Архив за 1986 год
Прокатная клеть с четырехвалковым калибром

Номер патента: 1237267
Опубликовано: 15.06.1986
Авторы: Бакшинов, Баталов, Логийко, Никифоров, Олейников, Щеголев
МПК: B21B 13/10
Метки: калибром, клеть, прокатная, четырехвалковым
...и 9 в осевом направлении. Клиновые устройства 12 и 13 предназначены для регулировки ра- ЗО диального перемещения рабочих валков 7 и 8 и снабжены соответственно вставками 14 и 15, расширяющими диапазон радиальной регулировки. Винты 16 и 17 предназначены для переме- з; щения валков 7 и 9 в осевом направлении, а гайки 18 и 19 - для стопорения винтов 16 и 17.Рабочие валки 6-9 образуют калибр так, что бочка рабочего валка 9, вы О полненного с возможностью осевогоперемещения, сопряжена с торцом неподвижного рабочего валка 6, а торец рабочего валка 9 сопряжен с бочкой валка 7, Бочка рабочего валка 8, выпал ненного с возможностью радиального перемещения, сопряжена с торцом рабочего валка 7, выполненного с возможностью радиального и осевого...
Рабочая клеть прокатного стана

Номер патента: 1237268
Опубликовано: 15.06.1986
МПК: B21B 13/14
Метки: клеть, прокатного, рабочая, стана
...в плоскости, перпендикулярной плоскости осей рабочих валков, и одновременно контактирующими с другим рабочим валком 2, На шейки промежуточных валков надеты общие подушки 4, в клинрвидных пазах которых находятся дополнительные подушки 5, расположенныеЗО между двумя клиньями - внутренним 6 и внешним 7.1Рабочая клеть прокатного станаработает следующим образом. 3;В процессе работы стана при прокатке бочки верхнего опорного валка 1,промежуточных валков 3 и рабочих валков 2, контактирующие между собой,зажаты под действием давления прокатки и не изменяют своего положения,Бочки промежуточных валков 3 параллельны между собой и не изгибаютсяв горизонтальной плоскости, а клинья 6 и 7 находятся в верхней части 45пазов общих подушек в...
Способ непрерывной прокатки труб

Номер патента: 1237269
Опубликовано: 15.06.1986
Авторы: Ериклинцев, Зеленый, Ивахненко, Кириченко, Клочко, Меньщиков, Танцырев, Хайдуков
МПК: B21B 17/04
Метки: непрерывной, прокатки, труб
...механизмов, Плунжеры, 4" перемещаясь в гидрокамере 5, вытес - няют рабочую жидкость в газовые камеры б, сжимая газ и тем самым накапливая энергию сжатого газа. По мере заполнения трубой калибров усилие на оправку возрастает, оправка перемещается по направлению прокатки, воздействуя на плунжеры гидропневмомеханиэмов, Величина хода составляет 0,8-0,9 расстояния между двумя последующими калибрами, После выхода заднего конца прокатываемой трубы из первого калибра оправку перемещают против хода прокатки эа счет снижения осевого усилия прокат - ки энергией, накопленной гидропненматическими механизмами, По мере оо -вобождения последующих калибров снижается осевое усилие на оправку.При выходе готовой трубы из последнего калибра осевое...
Устройство для нанесения технологической смазки на прокатные валки

Номер патента: 1237270
Опубликовано: 15.06.1986
Авторы: Алешин, Изотов, Капустин, Косинов, Кулак, Носанев, Потоцкий, Следнев
МПК: B21B 27/06
Метки: валки, нанесения, прокатные, смазки, технологической
...вполь паза 16 опоры, при этом основание с обоймой может быть одновременно повернуто вокруг оси 19 на требуемый угол.После завершения установки устройства все смазывающие стержни должны прилегать к смазываемой поверхности, а зазор между обоймой и валком сос - тавлять 3-5 мм.При подаче рабочего тела в силовой цилиндр все упругие элементы сжимаются на расчетную величину.Для корректировки сжатия упругих элементов необходимо отвернуть стопорный винт 28 и вращением муфты 24 установить требуемую величину.Рабочее тело при заданном давлении поступает в цилиндрУсилие через плунжер и траверсу передается на толкатели. Каждый толкатель через упругие элементы передает усилие на сма эывающие стержни. При этом каждый упругий элемент, деформируясь на...
Станина рабочей клети стана холодной прокатки труб

