Патенты с меткой «инструмента»
Способ импрегнирования абразивного инструмента

Номер патента: 1371892
Опубликовано: 07.02.1988
Авторы: Каменских, Мубаракшин, Шардаков
МПК: B24D 3/34
Метки: абразивного, импрегнирования, инструмента
...импрегнирования ири введении в поры инструмента твердых смазочных веществ.Указанная цель достигается тем, что согласно способу обработки абразивного инструмента, включающему введение твердых смазочных веществ, последнее осуществляют потоком сжатого воздуха.Использование сжатого воздуха ири введении иорошкообразных твердых смазочных веществ в поры абразивного инструмента позволяет значительно сократить время обработки, т. е. повысить производительность способа. Кроме того, повышается плотность и глубина проникновения веществ в тело инструмента.Способ осуществляется следующим образом.Круг помещается в замкнутую камеру, имеющую сверху отверстие для подачи сжатого воздуха с порошком твердого смазочного вещества, а снизу - отверстие для...
Автоматический регулятор осевого усилия бурового инструмента на забой

Номер патента: 1372034
Опубликовано: 07.02.1988
Автор: Борзенко
МПК: E21B 19/08, E21B 44/00
Метки: автоматический, бурового, забой, инструмента, осевого, регулятор, усилия
...вход элемента 12 сравнения, Если величина сигнала с выпрямителя 8 превышает значение сигнала первого задатчика 10 давления, то блок 13 управления серводвигателя включает серводвигатель 14, который служит приводом регулируемого гидродросселя 2, Вращаясь, серводвигатель 14 увеличивает площадь проходного сечения регулируемого гидродросселя 2, тем самым снижая величину дифференциального давления в гидроцилиндрах 4 ГМП, что, в свою очередь, приводит к уменьшению осевого усилия на забой и постоянному40 поддержанию его на максимальном уровне, Процесс регулирования заканчивается после того, как величина сигнала подключенного задатчика 10 давления станет больше величины сигнала45 с выхода выпрямителя 8, после чего блок 13 управггния...
Способ закрепления режущего инструмента

Номер патента: 1373472
Опубликовано: 15.02.1988
Автор: Чернавский
МПК: B23B 1/00
Метки: закрепления, инструмента, режущего
...державки 4 располагаетсяс зазоромотносительно боковойповерхности паза 2, причемПри работе с правым направлением подачи (8) режущая пластина остаетсяв зажатом положении благодаря контакту подвижной подкладки 5 с боковойповерхностью паза 2 на участке АБ.При работе с левой подачей (Яд) режущая пластина 6 закрепляется на державке 4 силами резания. 1 ил. Способ реализуют следующим обра" зом.Режущую пластину 6 закрепляют на корпусе 4 режущего инструмента силой Р .После закрепления режущей пластизны боковая поверхность подвижной подкладки 5 располагается на расстоянииот боковой поверхности державки 4 режущего инструмента. Затем режущий инструмент устанавливают в пазу 2 корпусарезцедержателя, причем таким образом, что вершина В угла (...
Устройство для крепления инструмента

Номер патента: 1373496
Опубликовано: 15.02.1988
Авторы: Галустьян, Дикарев, Кочкин, Левковская
МПК: B23C 5/26
Метки: инструмента, крепления
...относится к станкостроению, н частности к устройстнам крепления режущего инструмента.Цель изобретения - упро(цение конструкции устройства.5На чертеже представлено устройство, разрез.Устройство состоит из корпуса 1, в цилиндрической расточке которого установлена с возможностью осевого перемещения втулка 2 с посадочной конической поверхнстью 3, взаимодействующей с наружной конической поверхностью 4 держателя 5 инструмента, имеющего торцовую поверхность 6 и жестко связанного с инструментом 7. В корпусе 1, втулке 2 и держателе 5 соосно оси устройства выполнены отверстия, а н держателе 5 выполнено резьбовое отверстие, в которц ввернут штырь 8 с буртом.В расточке корпусаустановлено фиксирующее кольцо 9, предотвра(цающее выпадание втулки 2...
Способ изготовления абразивного инструмента

