Патенты с меткой «изготовлении»
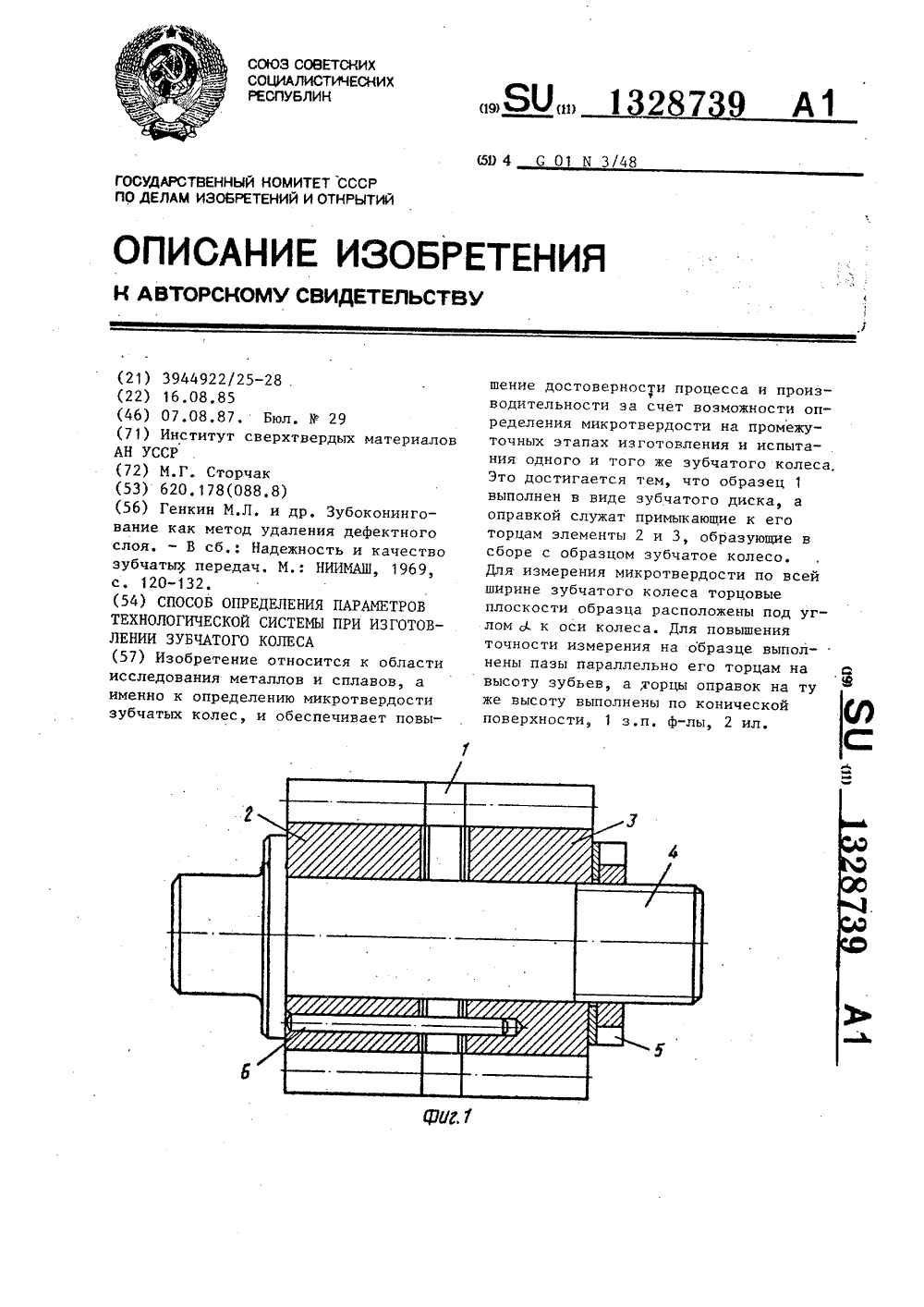
Способ определения параметров технологической системы при изготовлении зубчатого колеса
Номер патента: 1328739
Опубликовано: 07.08.1987
Автор: Сторчак
МПК: G01N 3/48
Метки: зубчатого, изготовлении, колеса, параметров, системы, технологической
...посредством штифтов б.Для измерения микротвердости поширине зубчатого венца колеса торцаобразца 1 наклонены к оси исследуе 35мого колеса под углом д., определяемымпо приведенной ниже зависимости. Торцыобразца должны плотно прилегать коправке,С этой целью в образце 1 выполнены пазы параллельно его торцам на высоту зубьев, а торцовые поверхностиоправок на ту же высоту выполнены поконической поверхности. Ширина пазадолжна быть не более 1,0-1,5 мм, аугол при вершине конической поверхности не более 30Способ осуществляют следующим образом,Изготавливают зубчатое колесо. Изнего вырезают образец в виде дискаи производят необходимую термическуюобработку образца и элементов 2 и 3оправки. Известным способом из образца готовят...
Устройство для подачи бетонной смеси в форму при изготовлении трубчатых изделий