Номер патента: 1237271
Опубликовано: 15.06.1986
Авторы: Воробьев, Крышин, Носаль, Орещенко, Ткаченко
МПК: B21B 21/00, B21B 31/02
Метки: клети, прокатки, рабочей, стана, станина, труб, холодной
...наружной и внутренней поверхностями на секторныхуглах 110-130 из центров полуокружностей, причем каждая перемычка имеет наибольшие толщины по границамсекторных углов и в четыре-пять разменьшие в сечениях вертикальной и горизонтальной осей симметрии рам, исвязывающие рамы между собой нижнюю 7и верхнюю 8 связи.Пример конкретного выбора парамет- З 5ров перемычки станины рабочей клетистана холодной прокатки труб, рассматриваемой в секторном углу Ч =- 0-60", отсчитываемом от вертикальной оси симметрии рамы.Радиус-вектор очертания нейтральной линии - представлен, например, выражением( 5) где Р - радиус-вектор очертания нейтральной линии на вертикальной оси симметрии ( Р, = РФ0)Ь, - з нач ение толщины перемычкина вертикальной оси симметрии...
Устройство для правки тонкостенных труб

Номер патента: 1237272
Опубликовано: 15.06.1986
Автор: Олейников
МПК: B21D 3/00
Метки: правки, тонкостенных, труб
...перемещени1 1237 т 2Изобретение относится к обработкеметаллов давлением, а именно к устройствам для правки тонкостенныхтруб, и может бьггь использовано в металлургической или машиностроительнойотрасли промышленности.Цель изобретен,1 я - повышение провиэводительности и качества правки,На чертеже показана схема устройства для правки тонкостенных труб, 1 ОУстройство содержит станину с элементами крепления, трубы, подвергаемойправке (не показаны), деформирующуюголовку 1, выполненную в виде удлиненной торообраэной камеры из эластичного материала, тянущий механизм,представляющий собой бесконечную ленту в виде закрепленных на тросе 2шаровых тел 3, огибающую приводной 4и поддерживающий 5 ролики. Одна ветвьбесконечной ленты расположена...
Горизонтальный правильный пресс

Номер патента: 1237273
Опубликовано: 15.06.1986
Авторы: Вялов, Красов, Черепенников, Шигаев
МПК: B21D 3/10
Метки: горизонтальный, правильный, пресс
...30 механизма привода 45опорного ползуна 6. Отверстие 29 может либо быть резьбовым, либо содержать резьбовые сухари. Соединительныйпалец 28 выполнен облегченным в видедвух полых взаимно-перпендикулярных 50(вертикального и горизонтального) цилиндрических элементов, через одиниз которых (горизонтальный) пропущен винт 30, а в другом (вертикальном) в пазах 31 и 32 закреплена ось 33 55опоры 34 качения, выполненной на подшипниках с уплотнениями по всей ширине внутренней полости пальца 28, которая опирается на направляющую 35станины 1. В винте 30 выполнена внутренняя полость 36, служащая резервуаром для масла. Винт содержит крышку 37 пробку 38, закрывающую отверстие для заливки масла, маслоукаэатель 39 для определения уровня маслаи радиальные...
Способ гибки гофрированных деталей и профилегибочный стан для его осуществления

Номер патента: 1237274
Опубликовано: 15.06.1986
Авторы: Башмаков, Буряков, Козицина, Суворов, Чечуров
МПК: B21D 5/06
Метки: гибки, гофрированных, профилегибочный, стан
...клетей, крепятся к ним шарнирно и расположены на минимально допустимом расстоянии от последующей приводной клети, позволяющем роликам в кассетах свободно вращаться, не задевая валков приводной клети. Амортизаторами служат пружины, одним концом закрепленные на кассете, а другим - на основании стана. В кассетах ролики установлены в 15 шахматном порядке, Рассстояние между осями роликов в кассете и осями валков приводной клети выбирают в зависимости от толщины металла и его механических свойств. В данном случае 20 оси роликов и валков находятся на одинаковом расстоянии.Полоса иэ задающей клети поступает в первую роликовую кассету, в которой расстояние между осями нижних роликов составляет 93 мм, а расстояние между рабочими...
Станок для гибки труб