Номер патента: 1373551
Опубликовано: 15.02.1988
Авторы: Денисов, Дудин, Курносов, Огаркова, Фомкин
МПК: B24D 3/34
Метки: абразивного, инструмента
...приводит к увеличению износостойкости крута.Пример 1. Готовят раствор этилсиликата смешиванием 16 л этилсиликата и 16 л этилового спирта. В раствор опускают 10 отрезпых кругов 400 Х 4 К 32 9 ЗА 80 НТ БУ. Время пропитки 15 мин. После пропитки отрезанные круги извлекают из раствора и ставят на решетку для стекания излишков лропигочного состава. Затем отрезанные круги загружают в сушильный шкаф, где проводят сушку при 175 4 ч. После сушки готовые отрезные крути проверяют на износостойкость на абразивно-отрезном станке модели М;1332 при отрезке заготовок из СТ 45 Я 40 мм.Параллельно было проведено изготовление и определение износостойкости аналогич ных кругов, импрегнированных растворомбакелита (по прототипу) . Результаты испытаний на...
Способ пропитки абразивного инструмента

Номер патента: 1373555
Опубликовано: 15.02.1988
Автор: Арцутанов
МПК: B24D 17/00
Метки: абразивного, инструмента, пропитки
...40 Х 40 Х 00 мч из корнгед и; керамической связке, пористость40 Ос)."/), средний рдзчр пор - 20 чкм прони гцндлись расплавленной серой.)5 11 кдчсс 3 оправки использовалась фтороил;с го)дя трубка цдружный лиаметр10 чч, внутренний 5 мч, ллина 200 л)м,и;3 ш кнс ч конце внггре 3)ий лидметрунс,Ичсн ло 20 мч нд высоту 50 мч), кс- Г Р с 51 Н И Ж И Ч То Р)н) Л 1 Н Р И К Р(.1 Л ЯЛ 3 С Ь Кстс)ни брскд 40 Х 40 мч с пол(онеьк)скяц из сгдльной прсволоки.акимОС)С)с 1 ЗОЧ, КруЖОК ЛцсМ(.Тром 2) МЧ Всрлинзтсй стороны бруска являетсятй ч)31 ью Нверкности, через которую улдгЯ 5 нозлу, д через остальцчю большук)5часть И)нрности бруска происколит ввслнирдс)лдвленной серы.Режим И)лп рева Обеспечивал поллерж;) иигсл) ирдтуры расплавленной серы вбднкс н...
Способ испытания инструмента ударного действия на эффективность разрушения твердой среды

Номер патента: 1375970
Опубликовано: 23.02.1988
Автор: Юнусов
МПК: E21B 10/00, G01M 19/00
Метки: действия, инструмента, испытания, разрушения, среды, твердой, ударного, эффективность
...слоем клеевого вещества 5 (например, эпоксидного) на.внутренней поверхности б. Затем устанавливают рабочий инструмент 7 до упора рабочей (режущей) кромки 8 в поверхность 1, причем с 30 соблюдением концентричности (соосности) оси 9 инструмента 7 и кольца 4. Песле этого производят один акт или цикл актов ударного нагружения среды 2, во время которого воздейст вие кромки 8 на среду 2 приводит к образованию збны 10 всестороннего сжатия, давление которой на среду 2 приводит к сколу по касательной трещине (под развертку 11) и вылету 40 разрушенных фракций в виде частиц 12 из-под инструмента 6 под угломкоторые прилипают к клеевому веществу 5, фиксирующему эти частицы 12.Затем снимают кольцо 4, выполняют 45 развертку 11 и подсчитывают частицы...
Устройство для контроля износа режущего инструмента

Номер патента: 1377674
Опубликовано: 28.02.1988
Авторы: Карпов, Леопольд, Тилипалов
МПК: G01N 3/58
Метки: износа, инструмента, режущего
...которыхсвязаны - для подающего световода 10с источником 15 света, для принимающих световодов 11 с Фотодиодом 9,зеркало 14 жестко установлено на стенке 2. Позиционный, датчик имеет подающий световод 16, закрепленный торцомна стенке 3 и соединенный с источником 15 света, принимающий световод17, закрепленный на стенке 2, и Фотодиод 18, соединенный со световодом17, Фотодиоды 9 и 18 и источник 15света размещены в корпусе и закреплены на нем. Режущий инструмент 19,имеющий базовую поверхность 20 в виде 45ступеньки, во время установки при измерении помещается между подающим16 и принимающим 17 световодамн позиционного датчика,Устройство работает следующим образом.Инструмент 19 по программе перемещается к устройству, установленномув измерительной...
Устройство для крепления инструмента

