Устройство для автоматической сварки неповоротных стыков труб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСКИХСОЦИАЛ ИСТИЧЕСНРЕСПУБЛИН 9) 111). 51)5 В 23 К 9 Л ).1 1 М Ц; )- и ) к, , , ,л)1." 1.О.Па АТИЧЕС- Х СТЫарочному ьзовано в м рабоче- изобретеУДАРСТВЕННЫЙ КОМИТЕТ ЗОБРЕТЕНИЯМ И ОТКРЫТИЯМГКНТ СССР ВТОРСКОМУ СВИДЕТЕЛЬСТВ(54) УСТРОЙСТВО ДЛЯ АВТОМКОЙ СВАРКИ НЕПОВОРОТНЬКОВ ТРУБ(57) Изобретение относится к спроизводству и может быть исполсистемах управления перемещениего органа при сварке труб. Цель Изобретение относится к сварочному производству и может быть использовано в системах управления перемещением рабочегооргана при сварке труб,Цель изобретения - повышение производительности работы устройства за счет сокращения времени на установку сварочной головки в исходное положение.На фиг. 1 представлена структурная схема устройства для автоматической сваркинеповоротных стыков труб; на фиг. 2 - пример реализации датчика положения.Устройство для автоматической сваркинеповоротных стыков труб содержит сварочную головку 1, ось 2, датчик 3 положения,последовательно соединенные блок 4 программного управления, цифроаналоговый преобразователь 5, аналоговый коммутатор 6 ипривод 7 вращения сварочной головки, атакже последовательно соединенные первыйэлемент И 8, одновибратор 9 и управляемыйключ 10, второй элемент И 1, аналоговыйкоммутатор 12, первый и второй источники ния - повышение производительности работы устройства за счет сокращения времени на установку сварочной головки в исходное состояние. Система управления обеспечивает вывод сварочного органа в исходную точку сварки перед каждым операционным циклом. Вывод в исходную точку реализуется с помощью датчика положения, указывающего направление корректирующего перемещения. Сигналы от датчика положения управляют работой аналоговых коммутаторов и управляемого ключа, которые формируют на привод вращения сварочной головки трубуемый сигнал коррекции. За счет этого повышается точность и производительность работы устройства при многократном повторении программы обработки. 2 ил. 13 и 14 опорного напряжения, инвертор 5. Выход источников3 и4 опорного напряжения подключены соответственно к первому и второму входам аналогового коммутатора 12. Выход аналогового коммутатора 12 связан с вторым входом управляемого ключа, выход которого соединен с третьим входом аналогового коммутатора 6. Второй вход последнего подключен к входу блока 4 программного управления и выходу второго элемента И 11, первый вход которого связан с выходом инвертора 15, а второй вход соединен с вторым выходом блока 4 программного управления, Первый выход датчика 3 положения подключен к первому входу первого элемента И 8 и четвертому входу первого аналогового коммутатора 12, а третий выход соединен с земляной шиной обоих источников 13 и 14 опорного напряжения. Вход инвертора 5 подключен к выходу первого элеменДатчик 3 положения состоит из корпуса 16, выполненного из изоляционного ма 1611627териала, в котором на оси 17 подвешен маятник 18 и смонтированы контактные группы.19 и 20. Корпус 16 крепится к планшайбе 21 сварочной горелки на оси 22 с фиксирующим винтом, это позволяет устанавливать датчик 3 положения в нулевое положение при любом исходном положении план- шайбы 21. Корпусной вывод маятника 18 является третьим выходом датчика 3 положения, а выводы неподвижных контактов 19 и 2 образуют, соответственно первый и второй выходы датчика 3 положения, Упорный винт 23 размещен на нижней стенке корпуса 16. Блок 4 программного управления представляет собой запоминающее устройство с элементами управления. В запоминающем устройстве хранится программа обработки изделия. На первом выходе блока 4 программного управления формируется код уставки скорости вращения сварочной горелки 1 по кольцевому стыку, а на втором выходе - логические сигналы. Единичный уровень этого сигнала разрешает корректирующие перемещения сварочной головки 1,Устройство работает следующим образом.Сигналы, пропорциональные заданной скорости вращения сварочной головки 1, поступают с первого выхода блока 4 программного управления на вход, цифроаналогового преобразователя 5, Аналоговый эквивалент указанного сигнала через аналоговый коммутатор 6 воздействует на привод 7 вращения сварочной головки. Второй вход аналогового коммутатора 6 является управляющим, т.