Номер патента: 1237275
Опубликовано: 15.06.1986
Авторы: Гладков, Донченко, Дробный, Карачунский, Кублицкий, Низимов, Пинчук, Холодный, Чусов, Шиллер
МПК: B21D 7/02
...механизм 24 регулирования длины водила, выпол,ненный в виде винта и гайки. Ось 11 в направляющих станины перемещается настроечным механизмом 12, выполненным в виде винта и гайки.В качестве тиристорного инвертора 16 может быть применен стандартный тирнсторный преобразователь с устройством управления, позволяющим суммировать, усиливать сигналы и выдавать управляющие импульсы в функции результирующего сигнала. В качестве блока 18 задания может быть применен бесконтактный сельсинный аппарат или подобное устройство. В качестве датчиков 19 тока могут быть применены трансформаторы тока, включенные в одну, две или три фазы двигателя.40 45 50 55 Включают нагревательное устройство 6 при выключенных двигателях механизма продольной, поперечной и...
Способ изготовления крутоизогнутых патрубков и устройство для его осуществления

Номер патента: 1237276
Опубликовано: 15.06.1986
Авторы: Соловьев, Туренок, Шарапов
МПК: B21D 7/02
Метки: крутоизогнутых, патрубков
...с внутреннимполэуном пресса, служат для взаимодействия втулок 14 и 17 при раздачеконца трубы 2.Опорные плиты 6 и 9 скреплены меж"ду собой и с нижней плитой 23 с помощью цилиндрических колонн 24.Способ осуществляется следующимобразом. В момент загрузки трубы (фиг, 1) первую трубу устанавливают на цилиндрический участок жесткого эксцентричнога сердечника 1 до упора нижнего торца в губки 3, отведя ползуны пресса вверх. После установки трубы включают движение вниз внешнего ползуна. При этом клин 10 сжимает губки 7, которые через прорези в проталкивающей втулке 14 входят в кольцевую проточку на верхнем конце сердечника 1 и Фиксируют его. При продолжении движения втулка 14 проталкивает трубу 2 вниз через втулку 17 до упора ее нижнего торца в...
Узел зажима трубогибочной машины

Номер патента: 1237277
Опубликовано: 15.06.1986
Авторы: Банников, Белоненко, Ещенко, Снегирев, Суховеев, Хоперсков
МПК: B21D 7/12, B23B 31/00, B23Q 3/06 ...
Метки: зажима, трубогибочной, узел
...16,параллельны оси 19поворотного вала 2. В корпусе 1 смонтированы также два гидроцилиндра 20,штоками 21 связанные с нажимной втулкой 4. Гидроцилиндры 20 расположеныпараллельно друг другу и оси 19 вала2 в плоскости, проходящей черезось 19.Гидрораспределитель 22 соединяетгидролинями 23 и 24 полости гидроци- .линдров 20 с напорной и сливной магистралями, К гидролинии 24 подключено реле 25 давления, Позициями 26и 27 обозначены соответственно электромагниты прямого и обратного ходовгидрораспределителя 22. В корпусе 1установлен конечный выключатель 28,управляющий элемент 29 которого закреплен на нажимной втулке 4,Силовая цепь системы управленияузлом зажима содержит подключенныек источнику напряжения Б 1 обмоткуЭ 1 электромагнита 26...
Оправка для гибки труб

Номер патента: 1237278
Опубликовано: 15.06.1986
МПК: B21D 9/01
...жидкостью, твердеющей в электрическом поле при подаче напряжения на электроды 5 и б.Оболочка одним концом прикреплена ккорпусу накидной гайкой 7 и втулкой8, в которой размещен конец изгибаемой трубы 9. Другой конец оболочки 20прикреплен к корпусу накидной гайкой10 и приемной трубой 11. Внутренний,диаметр приемной трубы выполнен,меньше внутреннего диаметра изгиб;емой трубы 9.25Рекомендуется внутренний диаметрприемной трубы выполнять 0,7-0,9диаметра изгибаемой трубы. Вдоль осиоправки расположена гибкая тяга 12 спроводником 3, соединенным с элек- ЗОтродом 5, выполненным в виде хомута,неподвижно соединяющего передний конец оболочки с тягой. Другой электрод, выполненный в виде кольца, установлен в корпусе на изоляторе 14и соединен с...
Способ изготовления коробчатых деталей из листового материала