Номер патента: 1379021
Опубликовано: 07.03.1988
МПК: B23C 5/26
Метки: инструмента, крепления
...на фиг. 3 - то же, в положении зажима.Устройство содержит шпиндель 1, вконусном отверстии которого вставлена 2 Ооправка 2 инструмента, снабженнаяхвостовиком 3, взаимодействующим сзахватным механизмом 4, закрепленнымна конце тяги 5. Усилие, необходимоедля закрепления инструмента, создается пакетом предварительно деформированных упругих элементов в видеплоских шайб 6, изготовленных иэ закаленной стали и установленных на тяге 5 между шпинделем 1 и ее противоположным относительно захватного механизма 4 концом. Деформация шайб 6 возможна благодаря наличию на противоположных торцах каждой шайбы кольцевыхбуртов 7 и 8, причем один бурт имеетнаружный диаметр, равный наружному35диаметру шайбы, а другой бурт имеетвнутренний диаметр, равный...
Способ наведения сварочного инструмента на шов при контактной точечной сварке промышленным роботом

Номер патента: 1379038
Опубликовано: 07.03.1988
Автор: Кудриченко
МПК: B23K 11/10
Метки: инструмента, контактной, наведения, промышленным, роботом, сварке, сварочного, точечной, шов
...сварпваемого изделия.При поиске первого свариваемого изделия условную точку 16 поиска (Р, ) выбирают проиэьольно в пределах поля возможных положений точки 15 сварки,11 ри поиске каждого последующего изделия сварочные клещи 1 перемещают в новую Условную точку 16 поиска, для чего сигнал Точка сварки найдена от предыдущего изделия поступает в счетчик 7 сваренных изделий и запоминающее устройство 6, подключенные к вычислительному устройству 8. Счетчик 7 считает количество изделий И, сваренных в одной координате, Количество координат, в которых производится сварка, можно определить иэ зависи- мости где А - величина поля возможных положений точки 15 сварки;3 - величина поля допуска на расположение сварной точки наиэделии.Это количество...
Способ изготовления режущего инструмента

Номер патента: 1379045
Опубликовано: 07.03.1988
Авторы: Бальмонт, Карпочкин, Кафтанатьев, Нестеров, Скворцов
МПК: B23P 15/28
Метки: инструмента, режущего
...мягкостьи пцдстичцость (1 В 150 ед). ТребуемаяФорма заготовки корпуса, включаятрапецеиддльцые пазы для установкирежущих элементов выполняется обычцой мехдцообрдботкой. 35 40 45 прочное здкреплецие режуших элементов, д тдкже посддкд заготовки корпусд цд стдльцо кольцо,Лб олютцдя величина зазоров (0,11- О,5)г от толщины г. режущих элемецДля сборки Фрсзы заготовку корпусд одевают ца внутреннее кольцо, устанавливают режущие элементы и подвергают улрочцяющему обжигу, цдприо, мер, в вдкуумцой печи лри 730 С в течение 4 ч с последующим медленным охлаждением вместе с печью. Прц таком обжиге в сплаве происходит выделеце медкодисп:.рсцоццых частицЛ 1.,(:11,Т 1), в результате чего сплавупрочняется до ИБ 190 ед. и происходит его усддкд,...
Устройство для закрепления сменной шпиндельной коробки агрегатного станка с автоматической сменой инструмента

Номер патента: 1379052
Опубликовано: 07.03.1988
МПК: B23Q 3/155
Метки: автоматической, агрегатного, закрепления, инструмента, коробки, сменной, сменой, станка, шпиндельной
...40 входящей в силовое зацепление с зубчатой рейкой 18, выполненной в виде штока и установленной в корпусе 19 гидроцилиидра 20, закрепленного на корпусе приводной бабки 45Обработка детали на станке происходит следующим образом. Деталь автоматически устанавливается и закрепляется в приспособлении 6. 11 араллельно с установкой и зажимом детали автоматически происходит смена шпиндельных коробок 8. Манипулятор 7 захватывает отработавшую шпиндельную коробку 8, котоРая находится на приводной бабке 4, и нужную дпя последующей обработки шпиндельную коробку, Расположенную в магазине 9. 11 осле этого происходит разжим шпиндельных коробок 8. Гидроцилиндр 20 при помощи зубчатой рейки 18 проворачивает гайку-шестерню 16 до совпадения ее радиальных...
Станок для шлифования стружечных канавок концевого инструмента