е. в зависимости от его логического уровня на выход второго аналогового коммутатора 6 проходит сигнал с его первого либо третьего входа. В данном случае сигнал с уровнем логического нуля на втором входе аналогового коммутатора 6 пропускает на его выход сигнал от цифроаналогового преобразователя 5, Привод 7 врагцения перемещает сварочную головку вдоль кольцевого стыка, и осуществляется его сварка. При запрограммированном изменении скорости вращения с блока 4 программного управления поступает новый код уставки скорости, который через блоки 5 и 6 выдается на отработку в привод 7 врагцения сварочной головки,При смене позиции сварки установка сварочной головки 1 в исходную точку А осуществляется оператором вручную. Точная установка сварочной головки в точке А затруднена, что вызвано сложностью сварочной оснастки для сварки труб, а также отсутствием каких-либо визуальных меток для установки. Смещение первоначального положения сварочной головки 1 в точки В и С вызывает появление на первом или втором выходе датчика 3 положения сигнала с нуле 5 10 15 20 25 30 35 40 15 50 55 вым уровнем. Этот сигнал с выхода первого элемента И 8 проходит через инвертор 15 и открывает второй элемент И 11, на который поступает разрешающий сигнал с второго выхода блока 4 программного управления. Если был запрограммирован режим коррекции (поиск точки А), то на втором входе второго элемента И 11 появляется сигнал с уровнем логической единицы. Это приводит к формированию сигнала высокого уровня на втором входе аналогичного коммутатора 6. Указанный сигнал переключает коммутатор 6 на прием сигнала с его третьего входа. В результате на выходе аналогового коммутатора 12 появляется аналоговый сигнал требуемой полярности для корректирующего перемещения сварочной головки 1. Этот аналоговый сигнал вырабатывается источниками 13 и 14 опорного напряжения, один из которых формирует положительное напряжение относительно их земляной шины, а другой - отрицательное, Коммутация выходов источников 13 и 14 опорного напряжения осуществляется с помощью аналогового коммутатора 12, третий и четвертый входы которого являются управляющими, т.е. в зависимости от их состояния на выход аналогового коммутатора 12 проходит сигнал с его первого либо второго входа. Цепочка из одновибратора 9 и управляемого ключа 10 выполняет функцию электронного демпфера, При выходе сварочной головки 1 в зону точки А возможны колебательные процессы в датчике 3 положения, т.е. сигналы с уровнем логического нуля могут поочередно появляться на его первом и втором выходах, Это возможно особенно при больших скоростях корректирующих перемещений, Первый отрицательный фронт сигнала с выхода первого элемента И 8 запускает одновибратор 9, и на его выходе формируется отрицательный импульс определенной длительности. Указанный импульс переводит управляемый ключ 1 О в закрытое состояние, что разрывает цепь заданного управления на привод 7 вращения сварочной головки, Движение сварочной головки 1 прекращается, Если по окончании действия отрицательного импульса с выхода одновибратора 9 на первом и втором выходах датчика 3 положения будут сигналы высокого уровня, т.е. поиск начальной точки сварки завершен, то сигналом низкого уровня на его первом входе закрывается второй элемент И 11. Второй аналоговый коммутатор 6 переключается на прием программных сигналов с выхода цифроаналогового преобразователя 5. На втором выходе блока 4 программного управления в результате отработки программы проявляется сигнал низкого уровня, что закрывает второй элемент И 11 по его второму входу. Отрицательный фронт сигнала с выхода второго элемента И 11 может использоваться в блоке 4 программного управления для подтверждения окончания цикла коррекции.Датчик 3 положения работает следующим образом.При повороте планшайбы 21 вместе с датчиком 3 положения маятник 18 под действием гравитационных сил стремится сохранить вертикальное положение и поворачива. ется на оси 17, замыкая при этом тот или иной неподвижный контакт из групп 19 и 20 в зависимости от его начальной установки, т.е. смещение сварочной головки 1 от точки А в сторону точек В или С вызывает появление сигнала на первом или втором выходе датчика 3 положения.