Патенты с меткой «инструмента»
Связка для изготовления абразивного инструмента

Номер патента: 1555117
Опубликовано: 07.04.1990
Авторы: Барков, Виндерман, Емельянов, Ершов, Орап, Смоляр, Шило
МПК: B24D 3/14
Метки: абразивного, инструмента, связка
...полученной смеси в фарфоровом тигле варят стекло при 900 С в течение 45 мин, которое выливают на обезжиренную ацетоном или бензином пластину из нержавеющей стали, После остывания стекло измельчают и подвергают помолу в шаровой мельнице, после чего его просеивают через сито размерами ячеек 100 мкм. Затем навески стекла (4 г), микропорошков синтетического алмаза АСМ 14/1 О (4,8 г) и электрокорунда ЭБМ 1 О (4,4 г) смешивают в ступе в течение 30 мин либо в механическом смесителе до устранения видимой неоднородности. Полученную смесь увлажняют 2 - 3 каплями воды и тщательно перемешивают. В предварительно смазанную машинным маслом прессформу засыпают навеску, разравнивают ее, после чего прессуют брусок 11)(10)(50 мм, После распрессовки...
Способ изготовления паяного инструмента

Номер патента: 1555380
Опубликовано: 07.04.1990
Авторы: Костюк, Мельников, Панфилов, Тарасов
МПК: C21D 9/22
Метки: инструмента, паяного
...расстоянием между ними 2-5,5 мм. Вакуумную пайку подготовленной таким образом твердосплавной пластины к корпусу-державке осуществляют меднено титановой лентой толщиной 0,2 мм при 940-960 С, времени выдерж"1555380 1. Способ изготовления паяногоинструмента с режущей частью твердого сплава, включающий подготовкуповерхностей твердосплавным пластомпод пайку, вакуумную пайку твердосплавной пластинь 1 с закалкой корпусадержавки при охлаждении от температуры пайки и отпуск, о т л и -ч а ю щ и й с я тем, что, с цельюповышения эксплуатационной стойкостии снижения трудоемкости изготовленйя, подготовку поверхностей твердосплавных пластин проводят путем меднения с последующим облучением лазерными импульсами с формированиемкратеров с шагом, равным...
Способ определения степени износа породоразрушающего инструмента

Номер патента: 1555469
Опубликовано: 07.04.1990
Авторы: Жулаев, Заикина, Ишемгужин, Султанов, Ямалиев
МПК: E21B 45/00
Метки: износа, инструмента, породоразрушающего, степени
...указывает наухудшение технического состояния долота, Для того, чтобы определить техническое состояние осевой опоры забойного двигателя, необходимо приподнять бурильный инструмент над забоеми замерить спектральную плотностьколебаний давления промывочной жидкости, а затем сравнить с эталоннымспектром и принять решение,В другом случае предусматривается непосредственная реализация способа в процессе бурения скважин набуровой, Для этого к нагнетательнойлинии подключается первичный преобразователь давления, цифровой фильтрдля выделения низкочастотного полезного сигнала и анализатор спектра,позволяющий давать график нормированной спектральной плотности колебаний давления в частотной области,О техническом состоянии забойного двигателя судят...
Способ изготовления комплекта зуборезного инструмента для обработки пары конических колес с круговыми зубьями

Номер патента: 1558585
Опубликовано: 23.04.1990
Авторы: Анисимов, Антохин, Борисов, Погораздов
МПК: B23F 21/04
Метки: зуборезного, зубьями, инструмента, колес, комплекта, конических, круговыми, пары
...шестерни с разводом резцов Ч Резцы с боковыми профилирующими кромками 1 и 2 установлены в пазы корпуса головки, которые наклонены на угол уф. Боковые профилирующие кромки 1 и 2 резцов выполняют спередними углами резания 1, величины которых на резцах, обрабатывающих сопряженные Стороны зубьев колеса и шестерни, определяют иэ соотношенияВС=Ь Из Фиг,б АВ = Ьй.аЛ,так как боковые проФилирующие кромки выполняются с передними углами резания, то они отклоняются на угол ау (Фиг.4).Поэтому Поэтому Ь яДду= агс 1 ВЬ,Ц 1 У%- Л = агсйд К г.совИ,Так как выпуклая сторона зуба шестерни контактирует в зацеплении с г атсСаЬ йаЛлсов Ы йа( ф --- ".-"3еК 1 сов ЫЬрадиусом, величину которого определяют из условия получения зоны касания проФилей зубьев...
Портальный станок с автоматической сменой инструмента