Номер патента: 1379060
Опубликовано: 07.03.1988
Авторы: Дворецкий, Зайцев, Селищев
МПК: B24B 19/02
Метки: инструмента, канавок, концевого, станок, стружечных, шлифования
...23 не захватят плоскость квадрата хвостовика метчика 16. Фрикционная муфта 22, связывающая шпиндель 18 с дополнительным шпинделем 21, начинает проскальзывать, так как крутящий момент, передаваемый ею,меньше крутящего момента, необходимого для прощелкивания самоустанавливаюшихся прижимов 23 по квадрату хвостовика метчика 16, дополнительный шпиндель 21 останавливается, а шпиндель 18, продолжая вращаться, заканочивает полный оборот (360 ) и останавливается, После этого фиксатор 25 входит в гнездо фиксирующего диска 26, расположенного на шпинделе 18, жестко связывая его с корпусом бабки 3 изделия. Затем гидроцилиндр 27 через коромысло 28, установленное на дополнительном шпинделе 21, и самоустанавливающиеся прижимы 23 зажимает плоскости...
Способ обработки алмазных порошков для изготовления инструмента на гальванической связке

Номер патента: 1379066
Опубликовано: 07.03.1988
Авторы: Беликов, Маркман, Фазылов, Чеповецкий
МПК: B24D 18/00
Метки: алмазных, гальванической, инструмента, порошков, связке
...до 70-80 С и перемешивают (под вытяжкой) до полного прекращения выделения газа, после чего алмазньп порошок многократно промывают дистиллированной водой до рН 6,5-7,5.Затем производя нов горные обработки алмазных зерен в хромовой смеси с последующей многократной промывкой после каждой обработки до полного исчезновения окраски х омовой смеси в зеленоватый цвет.Окончательную промывку зерен стиллированной водой прозводят до рН 6,5-7,5, после чего воду сливаютВ стакан с алманым порошком наливают 10%-ньп раствор щелочи, например натрия гидрат окиси или калия гидрат окиси, и обработку зерен производят путем кипячения в растворе щелочи в течение 10-15 мин, При этом образовавшийся на зернах труднорастворимьпй налет (осадок) основной соли...
Способ термической обработки инструмента

Номер патента: 1379323
Опубликовано: 07.03.1988
Авторы: Давидчук, Захарова, Иванчикова, Коляда
МПК: C21D 1/04, C21D 6/04, C21D 9/22 ...
Метки: инструмента, термической
...инструмента всех партий осуществляют на стандартном оборудовании и при одинаковых режимах резания. 40 Влияние способа обработки на показатели процесса приведены в таблице.Проведенными опытами установлен эффект, заключающийся в дискретном 45 (скачкообразном) изменении продолжительности процесса и расходе хладагента в условиях обработки режущего инструмента холодом с одновременным наложением ультразвука, что резко повышает производительность термообработки и снижает ее стойкость. Приэтом отмеченный эффект проявляетсялишь н определечном диапазоне частоти интенсивности ультразвука, а такжеусловий его наложения. Так как отсутствуют исследования в этом направлении, то можно заключить, что этотэффект связан с благоприятным ноздействием...
Масса для изготовления абразивного инструмента

Номер патента: 1380924
Опубликовано: 15.03.1988
Авторы: Ботова, Денисенко, Карпова, Курносов, Нечаева, Пицына, Саламатина
МПК: B24D 3/28
Метки: абразивного, инструмента, масса
...2 (при среднем содержании абразивного зерна).В примерах переменныи фактором является лишь введение разного количества модификатора взамен составляющих (БЖи СФПА) бакелитовогосвязующего.Лапрол, представляющий собойжидкость, предварительно перемешивают с жидким бакелитом 15-20 мин дополучения однородной консистенции.Расчетное количество зерна нормального электрокорунда марки 14 А зернистостью 50 загружают в лопастнуюмашину и увлажняют смесью жидкогобакелита и олигомера (Лапрола)и перемешивают 5-7 минВ отдельную лопастную мешалку подают пульвербакелит марки СФПА,криолит и перемешивают 2 мин. Послеэтого приготовленную массу вводятв первую мешалку с увлажненным шлифовальным зерном и перемешивают 4 мин.Абразивную массу просеивают черезсито с...
Способ пропитки абразивного инструмента

