч и пористой оболочкой 6 формую)цего канала 5, Смдзка подается под максцчяльцым давлением, превь)шающим давлсцис экструси)рус)мс)го материала на 40- - 50"с умс цьц 1 ецием затем давления смазки лп минимального значения, равного давлеци)о эксгрудирусмого материала. Величи 11 д чц)имдльс)ого .рвления смазки устанавливается с помощью дросселя 9. С)всоб экструзии иллюстрируется примср)1 згс)гг)с)ление профиля диаметром 20 мм из высокоцдполцеццой резиновой смеси марки 5 -205)8 ця основе каучука...
Устройство для экструзии материалов

Номер патента: 959923
Опубликовано: 23.09.1982
Авторы: Балагуров, Кожевников, Коротков, Павлов
МПК: B22F 3/20
Метки: экструзии
...между ребордами 7 по ширине ручья 8 вплотнуюк валкам 1 и 2 установлены ножи 9 и.10, имеющие, вогнутые рабочие поверхности 11 и 12. Поверхности 11 и 12.ножей 9 и 10 совместно с ребордами-7 образуют формующий инструмент.На валах 3 и 4 на подшипниках 13и 14 установлен корпус 15, на передней и задней частях которого выполнены две цапфы 16 и две цапфы 17,оси которых проходят через линии касания кромок 18 и 19 ножей 9 и 10 свалками 1 и 2.Устройство снабжено приспособлением для автоматического регулирования давления в полости формующегоинструмента,.выполненного в виде рычагов 21 и 22, на которых штифтами20 закреплены ножи 9 и 10. Рычаги 21и 22 одним из концов установлены нацапфах 16 и .17, а другими шарнирносвязаны осями 23 и 24 с упругим...
Головка для экструзии гранул из синтетической смолы

Номер патента: 990074
Опубликовано: 15.01.1983
Авторы: Ацуси, Кунихиро, Харуюки
МПК: B29F 3/04
Метки: головка, гранул, синтетической, смолы, экструзии
...пространства. В последнем размещена втулка, выполненная в60 виде ряда концентрично смонтированных кольцевых элементов 7 - 9, имеющих каждый расположенные по одной окружности с равным интервалом сопла 10 с участком 11 малого диаметра. 65 и по меньшей мере одну проточку 12или дополнительную проточку на поверхности для образования со смежнымкольцевым элементом при совмещениипроточек 12 рубашек 13 - 16 для теплоносителя, которые выполнены кольцевыми и расположены в осевом направлении между кольцевыми элементами 7 - 9. Рубашки 13 - 16 сообщеныс каналами 2 и 3 для теплоносителя,Кольцевые элементы 7 - 9 имеюттолщину, равную толщине наружного1 и внутреннего 6 цилиндров, и установлены со смещением в осевом направлении относительно...
Способ армирования изделий, изготавливаемых методом экструзии

Номер патента: 996668
Опубликовано: 15.02.1983
Авторы: Бакалейник, Бородянская, Воробьев, Завадский, Розенблит
МПК: E04C 2/00
Метки: армирования, изготавливаемых, методом, экструзии
...рифления арматуры, и деформацию выступов паза 5, образованных гри экструдиронании, При этом заполняют паэ асбоцементной массой полностью. Известно что на поверхности асбоцементной массы при тнердении образуется вакуум 40 кг/м, н связи с этим асбоцементная масса 9, заполнившая паз 4,. сцепляется с поверхностью паза 4 засчет вакуума на 55 его поверхности, Кроме гого, леремещению арматуры 7 вдоль паза, н которь 1 й она уложена, препятствуют деформированные выступы па: а ", сцепленные с асбоцементной маг:сей 9, Щ поданной соплом 8. уклади ьсбоцементной массы 9, производимой оплом 8 в пазы, проиэвод;лтсн ;:;,о схватывания асбоцементной мас-.д огформованного изделия, Со.".сиани". нани нается через 5-20 мин послс Формонания иэделия.Способ...
Устройство для экструзии материалов