Номер патента: 1558629
Опубликовано: 23.04.1990
Автор: Архаров
МПК: B23Q 3/155
Метки: автоматической, инструмента, портальный, сменой, станок
...штуцер 21 в полый плуцжер 9, и каретка 4 перемещается вверх. При замыкании конечного выключателя 16 упором 18 срабатываетгидрозолотцик (не показан), через который масло под давлением от гидросистемы подается в правую полость гидро- цилиндра 11.Шток-Фиксатор 12, упираясь в фиксаторную линейку 15, скользит по ее поверхности до совмещения с пазом Ь. Оказавшись против паза .Ь, шток-фикса" тор 12 западает в него, останавливая двцжеие каретки 4, и одновременно замыкает конечный выключатель 13, который отключает подачу масла через штуцер 21 и включает перемещение пол- зушки 6 вправо на захват инструмента, находящегося в шпинделе удлинителя 20. Захватив инструмент в шпинделе удлинителя по команде от конечного выключателя (не показан) в...
Захватное устройство для автоматической смены инструмента

Номер патента: 1558669
Опубликовано: 23.04.1990
МПК: B25J 15/00
Метки: автоматической, захватное, инструмента, смены
...захватноеустройство для автоматической сменыинструмента, общий вид; на фиг,2 - 1 Оразрез А-А на фиг,1; на фиг.3 - разрез Б-Б на фиг,1.Захватное устройство для автоматической смены инструмента содержиткорпус 1, к которому жестко крепятся две симметрично расположенныегубки выполненные в виде сопрягае-.мых между собой пластинчатых упругих элементов 2, при этом ширина каждой из. этих пластин соответствует 20ширине профиля захватного пояска 3оправки 4, Необходимое усилие захвата оправки определяется толщиной пластин и их количеством.Устройство работает следующим образом,К инструменту, находящемуся вшпинделе, по команде на смену инструмента доставляется захватное устройство, его губки, состоящие из упругих 30И 4 Тираж...
Устройство шламозащиты бурового инструмента

Номер патента: 1559093
Опубликовано: 23.04.1990
Авторы: Белянкин, Губкин, Седоченко, Хвостов
МПК: E21B 10/22
Метки: бурового, инструмента, шламозащиты
...перемещения жидкости вверх, образуя гидрозатвор.1 з.п. ф-лы, 3 ил. прижимает выпускной кольцевой клапан6 к кольцевым ребордам сгснования аккумулирующей емкости 4, закрывая выпуск"ные отверстия 5 (Фиг.2 и 3). Обтекаяконусньй влагоотделитель 7, продувочный агент отдает часть жидкости, которая стекает по внутренним стенкамкорпуса 1 в аккумулирующую емкость 4,где и накапливается. Другая частьжидкости поступает на забой скважиныдля пылеподавления,Когда прекращается подача продувочного агента в корпус 1 наращивание штанги, отключение электроэнергии), пружины 9 и 10 закрывают обратный клапан 3 и штоками 8 приподнимаютвверх кольцевой выпускной клапан 6,преодолевая статическое давление жидкости в аккумулирующей емкости 4 наклапан 6, открывают...
Стабилизатор веса бурильного инструмента

Номер патента: 1559129
Опубликовано: 23.04.1990
МПК: E21B 19/08, E21B 44/02
Метки: бурильного, веса, инструмента, стабилизатор
...в блок 3, и устанавливают стрелкуиндикатора 4 осевой нагрузки в нулевое положение. 1 роме того, задатчиком 7 значений осевой нагрузки оператор устанавливает необходимую величину нагрузки на долоте Р. В процессе бурения производится разгрузка бурильного инструмента на забой скважины, и на выходе блока 2 появляется сигнал, соответствующий величине Р . Этот сигнал сравнивается со значением величины нагрузки, установленной в задатчике 7, в компараторе 5 и, в случае выполнения условия Р , 4 Рна выходе компаратора 5 появляется сигнал, подготавливакщий к работе электронный ключ 9, и открывает его. Текущее значение Ррс и значение уставки Р д, поступают также на входы блока 6 вычитания,.где вычисляется сигнал рассогласования ЬР:дэ - э Рое...
Устройство для передачи колебаний струн клавишного музыкального инструмента