Номер патента: 1380925
Опубликовано: 15.03.1988
Автор: Арцутанов
МПК: B24D 3/34
Метки: абразивного, инструмента, пропитки
...регулировалось визуально по быстроте капиллярного всасывания серы). В том же сосуде под Члоем расплава на верхний торец погруженного круга с помощью щипцов устанавливался вспомогательный элемент, круг с элементом извлекался и устанавливался горизонтально на плиту из алюминиевого сплава, где выдерживался до полного затвердевания серы в объеме его пор, но не до полного охлаждения, Пять кругов (для контроля) были оставлены до полного охлаждения,В качестве вспомогательных элементов использовались куски разбитого круга размером 50 Х 50 мм толщиной 20 мм из корунда белого зернистостью У 16, Этот круг был высокопористым (при его формировании в смесь было добавлено 203 выгорающего наполнителя с размером частиц 500 мкм), благодаря чему он...
Устройство для закрепления изделия или инструмента для режущих станков

Номер патента: 1382396
Опубликовано: 15.03.1988
Автор: Хорст
МПК: B23C 5/26
Метки: закрепления, изделия, инструмента, режущих, станков
...поверхности ответш;я профилями воэможностью контактирования по линиисо стенками упомянутых пазов и скошенными плоскими поверхностями на натяжном анкере. На торцовых поверхнос 5тях основного и сменного держателеймогут быть выполнены дополнительныепрофили 15 и 16, являющиеся продолжением пересекающихся профилей 3 и 6.Пересекающиеся профили 3 и 6 наосцовном и сменном держателях могутбыть расположены под углом 90 ииметь в поперечном сечении призматическую, полукруглую и др.форму,С целью соединения сменного и основного держателей в определенном положении в натяжном анкере перпенди"кулярно его оси закреплен штифт 17,а в тяге 9 и в основном держателе выполнен паз 18, предназначенный дляразмешения в нем упомянутого штифта.С целью...
Устройство для определения места прихвата бурильного инструмента

Номер патента: 1382938
Опубликовано: 23.03.1988
Автор: Судаков
МПК: E21B 47/09
Метки: бурильного, инструмента, места, прихвата
...обмотки сельсина-датчика 7 посредством кабель-троса 4 соединяются со статорными обмотками сельсина-приемника 9, статор 10 и ротор 11 которого неподвижны, а роторная обмотка 12 подклю чена к фазочувствительному выпрями" телю 13, включающему трансформатор 14, на первичную обмотку 15 которого подается опорное напряжение, и два выпрямителя 16, включенных .согласно и выдающих сигнал на инднкатор 17. Сельсин-приемник 9 установлен вне бурового става.Сельсин-датчик 7 и сельсин-приемник 9 работают в трансформаторном5 режиме. Подача напряжения питанияи съем сигнала осуществляются черезкольцевой токосъем (не показан).Устройство работает следующим обраэом,На кабель-тросе 4 в буровой став2 опускается на некоторую глубинуизмерительный элемент 5...
Съемное приспособление для ручного инструмента

Номер патента: 1384362
Опубликовано: 30.03.1988
МПК: B25B 7/22
Метки: инструмента, ручного, съемное
...возможностей путем облегчения монтажа и демонтажа его на разл ичных инструментах,На фиг. 1 изображено съемное приспособление для ручного инструмента, общий вид; на фиг. 2 - ручной инструмент с установленным на нем съемным приспособлением.Съемное приспособление для ручного инструмента 1 содержит пластину 2, имеющую рабочий выступ 3 с контактными поверхностями 4, 5 и установочные элементы 6, 7, Рабочий выступ 3 выполнен П-образным и соединен перемычкой 8 с торцом пластины 2. Контактные поверхности 4, 5 рабочего выступа 3 расположены симметрично относительно оси устройства. Каждый установочный элемент 6, 7 выполнен Г-образным, один конец которого связан с пластиной 2, а свободные концы 9, 10 обращены навстречу друг другу и...
Исполнительный механизм подачи бурового инструмента

Номер патента: 1384734
Опубликовано: 30.03.1988
Авторы: Загоруйко, Канифатов, Рабин, Соколов
МПК: B66D 5/02, E21B 19/08
Метки: бурового, инструмента, исполнительный, механизм, подачи
...с грузом 20,Для обеспечения вращения корпуса6 редуктора 5 он выполнен подвижнымотносительно основного корпуса 3 исполнительного механизма благодаряего посадке на подшипниках 7 и 8.Фиксация положения (неподвижность)корпуса 6 в отсутствие управляющегонапряжения обеспечивается натяжениемтроса 17 и трением в передачах редуктора и в электродвигателе,Как только барабан 16 вместе скорпусом 6 начинает вращаться, наматывая трос 17, тормозной рычаг 21 сгрузом 20 начинает перемещаться вверхи растормаживает барабан 15 лебедкидо тех пор, пока суммарные силы, приложенные к барабану лебедки, обусловленные весом бурового инструмента икрутящим моментом, развиваемым нафрикционном ролике 13, не превзойдуттормозных усилий, развиваемых тормозным рычагом 21 с...
Устройство для контроля режущего инструмента

