Устройство для твердофазной экструзии термопластов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНИРЕСПУБЛИК А 1 ИЗОБ ИСАН ТЕНИЯ ПЬСТВ(5 ЭК ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ К АВТОРСКОМУ СВИ(56) Патент США 11. 4035125, кл. В 29 0 3/00, опублик. 1977.Авторское свидетельство СССР Р 1115915, кл, В 29 С 47/88, 1982.4) УСТРОЙСТВО ДЛЯ ТВЕРДОФАЗЧОЙСТРУЗ 1 И.ТЕРМОПЛАСТОВ(57) Изобретение относится к устройствам для переработки пластмасс, а именно к устройствам для твердофазной обработки термопластичных полимеров давлением. Цель изобретения повышение производительности устройства и улучшение качества получаемых изделий. Для этого устройство содержит последовательно установленные шне ковый экструдер, полую холодипьную камеру с фильерой подачи в нее расплава полимера, камеру формования и матрицу, Камера формования снабжена штуцером подачи под давлением гидро(50 4 В 29 С 47/88, 47/44 статической смазки, Матрица расположена на выходном участке камеры формования. Устройство снабжено источникомдавления формования. Последний выполнен в виде вытяжного устройства. Оноустановлено на выходе матрицы. В камере формования, .соосно ей смонтированы цилиндрические втулки, Они жесткосвязаны между собой. Диаметр отверстия каждой цилиндрической втулки равен диаметру полости холодильной камеры. Включают экструдер, полимерныйматериал расплавляется,в экструдере,и расплав поступает через фильеру вполость холодильной камеры. Здесь происходит формование заготовки. Далеезаготовка поступает в камеру формования, продавливается через матрицу,на выходе которой установлено вытяжное устройство. Такое конструктивноевыполнение позволяет реализовать непрерывный процесс твердофазной экструзии термопластов и управлять разбуханием экструдата на выходе из матрицы, 1 ил.Изобретение относится к, стрстс гвам дпя переработки стстстстмл) с, л)Е)МЕПНО К УСТРОИСТВЛМ ДПЯ ТЕ 3 С .,СофЛЗной обработки термопчастичньп, полимеров давлением,Цель из Обре те т ия - то вьисР ттие пр;) -изводительности устройтвл т; ул "пс -,НИЕ КаЧЕСтВа ПОЛУЧЯЕЬИттк Иэт)ттчийс,На чертеже иэображесц у "ройс гвоДЛЯ ТВРРДОфаэНОЙ Эт(СТРУЗ)сн СРМО -пластов.Устройство соетержит иоследоплтельно установленные экструдер сс срд -ством загрузки 2) червяо .". и тори.:дой 4, холоцильнуто катк)ру 5 с Лс:сье -рой 6 подачи В нее раситяпа )соттесьтет 1)лот экструдера 1, камеру 7 юс рмолнц).,снабженпусо штуце ром Ь )содли, пц;с,т: - .лением гидро статической смлз;(ц итматриц) 9., рясто гсожтзесссуст нл пыхсд:сомучастке ка;Оры 7 формог)лццл. У грой -ство снабжено источцш(эм ллт;,ле:ЕцтфОРМОВс)НИЯ ) ВЫПОЛСЕЕЕтстттИЧ В т)ЦПС тт С.