Патенты опубликованные 07.03.1988
Способ сборки абразивного круга

Номер патента: 1379065
Опубликовано: 07.03.1988
МПК: B24D 18/00
Метки: абразивного, круга, сборки
...поверхностям. К каждому рабочему элементу при кладывают радиальные центробежное усилие, путем вращения круга. Под действием радиального усилия незафиксированные рабочие элементы (фиг,4) перемещаются до момента осуществления устойчивой фиксации по установочным поверхностям, после чего прекращают воздействие радиального усилия. Для того, чтобы после снятия радиальцого усилия обеспечить удержание рабочих элементов в зафиксированном положении, угол уклона конуса М, установочных поверхностей рабочего элемента и зажимных поверхностей планшайб выполняют таким, чтобы обеспечивалось самоторможение элемента, т.е, К90 - агсйрй, где 1 - коэффцциец трения материала рабочего элемента по материалу планшайб, Затягивают окончательно лланшайбу 3 для...
Способ обработки алмазных порошков для изготовления инструмента на гальванической связке

Номер патента: 1379066
Опубликовано: 07.03.1988
Авторы: Беликов, Маркман, Фазылов, Чеповецкий
МПК: B24D 18/00
Метки: алмазных, гальванической, инструмента, порошков, связке
...до 70-80 С и перемешивают (под вытяжкой) до полного прекращения выделения газа, после чего алмазньп порошок многократно промывают дистиллированной водой до рН 6,5-7,5.Затем производя нов горные обработки алмазных зерен в хромовой смеси с последующей многократной промывкой после каждой обработки до полного исчезновения окраски х омовой смеси в зеленоватый цвет.Окончательную промывку зерен стиллированной водой прозводят до рН 6,5-7,5, после чего воду сливаютВ стакан с алманым порошком наливают 10%-ньп раствор щелочи, например натрия гидрат окиси или калия гидрат окиси, и обработку зерен производят путем кипячения в растворе щелочи в течение 10-15 мин, При этом образовавшийся на зернах труднорастворимьпй налет (осадок) основной соли...
Смесь для изготовления литейных форм и стержней

Номер патента: 1379067
Опубликовано: 07.03.1988
Авторы: Полякова, Порхунов, Суворов
Метки: литейных, смесь, стержней, форм
...огнеупорного наполнителя ис пользуется кварцевый песок с содержанием глинистой составляющей до 67.В качестве связующего используется алюминат натрия, получаемый путем растворения гидроокиси алюминия в 15 едком натре.Пропиленкарбонат - эфир угольной кислоты, бесцветная жидкость с характерным запахом эфира. В технике применяется для синтеза пластических 20 масс и в качестве растворителя некоторых органических соединений, В смеси применяется как отвердитель.Затвердевание смеси происходит за счет взаимодействия алюмината натрия 25 и пропиленкарбоната.Смесь готовят следующим образом. В бегуны загружают расчетное количество песка марки К 016 и пропиленкарбоната, перемешивают в течение 2 мин, после чего вводят алюминат натрия и...
Смесь для изготовления литейных форм

Номер патента: 1379068
Опубликовано: 07.03.1988
Авторы: Киракосян, Саркисян, Чурсин
МПК: B22C 1/00
...получение отливок повышеннойчистоты поверхностей.Составы и свойства смесей приведены в табл. 2.Иэ смесей (по табл, 2) методомпрессования при давлении 7,5 МПа получают литейную форму, имеющую прочность на сжатие в сыром состояниив среднем 50-70 КПа и высокую текучесть от 56 до 687,Высокие значения текучести предлагаемой смеси обусловлены сфероидальной формой частиц отвального шлака, а также всмаэывающейв способностью находящихся в нем серы и сернистых соединений. Повышенная теплопроводность предлагаемой смеси 0.320,37 10 Вт/(м.К) (способствующая-4получению отливок с мелкозернистойструктурой, а следовательно, и высокими твердостью, плотностью и прочностью) обусловлена наличием в шлакевысокотеплопроводных оксидов меди ижелеза, являющихся...
Устройство для механической регенерации отработанных формовочных и стержневых смесей