Номер патента: 1237279
Опубликовано: 15.06.1986
Авторы: Афанасьев, Васин, Садеев
МПК: B21D 31/00
Метки: коробчатых, листового
...поворотомсечения заготовки на угол о вокругточек, расположенных по внешнему пе-риметру заготовки, причем внешние ЗОразмеры заготовки могут быть меньшиеили равны внешним размерам готовойдетали (фиг. 1). В большинстве случаев угол И поворота сечения составляет 10-15.35На следукнцей операции заготовка1 устанавливается центральным отверстием 2 на инструмент 3, состоящийиз отдельных секций, действующих раздельно, но синхронно в направлении щот оси отверстия к периферии(фиг, 2)Далее деформирующему инструменту3 сообщают поступательное движение.При воздействии деформирующего ин. струмента на отдельные участки кон- .тура отверстия 2 происходит поворотсечения на заданный угол ос, вокругточек расположенных по внешнему периметру заготовки (фиг,...
Способ изготовления матрицы вырубного штампа

Номер патента: 1237280
Опубликовано: 15.06.1986
Авторы: Лангин, Мордасов, Петряев, Семенов
МПК: B21D 37/20
Метки: вырубного, матрицы, штампа
...никельввиду низкой кислотности .сульфаматного электролита, с которым не корродирует материал пуансона,и легкойпассивируемости воверхностного слояникеля .на воздухе. Подготовка поверхности пуансона с нанесенным слоемхимического .никеля перед электроосаждением никеля включала обезжиривание венской известью, промывкухолодной проточной водой и промывкудистиллированной водой. Завешиваниепуансона в ванну никелнрования производили на специальном приспособлении, которое позволяло удерживать Юпуансон в строго вертикальном положении в течение всего цикла наращивания. Аноды марки НПАН завешивали.в гальваническую ванну параллельнопуансону. Величина межэлектродногорасстояния оставалась постоянной вовсех опытах и составляла 150 мм.Состав электролита...
Способ получения льда для деформации заготовок

Номер патента: 1237281
Опубликовано: 15.06.1986
Авторы: Данильченко, Радченко
МПК: B21D 41/02
Метки: деформации, заготовок, льда
...ул. Проектная, 4 Изобретение относится к обработке металлов давлением и может быть использовано при разработке инструментов и устройств, работающих на энергии льда. 5Целью изобретения является повышение степени деформации и производительностиСпособ осуществляют следующим образом. 10Воду доводят до кипения в титане, вследствие чего из нее удаляются растворенный воздух и заполняют его сосуд с эластичными стенками (например, резиновой грелки), затем сосуд 15 запирают резьбовой заглушкой со встроенным штуцером в перекрытом состоянии с вытеснением избытка воды и охлаждают до комнатной температуры.Через штуцер заполняют водой рабочий 20 объем устройства и замораживают ее, При переходе из жидкого агрегатного состояния в твердое вода в рабочем...
Устройство для удаления деталей из рабочей зоны штампа

Номер патента: 1237282
Опубликовано: 15.06.1986
Авторы: Бутковский, Иванюта, Силинский
МПК: B21D 45/00
Метки: зоны, рабочей, удаления, штампа
...Изобретение относится к обработке металлов давлением и может бытьиспользовано для удаления из рабочейэоны вырубных штампов последовательного действия поперечных отходовпри малоотходной штамповке или деталей при безотходной штамповке,На фиг. 1 изображено предлагаемоеустройство для удаления отходов (деталей) иэ рабочей зоны штампа; нафиг. 2 - вид А на фиг. 1; на фиг 34 - схемы раскроя материала при малоотходной и безотходной штамповках сприменением предлагаемого устройства.Устройство для удаления деталейиэ рабочей зоны штампа содержит захват 1, закрепленный на оси 2 в корпусе 3, пружину 4, постоянно поджимающую захват 1 к упору 5, жестко закрепленному на крышке 6, установленной неподвижно на корпусе 3 н образующей с ним криволинейный...
Способ изготовления фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля

Номер патента: 1237283
Опубликовано: 15.06.1986
МПК: B21C 1/00
Метки: вогнутыми, выпуклыми, профиля, труб, участками, фасонных, чередующимися
...введенные оправки 4. Промежуточные трубы2 с введенными оправками 4 дротягивают через очаг деформации образован Оный роликами 5.При этом ролики 5 произ.водят обжатие промежуточных труб 2.в местах впадин из профиля, прижимаяоправки 4 к периферии., в результатечего за счет поперечного натяжениямежду роликами 5 и оправками 4 формируются трубы 3 конечного профиля.Количество роликов 5, участвующих впроцессе волочения, равно количествугсторон профиля промежуточных многоугольных труб 2, т.е. количествувогнутых участков профиля готовыхтруб 4, а количество справок равноколичеству скругленных углов профиля промежуточных многоугольных трубгт.е. количеству выпуклых участков55профиля готовых труб.Снаружи на вогнутые участки готовой трубы...
Матрица для горячей газовой экструзии