Чувствительность датчика 3 положения может регулироваться упорным винтом 23 и изменением зазоров в контактных группах 19 и 20. Последнее может осуществляться с помощью упорных винтов, установленных на боковых стенках корпуса 16.Указанчый режим ьррекции полг. кения сварочной головки 1 может использоваться и при многопроходной сварке, В этом случае после каждого прохода контура трубы, после реверсирования привода 7 вращения сварочной головки дополнительно проверяется точка начального отсчета программы, что также повышает точность управления. Этот режим управления также легко реализуется в виде программы, хранящеися в блоке 4 программного управления.Таким образом, устройство для автоматической сварки неповоротных стыков труб обеспечивает точную начальную установку сварочной головки, улучшает точность управления при многопроходной сварке, а также повышает производительность в условиях многократного повторения программы обработки, обусловленную сокращением времени на установку сварочного органа в исходное положение. Формула изобретения Устройство для автоматической сваркинеповоротных стыков труб, содержащее сва рочную головку, привод вращения сварочнойголовки, последовательно соединенные блок программного управления и цифроаналоговый преобразователь, а также датчик положения, который жестко связан со сварочной головкой, отличающееся тем, что, с целью по- "О вышения производительности работы устройства за счет сокращения времени на установку сварочной головки в исходное состояние, в него введены первый и второй аналаговые коммутаторы, первый и второй источ ник опорного напряжения, первый и второйэлементы И, инвертор, одновибратор и управляемый ключ, первый выход датчика положения подключен к первому входу первого элемента И и третьему входу первого аналогового коммутатора, второй выход датчика 20 положения связан с вторым входом первогоэлемента И и четвертым входом первого аналогового коммутатора, третий выход датчика положения соединен с замляной шиной обоих источников опорного напряжения, 25 выходы которых соединены соответственно спервым и вторым входами первого аналогового коммутатора, выход последнего подключен к входу управляемого ключа, выход которого связан с третьим входом второго анало.гового преобразователя, выход первого эле- ЗО мента И подключен к входу одновибратора цвходу инвертора, выход последнего связан с первым входом второго элемента И, второй вход которого соединен с вторым выходом блока программного управления, выход второго элемента И подключен к входу блока З 5 программного управления н второму входувторого аналогового коммутатора, выход которого связан с входом привода вращения сварочной головки, выход одновибратора связан с управляющим входом управляемого ключа.
СмотретьЗаявка
4408336, 11.04.1988
ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
ШАНГИН АЛЕКСАНДР НИКОЛАЕВИЧ, МОРОЗЕНКО ЛЕОНИД НИЛОВИЧ, НАРИНСКИЙ ВИКТОР РАЙМОНДОВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: автоматической, неповоротных, сварки, стыков, труб
Опубликовано: 07.12.1990
Код ссылки
<a href="https://patents.su/4-1611627-ustrojjstvo-dlya-avtomaticheskojj-svarki-nepovorotnykh-stykov-trub.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для автоматической сварки неповоротных стыков труб</a>
Коммутатор аналоговых сигналов
Номер патента: 1121779
Опубликовано: 30.10.1984
Автор: Никитюк
МПК: H03K 17/60
Метки: аналоговых, коммутатор, сигналов
...- с шиной управления, а коллектчерез первый дополнительный резисторс шиной "Плюс" питания и непосредственно с базой второго дополнительного транзистора, коллектор которогосоединен с шиной "Плюс" питания, аэмиттер - с эмиттерами первого и второго транзисторов дифференциальногоусилителя и базой третьего дополнительного транзистора, коллектор которого через второй дополнительныйрезистор соединен с шиной Минус"питания, а эмиттер - с выходом коммутатора аналоговых сигналов,На чертеже показана принципиальная схема коммутатора аналоговых сигналов.79 4вый дополнительный транзистор 16, ко. торый работает в ключевом режиме, на базе транзистора 11 устанавливается потенциал, при котором через транзисторы 1 и 2 протекает ток усилительного режима. В...