Номер патента: 1379069
Опубликовано: 07.03.1988
МПК: B22C 5/00
Метки: механической, отработанных, регенерации, смесей, стержневых, формовочных
...8. На дискезакреплены стержни 9, на внутреннейповерхности камеры 4 аэрации - консольные наклонные стержни 10 и имеется выпуклое отверстие 11,Диск 7 насажен на питатель 3 прямоугольной формы и выполнен иэ двухполуколец, соединенных болтами 12,Стержни 9 закреплены на диске 7 поокружностям и со смещением друг относительно друга в радиальном направлении, а стержни 1 О на стенке камеры4 аэрации - в шахматном порядке.Устройство работает следующим образом.При подаче смеси питателем 3 навращающийся ротор 6 она под действиемцентробежной силы заполняет простран 40ство чаши, прилегающее к вертикальной стенке ротора 6, образуя тем самым конический слой смеси предохраняющий цилиндрическую стенку от абразивного износа, Последующие порции смеси...
Установка для приготовления модельного состава

Номер патента: 1379070
Опубликовано: 07.03.1988
Автор: Кривошеин
МПК: B22C 5/04
Метки: модельного, приготовления, состава
...с исполнительным механизмом регулятора положения подвижной шайбы 15 (не показан), а также штуцер 17, через который осуществляется ввод расплавленного модельного соста-. ва. В шайбах выполнены пропускные отверстия 18.Установка работает следующим образом.Исходные компоненты загружаются в блок 3, плавятся и по каналам 440 стекают вниз, попадая в вертикальные каналы 5 накопителя. При движении по каналам 4 зд счет нагрева блока 3 до 120-140 С происходит испарение воды, содержапейся в исходных компонентах, 45 Предварительно прогретые насос 7, мешалка 9 и холодильник 10 заполня ются расплавленным и уже осушенным модельным составом, температура кото рого к этому времени снижается до 50 температуры несколько вьппе точки плавления исходных...
Модельная оснастка для изготовления разовых форм
Номер патента: 1379071
Опубликовано: 07.03.1988
Авторы: Гольдин, Киян, Орлов, Скирдов, Уваров, Чикунов
МПК: B22C 7/04
Метки: модельная, оснастка, разовых, форм
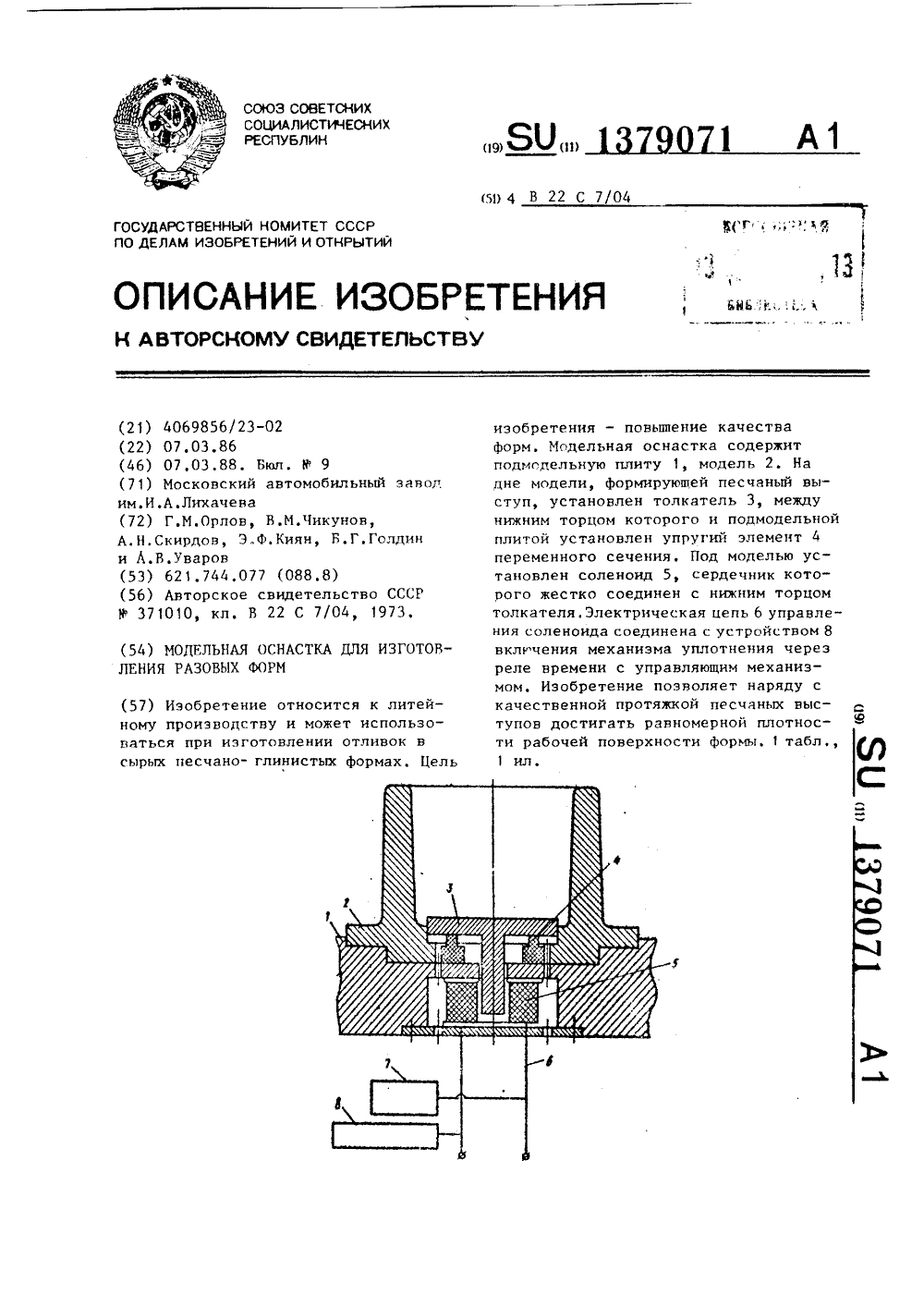
...оснастки, 1 ОМодельная оснастка состоит из подмодельной плиты 1, на которой установлена модель 2. На дне модели, формирующей песчаный выступ установлен толкатель 3, между нижним торцом которого и подмодельной плитой смонтирован упругий элемент 4 переменного сечения.В подмодельной плите под моделью установлен соленоид 5, сердечник которого жестко соединен с нижним торцом толкателя. Электрическая цепь 6 управления соленоида соединена с устройством включения механизма 8 уплотнения через реле 7 времени с упранля ющим механизмом.Процесс уплотнения разовых форм с применением модельной оснастки осуществляется следующим образом,Формовочная смесь засыпается в 3 О опоку и заполняет полости моделей. При включении электрической цепи 6...
Способ изготовления литейных форм вакуумной формовкой