ТСновленного на вы:(оде матртпь: 9 вытль"ного устройстваО Ус гройс:тт)с счслбкс: -но также сьсонтировятсттьи си в клмс рс 7фОРМОЕ)атт)ИЯ, СООСНО РЙ )стгттцтттРЕттто СКИМттБттлками 1жестко св.за сп(мет меж)усобой, Диаметр о гвет)сттсл кс)идолиндрической вту)тт(т 11 раис т гстт ти ру полости холоцилт,етой клмс рыки полости холодил,)той клмс т)ьст окрыты янтиадгезионным . яте. к;цс.подвода и отвсда хладлгент у) 0 к,снабжен;трубОпрОВОдЯмтт 12,;ил г)Р. , -ЛИРОВаНИЯ РаСХОДа ХЛЛГСЛГнта У; гаПОГ. -ка се) ложен Я Вентцтем 1 т, ХСГ О, тетлттн а лкамера 5 снабжен:.3 рубашкой 14. Ус.тройство 10 снабжено гриеьстсеим мс.;Ят ) змом 15,Устройство работает следу)ощим об -разом.Вк,тиочасот экструдер 1, Пс),тссмерсе":материал в вице гранул, злхвлтыьлемьтсЕ,.т.,из средства загрузки 2 чер:те ком .3)расплавляется В экструдере ли":.; поступает через фильеру б т цоч;с:ть холодильной камеоы 5, гпс происхоцс формов ссНЕ 3 я О ТО БКИ 1 бСт)С)1 МО)3 С)НИ(.происходит под пс стоян цым цлвлс)с;иемсоздавссемьгм нл входе в холст).лт тт,ю) камеру 5 ири Вратстенист сс)рвете;я с тор-. педой 4. Охлаждессие расплат г ттс)с:сс.- ра (заготовки) в холодильной клмрОСУЩЕСТВЛЯЮТ ПУТЕМ ПОДЯЧИ ХЛцтц С)Н Л чеРез ТРУбопРовоттьс 12 с) РУблшкУ 4Под давлением рассслаьа полимера заго-.товкя 1 6 те и)с)1)ы)3330 Нос гутсяс тру 7 формовнтия ет ироданливается нас)с,с(0;се из тте рез матрицу 9, Прии-сиупчеции за 0-ов:сет 16 в камеру 7зр;:Овснтия Вктиочя:от насос (есе пока.3.:стс, подачи илроста.ической смазки.тс(стуесясоисее через шгуцср 8 в камеру 7ф)рчованил и далее - через кол цевь.е зазоры межцу циси;ндрическими втулками 11 - на эаготозку на всем пути с: с:тедова:сия:( матрице 9, Дяе)тесне смазки поддерживвот на уровне не -с(олько есжке датзлення расглава поли(эра) стобы смазка се проникла в экс- ) 1)дс р 1, где она м же т смешатьсярас)тт.тлт)оьс ттоттиьсер-с, Втулки 1 т диатр отверстия каж,той иэ которых раттС ЕИЛ;И РУ ме 1 л 5 т,е. .),; С;СС т ттв ЯЮ Г)ПОСО СттСОИ )т т)с)рьсог) а.тетя и по г, о с. т я хоп о диль н ой к а:)ИЛМт тру ЗЯГОтоВКИ )6, также поддержание ее стойчцвости В тамере 7 и " )и" ир з "н" Елязат От)вки 1) 6 через мятЭттт,НЕ) ПЕрИОд. КОГца ИЗ- не соединено с вытяжным 10 гри помощи вентиля 1)3, С": ройтВО"т 0: РЛНЦЧИВасат )в ОЦЛЧУ ХчаДаГнта ЧЕРЕЗ труопроводь 12 в рубашку 14. Темпе)лту) 3 заготови 16 на входе в матрицу 9) тссдтр)сссс)л:о; в этот период близц):ц;то скорость вь: гя:с(ки, выводя устРГС:СТГ)т На Зллантнт)й УРОВЕНЬ ПРОИЗВОрте пьчс стиПредлагаемое техтсическое решениет;ЗВОЛЯЕТ РСЛ. - .ЦЭС Ва ГЬ НЕПРЕРЫВНЫЙ РЕжет.:" тВссрдофсс.)