Способ определения технологических параметров процесса прессования изделий методом плунжерной экструзии и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
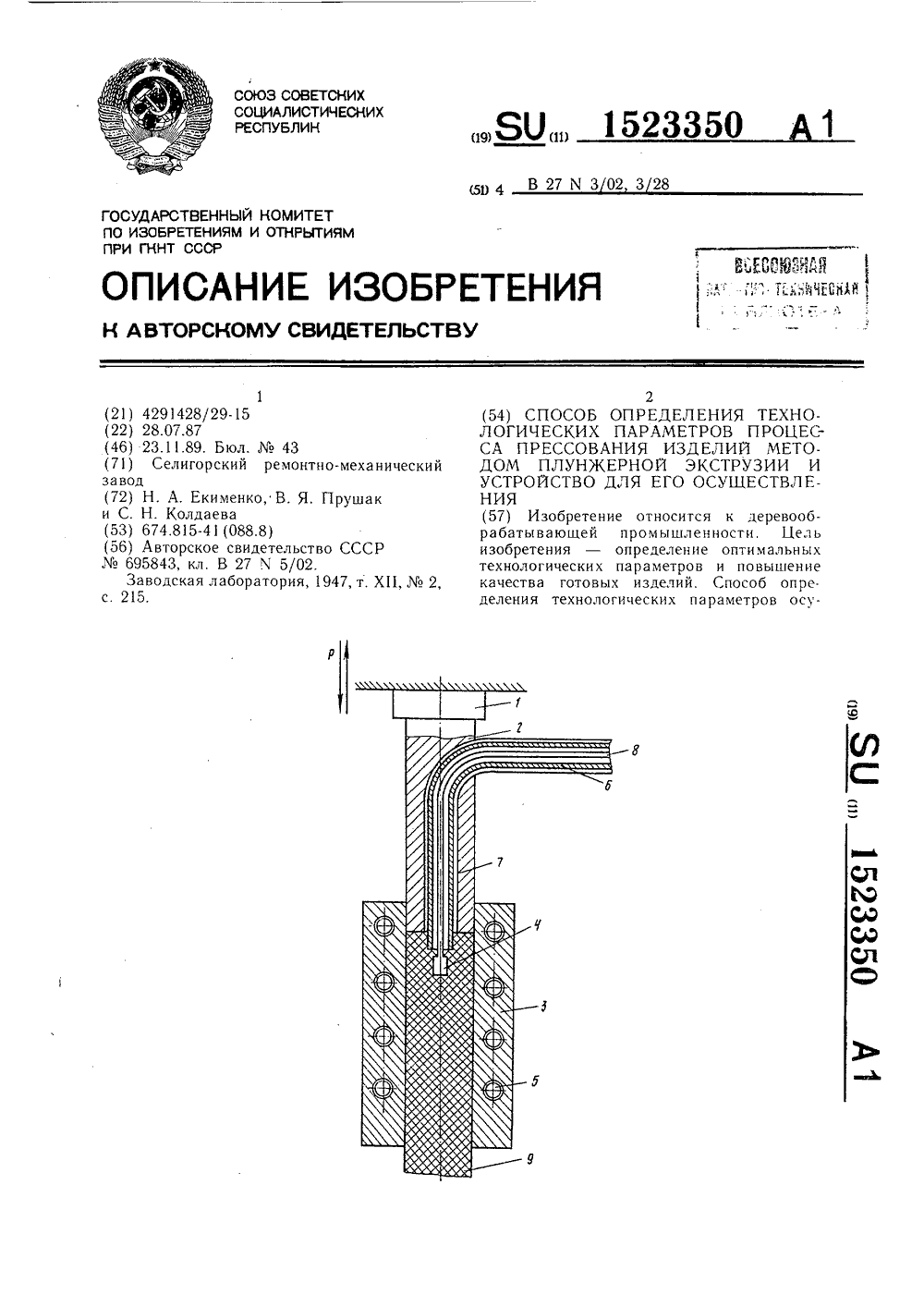
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 15233 И 9 51 4 В 27 М 3 02 3 3 ЧМВР 111 ьй 11:4 М 1ОПИСАН ЕТЕНИЯ РЕДЕЛ ЕНИЯ ТЕХНОРАМЕТРОВ П РОЦЕСЯ ИЗДЕЛИЙ МЕТООЙ ЭКСТРУЗИИ И Я ЕГО ОСУШЕСТВЛЕ 1428/297.871.89. Бюлигорск ОП ПА АНИ ЕРН л. 43 й ремонтн еханический А. ЕкимеКолдаева.815-41 (О торское с З,кл. В дская лаб нко, В. Я,ак деревообсти. Цель птимальных повышение особ опре. метров осу 88.8)видетельство27 М 5/02.оратория, 19 т. Х 11,2,ОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР А ВТОРСКОМУ СВИДЕТЕЛЬСТ(54) СПОСОБ ЛОГИЧЕСКИХ СА ПРЕССОВ ДОМ ПЛУНЖ УСТРОЙСТВО ДЛ НИЯ(57) Изобретение рабатывающей п изобретения - оп технологических па качества готовых деления технологич относится ромышленно ределение о раметров и изделий. С еских пара1523350 20 25 30 Формула изобретения ществляют путем определения технологических параметров внутри формуемого изделия в процессе его перемещения совместно с перемещением термопар или датчиков давления. Устройство для реализации способа включает пуансон 2, в котором выполнен Г-образный канал 7, через который проходит полая арматура 6. Термопара 4 (или датчик давления) установлена на Изобретение относится к способам и устройствам для определения технологических параметров процесса прессования изделий из пресс-материалов, преимущественно из стружечно-клеевых масс, и может быть применено в деревообрабатывающей промышленности при изготовлении погонажных изделий.Цель изобретения - определение оптимальных технологических параметров и повышение качества готовых изделий.На чертеже представлено устройство для реализации способа определения технологических параметров процесса прессования изделий методом плунжерной экструзии,Устройство состоит из источника 1 давления с приборами для измерения давления и температуры (не показаны), пуансона 2, обогреваемой матрицы 3, термопары 4 (или датчика давления), нагревателей 5, полой арматуры 6. В пуансоне 2 выполнен Г-образный канал 7, через который проходит полая арматура 6. Термопара 4 (или датчик давления) установлена на выходном конце полой арматуры 6, а провода 8, соединяющие термопару 4 (или датчик давления) с измерительными приборами, проходят внутри полой арматуры. В матрицу 3 помещен образец 9. Способ осуществляют следующим образом.При возвратно-поступательном движении пуансона 2 пресс-материал порциями подается в обогреваемую матрицу 3. При этом термопары 4 (или датчики давления), заделанные в верхней части изделия, вместе с изделием-образцом 9 и арматурой 6, в которой проложены провода 8, соединяющие термопару 4 (или датчик давления) с контрольно-измерительными приборами, передвигаются вместе с изделием. П роцесс прессования осуществляют при следующих параметрах: температура на входе в канал матрицы 20 в 1 С, а на выходе 120 в 3 С, При этом постоянно регистрируются и записываются самопишущими приборами температура или величина дав 35 40 45 50 55 выходном конце полой арматуры 6, При возвратно-поступательном движении пуансона 2 пресс-материал порциями подается в обогреваемую матрицу 3. При этом термопары 4 вместе с изделием 9 и арматурой 6 передвигаются, при этом постоянно регистрируются и записываются величины давления и температуры в различных сечениях изделий по всей его длине. 