Номер патента: 1237284
Опубликовано: 15.06.1986
Автор: Бербенцев
МПК: B21C 25/02
Метки: газовой, горячей, матрица, экструзии
...Рснизится прочность матрицы и можетвозникнуть ее поломка при эапрессовке заготовки,Матрица работает следующим образом. Заготовка, подготовленная для экструзии, имеет в передней части коническую (с углом конуса, несколько меньшим угла деформирующей части матрицы) часть и цилиндрическую часть с диаметром, несколько большим (на 0,05-0,)0 мм) диаметра дополнительного уплотнительного пояска матрицы, Заготовку цилиндрической частью вводят в дополнительный цилиндрический поясок матрицы с натягом, обеспечивающим газоплотность посадки (фиг2 При экструзии заготовка деформируется в суживающейся части матрицы,входит в калибрующую часть, калибруется в ней и выдавливается через нее в проволоку малых диаметров как показано на фиг. 3.Например,на...
Устройство для принудительного охлаждения сортового проката

Номер патента: 1237285
Опубликовано: 15.06.1986
Авторы: Аршавский, Вакула, Верчиков, Дорофеева
МПК: B21B 45/02, B21C 43/00
Метки: охлаждения, принудительного, проката, сортового
...и прямолинейность прокатапри снижении расхода охладителя,На фиг, 1 изображено устройстводля принудительного охлаждения сор- щ 0тового проката, в плане; на фиг.2разрез А-А на фиг. 1; на фиг. 3 -коллектор устройства для ускоренного охлаждения, поперечный разрез,на фиг, 4 - вид Б на фиг, 3; на 25фиг. 5 - развертка корпуса и затвораколлектора, вид со стороны затвора;на фиг, 6 - расположение факеловохл 4 дителя по длине проката, в начальный момент; на фиг. 7 - то же,в промежуточный момент; на фиг, 8 -то же, в конечный момент. над прокатом 10 с шагом, равным шагу укладки полос в захватах 11 механизма транспортирования. Привод 12 механизма транспортирования через редукторы 13 кинематически связан с затворамиколлекторов.Устройство работает...
Способ изготовления колец
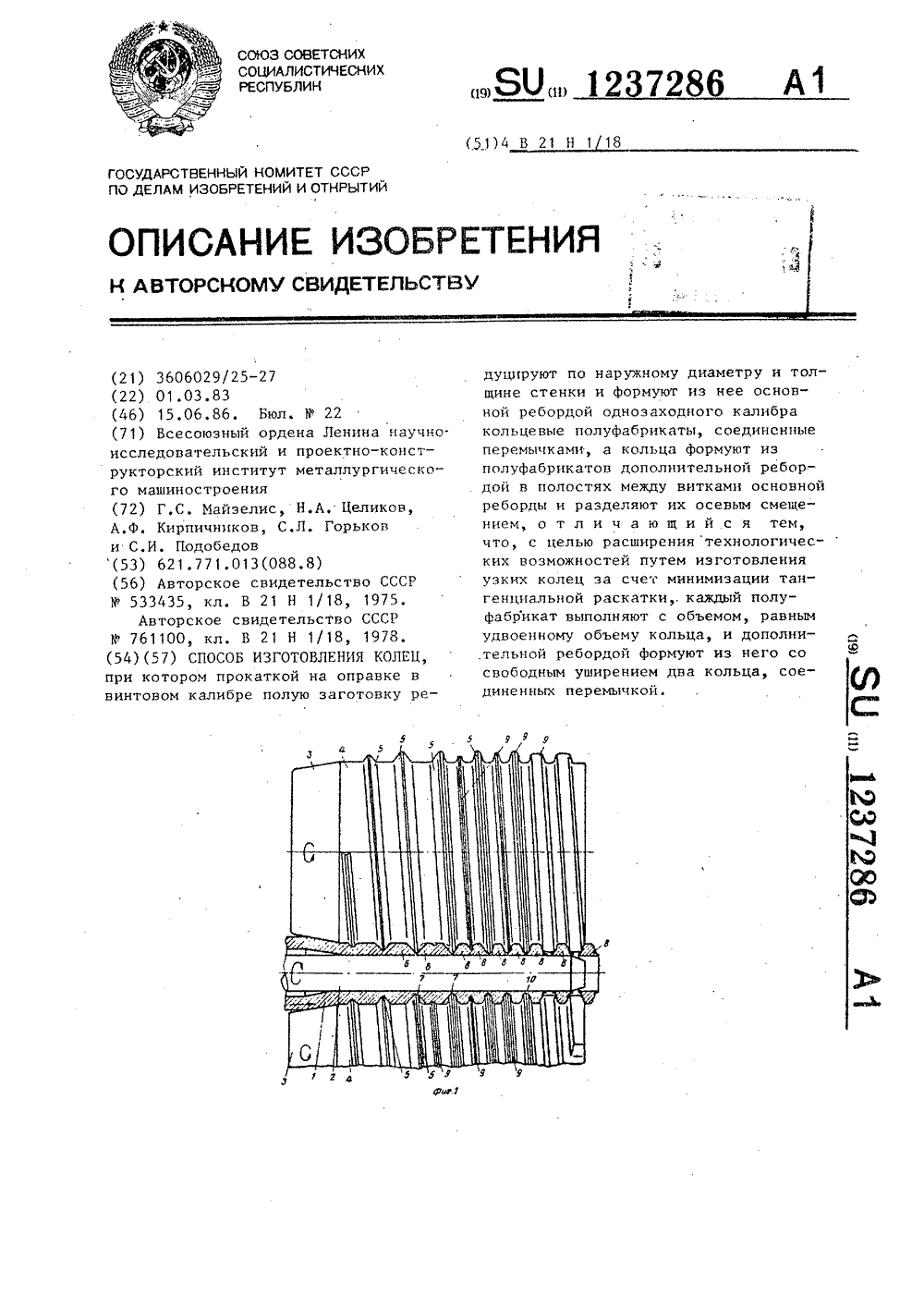