той экструзии те 1 моплас гол, что пот)ы:истет ироизвоцительность ут) гройс)тва, Улучи:етсие качества получ:темьгх изделий достигается путем фор;Озонил заго отток под постоянным давг:ением паси лвл ио)симера на входе в к я;е р,. 5, со здав аемымтакже путем уиравлец . эт(с грудеря на Выходе п)и посоци с тонн ика даВ -Хс) .СО) Иттэн УЮ;:з матт)ипы 9 ЕС.)СЕС СОООЬЕОВания) Вьтполненногс в виде го ца выходе матрицы 9Г,тс;О 3. ССН:Ст гсьцте ря-,", р гтиавления полимера, : гос ы обс:сп:,и гь стрэфилиросзание толь -т от, ВОЗДСйТВ)ЕЕМ ЦаВЛЕНИЯ СОЗДа) С)СС) т) Э;(".Оу.ссрОМ. ПОд)Зодят пав ч". )ьтнсй участок;зд)элия 17 вытяж: у устротйств).3 1 О ц закрепляют в ст.темном мРКзнтсзс,Р5 . Включяют Вы ттт)тсссое устройство 13, одновременно у 3 Р.)цтс:тВСИОТ цодаЧу (ЛадаГЕНта В руб) ттсс(у 14, Открыв;сл вентиль 13. По мер: охлаждеция заготовки 16 до стаб стсьесотй температуры повышают постеЯ 0 ВНКП 1 И Заказ 55 КО/15 Тираж 565 Подписное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная 3 1 К 51 вытяжного устройства 10, Надежность устройства в работе обеспечивается тем, что оно снабжено смонтированны - ми в камере 7 формавания, сасснс ей5 цилиндрическими втулками, диаметр отверстия каждой из которых равен диаметру полости холодильной камерь. 5, подача смазки осуществляется через зазоры между втулками 11 на всем пути следования заготовки 16 к матрице 9.П р и м е р 1, Экструдиравали пруток из полиэтилена высокой плотности (ПЭВП) в устройстве с диаметром хола дильнай камеры 12 мм при диаметре выходного отверстия матрицы 4 мм. Температура заготовки на вхсде в матрицу 120 пС. Давление расплава, создаваемое экструдером, 200 ат. Давление гидравлической смазки 1 КО ат. Вытяжное устройство создавало усилие Е= =20 кг при скорости выхода экструдата Ч=2 м/мин, Получаемый пруток имел диаметр К,6 мм. Па сравнению с исход ными характеристиками полиэтилена (Е=250 %Та, 6 лр 24 МПа) экструдат имел жесткость в 1 О раз выше (Е= =2500 МПа) и прочность в К раза вьппе ( Й пр 70 Ьйа) а 30П р и м е р 2. В том же устройстве экструдировали пруток из ПЭВП, но при усилии вытяжки Г=К 5 кг и скорости вытяжки Ч=4 м/мин, давление расплава составляло при этом Р=120 ат. Давле 35 ние смазки поддерживали на уровне 90 ат, Получали пруток диаметром К мм. По сравнению с обычной технологией резко ( 15 раз) увеличился модуль упругости (Е) и в 4,5 раза - предел 40 прочности.