Номер патента: 1561091
Опубликовано: 30.04.1990
Авторы: Кобозев, Ходорковский
МПК: G10C 3/04
Метки: инструмента, клавишного, колебаний, музыкального, передачи, струн
...инструмента, вид 10 в сборе, на фиг. 2-4 - вид А на фйг, 1, примеры исполнения.Устройство для передачи колебаний с рун клавишного музыкального инструм нта содержит размещенный на резон нсовом щите 1 штег 2 с направляющей 3 и расположенным в его хвостовой ч сти элементом 4 для обеспечения иэл ма струн 5 и имеет расположенную в штеге 2 втулку 6. Направляющая 3 выполнена в виде регулируемого по в ртикали относительно штега 2 стержн с каналом 7 для пропускания струн 5 расположенного во втулке 6, при э ом штег 2 и элемент 4 для обеспече н я излома струн 5 выполнены за одно ц лое, Стержень 3 имеет дополнительй канал 8, расположенный симметричн его вертикальной оси симметрии.Угол р составляет 1,5-2 для улуч ш ния звучания инструмента и для,...
Клавишный механизм электромузыкального инструмента

Номер патента: 1561092
Опубликовано: 30.04.1990
МПК: G10C 3/12
Метки: инструмента, клавишный, механизм, электромузыкального
...более надежной работы узла, бесшумного, плавного и надежного скольжения. Фторопластовая вставка, выполняя Функцию бег смазочного подшипника, способствуетфмягкости работы клавиши 3.Клавишный механизм электромузыкального инструмента работает следующим образом,Пока к клавише 3 йе приложено усилиепальца исполнителя, ее заднее плечопритянуто усилием Р пружины 6 в сторону основания 1, а переднее 4 приподнято на высоту е. Поскольку штифт2 имеет сферический наконечник 12, ана клавишу 3, кроме Р, ничто недействует, то клавиша 3 поворачивается вокруг наконечника 12 (стрелка х)а пластина 8, в точках с и Й соприкасаясь с направляющей 7, отклоняется от вертикали на угол .о(, Пластина8 выполнена толщиной 4-5 мм, зазорымежду элементами 7 и 8...
Клавиатура музыкального инструмента

Номер патента: 1561093
Опубликовано: 30.04.1990
Автор: Гринько
МПК: G10C 3/12
Метки: инструмента, клавиатура, музыкального
...1 находятся во впадинах 3 соседней боковой грани другой клавиши 1 и,нао, борот, выступы 2 другой клавиши 1 находятся во впадинах 3 первой клавиши 1.Клавиатура музыкального инструмента работает следующим образом. При нажатии одной клавиши 1 выступы 2 ее боковых граней перемещаютсяво впадинах 3 боковых граней соседних клавиш 1, а впадины 3 перемещаются относительно выступов 2 соседнихбоковых граней данных клавиш 1, чтопозволяет уверенно нажимать однимпальцем две клавиши 1 одновременно,так как даже если палец не попадаетточно на границу двух клавиш 1 (адопустим, на край одной из клавиш 1),то все равно он прижмет (захватит), выступы 2 другой клавиши 1 и онабудет нажата вместе с первой клавишей 1. Такая конструкция клавиш 1позволяет...
Устройство для автоматической смены инструмента

Номер патента: 1562100
Опубликовано: 07.05.1990
Автор: Немировский
МПК: B23Q 3/155
Метки: автоматической, инструмента, смены
...секторов 19, закреплен цых ця кулачке 5. На последнем с тыльной стороны закреплен зубчатый секгор 20, кото 7 ьгй находится В зацеплении с копи. чсскихт колесом 21, жестко закрепленным на валу 7.Устройство работает с,еду(ошим образом.11 р(л 71 З 7 ительцо промежуточный носитель не (юказан) подносит очередной, новый инструмент и устацавлкцяет его в один з захватов рычага 2, а по окончания обработки шпиндель станка (не показан) полцосит отпаботацный инструмент устанавливает его в противоположный захват рычага 2, После этого включается электродвгатель 22, который с помопью червяка Не показан) и червячного колеса 16 приводит во врашеце (цестерню 4. Последняя обкатывается вдоль профильного зубчатого контура и перемешает кулачок 5...
Устройство для крепления рабочего инструмента

Номер патента: 1562125
Опубликовано: 07.05.1990
Автор: Чукалин
МПК: B25D 9/00
Метки: инструмента, крепления, рабочего
...шариков 8. Шарики 8 подпружиненыэластичным элементом 1 с наружнойстороны пазов 7, выполненных в видепрорезей с боковыми встречно направ Оленными стенками под углом к оси втулки б, размер которых выбран из условия невыпадания шариков 8 в кольцевуюпроточку 10 инструмента 2.Устройство работает следующим образом.Поворотом (вращением) кожуха 3против часовой стрелки обеспечиваетсядополнительное сжатие эластичногоэлемента 1 и необходимое подпружини Ованне шариков 8, обеспечивающее закрепление. рабочего инструмента 2 от выпадания при манипулировании молотком,При работе молотка рабочий инструмент 2 совершает возвратно-поступательное движение, необходимое регулирование положения режущей кромкирабочего инструмента 2 обеспечиваетсяего...
Способ сборки волочильного инструмента