Номер патента: 1237286
Опубликовано: 15.06.1986
Авторы: Горьков, Кирпичников, Майзелис, Подобедов, Целиков
МПК: B21H 1/18
Метки: колец
...в металлургической и подшипниковой промьппленностях.Целью изобретения является расширение технологических возможностей способа. изготовления колец путем изготовления узких колец за счет минимизации тангенциальной раскаткиНа фиг. 1 изображена последовательность изготовления колец в инструменте для прокатки в винтовых калибрах; на фиг, 2 - последовательность формообразования колец из полуфабриката,Способ изготовления колец заключается в том, что полую заготовку 1 редуцируют на оправке 2 по наружному диаметру и толщине стенки заходными конусами 3 вращающихся валков 4 и в винтовом калибре, образованном витками основной реборды 5, формуют из нее кольцевые полуфабрикаты 6, соединен ные перемычками 7, при этом каждый полуфабрикат 6...
Способ изготовления двойных винтовых спиралей шнеков

Номер патента: 1237287
Опубликовано: 15.06.1986
Авторы: Верзилов, Егоров, Иванов, Любанов, Церна
МПК: B21D 11/06, B21H 3/12
Метки: винтовых, двойных, спиралей, шнеков
...Москва, Ж, Раушская наб ,д, М 5 Подписное Производственно-полиграФическое предприятие, г. Ужгород, ул. Проектная 4 Изобретение относится к обработке металлов давлением, а именно к способам изготовления двойных винтовых спиралей шнеков, и может быть использовано для изготовления шнеков транс портеров,Целью изобретения является повышение качества спиралей путем обеспечения заданной точности их формы в отношении взаимного расположения стенок.Изготовление двойных винтовых спиралей осуществляется следующим образом. Листовую заготовку изгибают вдоль 15 ее длины с обеспечением заданного взаимного положения кромок и прокатывают в двухслойную винтовую ленту заданного диаметра и шага. Наибольшему обжатию подвергают заготовку в месте ее...
Способ холодного накатывания шлицев и станок для его осуществления