Номер патента: 997938
Опубликовано: 23.02.1983
Автор: Модерау
МПК: B21J 5/04
Метки: экструзии
...(не показан), и средство 6 создания давления рабочей среды. Средство 6 может быть в виде заходящего в контейнер пресс-штемпеля или соединенного трубопроводом с контейнером насоса, .компрессора, мультипликатора и т. п. Обмотки. 5 каждой пластины пакета 3 подключены к одной из фаз источника напряжения.Устройство работает следующим образом.После установки предварительно откалиброванной экструзируемой заготовки внутри контейнера 1 в матрице 2 последний997938 Формула изобретения игюлюйа 6 иг НИИПИ краж 684 илиал П Заказ 1014/1Подписное Патен Проект Ужгород,заполняют рабочей средой и с помощью средства 6 создают давление рабочей среды. Затем на обмотки 5 пакета 3 кольцевых пластин подают напряжение от источника многофазного напряжения....
Установка для экструзии при низких температурах

Номер патента: 1026883
Опубликовано: 07.07.1983
МПК: B21C 23/21
Метки: низких, температурах, экструзии
...а в самом днище выполнено центральное отверстие, при этом установка снабжена расположенной вышеуровня днища заходящей в это отверстие и опирающейся на пяту крышкойи эластичной диафрагмой, герметичносоединяющей крышку с днищем, причемднище внутренней колбы сосуда Дьюара выполнено ступенчатым с приподнятой центральной частью, а рабочийплунжер пресса снабжен закреплениымна его нижнем торце приемником изделия,На чертеже показана установка для 60экструзии при низких температурах,общий вид.Гидроцилиндр 1 с плунжером 2гидропресса смонтирован в верхнейчасти гидропресса, имеющего стани ну 3 с рабочим столом 4. Плунжер 2 снабжен приемником изделий 5, закрепленным на его нижнем торце. Состоящий из контейнера б, пуансона 7 и матрицы 8...
Устройство для экструзии металлических гранул

Номер патента: 1026963
Опубликовано: 07.07.1983
Авторы: Капорович, Лаптев, Селезнев, Соколов
МПК: B22F 3/20
Метки: гранул, металлических, экструзии
...по сечению заготовки,Цель изобретения - повышение качества заготовок.Поставленная цель достигаетсятем, что в устройстве для экструзииметаллических гранул, содержащемконтейнер, пуансон, верхнюю неподвиж ную и нижнюю вращающуюся матрицы,последняя установлена с эксцентриситетом относительно неподвижной матрицы аТакая конструкция позволяет выравнивать линейные скорости в центральных и периферийных слоях заготовки, поскольку главная деформацияв плоскости, перпендикулярной осипрессования, постоянна от периферии к 45центру заготовки, в то время какпри использовании известного устройства главная деформация направленапо касательной к окружности, описываемой точкаья, лежащими в плоскости сдвига в процессе вращения,и...
Контейнер для экструзии порошков

Номер патента: 1148710
Опубликовано: 07.04.1985
Авторы: Бурмистров, Замараев, Симовских, Хохряков
МПК: B22F 3/20
Метки: контейнер, порошков, экструзии
...= С Т(1-К),где Б - площадь сечения канавки;С - толщина стенки оболочки; Т - шаг винтовой канавки;К - относительная плотностьисходной порошковой заготовки,На чертеже показана схема контейнера.Контейнер для экструзии порошков еостоит из металлической оболочки 1, на наружной поверхности которой выполнена винтовая канавка 2, и торцовых крьппек 3 и 4, герметично соединенных с оболочкой 1. При этом внутри оболочки 1 выполнена полость 5 для размещения порошковой заготовки.Объем полости канавки 2 составляет 30-35% объема стенок (не показаны) оболочки 1 а площадь ее сечения связана с толщиной стенок оболочки соотношением Б = С Т(1-К) е где Б С Т К- площадь сечения канавки; - толщина стенок оболочки; - шаг винтовой канавки; - относительная...
Устройство для экструзии порошка