Номер патента: 1563800
Опубликовано: 15.05.1990
Авторы: Адамчук, Конев, Кривощапов, Пудов
МПК: B21C 3/14
Метки: волочильного, инструмента, сборки
...при сборке не испытывают значительных напряжений изгиба, а лишь поворачиваются одна относительно другой на некоторый угол.В момент приложения основного усилия пуансона и дополнительного внецентренного растяжения корпуса заворачивают крышку 10. После этого поворачивают собираемый инструмент вокруг своей оси на 180 и повторяют изложенные выше операции. Тем самым дополнительно осуществляют знецентренное растяжение корпуса попеременными приложениями усилия в точках, диаметрально противоположных оси корпуса. 45 50 Пример. Предложенным способом собирали инструмент с волоками из твердого сплава ВК - 15 общей длиной 40 мм и средней площадью поперечного сечения 4 см.Твердый сплав ВК - 15 изготавливается на основе вольфрама, имеющего модуль упру...
Способ изготовления формообразующего инструмента с плакирующими покрытиями

Номер патента: 1563913
Опубликовано: 15.05.1990
Авторы: Андреев, Голубев, Кадников, Кравченко, Куприянова, Макушок, Петров, Соколов, Тиманюк, Харченко
МПК: B23K 9/04
Метки: инструмента, плакирующими, покрытиями, формообразующего
...инструмента со сплошной упрочненной поверхностью, сваренной с подложкой.После получения покрытия заданной толщины штамповка заготовки, нагретой до состояния, когда предел текучести материала основы превышает предел текучести материала покрытия, позволяет пластически формоизменять в первую очередь практически лишь слой покрытия, благодаря чему, несмотря на неравномерность деформации, обусловленной формой изделия и разно- великостью толщины нанесенного покрытия, на упроченном слое поковки и ее подложке отсутствуют трещины и разрывы.Пример. Матрицу (внешний диаметр 110 мм) для штамповки сателлита (внешний окружной модуль 7,0; число зубьев 11, тип зуба - прямой, угол профиля 2230; угол делительного конуса 3431; угол конуса впадин 2730;...
Устройство для передвижения рабочего инструмента по цилиндрической поверхности

Номер патента: 1563939
Опубликовано: 15.05.1990
Авторы: Андриишин, Костюк, Перун, Савчин, Шнурок
МПК: B23K 31/02, B23K 37/02
Метки: инструмента, передвижения, поверхности, рабочего, цилиндрической
...3 была соосной оси цилиндричес кой поверхности. Один конец троса 5 наматывают одним витком на вал 3, а затем, обхватив цилиндрическую поверхность, концы троса соединяют, При этом трос должен проходить по направляющим роликам 6, Аналогично крепят второй трос. Вращая винтами 7, производят натяжку тросов 5. При .вращении винтов 7 в одну или другую сторону вал 3 будет подниматься или .опускаться над цилиндрической поверх 55 ностью и тем самым будут натягиваться или ослабляться тросы 5 крепления тележки. Включением электростороны от него, выбирают равным шагувинтовой линии движения тележки, Опорные колеса 2 устанавливают под прямымуглом к направлению тросов 5. Включаяпривод 4, перемещают тележку с инструментом, размещенным в суппорте 8,по...
Способ изготовления абразивного инструмента

Номер патента: 1563959
Опубликовано: 15.05.1990
Авторы: Гудилов, Пономарев, Чадин, Щеголев
МПК: B24D 11/00
Метки: абразивного, инструмента
...ленты 1 последнюю протягивают через вращающиеся калибровочные барабаны 6 (привод барабанов не указан). Лента попадает во вторую электролитическую ячейку (Б), где за счет барботи рова ния во взвешенном состоянии находятся абразивные зерна 7. Во время прохождения лентой 1 под анодом 8 абразивные зерна 7 осаждаются на ней и грихватываются слоем гальванической связки на 1/5 высоты зерен. Незакрепленные зерна удаляются с поверхности ленты щеткой 9 из кислотостойко1563959 зго волокна. Для устранения разновысотности предварительно закрепленных зерен лента 1 протягивается через калибровочное устройство, состоящее из барабана 10 и подвижной калибровочной пластины 11, выполненнои из твердосплавного материала.ч5 Для предотвращения заклинивания...
Способ изготовления полировального инструмента