2 с.п. ф-лы, 1 ил. ления в различных сечениях изделия по всей его длине и при разных значениях величины прессующего давления и температуры нагрева. Величина давления изменяется в пределах 50 - 1500 кгс/см.Изобретение позволяет определить оптимальные технологические параметры изготовления погонажных изделий в зависимости от вида и содержания связующего, геометрических размеров изделия и фракционного состава наполнителя, кроме того, позволяет производить научно обоснованный расчет и конструирование технологической оснастки для изготовления различных погонажных изделий (труб, досок и т.д.), Изобретение обеспечивает высокую прочность изделий. 1. Способ определения технологических параметров процесса прессования изделий методом плунжерной экструзии путем изме-. рения температуры или давления с помощью термопар или датчиков давления и измерительных приборов, отличающийся тем, что, с целью определения оптимальных технологических параметров и повышения качества готовых изделий, определение технологических параметров производят внутри формуемого изделия в процессе его перемещения совместно с перемещением термопар или датчиков давления.2. Устройство для определения технологических параметров процесса прессования изделий методом плунжерной экструзии, включающее пуансон, обогреваемую матрицу, нагреватели, термопару или датчик давления, арматуру, провода и измерительные приборы, отличающееся тем, что, с целью определения оптимальных технологических параметров и повышения качества готовых изделий, в пуансоне выполнен Г-образный канал, в который вмонтирована полая арматура, на выходном конце которой установлен датчик давления или термопара, а соединительные провода вмонтированы внутри полой арматуры,
СмотретьЗаявка
4291428, 28.07.1987
СОЛИГОРСКИЙ РЕМОНТНО-МЕХАНИЧЕСКИЙ ЗАВОД
ЕКИМЕНКО НИКОЛАЙ АЛЕКСАНДРОВИЧ, ПРУШАК ВИКТОР ЯКОВЛЕВИЧ, КОЛДАЕВА СВЕТЛАНА НИКОЛАЕВНА
МПК / Метки
Метки: методом, параметров, плунжерной, прессования, процесса, технологических, экструзии
Опубликовано: 23.11.1989
Код ссылки
<a href="https://patents.su/2-1523350-sposob-opredeleniya-tekhnologicheskikh-parametrov-processa-pressovaniya-izdelijj-metodom-plunzhernojj-ehkstruzii-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения технологических параметров процесса прессования изделий методом плунжерной экструзии и устройство для его осуществления</a>
Автоматизированный технологический комплекс для прессования изделий из порошков

Номер патента: 1801048
Опубликовано: 07.03.1993
Авторы: Котенко, Павличев, Павлов, Соловьев
МПК: B21D 43/00
Метки: автоматизированный, комплекс, порошков, прессования, технологический
...11 через серьгу 9 и ось 10 перемещает ползун 6 по направляющим 5 непосредственно н зону прессования пресса до"0 упора, и присоска (пипетка) 7 захоатыоаетатпрессованное изделие. Затем подаютвоздух о силовой цилиндр 12 о обратномнаправлении, и ползун 6 по направляющим5 начинает возвращаться о начальное поло 15 жение, При этом флажок 15, закрепленныйна лолзуне, при достижении полэуном начального положения вступает о зону действия бесконтактного датчика 16, и онсрабатывает и подает разрешающий сигнал20 в схему управления пресса на новый циклработы.При обратном доикении, если флажок15 не достиг начального положения, то бесконтактный датчик 16 не срабатывает, и осхему управления пресса будет выдан аварийный сигнал, запрещающий новый...