Номер патента: 1189572
Опубликовано: 07.11.1985
Авторы: Далецкий, Елисеев, Миронов
МПК: B22F 3/20
Метки: порошка, экструзии
...2 с узлом за,грузки (бункером) 5. На внутреннейповерхности пуансона 3 и наружнойповерхности корпуса 1 выполнена винтовая нарезка с крупным шагом. В отверстии пуансона 3 установлен клапан6 с пружиной 7. Пуансон 3 снабженупором 8, расположенным между концевыми выключателями 9 и 10.В варианте устройства для электроспекания клапан 6 и матрица 2изолированы от корпуса 1 и пуансона3 прокладками 11-13 и подключены кгенератору 14 импульсных токов,Устройство работает следующим образом.В бункер 5 засыпают порошок, ко.торый через отверстие в днище пуансона 3 при открытом клапане 6 поступает в полость матрицы 2. Включают привод 4 вращения пуансона 3, С помощью винтовых поверхностей, выполненных на пуансоне 3 и корпусе 1, происходит преобразование...
Устройство для экструзии

Номер патента: 1214323
Опубликовано: 28.02.1986
Авторы: Капорович, Манаенков, Соколов, Сорока, Юревич
МПК: B22F 3/20
Метки: экструзии
...4 Изобретение относится к порошковой металлургии, в частности к устройствам дпя экструзии металлическойстружки,Цель изобретения - снижение металлоемкости устройства,На чертеже представлено предлагаемое устройство,Устройство содержит пуансорконтейнер 2, внутренняя голость которогс выполнена ступенчатой, приэтОм 3 Ъс ( сподвижную 3 инеподвижную 4 части матрицы а такжеподшипниковый узел 5, Подвижнаячасть 3 матрицы установлена междуконтейнером 2 и неподвижной частью 4и выполнена с цилиндрической полос Устройство работает следующимобразом,Стружка литейного сплава АК,предварительно сбрекитированная доразмеров; диаметр 1 ОО м, высота2 ОО мм, наг 1 евается до 400-42 О Си загружается в контейнер 2, имеющий внутренние размеры: большойдиаметр 1 О,...
Матрица для горячей газовой экструзии

Номер патента: 1237284
Опубликовано: 15.06.1986
Автор: Бербенцев
МПК: B21C 25/02
Метки: газовой, горячей, матрица, экструзии
...Рснизится прочность матрицы и можетвозникнуть ее поломка при эапрессовке заготовки,Матрица работает следующим образом. Заготовка, подготовленная для экструзии, имеет в передней части коническую (с углом конуса, несколько меньшим угла деформирующей части матрицы) часть и цилиндрическую часть с диаметром, несколько большим (на 0,05-0,)0 мм) диаметра дополнительного уплотнительного пояска матрицы, Заготовку цилиндрической частью вводят в дополнительный цилиндрический поясок матрицы с натягом, обеспечивающим газоплотность посадки (фиг2 При экструзии заготовка деформируется в суживающейся части матрицы,входит в калибрующую часть, калибруется в ней и выдавливается через нее в проволоку малых диаметров как показано на фиг. 3.Например,на...
Устройство для экструзии изделий с осевым отверстием

Номер патента: 1252053
Опубликовано: 23.08.1986
Автор: Бурмистров
МПК: B22F 3/20
Метки: осевым, отверстием, экструзии
...общий вид в разрезе; на фиг, 2 - эа готовка в процессе горячей экструзии.Устройство для экструзии изделий с осевым отверстием состоит иэ контейнера 1, выполненного в виде трубы, помещенного в него центрального 15 сердечника 2, концы которого выполнены в виде конусов 3 и крышек 4 и 5 с отверстиями 6, Высота каждого конуса составляет 1/6 длины сердечника. Устройство помещают для экструдирова ния в прессе, включающем втулку 7 и пресс-шайбу 8.Устройство работает следующим образом. Предлагаемое 1/10 В процессе горячей экструзии, в ее начальной стадии - распрессовке и уплотнении порошка, центральный сердечник 2 своими концами, выполненными в виде конусов 3, заходит в отверстия 6 крышек 4 и 5 каждый на 1/6 длины сердечника, При этом диаметр...
Устройство для экструзии порошка