Номер патента: 1379072
Опубликовано: 07.03.1988
Авторы: Горенко, Карножицкий, Московка, Пикульский, Шинский
МПК: B22C 9/03
Метки: вакуумной, литейных, форм, формовкой
...на 15-207., а следовательно, сбс счива,; снижеи: энергоемкости изготовления форм. После этого полуформу снимают с модельной оснастки, Аналогично изготавливают вторую полуформу, после чего производят сборку формы и подачу ее под заливку. При этом время изготовления полуформы сокращено, по сравнению с известным способом, на ",5 мин, что п озволяет уменьшит цикл изготовления формы на 177. и увеличить производительность с 10 до 11 форм/ч, т.е, на 107. За счет уменыпения пригара отливок сокращается на 87 трудоемкость изготовления при литье в вакуумируемую форму.П р и м е р 2. Питьевую форму изготавливают путем нанесения на модель предварительно разделительного состава 5, как в примере 1, затем наосят облицовочный слой 6 иэ песчано-глинистой...
Устройство для обработки жидкого чугуна

Номер патента: 1379073
Опубликовано: 07.03.1988
Авторы: Бельский, Карпенко, Марукович, Мельников, Соломаха, Фридман
МПК: B22C 9/08, B22D 27/20
...в приемной и выпускной секциях 7 и 8 промежуточной чаши. Перед попаданием в стояк 9, перекрытым стопором 10, модифицированный металл 30 накапливается в секции 8, соединенной с секциеи 7 каналом 11, выполненным наклонным в сторону секции 8, что позволяет организовать дополнительное перемешивание металла в секции 8, это способствует Выносу ца поверхность чугуна цеметаллических Включений, в частности продуктов реакции модифицирования, и повышает равномерность ряс 11 ределс ция присадОК В жидкОИ ме 40 таллеТаким образом, после открытия стопора 10 в стояк 9 попадает тщательно модифицироваццый и хорошо очищенный от цеметаллических Включений металл. Вероятность местонахождения неметаллической частицы определяется соотношением скоростей...
Реакционная камера для внутриформенного модифицирования высокопрочного чугуна