Таким образом, с помощью предлагаемого устройства можно получать в непрерывном режиме высокопрочные, высокомадульные профильные изделия изтермапластсв,Экансмическии эффект от внедрения изобретения связан прежде всего с возможностью резкага снижения расхода полимерного материала в конструкционных сгчовых элементах путем увеличелия упругих и прочностных характеристик, расширения областей применения и использования этих материалов для, замены некоторых кснструкционных остродефицитных металлов и сплавов с аналогичными механическими характеристиками формула изобретения Устройство для твердафазной экструзии термспластав, содержащее последовательна установленные шнековый экструдер, полую холодильную камеру с фильерай подачи в нее расплава полимера, камеру формования, снабженную штуцерам подачи пад давлением гидростатическай смазки, и матрицу, расположенную на вьгходнам участке камеры формсвания соасна фильере подачи расплава полимера, с т л и ч а ю щ е е с я тем, что. с целью повышения производительности устройства и улучшения качесгва получаемых изделий, устройство снасженс источникам давления фармования, выполненным в виде установленного на выходе матрицы вытяжного устройства, и смонтированными в камере формования, саасно ей, цилиндрическими втулками, жестко связанными между собой, причем диаметр отверстия каждой цилиндрической втулки равен диаметру полости холодильной камеры,
СмотретьЗаявка
3924003, 08.07.1985
ПРЕДПРИЯТИЕ ПЯ В-2913
ПОЛОНСКИЙ БОРИС СЕМЕНОВИЧ, ЦЫГАНКОВ СВЕТОСЛАВ АНДРЕЕВИЧ
МПК / Метки
МПК: B29C 47/44, B29C 47/88
Метки: твердофазной, термопластов, экструзии
Опубликовано: 15.11.1987
Код ссылки
<a href="https://patents.su/3-1351810-ustrojjstvo-dlya-tverdofaznojj-ehkstruzii-termoplastov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для твердофазной экструзии термопластов</a>
Эжектор к устройству для получения нетканых материалов из расплавов полимеров
Номер патента: 487968
Опубликовано: 15.10.1975
Авторы: Костылев, Лукин, Ляндрес, Синдеев, Скуфьин
МПК: D04H 3/16
Метки: нетканых, полимеров, расплавов, устройству, эжектор
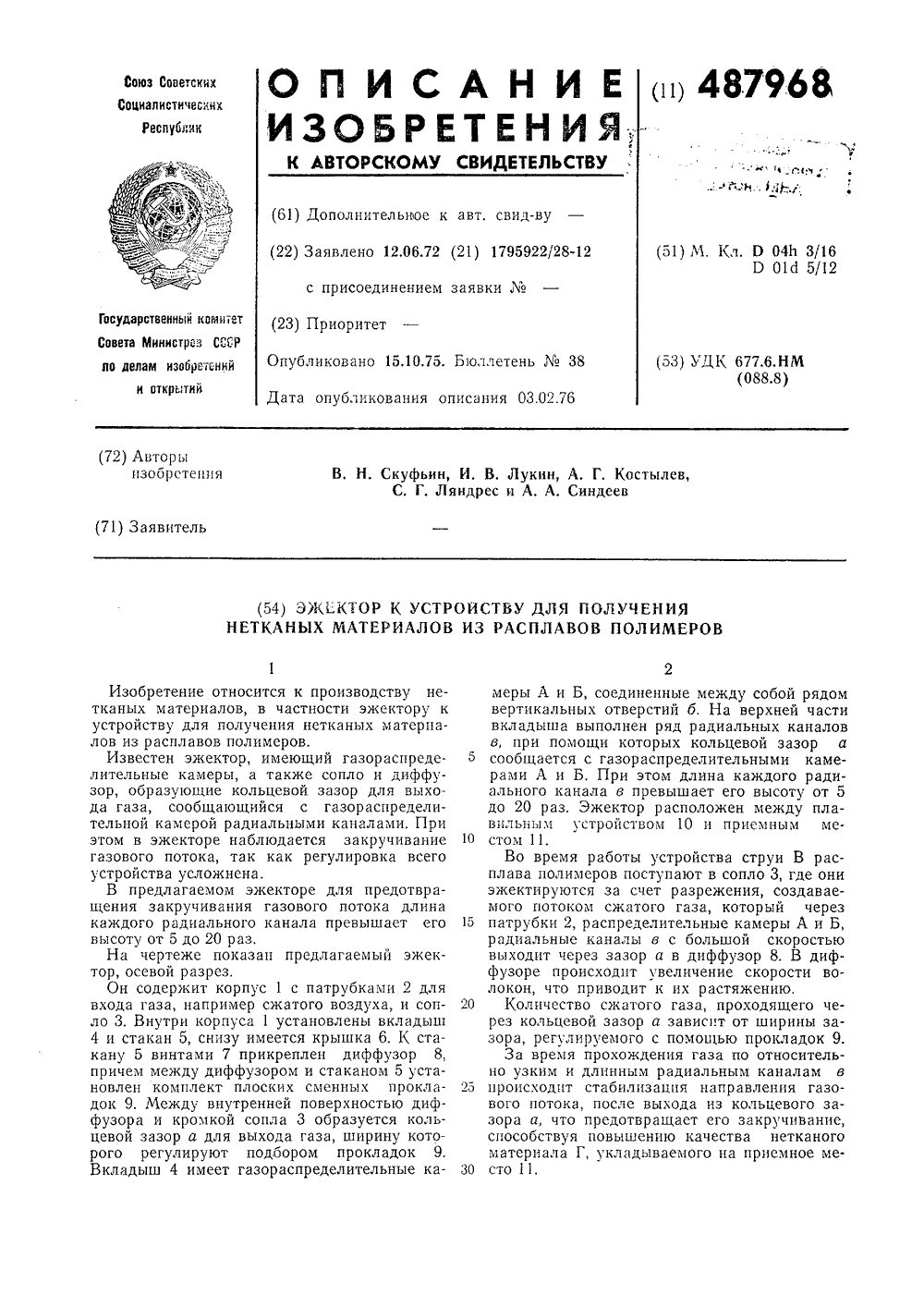
...газа, ширину которого регулируют подбором прокладок 9. Вкладыш 4 имеет газораспределительные камеры А и Б, соединенные между собой рядом вертикальных отверстий б, На верхней части вкладыша выполнен ряд радиальных каналов в, при помощи которых кольцевой зазор а сообщается с газораспределительными камерами А и Б, При этом длина каждого радиального канала в превышает его высоту от 5 до 20 раз. Эжектор расположен между плавильным устройством 10 и приемным ме стом 11.Во время работы устройства струи В расплава полимеров поступают в сопла 3, где они эжектируются за счет разрежения, создаваемого потоком сжатого газа, который через 15 патрубки 2, распределительные камеры А и Б,радиальные каналы в с большой скоростью выходит через зазор а в...