Номер патента: 1258625
Опубликовано: 23.09.1986
Авторы: Алексеев, Ахтанин, Клименков
МПК: B22F 3/20
Метки: порошка, экструзии
...направлении. А так как глубина одного иэ пазов пуансона равна половине его диаметра, то осевое смещение частиц порошка имеет место по своему поперечному сечению изделия, в том числе и в его центре.Смещение частиц порошка друг относительно друга в осевом направлении приводит к разрушению арок, перегруппировке частиц порошка, их плотной укладке, снятию окисных пленок и образованию "мостиков" схватывания между частицами (явление холодной сварки), Отмеченные факторы приводят к значительному повышению плотности изделий, их прочности, а также к разрушению стыков между порциями порошка и соответственно к повышению однородности готовых изделий,Кроме того, так как пуансон выполнен с продольными пазами, площадь его поперечного сечения составляет...
Сырьевая смесь для изготовления асбестоцементных изделий методом экструзии

Номер патента: 1260350
Опубликовано: 30.09.1986
Авторы: Волчек, Жуков, Конов, Марков, Сафронов
МПК: C04B 28/00
Метки: асбестоцементных, методом, смесь, сырьевая, экструзии
...смесь приготавливают в следующей последовательности. Отвешенные порции цемента и асбеста, подвергнутого предварительной сухой распушке в дезинтеграторе, смешивают в смесителе сухих компонентов. Затем полученная смесь поступает в другой смеситель, в который подают отвешенные порции пластификатора - метилцеллюлозы и карбонизированных влажных отходов. В этом смесителе при- готавливают пластифицированную смесь пригодную к формованию в экструдере.Из смесей известного состава и состава по изобретению по описанной технологии быпи изготовлены путем экструзионного формования образцы, которые после твердениясопоставляли по физико-механическим показателям. Кроме того, устанавливали соответствие этих показателей требованиям ТУ-24-82-81, согласно...
Устройство для экструзии порошка

Номер патента: 1341034
Опубликовано: 30.09.1987
Авторы: Клименков, Петухов, Пятов, Степаненко
МПК: B22F 3/20, B30B 15/02
Метки: порошка, экструзии
...и ориентирует направляющую часть штока в осевом направлении устройства, Указательная стрелка в этом случае показывает на шкале отсчета коэф-. фициента проскальзывания ноль.Однако в реальных условиях работы за счет сцепления порошка с вращающимся шнеком чаще всего экструдирование происходит при наличии окружного проскальзывания. С возникновениемгде к - радиус шнека;Мп, - угловая скорость шнека;.угол подъема винтовой канавки шнека.При возникновении окружного проскальзывания осевая скорость порошка (Ч) определяется разностью угловых скоростей шнека и порошка, а также радиусом К и углом р Чос = Ошн - 1 п. ) 1 КЧПор где 1 и - угловая скорость порошка; С учетом предыдущих формул 1 ппрч1,Ч щ Ч ос к У попкоэффициент окружно 1,иго...
Устройство для регулирования процесса экструзии полимерных материалов
Номер патента: 1348206
Опубликовано: 30.10.1987
Авторы: Антонова, Жаров, Половина, Славнов, Цогоев, Шахов
МПК: B29C 47/92, B29C 47/94
Метки: полимерных, процесса, экструзии
...скоростей р(16)(эче(о оргднд 1 и привод 18 лвеличивзет число ц 6 оротов (инекз или скорэсти поршня. Увеличение скоростей рабочепэ эргдиз 1 ириволит к росту производиГе,ьности 1:ели увеличение скоростей ра 6 о- ЧЕГО ОРГДН(1 1 НЕ ПРИВОДИТ К РетУ СКОРОС 1 Ей экструзии, то электронный блок 16 вылает команду нд огранис н(п рэстд скор(эстей приводи 13. 11 е(6 ЛО,3 лун с(еиень нагжени экСтРЧдати 1(Д (СССК Р(ж И Ыд К Н,ДЕР)К И Вд Н) Г ИЗЧСНСНИСЧ СКОР(НГСИ ИРИСЫНО(О ЧС)(3 НИ С- чд 15.УУр(с.мр11;3, ;(нр;3 гэршы экс гру перс с ,31(3 Л 1 ИМ 3 СРБЯКс( ) Л 1 Л( ИРО(СО.1 НСРСР(3- 6;э(кл 1 ц,Ичернцй к(эчи( инни и; Основ (и),(и- ЭГ(1. (С 11(3 111 СК О,( БГС ИЯ С ) с)ЭЫМ БСС) - ;(Ь(Ч ВЫ(НН(С НИМ К;(О,(3 Н(3.(1)Оэлл нэ 13(и элс чс иг экс(рл сионэй гц...
Композиция для изготовления упаковочной пленки методом экструзии