Номер патента: 1379074
Опубликовано: 07.03.1988
Авторы: Андреев, Бондарев, Каминский, Козлов, Леках, Михайловский, Ткаченко, Хорошко, Чайкин
МПК: B22C 9/08
Метки: внутриформенного, высокопрочного, камера, модифицирования, реакционная, чугуна
...образом, 25Попадающий в реакционную камеружидкий чугун расплавляет часть модификатора, который всплынает н верхнюю часть потока и попадает в гомогенизатор 4. При взаимодействии сего цилиндрической поверхностью расплав приобретает вращательное движение. Более плотные составляющие потока (чугун) центробежными силами отбрасываются к краям цилиндра, а расплав с меньшей плотностью, обогащен 35ный модификатором, оттесняется кцентру гомогенизатора. Это происходитпрактически до полной гомогенизациирасплава по плотности, а следовательно, и по составу. За счет высокойстепени усвоения модификатора выравнивается структура в отливках, астепень сфероидиэации графита вовсех ее частях приближается к 1007,45что приводит к повьппению механических...
Пневматическая трамбовка

Номер патента: 1379075
Опубликовано: 07.03.1988
Авторы: Андреев, Антипов, Аркадьев, Иоффе
МПК: B22C 15/04
Метки: пневматическая, трамбовка
...пружины 6 растяжения размещена компенсирующая пружина 8 сжатия, закрытая защитным кожухом ствола.Для присоединения воздуховода 9служит штуцер 10. Трамбовка снабжена эолотниковой коробкой 11, поршнем 12 и башмаком 13, причем эолотниковая коробка 11 соединена с воздуховодом 9 через амортизационнуюполость 14. Защитный кожух 4 отделен от стакана 5 резиновыми уплотнительными кольцами 15.Устройство работает следующим образом,При нажатии на ручку 2 открывается пусковой клапан и сжатый воздухчерез внутренние полости переходника 3 и стакана 5 поступает в эолотниковую коробку 11 и распределяется в стволе 7, при этом поршень12 со штоком (не показан) совершает возвратно-поступательные движения, перемещая башмак 13, движениякоторого приводят к...
Формовочная машина

Номер патента: 1379076
Опубликовано: 07.03.1988
Автор: Поплавский
МПК: B22C 15/30
Метки: формовочная
...в которые входит приводной вал 22 также со встречнойрезьбой, Вал 22 соединен с приводомчерез передаточный механизм 23 иустановлен на опорах 24. Нижняя 30 плоскость клиньев опирается на основание 25. Отклонение цилиндра привода 5 от перемещения по вертикалиисключается за счет направляющихскалок или кольцевой направляющей 35 26. Машина работает следующим образом.В исходном положении поршни 6 и 4 О 7 привода и связанный с поршнем 7рабочий стол 4 машины находятся в1379076 30 35 ФормулаФормовочная машина по авт. св. И" 1297985, о т л и ч а ю щ а я с я тем, что, с целью повышения ее надежности и долговечности эа счет устранения ударных нагрузок на устройство бесступенчатого регулирования высоты встряхивания, последнее расположено между...
Поддон для сифонной разливки стали

Номер патента: 1379077
Опубликовано: 07.03.1988
Авторы: Бахтинов, Бондаренко, Вязовик, Гребенюков, Щастный
МПК: B22D 7/06
Метки: поддон, разливки, сифонной, стали
...в частности к конструкции поддонов для сифонной разливки стали.Цель изобретения " снижение металлоемкости и повышение стойкости поддона.На фиг. 1 изображен предлагаемый поддон, вид в плане; на фиг. 2 - то же, вид спереди.Поддон содержит плиту 1, имеющую гнездо 2 и отходящие от него каналы 3 для укладки огнеупорной сифонной проводки, Боковые грани 4 плиты 1 от рабочей поверхности на высоту 0,7-0,9 толщины плиты выполнены в виде волнистой поверхности, описывающей в плане наружный контур оснований комплекта изложниц и центровой. Боковые грани в основании имеют ребро 5 жесткости толщиной 0,1-0,3 толщины плиты,Выполнение боковых граней в виде волнистой поверхности на высоту 0,7- 0,9 толщины плиты объясняется условиями равномерного прогрева...
Поддон для сквозных изложниц