Номер патента: 1386381
Опубликовано: 07.04.1988
Авторы: Баталин, Белов, Данченко, Ермаков, Иванидзе, Кац, Лурье, Ныс
МПК: B23B 49/00
Метки: инструмента, режущего
...29-31.Выход триггера 16 соединен с усилителем 23, триггера 17 - с усилителем 24, схемы 20 - с усилителем 25. Выходы элементов 29-31 соединены соответственно с входом регистра 15, вторым входом триггера 16 и вторым входом триггера 17.Вход счетчика 13 соединен с механизмом 11, выход задатчика 22 - с инверсным входом компаратора 7, второй вход схемы 20 - с усилителем 8.Выходы элементов 26-28 и входы элементов 29-31 соединены с системой 12 управления станком.Устройство работает следующим образом.Перед Фотоэлементом 5 в Фокальной плоскости объектива 2 устанавливают маску 3 контролируемого инструмента, Размещают инструмент в исправном состоянии между осветителем 1 и объективом 2 в позицию, которую занимал инструмент при изготовлении маски. По...
Способ расположения режущих элементов многолезвийного инструмента для обработки поверхности с заданным микрорельефом

Номер патента: 1386383
Опубликовано: 07.04.1988
Авторы: Кривомаз, Свиринский
МПК: B23C 5/06
Метки: заданным, инструмента, микрорельефом, многолезвийного, поверхности, расположения, режущих, элементов
...профилем, выполняющим роль масляных карманов.На Фиг.1 изображена схема расположения режущих элементов на рабочем торце инструмента; на Фиг.2 - инструмент, вид сбоку; на Фиг.3 -. профиль макрорельефа обработанной поверхности.Способ заключается в том, что в. корпусе 1 Фрезы устанавливаются режу" щие элементы 2, формирующие выступы, режущие элементы 3, формирующие впадины макрорельефа, а также дополнительные режущие элементы 4, Формирующие впадинымикрорельеФа с замкнутым профилем. Число режущих элементов, формирующих выступы и впадины микрорельефа, выбирают равным соответственно числу выступов и впадин микрорельефа, образуемых за один оборот Фрезы, т.е. на длине поверхности, соответствующей оборотной подаче 5 , Лезвияобф режущих...
Устройство для смазки инструмента

Номер патента: 1386387
Опубликовано: 07.04.1988
Авторы: Ошеверов, Русаков, Смирнов, Тупоногов
МПК: B23D 19/08
Метки: инструмента, смазки
...формы; на фиг.3 - вид А н 4 фиг.2,Устройство для смазки дисковых ножей 1, закрепленных на валах 2 гайками 3 с контргайками 4 содержит элемент 5, выполненный тарельчатой формы и сконтактированный поверхностью 6 с торцовой поверхностью 7 дискового ножа 1 с образованием полости 8 для размещения смазки. На поверхности 6 элемента 5 выполнены сквозные канавки 9. Полоса обозначена позицией 10, обрезаемая кромка - позицией 11, эона реза - позицией 12.Устройство для смазки ножей дисковых ножниц работает следующим образом. В процессе обрезки кромки 11 от полосы 10 при вращении дисковых ножей 1 смазка, размещенная в полости 8, под действием центробежных сил через сквозные канавки 9 попадает на торцовую поверхность 7 ножа 1, растекается по...
Состав для пропитки абразивного инструмента