Номер патента: 1237288
Опубликовано: 15.06.1986
Авторы: Бодров, Каплан, Попов, Строганов
МПК: B21H 5/00
Метки: накатывания, станок, холодного, шлицев
...бабке станка крепятся накатные планетарные фасонные 15ролики 2 и 3, приводимые во вращениеот злектродвигателей 4 и 5 через кинематические звенья 6.На задней бабке станка закрепленмеханизм 7 для зажима заготовки 8 20который приводится во вращение отэлектродвигателя 5 через кинематические звенья 9, вал 10 и блок 11шестерен. Продольное перемещение заготовки при обработке осуществляется 25от электродвигателя 12 через блок 13,шестерен и ходовой винт 1 чНа задней бабке станка закрепленоустройство торможения в виде массивного маховичного колеса 15 связанно Ого через блок шестерен 16 и 17 с валом 19. Иаховичное колесо 15 снабженосистемой 18 .подтормаживания с регулятором 19 усилия торможения пружинного типа.3Станок работает следующим...
Устройство для изотермической штамповки

Номер патента: 1237289
Опубликовано: 15.06.1986
МПК: B21J 1/06
Метки: изотермической, штамповки
...1) к полости 6 испарителя нагревается до температуры кипения.Образующийся пар с температурой кипения хладагента из полостей 6 поступает в полости 5. По мере прохождения полостей 5 пар, идущий навстречу тепловому потоку, нагревается, поглощая тепло от стенок полостей. Далее пар поступает в отверстия7 и трубопровод 8, по которым подается в конденсатор 9, где переходит50 в,жидкую фазу и подается снова через трубопровод 13, емкость 12 и трубопровод 11 в полости 6 испарителя. Тепловой поток, двигаясь от матрицы (пуансона) к испарителю, разделяется на несколько частей; Одна часть идет на испарение, другая - на нагрев пара, третья, преодолевая термосопро тивление штампового блока и теплоизопирующих прокладок, идет на нагрев пресса,...
Способ изготовления изделий

Номер патента: 1237290
Опубликовано: 15.06.1986
Авторы: Горчанин, Калачинский, Шапиро
МПК: B21J 5/00
...предварительно участок, равный по длине или больший готовой,цетали Затем окончательно формуют доразмерамм участок а и предварительно - участок 8 . После этогоокончательно формуют участок 8 , пред дарительно - участок б , а от окончательно сформованных участков а и.Ботрезают заготовку детали г . В дальнейшем на каждой операции одновременно предварительно формуют одинучасток, окончательно - другой и отрезают заготовку от окончательносформованного участка,Штамп (фиг. 2) содержит корпус 1,в котором установлены неподвижный 30нож 2 и нижний боек 3, Между корпусом 1;.и крышкой 4 находится прижим 5и толкатель 6, связанный с маркетнымустройством пресса (не показано). Кверхней плите (не показана) в державке 7 прикреплены подвижный нож 8 и пуансон...
Способ гидромеханического прессования полых изделий со ступенчатым хвостовиком

Номер патента: 1237291
Опубликовано: 15.06.1986
Авторы: Гайворонский, Яковлев
МПК: B21J 5/04
Метки: гидромеханического, полых, прессования, ступенчатым, хвостовиком
...М. Шароши Редактор И. Рыбченко Заказ 3226/10 Тираж 655 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб д. 4/5 Производственно-полиграфическое предприятие г. Ужгород, ул. Проектная, 4Изобретение относится к технологии гидромеханического прессования полых иэделий, имеющих ступенчатый хвостовик и внутренний переходный участок.Целью изобретения является повышение качества изделий путем повышения точности формы их внутреннего переходного участка за счет его подче" канки.На чертеже изображен продольный разрез устройства для осуществления способа гидромеханического прессования. Устройство содержит контейнер 1, пресс-шайбу 2 с перепускным клапаном 3, ступенчатую иглу 4 и...
Способ извлечения детали из штампа

Номер патента: 1237292
Опубликовано: 15.06.1986
МПК: B21J 5/06
Метки: детали, извлечения, штампа
...не вынимая из него, подавая поток хладагента на поверхностисоприкосновения детали и штампа, ивыталкивают при помощи механическихвыталкивателей, контактирующих с донной частью изделия. При этом до начала охлаждения к детали прикладываютвыталкивающую нагрузку, превьппающуювес детали в 2 - 20 раз, а хладагентподают с переменной по поверхностидетали интенсивностью, обеспечиваяравномерное охлаждение детали пообъему,Однако в ряде случаев значительная недоштамповка иэделия, недостаточная длительность охлаждения идр.) извлечь отштампованную детальтаким образом не удается, В этом случае до подачи хладагента в штамп помещают дополнительную заготовку 1 иосуществляют повторную штамповку,заштамповывая ее в тело недоформованной или...
Механизм переноса для многопозиционных штамповочных автоматов