Номер патента: 1563960
Опубликовано: 15.05.1990
Авторы: Благоразумова, Чернобровкин
МПК: B24D 13/00
Метки: инструмента, полировального
...и дополнительные надрезы с интервалом 2 мм на глубину 5 мм.После этого ленту наматывают на оправкупо спирали с шагом 2 - 3 мм, выдерживая радиальное направление лепестков 2 и закрепляют эпоксидным клеем.После этого формируют профиль лепестков, обжимая инструмент, например, в разьемной оправке, обеспечивая ему максимальную площадь контакта с обрабатываемой поверхностью и равномерное усилие прижатия к ней.Сформировав профиль лепестков, полировальный инструмент термостатируют при 100 С в течение 4 - 6 ч до полной полимеризации эластомера, при этом происходит фиксация формы полировальных элементов, они приобретают упругость и каркасность.Таким образом, предварительное нанесение композиционного эластомера на шлифовальную шкурку, изготовление...
Способ поднастройки сборного расточного инструмента

Номер патента: 1565596
Опубликовано: 23.05.1990
Авторы: Левачев, Мелай, Самсонов
МПК: B23B 29/03
Метки: инструмента, поднастройки, расточного, сборного
...относится к металло"обработке и может быть использованопри растачивании отверстий,Целью изобретения является ком 5пенсация неравномерного износа резцов, установленных со смещениемвдоль оси оправки при переналадкебеэ съема инструмента со станка.На чертеже показана схема разворота резцов.На оправку 1 инструмента черезвКладыш 2 опираются резцы 3 и 4.На оправке 1 инструмента выполненарадиусная поверхность 5, ось которойО параллельна плоскости Б-Б, а нарезцах 3 и 4 выполнена радиуснаяповерхность 6, ось которой О такжепараллельна плоскости Б-Б, Радиусныеповерхности 5 и 6 контактируют с соот"20ветствующими радиусными поверхностями 7 и 8 вкладыша 2. Оправка 1 инструмента закреплена в суппорте 9,причем положение оправки 1 инструмента...
Способ изготовления режущего инструмента

Номер патента: 1565613
Опубликовано: 23.05.1990
Автор: Пекшев
МПК: B23C 5/08
Метки: инструмента, режущего
...раж 67 6 ПоднигттоеВНИИПИ Росуддрственного котлттт ета по нзобретеьптям и открытттятм три ГЕ 1 Т СССР113035, 11 осквд, Ж-.15, Рдушская наб., л. /5 Произвоцстпентто-ттздателтскттй комс;тндт "Патент", г,ужгорои, у,т,дгдрнна,101 Изобретение относится к обработке металлов резанием и может оыть исттотп- зовано в многолезвийном ттттттрументе.Целью изобретения является повьппеиие стойкости дисковых Фрез путем ументшения влияния величины радиального биения,На чертеже изображен проФиль режущего клина дисковой фреды. 10Способ изготовления заключается в следующем.Предварительно определяют среднее значение величины радиального биения неподточенного инструмента, назначают 15 глубину гтодточки по задней иоверхлости ту, зуба, равную среднему значению...
Способ определения режущих свойств абразивного инструмента

Номер патента: 1565650
Опубликовано: 23.05.1990
Авторы: Каракулова, Пузанов, Хватов
МПК: B24B 1/00
Метки: абразивного, инструмента, режущих, свойств
...в описанной ранее последовательности фиксируются следы взаимодействия с образцом; под микроскопом на площади контакта Н.Х 1.=10 - 15 мм измеряются размеры рисок - ширина2Ь и длина а;, оставляемых активной частью вершин зерен абразивного инструмента на образце, определяют площадь а 1 ХЬ; аХЬ" а;ХЬ;.Каждую из указанных величин измеряют на отпечатке в направлении, перпендикулярном направлению перемещения образца.По наибольшей суммарной площади рисок Ха;ХЬ;, оставленных находящимися в3контакте зернами, выбирают абразивный инструмент с наилучшими режущими свойствами.Способ возможно осуществить и для плоского полированного закаленного образца. В этом случае движения поперечной подачи 5 -- 0,002 в ,005 мм, продольной подачи Бар= - О 3 - 05 мм,...
Способ двойной заточки режущего инструмента