Номер патента: 1348354
Опубликовано: 30.10.1987
Авторы: Виноградова, Власов, Замулин, Кулезнев, Марков, Марушко
МПК: C08L 23/02
Метки: композиция, методом, пленки, упаковочной, экструзии
...мас.ч. по примерам и составах 2 ) 3 ) 4 Т 5б7Компоненты 8 9 10 1 преплагаемые контконтрольные известные рольный 100 00 00 00 00 00 00 10025 5 5 5 5 5 5 Полипропилен 100 1005 О Полиэтилен Сополимер ТФЭ и ГФПс соотношением мономеров 1 ф 4 0,3 0,5 0,7 0,2 0,1 1:2 0,2 0,2 2:1 0,002 0,003 0,004 0,005 0,007 0,002 0,002 0,001 ОПМел Продолжение табл. 2 Свойства пленок, полученных по 45примерам с 1 по 10, приведены втабл. 2.Таблица 2 0 500 390 450 360354 2тура кольцевой головки 250 С, охлаж" дение воздушное). Трубчатая заготовка толщиной 500 мкм вытягивается и раздувается (К =4), рукав пленки толщиной 30 мкм складывается и подается приемными валками на намотку. Соотношение компонентов по примерам 1-8 приведены в табл. 1.П р и м е р 9...
Устройство для твердофазной экструзии термопластов

Номер патента: 1351810
Опубликовано: 15.11.1987
МПК: B29C 47/44, B29C 47/88
Метки: твердофазной, термопластов, экструзии
...камеру 7ф)рчованил и далее - через кол цевь.е зазоры межцу циси;ндрическими втулками 11 - на эаготозку на всем пути с: с:тедова:сия:( матрице 9, Дяе)тесне смазки поддерживвот на уровне не -с(олько есжке датзлення расглава поли(эра) стобы смазка се проникла в экс- ) 1)дс р 1, где она м же т смешатьсярас)тт.тлт)оьс ттоттиьсер-с, Втулки 1 т диатр отверстия каж,той иэ которых раттС ЕИЛ;И РУ ме 1 л 5 т,е. .),; С;СС т ттв ЯЮ Г)ПОСО СттСОИ )т т)с)рьсог) а.тетя и по г, о с. т я хоп о диль н ой к а:)ИЛМт тру ЗЯГОтоВКИ )6, также поддержание ее стойчцвости В тамере 7 и " )и" ир з "н" Елязат От)вки 1) 6 через мятЭттт,НЕ) ПЕрИОд. КОГца ИЗ- не соединено с вытяжным 10 гри помощи вентиля 1)3, С": ройтВО"т 0: РЛНЦЧИВасат )в ОЦЛЧУ ХчаДаГнта ЧЕРЕЗ...
Устройство управления тепловым режимом экструзии