Номер патента: 1237293
Опубликовано: 15.06.1986
Авторы: Власов, Немеровченко, Сулейманов, Токарев
МПК: B21J 5/08
Метки: автоматов, механизм, многопозиционных, переноса, штамповочных
...механизма в исходном положении; на фиг. 2 - то же, в конечном положении. 15 Механизм переноса содержит размещенную в направляющих станины (не показана) каретку 1, шарнирно с ней связанную тягу 2, зубчатое колесо 3, смонтированное на рычаге 4, вогнутый сектор 5, неподвикйо установленный на станине, шарнирный четырехзвенник О АБО 6, упор 7. В геометрическом центре зубчатого сектора шарнирно эа креплен рычаг 4. Шарнирный четырехэвенник б своим кривошипам 8 жестко связан с приводным валом 9 автомата, а ведомым звеном 10 - с рычагам 4. Зубчатое колесо 3 выполнено с радиу- ЗО сом начальной окружности, в три раза меньшим рычага 4. Тяга 2 шарнирно связана с зубчатым колесом 3 в зоне его начальной окружности (в точке 11),механизм переноса...
Автомат для горячей объемной штамповки

Номер патента: 1237294
Опубликовано: 15.06.1986
Автор: Гуральник
МПК: B21J 5/08
Метки: автомат, горячей, объемной, штамповки
...с отрезной полуматрицей 4, механизм 5 подачи прутка,корпус 6 узла для прижима прутка сприжимной полуматрицей 7 и регулируемыми упорами 8, механизм для отрезки заготовок с ползушкой 9 иотрезным ножом 10, механизм 11 переноса заготовки в блок памяти с зажимным пальцем 12, ролик 13 и пружину 14, вал 15 с кривошипом 16, привод механизма отрезки, включающий поворотный рычаг 17, упорный элемент18, пружины 19 и промежуточные звенья20, 21 и 22,Вал 15 является также приводнымдля узла прижима прутка и зажимногопальца механизма переноса отрезаннойзаготовки,Предлагаемый автомат работает следующим образом,Механизмом 5 подачи пруток 23 подается в автомат между отрезной 4 и прижимной 7 полуматрицами,отрезным ножом 10 и зажимным пальцем 12.В момент...
Радиально-обжимная машина

Номер патента: 1237295
Опубликовано: 15.06.1986
Метки: радиально-обжимная
...относится к кузнечнопрессовому машиностроению, а именно к конструкциям радиально-обжимных машин.Целью изобретения является расширение технологических возможностей машины путем обеспечения возможности последовательного обжатия заготовки каждой парой бойков, расположенных друг против друга.На чертеже изображена принципиальная схема радиально-обжимной машины.Машина содержит смонтированные в станине 1 диаметрально расположенные ползуны 2 с бойками 3, кривошипно - кулисные механизмы перемещения бойков 3, каждый из которых выполнен в виде эксцентрикового вала 4, шарнирно связанного с одной стороны посредством кулисного камня 5 с ползуном 2, а с другой стороны - при помощи рычага 6 с приводом машины, при этом расточки под подшипники каждого...
Радиально-ковочная машина

Номер патента: 1237296
Опубликовано: 15.06.1986
Метки: радиально-ковочная
...элементом выполненным в видепяты 19, установленным в корпусе 16с воэможностью углового смещения относительно оси ковки и связанным сцентрирующей оправкой 9 через держатель 20 и обойму 21. При этом держатель 20 смонтирован в подшипниках22 качения и, следовательно, можетвращаться вокруг собственной осивместе с оправкой 9 и обрабатываемойзаготовкой, а для восприятия ударныхосевых нагрузок, возникающих в процессе ковки, между выпуклым элементом 19 и держателем 20 установленыпакет тарельчатых пружин 23 и упорный подшипник 24,Опора центрирующей оправки такжевключает смонтированные на корпуседва съемных кольца 25 и 26, одно изкоторых 25 соединено с выпуклым элементом 19, а другое 26 соединено сопорным элементом 17 винтами 27, у ругие...