Номер патента: 1379078
Опубликовано: 07.03.1988
Авторы: Бахтинов, Бондаренко, Вязовик, Гребенюков, Щастный
МПК: B22D 7/06
Метки: изложниц, поддон, сквозных
...кюмпелькения эа"зора) ного уг" лубления) Сокращениерасхода металла на 1 тпроката, кг/т 10 12 Сокращениерасходаподдонов,кг/т 4,15 4,5 0,5 Изобретение относится к металлургии и литейному производству, в частности к изложницам и поддонам для разливки стали.Цель изобретения - снижение ме" таллоемкости поддона и донной обрези с одновременным повышением качества прокатываемых заготовок.На фиг. 1 изображен поддон, общий вид; на фиг. 2 - размещение вкладыша в кюмпельном углублении; на фиг. 3 - схема расположения вкладыша на поддоне, вид сверху.Поддон содержит корпус 1, торцовые грани которого выполнены с овальными выступами 2 в центральной части, сходящими на нет в местах пере" хода граней. Вкладыш 3 в нижней части выполнен в виде сегмента с...
Способ вторичного охлаждения неравносторонних восьмигранных непрерывнолитых слитков из легированной стали

Номер патента: 1379079
Опубликовано: 07.03.1988
Авторы: Гирский, Мурасов, Подкин
МПК: B22D 11/00
Метки: восьмигранных, вторичного, легированной, непрерывнолитых, неравносторонних, охлаждения, слитков, стали
...932/15 Тираж 740 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 13035, Москва, Ж, Раушская наб д. 4/5Подписное Производственно"полиграфическое предприятие, г. Ужгород, ул. Проектная, 4,Изобретение относится к металлургии, конкретнее, к непрерывному литьюзаготовок из легированной стали,преимущественно, на многоручьевыхустановках.Цель изобретения - повышение качества слитков.Цель достигается за счет устранения местного переохлаждения узких граней слитков соседних ручьев,обращенных друг к другу которое ведет к возникновению эакалочных трещин при производстве слитков иэ легированных сталей.П р и м е р. Осуществляют литьевосьмигранных слитков сечением 270"370 мм на трехручьевой вертикальной машине непрерывного литья...
Кристаллизатор для вертикального непрерывного литья круглых слитков

Номер патента: 1379080
Опубликовано: 07.03.1988
Авторы: Баженов, Гатченко, Козий, Сергиенко
МПК: B22D 11/04, B22D 11/05
Метки: вертикального, кристаллизатор, круглых, литья, непрерывного, слитков
...кручиваются, смещаясь по винтовой поверхности А, не нарушая при этом контакта между собой и со слитком по всей длине кристаллиэатора. При этом увеличивается диаметр рабочей поверхности гильзы, Пружины 4 сжимаются, а соединительные муфты 8 растягиваются. В процессе разливки в нижней части кристаллизатора в результате линейной усадки металла диаметр слитка уменьшается, При этом под воздействием пружины и дав" 1 О 15 20 25 30 35 40 45 50 55 ления газа в герметиэированном па"эе С диаметр полых витков 3 уменьшается на ту же величину. Спиральзакручивается, Таким способом обеспечивается постоянный контакт слитка с рабочей поверхностью гильзы,Равномерность контактного давленияслитка на гильзу обеспечивается различной жесткостью пружин 4 по...
Ролик зоны вторичного охлаждения

Номер патента: 1379081
Опубликовано: 07.03.1988
Авторы: Буторов, Гельфенбейн, Нисковских, Шусторович
МПК: B22D 11/12
Метки: вторичного, зоны, охлаждения, ролик
...равной 0,51,5 толщинывыступа О .Кольца 3 насаживаются на бочку 1 25вплотную друг к другу. Между торцовыми поверхностями 6 и 7 предусматривать зазоры при сборке не требуется.При работе ролика рабочая поверхность бандажа контактирует с горячим слитком, вследствие чего кольцаразогреваются, Происходит термичес"кое расширение колец и возникаютконтактные напряжения на торцовойповерхности 6 выступов 5Так какконтактная площадь выступов составляет 0,050,2 площади поперечного сечения кольца, то напряженияв выступах в 520 раз будут превосходить напряжения в поперечном сечении колец и, следовательно, произойдет подмятие выступов на величину термического расширения колец при напряжениях в стенках колец значительно (в 520 раз) меньших, чем...
Способ получения заготовок и устройство для его осуществления