Коммутатор аналоговых сигналов
Номер патента: 738160
Опубликовано: 30.05.1980
Авторы: Грабовщинер, Коломин, Кунина, Недошивин
МПК: H03K 17/00
Метки: аналоговых, коммутатор, сигналов
...закрытых каналов, входной емкости дифференциального усилителя и емкости мон"тажа. При этом следует учесть, чторазрядный ключ 13 закрыт, а входнойток диФференциального усилителя 8 очень мал. Заряд паразитной емкости " схемы приводит к повышению напряжения на одном иэ входов дифференциального усилителя 8, что в свою очередь вызывает разбаланс входных напряжений дифференциального усилителя 8 и появление на его выходе отрицательного напряжения. Зарядный транзистор 15 открывается и происходит параллельный,заряд конденсаторов 9 и10 по закону, повторяющему закон из" менения напряжения на паразитной емкости схемы. Напряжение на паразитной емкости нарастает линейно до ве" личины, равной величине входного напряжения, приложенного к входу...
Коммутатор аналоговых сигналов
Номер патента: 1069164
Опубликовано: 23.01.1984
Авторы: Басалыга, Офицеров, Сенчук
МПК: H03K 17/60
Метки: аналоговых, коммутатор, сигналов
...блока токового зеркала соединен с коллектором четвертого транзистора и с третьей шиной источника питания.При этом блок токового зеркала содержит три транзистора и резистор, эмиттер первого транзистора база которого соединена с базой и коллектором второго транзистора, соединен с эмиттером второго транзистора и с общим выводом блока токового зерка" ла, коллектор первого транзистора соединен с входом блока токового зеркала, а через резистор подключен к базе третьего транзистора, эмиттер и коллектор которого соединены соответственно с коллектором второго транзистора и с выходом блока токового зеркала.На чертеже приведена принципиальная схема предлагаемого устройства,Коммутатор аналоговых сигналов содержит первый и второй переключающие...
Коммутатор аналоговых сигналов
Номер патента: 1193793
Опубликовано: 23.11.1985
Автор: Никитюк