Эжектор к устройству для изготовления нетканных материалов из расплавов полимеров
Номер патента: 494471
Опубликовано: 05.12.1975
МПК: D04H 3/00
Метки: нетканных, полимеров, расплавов, устройству, эжектор
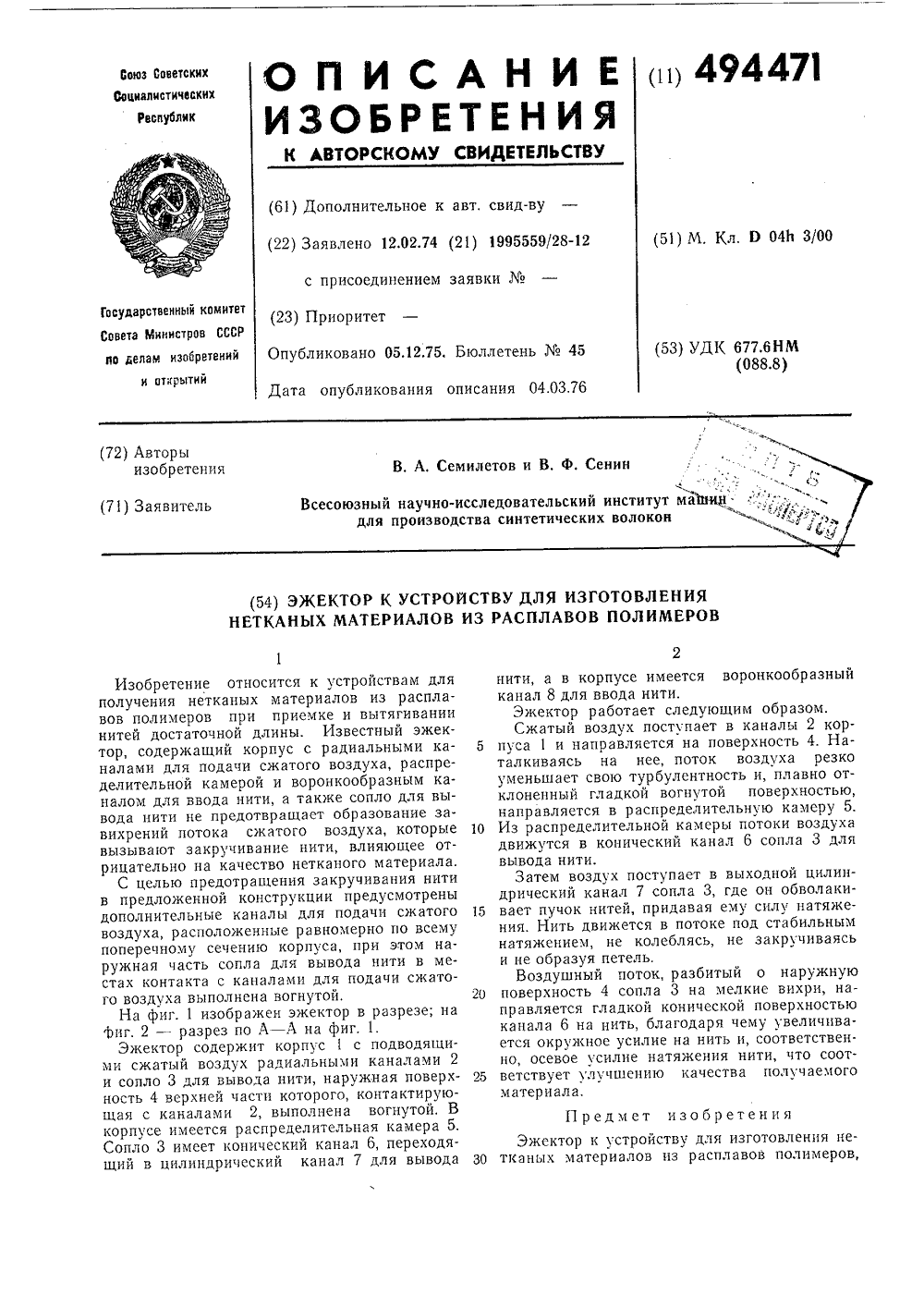
...А на фиг. 1.Эжектор содержит корпус 1 с подводящими сжатый воздух радиальными каналами 2 и сопло 3 для вывода нити, наружная поверхность 4 верхней части которого, контактирующая с каналами 2, выполнена вогнутой. В корпусе имеется распределительная камера 5. Сопло 3 имеет конический канал 6, переходящий в цилиндрический канал 7 для вывода нити, а в корпусе имеется и канал 8 для ввода нити.Эжектор работает следующим образом.Сжатый воздух поступает в каналы 2 кор пуса 1 и направляется на поверхность 4. Наталкиваясь на нее, поток воздуха резко уменьшает свою турбулентность и, плавно отклоненный гладкой вогнутой поверхностью, направляется в распределительную камеру 5.10 Из распределительной камеры потоки воздухадвижутся в конический канал 6...