Номер патента: 1379082
Опубликовано: 07.03.1988
МПК: B22D 13/00
Метки: заготовок
...значительная величина пластической деформации металла при существенно пониженном осевом давлении пресса, что обеспечивает надежное разрушение литой структуры, получение плотных и однородных по всему обьему за отовок. достаточной точностью аппроксимирована выражениемОЗ 1 мгде Р /Р - параметр,характеризующий снижение осевогодавления при деформацииметалла осадкой с кручением;м=Чм Е - параметр, характеризующий отношение деформации от вращения к высотной деформации;Е = 1 пН,/Н,;Н - высота затвердевшей эаоГотовки мН, - высота заготовки послеосадки с кручением, мИспользуя зависимость (1) применительно к низким заготовкам и усРкловие что - = 1/5 получают выраУ Р 1жение для определения критического угла закрутки, при повышении которого...
Устройство для извлечения отливок из изложниц центробежных литейных машин

Номер патента: 1379083
Опубликовано: 07.03.1988
Авторы: Брусенко, Горюн, Тараненко, Хоменко, Шевченко
МПК: B22D 13/10
Метки: извлечения, изложниц, литейных, машин, отливок, центробежных
...захватный механизм 1 с имеющей ось головкой 2.На оси головки расположен механизм 3торможения, Захватный механизм 1укреплен на тележке 4, имеющей возможность перемещения в направляющих5 вдоль оси изложницы 6 с отливкой7 посредством привода 8 с цепной передачей 9.Устройство работает следующим образом,Отливку 7 извлекают при вращенииизложницы со скоростью порядка15 об/мин (во избежание ее коробления). При включении привода 8 приводится в движение тележка 4 черезцепную передачу 9, При этом захватный механизм 1 приближается к изложнице 6 и его головка 2 вводится вовнутренний канал отливки 7, Послезахвата отливки 7 вращающаяся вместес нею головка 2 начинает тормозиться механизмом 3 торможения и одновременно приводом 8 через цепную...
Блок для сменных пакетов пресс-форм литья под давлением

Номер патента: 1379084
Опубликовано: 07.03.1988
Автор: Кириллов
МПК: B22D 17/22
Метки: блок, давлением, литья, пакетов, пресс-форм, сменных
...и левой резьбой, размещенного в плите 1 О, и кареток 11,установленных на ходовом винте 9,закрепленного прижимами 12, Толкатели 6 устанавливают в плиту 10 и плиту 13 толкания, скрепленные междусобой, в исходное положение при закрытии блокаНаправляющими для плиты.5 толкателей блока служат выступы, выполненные под углом и входящие в пазы в стойках 14,Блок работает следующим образом.Плита 5 толкателей блока устанав" ливается в исходное положение (штрихпунктирная линия на фиг. 1), Каретки 11 стоят в центре плиты 1 О. В плиту 5 толкателей блока сверху вставляется плита толкателей пакета с собранными толкателями. Для этого в плите 5 толкателей блока выполне-ны Т-образные пазы, а на плите толкателей пакета - выступы. Поворотом11 11 11...
Устройство для контроля усилия запирания пресс-формы в машине литья под давлением

Номер патента: 1379085
Опубликовано: 07.03.1988
Авторы: Богушевский, Сорокин
МПК: B22D 17/32
Метки: давлением, запирания, литья, машине, пресс-формы, усилия
...блока 20 памяти.Выход второго блока И 15 подсоединен ко второму блоку 20 памяти че"рез третий блок И 21 и непосредствен"но к третьему блоку 22 памяти, вы"ход последнего связан через второйблок 23 задержки, второй блок НЕ 24с вторым входом блока И 21. Выходвторого блока И 2. Выход второгоблока 20 памяти соединен через первый сумматор 25, второй сумматор 26 с вторым ключом 27,который также связан с выходом тре 40тьего блока И 21, Выход первого сумматора 25 соединен с входом блока13 указания, Выход ключа 27 связанчерез третий блок 28 задержки с чет 45вертым блоком И 29 и непосредственно с входом блока 3 указания. Выход счетчика 19 соединен со схемамисброса третьего блока 22 памяти ивторым входом четвертого блока И 29.Блок 13 указания...
Устройство для получения биметаллических отливок из алюминиевых сплавов

Номер патента: 1379086
Опубликовано: 07.03.1988
МПК: B22D 19/00
Метки: алюминиевых, биметаллических, отливок, сплавов
...35 40 с ее внутренней поверхности загрязненный окисленный слой заданной толщины. Сплав из воронки 4 заполняетобразующую полость, соединяясь сосвежеочищенной поверхностью отливки, чем достигается прочность соединения и точность размеров слоев.1 з.п, ф-лы, 1 нл. рующей втулкой 17, вставленной вотверстие станины 3, Тяга 7 проходитчерез стержень 8, направляющую втул"ку 12 трубу 15, центрирующую втулку 17 и посредством шарнира 18 соединяет резец 5 с приводом 19, вер"тикального перемещения,Устройство работает следующимобразом.Заливают первый сплав в форму 1через литниковую систему 20, послеего затвердевания в заливочную во"ронку 4 заливают второй сплав. Включают привод 19, который через шарнир 18 и тягу 7 перемещает вниз ре"зец 5 с...
Устройство для выбивки вакуумных форм с опорным слоем