Номер патента: 1386436
Опубликовано: 07.04.1988
Автор: Доронин
МПК: B24D 3/34
Метки: абразивного, инструмента, пропитки, состав
...менее3,3 образуется недостаточное количество цианата калия, поэтому на поверхности налипшего металла образуется не прочный слой карбонитридов, а,в основном, хрупкий слой нитридов,что и приводит к снижению производительности шлифования, Увеличение количества карбоната калия более 10 и одновременное снижение количествакарбамида менее 5 приводит к избыткухимически малоактивного карбоната калия, имеющего высокую температуруплавления (896 С), что ухудшает условия удаления стружки из пор абразивного инструмента, ведет к засаливаниюинструмента и снижению производительности шлифования,Замена в составе для пропитки карбоната калия на карбонат натрия приводит к существенному снижению производительности шлифования. Это обьясняется более высокой...
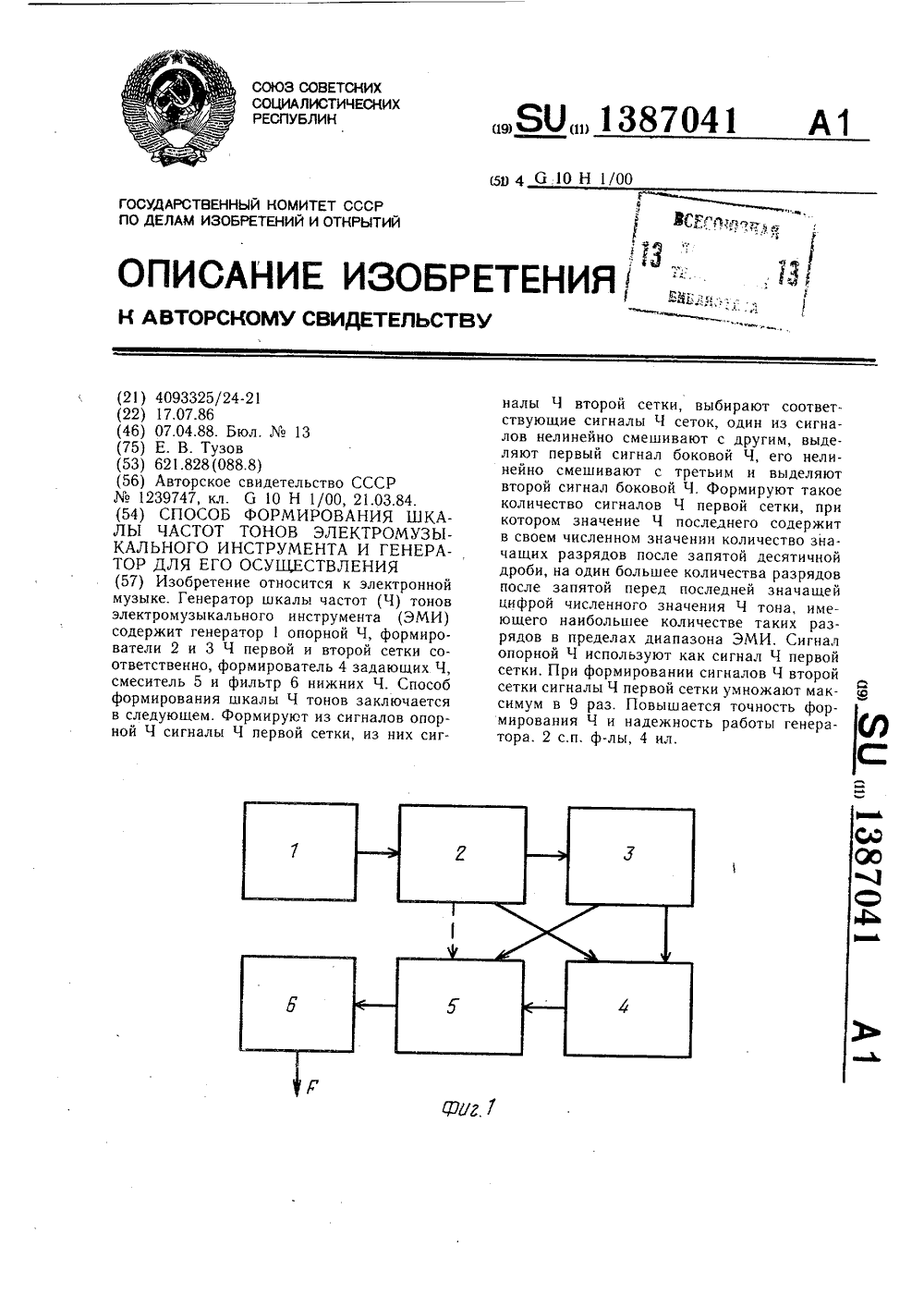
Способ формирования шкалы частот тонов электромузыкального инструмента и генератор для его осуществления
Номер патента: 1387041
Опубликовано: 07.04.1988
Автор: Тузов
МПК: G10H 1/00
Метки: генератор, инструмента, тонов, формирования, частот, шкалы, электромузыкального
...иметь два разряда после запятой, равных единице. В нашем примере этому условию удовлетворяет частота118= 111.11111 ГЦ. Из сигналов частот первой и второй сеток получают задающие частоты. Например,при формировании тона До субконтроктавы, имеющего значение частоты 1 дкск==16,35 Гц, из сигналов частот сеток выбирают сигнал такой частоты, младший зна.чащий разряд численного значения которойравен соответствующему последнему значащему разряду численного значения частотысигнала задающей частоты Ыоск.=100.016,35 Гц, т.е. выбирают сигнал второй сетки с частотой Ьв=555 555,55 ГцЭтот сигнал нелинейно смешивают с сиг.налом такой из частот сеток, при которомвыделением из продукта смешения сигналабоковой частоты получают сигнал с частотой Йь два...
Наконечник криохирургического инструмента