Номер патента: 1565653
Опубликовано: 23.05.1990
Авторы: Лопатин, Попелковский, Тилигузов
МПК: B24B 3/00
Метки: двойной, заточки, инструмента, режущего
...первой задней1=0,05 - 0,3 мм, задний уголшине зуба 2 определяют пона касательной к меньшему элправки, а задний угол а 2 вности - по углу наклона вке к большему эллипсу, нУот оси ОО круга 1.На пра ктике более часто встречается случай, когда имеется круг определенного наружного диаметра, повернутый на угол ф, и требуется определить установочный угол ренний льного ого чизатачиваемоиповерхности а при веруглу наклолипсу в месте торой поверхтой же точа расстоянии точка К наибольшего диаметра, слева от нее наблюдается противоположная картина ниже проходит точка К. Все остальные точки образующей на фронтальной проекции также проходят через точку пересечения эллипсов и находятся внутри области, ограниченной проекциями точки . и К. Если таким...
Станок для заточки режущего инструмента

Номер патента: 1565654
Опубликовано: 23.05.1990
Метки: заточки, инструмента, режущего, станок
...25, закрепленную на корпусе 1. На станине также установлен шпиндель абразивного инструмента (не показан).Ста нок работает следующим образом.Устанавливают затачиваемый инструмент, например концевую фрезу, в шпинделе 3 бабки 2 изделия. На станину станка устанавливают копир 6, профиль кото О рого соответствует углу подъема затачиваемого зуба на инструменте. После того как абразивный круг дойдет до конца затачиваемого зуба инструмента, столу 19 сообщают возвратное движение, при этом происходит следующее: щуп 5, отслеживая копир 6, переводит изменение его профиля во вращательное движение кольца 4, которое передает это вращательное движение через зубчатое зацепление 21, муфту 8, шлицевое соединение 20, шпиндель 3 режущему инструменту. 50 55...
Устройство для импрегнирования абразивного инструмента
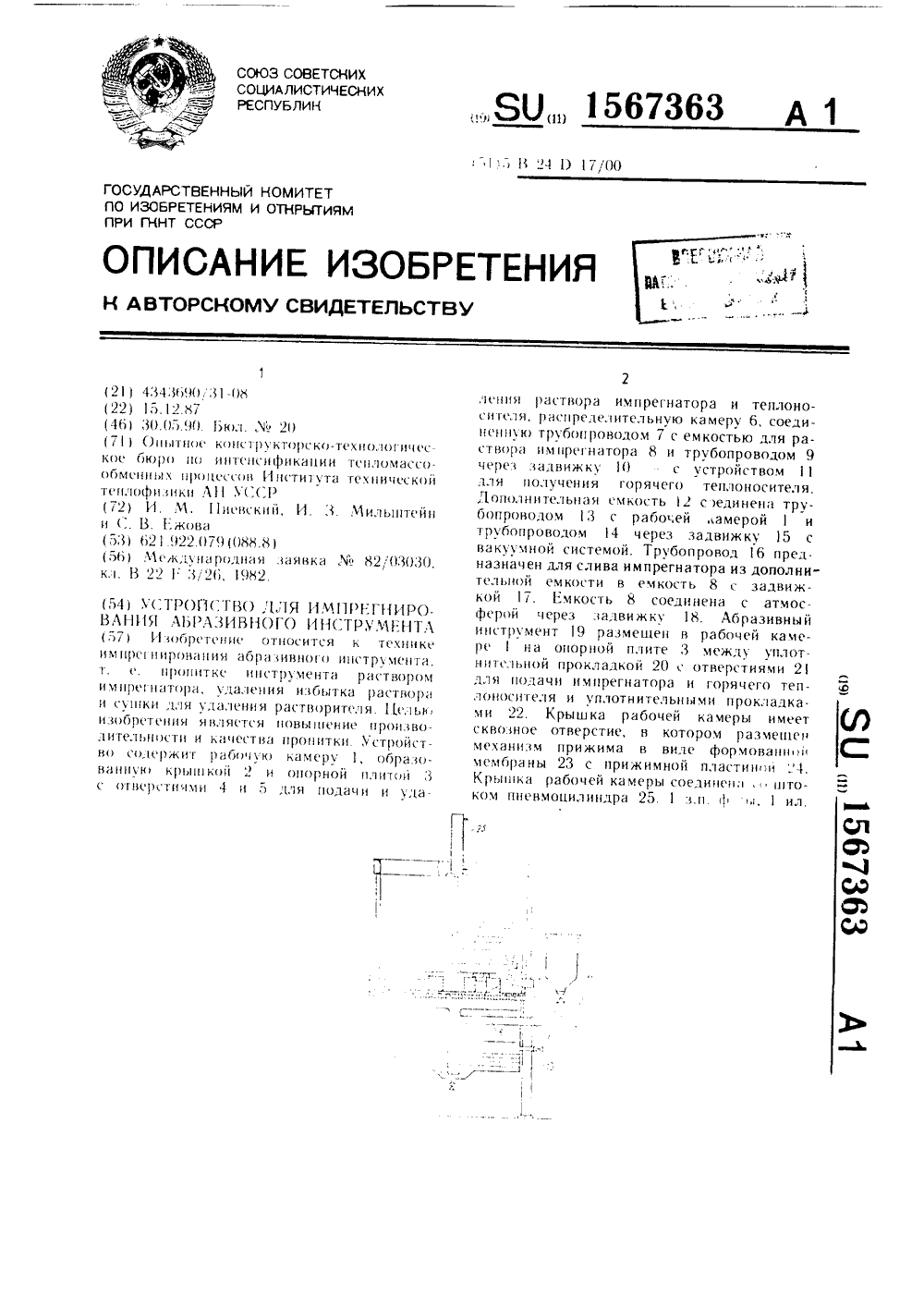
Номер патента: 1567363
Опубликовано: 30.05.1990
Авторы: Ежова, Мильштейн, Пиевский
МПК: B24D 17/00
Метки: абразивного, импрегнирования, инструмента
...к) емкс ь2, с Ос,синс ннун) гру 60 ироилом 13 с р(3601(1 кмс рой 1, и тру 60 нроволом 4 чр :л НИ+КЛ 1 ) С ВсКЛ ММНОИ СИССЛ 10 И, Грм( 1 РОВО,С, 11).,Ецс:11 сСНЬ 1 .15151.И И, И Л 1 РСс 1 Т)Рс З .30 О,1 И Г.,Ь 1 , КВ сл(кос 1 ь 8залвижк)и 1( 1.мкн 1, с(с ли цен; с е гмосферои с рс ( ;.33 и к клА 6 рсЗИ)НЫй 31 НС 1 руЛС 31 ) рдМС(ЕН Н р 1 6чей кдмс)снд)парной 31 лГ 1( 3 лсжлу ун.ннит(льный нрокл;1,3и 2)О врсгиями 2 лля нолс и Глпрс; н,о; ГОРЯЧЕ и Сц,ОНОСИСЛЯ И ЛИЛси 1(,НЫЛ; прок.ддкдми 22. Лрышк,3 р,60М( ры И Л 1 С СТ С КВО (НОС ОГВС РС ТИС, )3 К РОЛ Рс.Л)( Н С Ц Л С Л с 1 Н И 3 Л Н Р И ж И Ч Д, В Ь 1 Ц О,Е Н Н Ы И Н В Иформовдннои мем 6 рдны 23 с нр 1 жил НОй Н,;С Ив)й 24. ЛРЬцКс Р;60 Ч(й К,МС ры соелинсцд со штоком 1 нс вл 10131...
Способ определения длины участка касания ленточками концевого инструмента обрабатываемой поверхности отверстия