Номер патента: 1379087
Опубликовано: 07.03.1988
Авторы: Закрочимский, Ильин, Мирошниченко
МПК: B22C 9/03, B22D 29/00
Метки: вакуумных, выбивки, опорным, слоем, форм
...позволяющее извлечение ееконцов под весом опорного слоя изалитого металла и находящихся наодном уровне с плоскостью закрытыхстворок крышки 2. Затем с помощьюустройства 9 посредством механизма8 производится раскрытие крышки 2,при этом ловушка 5 проворачиваетсяи плоскость 6 устанавливается гори"зонтально, а плоскость 7 поднимаясь,5 10 15 20 25 30 35 закрывает окно 4. Так как вакуум в форме отсутствует, пленка не удерживает опорный слой, и последний, просыпаясь на ловушку 5 (плоскость 6- сито) очищается от различных круп" ных включений (куски стержня, спекшийся опорный слой и т,д,), При этом исключается высыпание опорного слоя через окно 4 и пыление, так как последнее закрыто плоскостью 7 ловушки 5 (по контуру окна 4 могут быть...
Устройство для охлаждения сталеразливочного ковша

Номер патента: 1379088
Опубликовано: 07.03.1988
МПК: B22D 41/00
Метки: ковша, охлаждения, сталеразливочного
...щель 5, а внутренняя секция 3 соединена воздуховодом 6 с вытяжным вентилятором (непоказан). Внутренняя секция 3 расположена эксцентрично относительнонаружной секции 2 с эксцентриситетом по продольной оси воздуховода 4,в противоположном от него направлении.На выходе из воздуховода 4 в секцию установлены направляющие лопатки 7. Крьппка 1 установлена под ковшом 8,Устройство работает следующимобразом.Приточным вентилятором охлаждающий воздух подается по воэдуховоду4 в секцию 2 крышки 1, откуда воз"душный поток через щель 5 направля"ется во внутреннюю полость ковша 8,омывает его внутренние стенки, ох"лаждая их до заданной температуры,Удаление из ковша 8, нагретого приохлаждении воздуха осуществляетсячерез внутреннюю секцию 3 и...
Поточная линия для футеровки металлургических ковшей

Номер патента: 1379089
Опубликовано: 07.03.1988
Авторы: Арист, Скорубский, Щербин
МПК: B22D 41/02
Метки: ковшей, линия, металлургических, поточная, футеровки
...Вращающееся основание 18 соединено сисрубку 20 начинает поступать в полость 21. Данное изобретение исключает необходимость в специальных механизированных стендах для врашения ковшей и позволяет производить футеровку в любом месте расположения ковшей, 1 з.п. ф-лы, 2 ил. темой передачи 30 с приводом 31.Течка 19, установленная на шарнире32 вращаюшегося основания 18, выполнена с воэможностью изменения угланаклона, для чего она соединена свинтовым упором 33. Течка 19, вра"щаюшееся основание 18, передача 30и привод 31 смонтированы на рамекорпуса 34, прикрепленного к конструкции несущей секции шаблона.Поточная линия работает следуюшим образом,Ковш 22 краном устанавливают наопорные стендыЗатем в ковш устанавливают шаблон 16,...
Устройство для разливки стали

Номер патента: 1379090
Опубликовано: 07.03.1988
Авторы: Еронько, Золотенков, Литвинов, Морозов, Пилюшенко, Платонов, Плахотный, Савченко, Шарпан, Шестопалов
МПК: B22D 41/08
...затвором 3 с помощью пальца 9, Затворы4 и 5 расположены аналогично и имеют другой общий привод 10,Каждый затвор содержит разливочный стакан 11 (фиг. 2), неподвижнуюогнеупорную плиту 12 с разливочнымканалом 13, помещенную в обойму 14,подвижную онеупорную плиту 15 с раз"ливочным каналом 6 и коллектором17. Расстояние между осями разливочных каналов 16 меньше расстояния между осями раэливочных каналов 16 на0,1-0,8 диаметра этих каналов.Укаэанное соотношение расстояниймежду осями разливочных каналов вогнеупорных плитах необходимо дляобеспечения одинаковой скорости ис"течения металла иэ обоих затворов,Если, например, один затвор открытбольше, чем другой (фиг. 3), и скорость истечения металла из первогозатвора больше, чем из второго,...
Вакуумная система для линии вакуумной формовки