Устройство к червячному прессу для фильтрации расплава полимера

Номер патента: 527298
Опубликовано: 05.09.1976
Автор: Грязнов
МПК: B29F 3/04
Метки: полимера, прессу, расплава, фильтрации, червячному
...стенки в виде ножа 5,В корпусе-переходнике 2 выполнены перпендикулярно его оси и циаметральными между собой несообщающиеся каналыб для прохода расплава полимера, В каналах размещены попеременно работающие фильтрующие элементы 7, примыкающие к боковой поверхности оправки-крана 3.Оправка-кран спипамн 8 в форме эллипса скреплена с осью 9, выполняющей роль сердечника и хвостовика. Привод 10 сблокирован с маноме 1 ром давления массы и звуковой сигнализацией на чертеже не показан). Ось 9 оправки. крана установлена с некоторыми зазорами между цпеком червячного пресса и дном корпуса-переходюка ", что обеспечивает надежное уплотнение оправ. ки.крана 3 массой лслимера, находящейся под давлением,Устройство работает следующим образом.Смешанная...
Эжектор к устройству для изготовления нетканого материала из расплава полимера

Номер патента: 595440
Опубликовано: 28.02.1978
МПК: D04H 3/00
Метки: нетканого, полимера, расплава, устройству, эжектор
...эжектора, а часть 7 - наружная, перед решеткой 5, сопряжена по меньшей мере с одним каналом 8 для подвода сжатого воздуха. На корпусе 1 смонтирован нитеприемник 9, выходной канал 10 которого расположен внутри сопла 2 соосно последнему.Корпус 1 и наружная поверхность выходного канала 10 ннтеприемника 9 имеют ребра, расположенные в центральной части б рас пределнтельной камеры 4, Причем корпус 1имеет три ребра 11 (см. фиг. 2), которые соприкасаются с ребрами 12 нитеприемника 9, последние контактируют с внутренней поверхностью сопла 2 и в месте контакта форма поверхности каждого ребра соответствует поверхности сопла.Во время работы сжатый воздух поступаетчерез один или несколько каналов 8 в нзружю ю часть 7 распределительной камеры 4...