Номер патента: 1569081
Опубликовано: 07.06.1990
Авторы: Даниленко, Дударев, Кряжев
МПК: B23B 1/00
Метки: длины, инструмента, касания, концевого, ленточками, обрабатываемой, отверстия, поверхности, участка
...ф чтобы получить большой участок развертки крутящего момента при врезании режущей части сверла. Замер геометрических размеров сверла, образца и осциллограммы крутящего момента производится с по- ) мощью инструментального микроскопа. Длина участка касания ленточками обрабатываемой поверхности отверстия К определяется как разность между величиной участка на осциллограмме от начала врезания до начала участка установившегося процесса сверления 12 и величиной участка, характеризующего на осциллограмме156908лучасток врез ания, для чего расстояние от вершины инструмента до уголка делится на масштабный коэффициент 1, с учетом масштабного коэффициента М, т. е.К= (12 - 1) М,Масштабный коэффициентМ-1угде 1 - толщина стенки образца с торца;1 -...
Устройство для крепления режущего инструмента

Номер патента: 1569107
Опубликовано: 07.06.1990
Авторы: Кочеткова, Меньшов, Никитин, Петров
МПК: B23C 5/26
Метки: инструмента, крепления, режущего
...а. Инструмент 3 базирован на торце упругого кольца 4.При скачкообразном изменении во времени силы резания, действующей на инструмент 3, например при выходе режущего клина из зоны резания, при наличии трещин и твердых включений в материале обрабатываемой заготовки, от режущей части инструмента 3 в радиальном направлении передается некоторая избыточная 25 30 35 40 45 составляющая силы резания. При этом тангенциальная составляющая силового воздействия смещает палец 8 в некруглоЪ отверстии, образованном корпусом 1 и упругим кольцом 4. В результате смещения пальца 8 происходит растяжение упругого кольца 4 и диссипация энергии упругих деформаций за счет возникновения сил трения на площадках контакта пальца 8 с поверхностями некруглого...
Устройство смены инструмента