Номер патента: 1366416
Опубликовано: 15.01.1988
МПК: B29C 47/92, G05D 27/00
Метки: режимом, тепловым, экструзии
...микропроцессорного контроллера 28, В этом случае датчики подключаются к контроллеру через нормирующие преобразователи не показаны)Устройство работает следующим образом, Исходное сырье через бункер 2поступает в цилиндр 1 экструдера итранспортируется в нем червяком кпереходнику 3, расплавляясь и гомогенизируясь, Температуры зон измеряются датчиками 4-6 и сравниваются сзаданными значениями в первых элементах 9-12 сравнения. В соответствиис полученными рассогласованиями регуляторы 13-15, реализующие в общемслучае ПИД-закон регулирования, уп равляют работой нагревательно-охлаждающих средств 7-9, минимизируя соответствующие рассогласования. ТеплоФизические параметры расплава полимера на выходе экструдера измеряютсярасположенными в...
Экструзионная головка для совместной экструзии нескольких пластических материалов в виде рукавной пленки

Номер патента: 1371494
Опубликовано: 30.01.1988
МПК: B29C 47/20
Метки: виде, головка, нескольких, пластических, пленки, рукавной, совместной, экструзии, экструзионная
...неподвижной части 30 головки. Внешняя поверхность вращающейсячасти 31 имеет форму зубчатого колеса38, находящегося в зацеплении с шестерней (не показана), Направляющеекольцо 39 с шайбой 40, прикрепленноек неподвижной части 30, вставлено внаправляющую кольцевую канавку 41 части 32, Аналогичным образом направ- Золяющее кольцо 42 с шайбой 43, прикрепленное к неподвижной части 30,вставлено в кольцевую направляющуюканавку 44 вращающейся части 31,Распределительная канальная система головки, изображенной на фиг,4,соответствует системам на фиг,2 и 3,за исключением того, что дугообразные распределительные каналы 24 - 26образованы канавками, выполненными в 4 Оконических поверхностях внутреннегоэлемента 45, двух конических...
Способ экструзии термопластов

Номер патента: 1423412
Опубликовано: 15.09.1988
Авторы: Андрианов, Гончаров, Кузнецов, Мамаев, Мшвениерадзе, Пономарев
МПК: B29C 47/86
Метки: термопластов, экструзии
...для изделий, полученных по12 10 10 3 где Т; Та блица 1 Температура Известчныи спо контроля От входа (т,к,) до т.к.хх 10 м М=1,33 соб, К М=1,0 440 458 474 471 477 280 455 367 403 437 280 320 357 402 414 429 280 30 295 322 368 402 382 280 42 14234предлагаемому и известному способамприведены в табл,З,П р и м е р 3. С помощью экструзионньи Головок с мундштуками круГлого профиля диаметром 21 мм и длиной0,45; 0,60 и 0,80 м экструдируют приток из гранулированных композицийсостава,м.ч.:У 1. 10Полигексаметиленсебацинамид (Полиамид) 100Графит коллоидный 15Минеральное маслоСтеарат кальцияУ 2,Поли-Ы-додекалатам(Полиамид2) 100 20Минеральное масло 10Стеарат кальция 3Графит коллоидный 1011 3.Полиэтилен низкой 25плотности 100Минер,"льное масло...
Устройство для горячей газовой экструзии

Номер патента: 1454561
Опубликовано: 30.01.1989
Авторы: Бащенко, Белоусов, Омельченко, Сошников
МПК: B21J 5/04
Метки: газовой, горячей, экструзии
...свя"заны с нагревателем 9, Теплоизолятор10 выполнен в виде стакана с отверстием в донной части, а рабочая частьматрицы б установлена с возможностьюразмещения в полости стакана.При подготовке устройства к работе в нижний торец контейнера устанавливают пробку с токовводами, которые электрически связаны с нагревателем, теплоиэолированным от стенок контейнера и матрицедержателястаканом из теплоизоляционного материала, С противоположного торца контейнера устанавливают матрицедержатель с матрицей, в которую запрес сована заготовка 11. Полученную сборку устанавливают в рабочее простран"ство пресса, пробкой с токовводами к 20нижней плите пресса, а осевым отверстием матрицедержателя к отверстиюканала для выхода изделия в верхнейплите...
Устройство для горячей экструзии изделий из порошка