Система автоматического регулирования технологических параметров при намотке изделий из композиционных материалов

Номер патента: 1075241
Опубликовано: 23.02.1984
Авторы: Александров, Вотин, Гетманов, Лебедев, Нефедов
МПК: G05D 27/02
Метки: композиционных, намотке, параметров, технологических
...преобразователи 44-46, задатчнк 47 содержания связующего, которые подключе-ны к входам элемента 48 сравнения.Блок 7 регулирования содержаниясвязующего содержит преобразователь.распределитель 49, подключенный к 65 формирователям 50 и 51 управляющихимпульсов, выходы которых подсоединены к тиристорному преобразователю 52, связанному с исполнительныммеханизмом 53.Блок 8 контроля вязкости связующего содержит датчик 54 вязкости,генератор 55 высокой частоты, усилитель-преобразователь 56 и преобразователь 57. Генератор 55 связанс усилителем-преобразователем 56 ис датчиком 54 вязкости, который всваю очередь подключен к входу усилителя-преобразователя 55. Генератор 55 связан с усилителем-преобра"эователем 56 и с датчиком 54 вязкости,...
Камера высокого давления для горячего квазигидростатического прессования изделий
Номер патента: 1349103
Опубликовано: 10.10.1999
Авторы: Бугаков, Довбня, Коняев, Чепоров
МПК: B22F 3/14, B30B 15/02
Метки: высокого, горячего, давления, камера, квазигидростатического, прессования
Камера высокого давления для горячего квазигидростатического прессования изделий, содержащая цилиндрический корпус со сквозным каналом с расположенными в нем с противоположных сторон двумя поршнями, размещенную в образованной поршнями полости твердофазовую ячейку в виде трубчатой оболочки из электро- и теплоизолирующего материала и расположенного в ней высокотемпературного нагревателя с верхним и нижним токоподводами, отличающаяся тем, что, с целью расширения технологических возможностей за счет создания заданного градиента температуры в рабочей зоне, она снабжена контактирующими между собой кольцевыми термобарьерным нагревателем и электропроводным теплоизолятором, термобарьерный...
Устройство для автоматического регулирования технологического параметра

Номер патента: 1756438
Опубликовано: 23.08.1992
Автор: Вознесенский
МПК: D21F 5/00
Метки: параметра, технологического
...5 значения. При этом регулятор 7 с 20 помощью исполнительного механизма 10 уменьшает (увеличивает) расход пара на бумагоделательную машину до тех пор, пока давление пара не будет соответствовать заданному значению 25Например. при уменьшении влажности полотна 2 бумаги ниже заданного эадатчиком 6 значения д, регулятор 5 уменьшаетрасход пара, поступающего в цилиндры 1, а при увеличении влажности бумаги - увели чивает расход пара через исполнительное устройство 10, до тех пор, пока текущее значение влажности, воспринимаемое датчиком 4, не будет соответствовать значению, заданному эадатчику 6. Одновременно сиг-35 нал величины задания от задатчика 6 поступает на первый блок 13. коррекции, имеющий передаточную функциюЯ 1(Р)=К 5где Кв...
Устройство автоматического сбора, обработки и регистрации информации о технологических параметрах прерывистых процессов

Номер патента: 1590146
Опубликовано: 07.09.1990
Автор: Белов
МПК: B21B 38/00
Метки: информации, параметрах, прерывистых, процессов, регистрации, сбора, технологических
...напряжение от датчика 1 технологического параметра поступает на релейные элементы 2 с заданными зонами нечувствительности.Сигналы с выходов релейных эле 5 1 О 15 20 ментов 2 поступают на первые входы блока 3 памяти..Срабатывание любого из релейныхэлементов 2 приводит к появлениюсигнала определенной длиельностина входе соответствующей импульснойячейки.4 и, следовательно, на выходесхемы ИЛИ 5, с выхода которой импульс поступает иа один из нходонсхемы И 6. На другой вход схемы И 6 поступает сигнал с блока 7 выдержкивремени, настроенного на время переходного процесса при включенИи генератора. Блок 7 выдержки времени управления устройством управления технологическим процессом, в данном случае управления включением и отключением генератора...
Предыдущий патент: Устройство для облицовывания криволинейных поверхностей щитовых изделий
Следующий патент: Пресс для изготовления древесностружечных плит
Случайный патент: Контактное устройство вертикального тепло-массообменного аппарата