Номер патента: 1569167
Опубликовано: 07.06.1990
Авторы: Быховский, Егоров, Мокина, Рапопорт, Руберт, Сорин
МПК: B23Q 3/155
Метки: инструмента, смены
...головка 13 поднимается вверх в положение смены инструмента и перемещается перпендикулярно к направляющим 4 каретки 3, до вхождения инструмента в пустую державку магазина, Подпружиненные рычаги 9 захватывают инструмент за круглый фланец 11. После этого происходит расфиксация инструмента в вертикальном шпинделе. Стержень 6 с державкой 12 опускается вниз при помощи гидроцилиндра 16. После этого каретка 3 по программе передвигается по направляющим 4 и останавливается с державкой с новым инструментом под вертикальным шпинделем. Все стержни 6 имеют паз на конце, в которые могут входить выступы штоков гидро формула изобретения 40 45 50 55 10 15 20 25 30 35 цилиндров 16 и 17. Гидроцилиндр 16 установлен жестко в позиции смены...
Масса для изготовления абразивного инструмента

Номер патента: 1569210
Опубликовано: 07.06.1990
Авторы: Булгаров, Галанин, Друченко, Мельник, Приходько
МПК: B24D 3/28
Метки: абразивного, инструмента, масса
...попивинилхлоридной смолы,пластификатора и наполнителя.Пластика характеризуется следующими свойствами.Способность к размягчению. Должнабыть пластичной и не образовыватьтрещин на месте сгиба, не прилипатьк рукам, не затвердевать и легко(54) МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА(57) Изобретение относится к технологии изготовления полировального инструмента, Цель изобретения - повышение качества полирования. В качестве связки при изготовлении полировальника применена пластика, используемая для лепки и моделирования. Пластикао отверждается при нагреве до 140-400 С в течение 5-30 мин, 1 табл. метре при нагрузке 50 г должна рави ься нулю.Перемешивают двуокись циркония с пластикой до получения однородноймассы, полученную массу...
Магазин ручного инструмента для забивания крепежных элементов

Номер патента: 1569287
Опубликовано: 07.06.1990
Авторы: Бойко, Буравцов, Гайдуков, Гольдштейн, Гордеев, Коваленко, Малюкявичус
МПК: B65G 1/04
Метки: забивания, инструмента, крепежных, магазин, ручного, элементов
...длякрепежных элементов.Недостатком известного магазина является сложность конструкции, не обеспечивающая использования гвоздей с круглой шляпкой.Цель изобретения - упрощение конструкции и обеспечение забивки как скоб, таки гвоздей.Поставленная цель достигается тем, чтов магазине ручного инструмента для забивания крепежных элементов, содержащемП-образный корпус с направляющей длякрепежных элементов, боковые стенки корпуса выполнены удлиненными и загнутымивнутрь параллельными участками, торцовыесвободные концы которых служат направляющей для крепежных элементов, при этомрасстояние между этими участками меньшеразмера шляпки гвоздя,На фиг. 1 изображен магазин с крепежным элементом в виде гвоздя, поперечный разрез; на фиг. 2 - то же, в...
Способ термической обработки штампового инструмента

Номер патента: 1569343
Опубликовано: 07.06.1990
Авторы: Беликович, Бунина, Исаков, Кожевников, Суворов
Метки: инструмента, термической, штампового
...с изотермической выдержкой в течение 20-60 минв интервале температур 360-370 С. Поокончании выдержки дальнейшее охлаж(57) Изобретение относится к метгии и может быть использовано длупрочнения штампового инструментпреимущественно пресс-Форм для липод давлением, Цель изобретениявышение ударной вязкости, 1 Ртампосталь повышенной теплостойкости4 х 5 МФС подвергают улучшению скалкой от температур АС,+ (860-87и отпуском при 600 фС, после чегоповторно греют до 940-960 С, выдевают 4-5 ч и закаливают с изотермческой выдержкой при 360-370 С 260 мин, По окончании выдержки стохлаждают на воздухе и проводят опуск. 2 з,п. Ф-лы, 1 табл,еденные данные свидетельствуюдлагаемый способ по сравнениютным обеспечивает повышениевязкости более чем в 1,5...