Номер патента: 1379091
Опубликовано: 07.03.1988
Авторы: Григель, Московенко, Пухов
МПК: B22C 9/03, B22D 47/02
Метки: вакуумная, вакуумной, линии, формовки
...клапаны 4. На поверхности вакуум-провода-спутника2 закреплены (эавулканизированы) обратные клапаны 5, служащие для подвода вакуума к спутнику,В центре изгиба спутника (конвейера) установлен распределитель, выполненный в виде вращательной пары,состоящей иэ центральной неподвижной части 6, к которой от вакуум"ного насоса подведен трубопроводи которая является опорной стойкойдля распределителя, Поворотная распределительная часть 7 выполнена ввиде венца, на наружной поверхности.которого имеются клапанные гнез"да, расположенные с шагом, соответ"ствующим шагу клапанов 5 на вакуумпроводе.Система работает следующим образом.При движении литейного конвейе"ра 1 спутник 2 движется вместе с конвейером. К неподвижной части рас"пределителя подведен...
Устройство для непрерывного формования изделий из порошков

Номер патента: 1379092
Опубликовано: 07.03.1988
Авторы: Клименков, Красновский, Райхельсон, Степаненко
МПК: B22F 3/20
Метки: непрерывного, порошков, формования
...счет того, что наружный экструдирующий элемент 5 выполнен ввиде винтовой пружины и по наружному диаметру винтовой поверхностисопряжен с внутренней поверхностьюкорпуса 1, увеличивается площадьповерхности торможения порошка, которая препятствует его проворотувместе с экструдирующими элементами,Эффект увеличения площади внешнего трения (порошок - корпус, порошок - стержень) в совокупности смежчастичным трением позволяет исключить проворот порошка с экструдирующими элементами. При этом увеличивается производительность устройства н усилие прессования, в результате чего возрастает плотность формуемого изделия.Устройство снабжено механизмамиизменения ширины винтовой канавкиэкструдирующих элементов, которыемеханически связаны с...
Способ изготовления фрикционных изделий

Номер патента: 1379093
Опубликовано: 07.03.1988
Авторы: Беляев, Лаптев, Малюский, Семенченко
МПК: B22F 7/02
Метки: фрикционных
...формы глу" биной 1 мм ( 8 " 1). Порошковый фрикционный слой выполняется толщиной 2 мм (Ь, 2) из материала МКв про" цессе его напрессовки на поверхность стального основания, при этом обеспечивается коэффициент уплотнения материала, равный 3Э).Далее определяют глубину камеры засыпкиН, = Ь, 1 с д 2 3 6, мм.Затем определяют глубину дополнительных полостей6= 1 с В щ 3"3, мм.После этого в пресс-форме создают камеру засыпки порошкового материала за счет перемещения вниз донной части на величину Н, = 6 мм. Затем камеру увеличивают эа счет образования дополнительных полостей путем перемещения ниже дна прессформы пуансонов на величину а 3 мм, Далее, в увеличенную камеру засыпают порошковый фрикционный материал МК, сверху укладывают...
Зажимное приспособление

Номер патента: 1379094
Опубликовано: 07.03.1988
Авторы: Бансевичюс, Долгин, Кибиркштис, Рузгис
МПК: B25B 1/18
Метки: зажимное
...19, а также с учетом ее возможного отклонения от номинального положения. Настройка производитсяподачей давления через дроссель 6 в левую полость силового цилиндра 4, после чего поршень 5 со штоком 7,на котором закреплена губка 3, перемещается вправо, После подвода детали 19 к зажиму через дроссель 15 подается давление в правую полость цилиндра 4 и начинается сближение губок 2 и 3. Подвижная губка 3 продолжает перемещаться до тех пор, пока не коснется детали 19 (зона О-Р фиг. 3). Происходит мягкий зажим обрабатываемой детали 19 губками 2 и 3 (в это время торцовая поверхность стакана 8 прижата пружиной 10 к поверхности 9). Далее при подаче сжатого воздуха с давлением через дросоель 15 (зону Р, -Р фиг. 3) между поверхностью 9 и торцоной...