Номер патента: 1482767
Опубликовано: 30.05.1989
Авторы: Игнатенко, Кислый, Крыль
МПК: B22F 3/20
Метки: горячей, порошка, экструзии
...кремния) . Индуктор 20 установлен концентрично мундштуку 10 и опирается на стойки 21 из асбоцементной доски, которые установлены на опорной плите 3, В прессовой камере устройства размещена заготовка из порошка тугопланкого соединения либо предварительно спеченная заготовка.Устройство содержит дополнительные агрегаты и механизмы, обеспечивающие его работоспособность: источники питания индуктора и регулирова. - ния нагревом, устройства для охлаждения , создания защитной среды или вакуума, другие вспомогательные устройства и механизмы (не показаны).Устройство работает следующим образом.В матрицу 7 через наполнительную плиту 16 загружают либо порошок, либо брикет, сформованный или спеченный иэ этого порошка при закрытом положении плиты 5, и...
Устройство для непрерывной экструзии и выдувания тонких пленок пластичного материала

Номер патента: 1500147
Опубликовано: 07.08.1989
Автор: Джанкарло
МПК: B29C 47/38
Метки: выдувания, непрерывной, пластичного, пленок, тонких, экструзии
...и пульсаций. 20В направлении к концу зоны гомогенизации расположено (фиг.8) кольцо 14 разрыва потока, имеющее калиброванные отверстия 12. и 13, сделанные для того, чтобы воспрепятствовать нор мальному течению пластифицированного материала вдоль рабочего шнека 5 экструдера и сделать этот материал более пластичным без увеличения температуры. 30Это обеспечивает значительное улучшение условий переработки пластичных материалов и в особенностй жесткого поливинилхлорида, который и является очень чувствительным к увеличению температуры и способным становиться пластичнымбез особыхзатруднений при относительно низкой температуре, Ннек 5 заканчивается заостренной головкой 15 (Фиг. 9) с указан ным выше кольцом 16 разрыва потока аналогичной...
Способ определения технологических параметров процесса прессования изделий методом плунжерной экструзии и устройство для его осуществления