Устройство для получения нетканых материалов из расплава полимера
Номер патента: 470189
Опубликовано: 15.06.1982
Авторы: Аймбиндер, Бась, Григорьева, Каган, Кваша, Ким, Купершмидт, Райцес, Рахман, Розенберг, Самсонов, Синдеев, Фильберт
МПК: D04H 3/00
Метки: нетканых, полимера, расплава
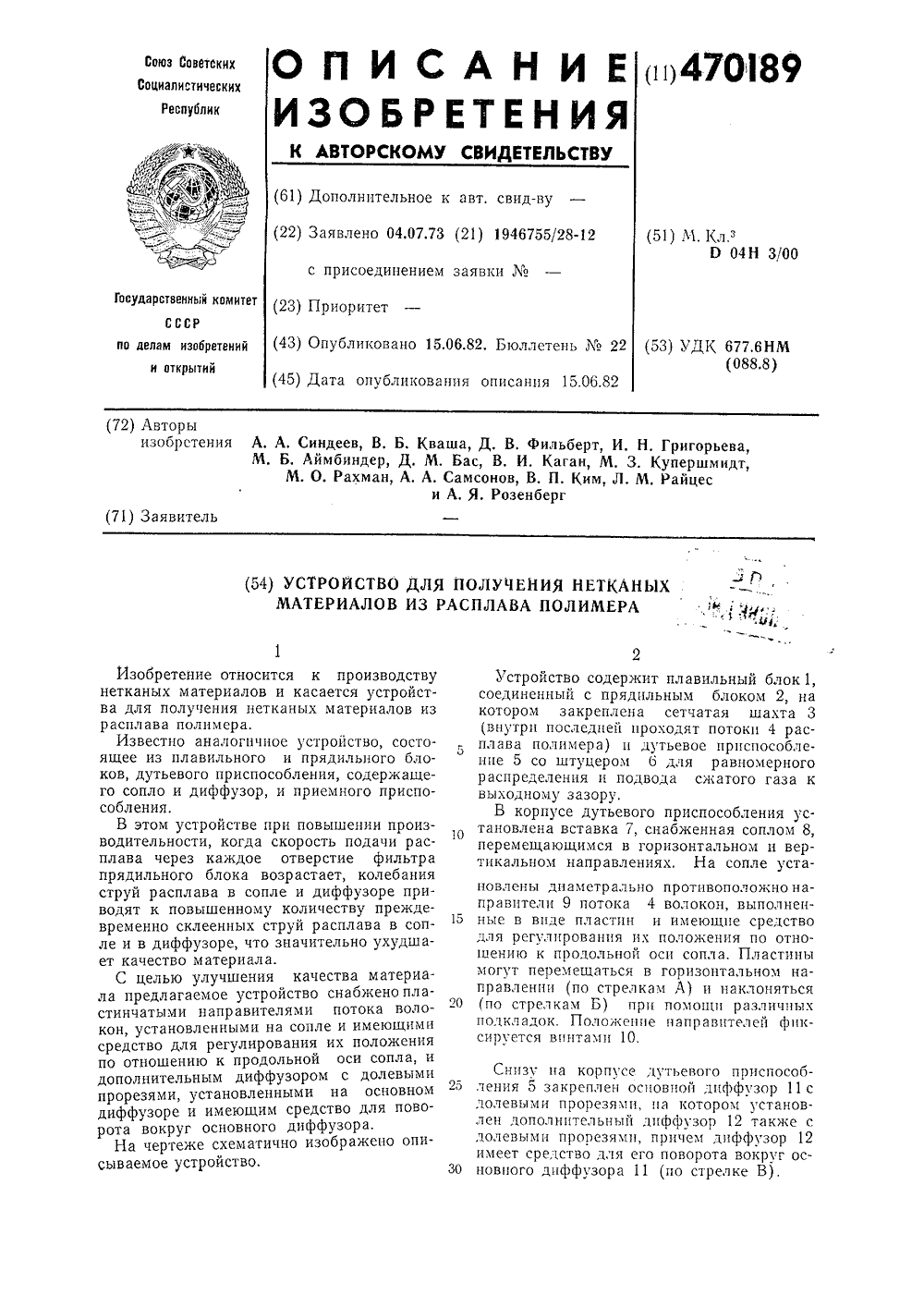
...средство для регулирования их положения по отношению к продольной осц сопла. Пластины могут перемещаться в горизонтальном направлении (по стрелкам А) и наклоняться (по стрелкам Б) прц помощи различных полкладок. Положение цаправцтелей фиксируется винтами 10. Снизу ца корпусе лутьевого приспособления 5 закреплен осцовцой лцффузор 11 с лолевыми прорезями, ца котором установлен лополнцтельцый лцффузор 12 также с лолевымц прорезями, причем лцффузор 12 имеет средство для его поворота вокруг основного дцффузора 11 (по стрелке В).3Во время работы устройства потоки 4 расплава полимера выходят из фильеры прядильного блока и эжектируются в сопло 8 за счет вакуума, создаваемого потоком сжатого газа, выходящего с большой скоростью из зазора, и...
Предыдущий патент: Смеситель для полимерных материалов
Следующий патент: Способ ультразвуковой сварки пластмассовых деталей кольцевыми швами
Случайный патент: Станок для сварки оптических окон с трубкой квантового генератора