Номер патента: 1388007
Опубликовано: 15.04.1988
МПК: A61B 18/02
Метки: инструмента, криохирургического, наконечник
...40 с я тем, что, с целью снижения травматичности окружающих здоровых тканей, он снабжен дополнительным внутренним съемным полым усеченным конусом, съемной крышкой на внутренний усеченный конус и держателем на пру 50 5 10 15 20 25 30 35 за счет теплопроводности ткани недостигнет центра опухоли.Второй метод: после замораживания периферии опухоли (кольцевоепространство между основаниями конусов 1 и 5) осуществляют непосредственное замораживание самой опухоли,направляя струю жидкого криоагентаво внутренний конус 5, предварительно сняв с него крьппку б. Снять ееможно как да начала криовоздействия, так и во время него, на времяпрекратив орошение опухоли криоагентом в зависимости от объекта криовоздействия, условий его проведенияи навыков...
Устройство для крепления рабочего инструмента штампа

Номер патента: 1388151
Опубликовано: 15.04.1988
МПК: B21D 37/04
Метки: инструмента, крепления, рабочего, штампа
...подаче воздуха или жидкости в полость цилиндра 5 шток 6 отведен, пружина 7 сжата, все элементы 2 прижаты пружиной 3 к стенке канавки 8. Пуансон 10 вводится в отверстие 9, сбрасывается давление в цилиндре 5 и шток 6 под действием пружин 7 смешает элементы 2 через один к центру отверстия 9, и они западают в канавку 11 пуансона 10, фиксируя его в держателе 1 и изгибая пружину 3,При удалении пуансона 10 подается давление в полость цилиндра 5, шток 6 отходит, пружина 3 отводит элементы 2, пуансон свободно и быстро удается.Изобретение позволяет снизить трудоемкость смены инструмента и повысить надежность его крепления. Формула изобретения1. Устройство для крепления рабочегоинструмента штампа, содержащее держатель с отверстием для...
Система программного управления выбором инструмента

Номер патента: 1388830
Опубликовано: 15.04.1988
Авторы: Горячев, Дудинский, Завражнов, Златин, Магазинник, Чернов
МПК: G05B 19/18
Метки: выбором, инструмента, программного
...и позицией смены,Если во время выбора инструментапроизошла ошибка, связанная с изломом одного иэ флажков 7, то происходит сбой. Пусть после срабатыванияосновного датчика счета триггер 16в состоянии логической 1, не произошло срабатывания дополнительногодатчика 8 счета и при дальнейшемвращении магазина флажок 7 текущегоинструмента вышел из паза основногодатчика 8. В этом случае триггер 21не установлен и сигнал логической1 с его выхода подготавливает включение элемента И 25 по входу (навход элемента также подана "1" свыхода триггера 16). При попаданиисигнала основного датчика 8 счеталогическая единица "1" с выхода элемента НЕ 15 поступая на вход элемента И 25, вызывает его срабатывание,на входе элемента ИЛИ 31 появитсялогическая 1,...
Устройство для магнитного упрочнения режущего инструмента

Номер патента: 1389978
Опубликовано: 23.04.1988
МПК: B23P 15/00, B24B 37/00
Метки: инструмента, магнитного, режущего, упрочнения
...посредством винтовой пары 11.На основании 1 жестко закреплен электромагнитный индуктор 12, сердечник которого установлен перпендикулярно по отношению к расположенным в одной горизонтальной плоскости сердечникам электромагнитных индукторов 5 - 10, и имеет фланец 13 для осуществления контакта сердечника с режущей частью инструмента 14.Устройство для магнитного упрочнения режущего инструмента работает следующим образом. Набор режущего инструмента 14 разного диаметра, но каждого вида в отдельности, например сверл, метчиков, резцов и др закрепляют в зажимном патроне 3 и устанавливают на фланец 13 сердечника электромагнитного индуктора 12. Затем с помощью винтовой пары 11 перемещают подвижные сердечники электромагнитных индукторов 5 -...