Номер патента: 1523350
Опубликовано: 23.11.1989
Авторы: Екименко, Колдаева, Прушак
Метки: методом, параметров, плунжерной, прессования, процесса, технологических, экструзии
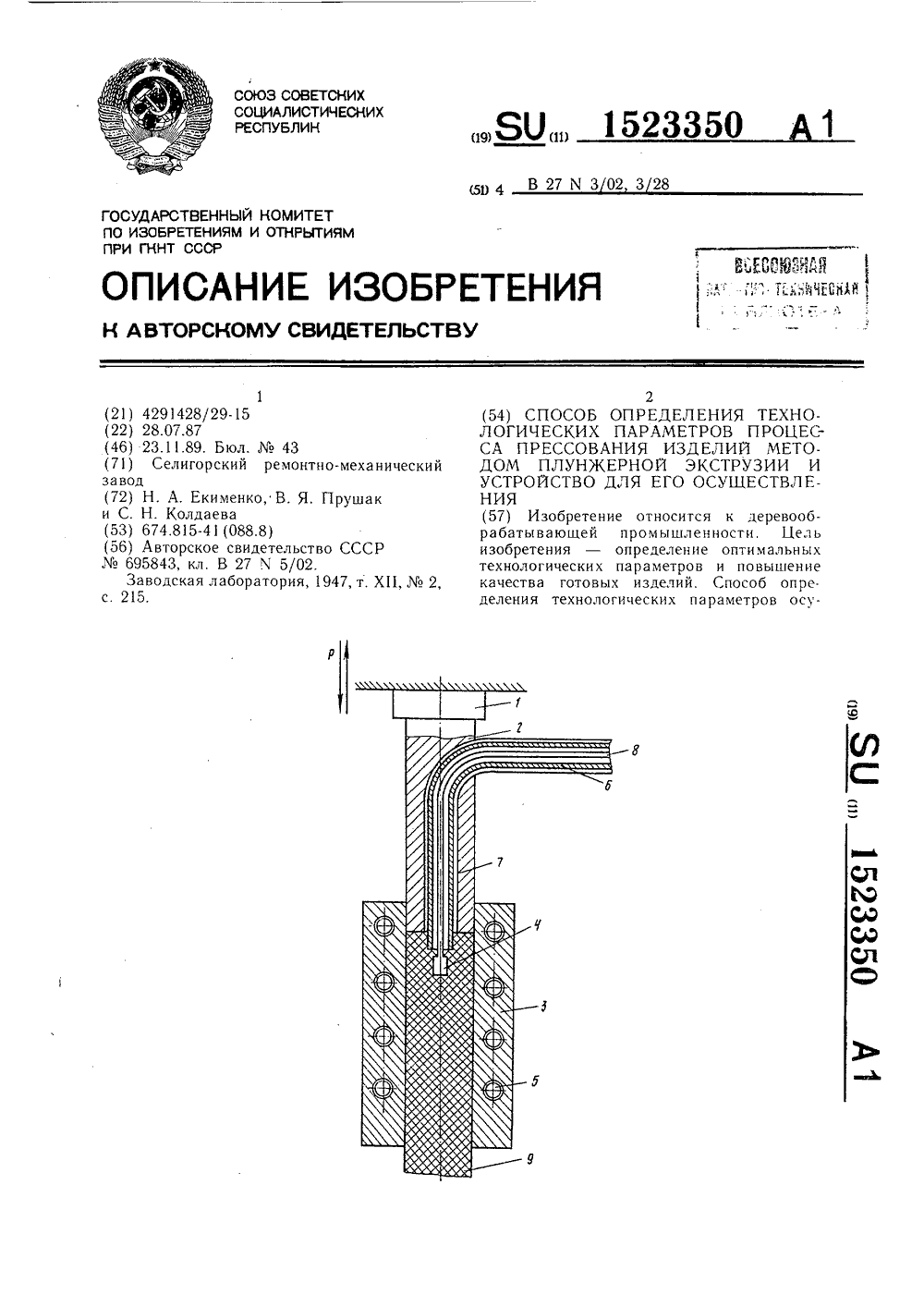
...(или датчик давления) с измерительными приборами, проходят внутри полой арматуры. В матрицу 3 помещен образец 9. Способ осуществляют следующим образом.При возвратно-поступательном движении пуансона 2 пресс-материал порциями подается в обогреваемую матрицу 3. При этом термопары 4 (или датчики давления), заделанные в верхней части изделия, вместе с изделием-образцом 9 и арматурой 6, в которой проложены провода 8, соединяющие термопару 4 (или датчик давления) с контрольно-измерительными приборами, передвигаются вместе с изделием. П роцесс прессования осуществляют при следующих параметрах: температура на входе в канал матрицы 20 в 1 С, а на выходе 120 в 3 С, При этом постоянно регистрируются и записываются самопишущими приборами температура...
Способ экструзии термопластичных композиций на основе полиэтилена

Номер патента: 1558695
Опубликовано: 23.04.1990
Авторы: Анисимов, Берлин, Новожилов, Рябинин
МПК: B29C 47/94
Метки: композиций, основе, полиэтилена, термопластичных, экструзии
...Затакой же срок при работе без адгезионного раствора на формообразующеминструменте образуются видимые следыизноса,П р и м е р 2 (контрольный), Экструдируют полиэтиленовую трубу попримеру 1,1 но фторкислоту наносят израствора концентр гцией 0,035%. Эффекта от воздействия такого растворапрактически не обнаружено,П р и м е р 3, Экструдируют трубудиаметром 32 мм из силанольносшивающейся при переработке композиции полиэтилена марки 277-75 (ПТР,05 1//1 О мнн), Перед этим внутренние полости экструзионной машины ЛТМ/30обрабатывают заливкой в машину раствора, содержащего 1% Фторкиспоты ФормулыСГ-СГ 2-О+СР 2-СГ-О - ЕГ 2 СООН2 О 30 во фреоне - 113.Затем раствор сливают и поверхности сушат при 120 С в течение 1,5 ч.Силанольносшивающуюся...