МПК: H03K 17/60
Метки: аналоговых, коммутатор, сигналов
...шины,На,чертеже представлена схемакоммутатора аналоговых сигналов. Коммутатор аналоговых сигналов содержит первый 1, второй 2 и третий 3 транзисторы одного типа проводимости, четвертый транзистор 4 другого типа проводимости, первый 5 и второй б управляемые источники тока, причем база первого транзистора 1 подключена к входной шине 7, а эмиттер соединен с эмиттером второго транзистора 2 и первым выходом первого управляемого источника 5 тока, вход которого подключен к управляющей шине 8, а второй выход соединен с первой шиной 9 источника питания, коллектор второго транзистора 2 подключен к базе третьего транзистора 3,. коллектор и эмиттер которого соединены соответственно с второй шиной 10 источника питания и выходной шиной 11, эмиттер...
Коммутатор аналоговых сигналов
Номер патента: 1626369
Опубликовано: 07.02.1991
Автор: Курыло
МПК: H03K 17/60
Метки: аналоговых, коммутатор, сигналов
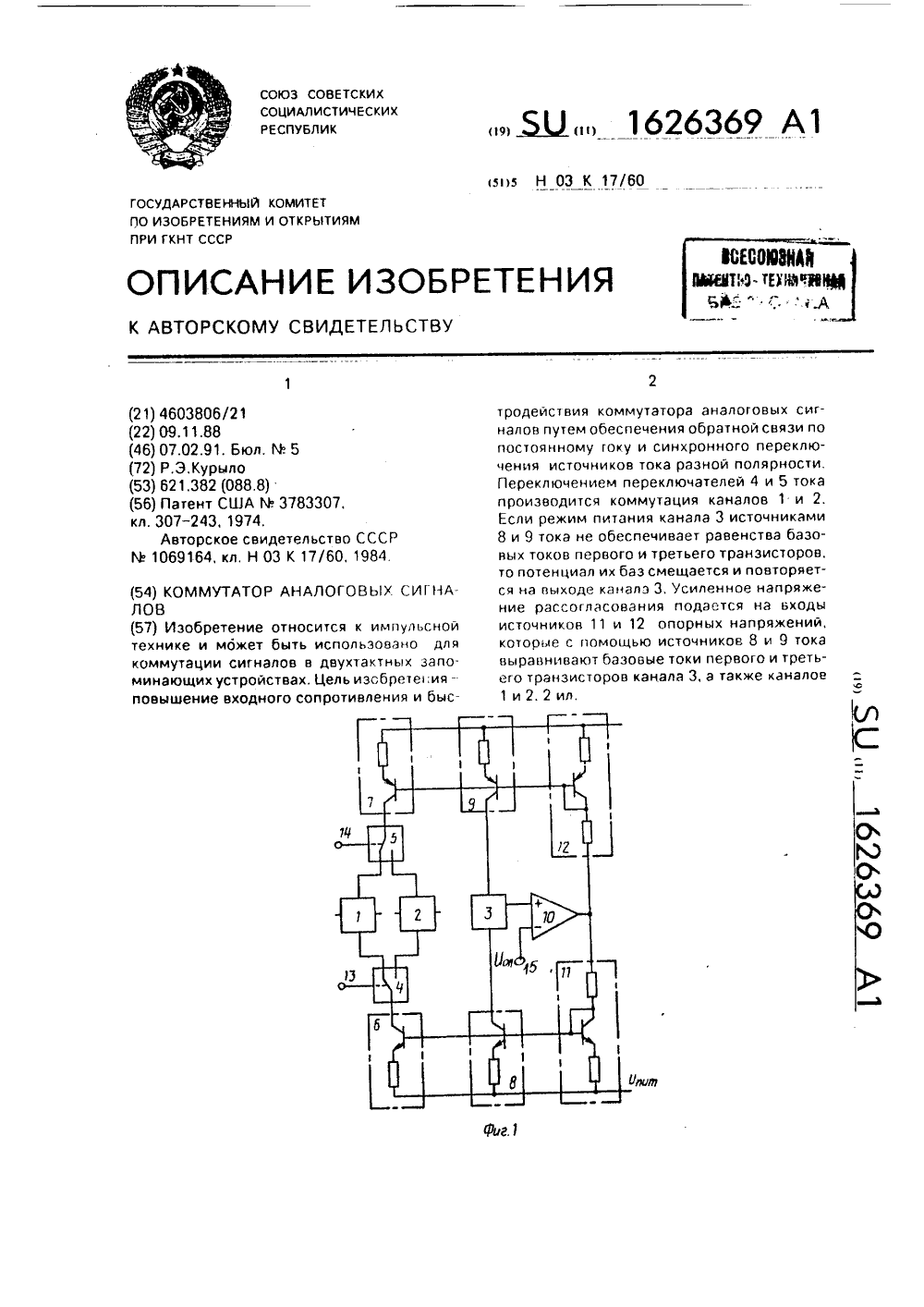
...1 показаны шлны +Ол и -Оли, питания, к которым подключены питающие выводы источников 6 - 9 тока и источников 11,12 опорных напряжений,Коммутатор работает следующим образом.По поступлении сигналов управления11 правляющие шины 131 14 переклюэтели 4 и 5 тока устанавливаются в такое г Оложенис. что токи истсних 1 б и 7 10 каПрОтвкаОт ЧЕРЕЗ Один ИЗ КацаЛОВ 1 ИЛИ 2,о; коывдя его, а Другой Обесочиваеся и закрь сые я. П.реклкн;,нием переключателей 4,5 тока Производится ком лутацияканалов 1 и 2. Пр; эгоналичие ц(,р(.ключателей 4.; оков рдз Ои ц(лярности обесцеНИВДЕ, ЗЫСОКУЮ СКОРОСТЬ КОЛМУТаЦИИ,Уменьшение в.," ык токов .ом лутагора;налоговых сиге алов ооесеиваетс я цепьюобратной связи цо по,"тоя,цо(л, току, состзящей иэ всоомпстел.ного к;1,а 3,...
Предыдущий патент: Электрододержатель
Следующий патент: Способ автоматического управления положением сварочной головки и устройство для его осуществления
Случайный патент: Нелинейный цифровой фильтр