Номер патента: 1357237
Опубликовано: 07.12.1987
Авторы: Гольдман, Гольцекер, Николаев, Платон
МПК: B28B 13/02
Метки: бетонной, изготовлении, подачи, смеси, трубчатых, форму
...коническое днище 3,На бункере 1 при помощи радиальныхкронштейнов-упоров 4 с вертикальными пазами 5 смонтированы откидные захваты 6для сцепления с верхним фланцем 7 наружной формы 8. Последняя, как и сердечник 9,установлена на поддоне 10 при помощи ловителей 11, Коническое днище 3 снабженогоризонтальными штырями 12. На наружнойформе 8 установлены возбудители 13 колебаний.Устройство работает следующим образом.Загр.жепный бетонной смесью бункер 1опускают на наружную форму 8 и сердечник 9, Гри достижении наружной формы 8кронштейнами-упорами 4 бункер останавли- .вается, а днище 3 под давлением веса бетонной смеси продолжает опускаться, покане зафиксируется на сердечнике 9, образуяпри этом зазор в нижней части...
Сырьевая смесь, используемая при изготовлении гипсокартонных листов
Номер патента: 1370113
Опубликовано: 30.01.1988
Авторы: Бурлыка, Гончаров, Коваль, Ларионов, Нациевский, Овчинников, Фридман
МПК: C04B 28/14
Метки: гипсокартонных, изготовлении, используемая, листов, смесь, сырьевая
...распушкой на элементарные нити толщиной 0,8-1,8 мкм; алкилполибензилпиридинийхлорид с мол, массой 20 300300 (товарное название "КАТАПИН-Вн); дисперсию поливинилацетатную марки П в виде промывных вод технологических линий и оборудования по производству поливинилацетатной дис персии с содержанием полимера 10- 20 мас 17 и пластификатора (дибутилфталата) 0,2-0,5 мас.У. Динамическая вязкость дисперсии 0,02-0,10 Па с.Изготовление гипсокартонных лис тов включает предварительное смешивание сухих компонентов (гипсового вяжущего, гипсовой муки, хлористого натрия и стекловолокна), приготовление водного раствора жидких добавок (сульфитно-спиртовой барды, отходов производства поливинилацетат" ной дисперсии и алкилполибенэилпиридинийхлорида)...
Устройство для контроля качества композиционных материалов при их изготовлении

Номер патента: 1385057
Опубликовано: 30.03.1988
Автор: Сергеев
МПК: G01N 29/00
Метки: изготовлении, качества, композиционных
...натяжению;нП " напряжение на выходе блов- ка 10, пропорциональноенижнему значению той жепроизводной.На выходах блоков 9 и 10 формируются значения приращений соответствующих производных.Формирование напряжения, пропорционального производной компонентно. го состава по молек лярному весу, осуществляется на выходе блока 11 всоответствии с выражением Ь = -(И -И+И -Ю )н 11 т 4 "ф 9 ф(4) Нв+Н Н 9)й 130На выходе блока 19 формируетсянапряжение, пропорциональное приращению производной, Аналогично в блоке 20 производится определение приращения производной натяжения повязкости по формулам Ъ = -(В +Б -М -М )и 11 2 4 б 1 Ь = -(В+И Нв Нэ)К Маь, = ь, - ь". 40(5) Напряжения с выходов блоков 19 45 и 20, пропорциональные соответственно приращениям...
Смазка для форм при изготовлении бетонных и железобетонных изделий

Номер патента: 1391902
Опубликовано: 30.04.1988
Авторы: Банковский, Плавник, Пшетаковская
МПК: B28B 7/38
Метки: бетонных, железобетонных, изготовлении, смазка, форм
...смазки загружают индустрильное масло типа ИП - 1 (содержащее лопковое масло 10 - 12 мас.%, саломас 2 -мас,%, цилиндровое масло - остальное), воду, оксиды железа и кальцинироанную соду, Смесь перемешивают в течеие 10 - 30 мин при 40 - 50 С для получения днородной эмульсии.Вторичную замасленную окалину, представляющую собой смесь частиц окалины 1 рокатного производства (РеО - 35%, геОз - 65%) размером 5 - 50 мкм, воды й индустрйального масла, извлекаемую Их вторичных отстойников, загружают в мешалку и добавляют 1,5 кг кальцинированной соды. Предлагаемая смазка хорошо удерживается на вертикальных стенках.Предлагаемая смазка позволяет снизить адгезию бетона к формам и обладает большой подвижностью. Использование отходов производства -...
Способ контроля толщины слоев при изготовлении интерференционных покрытий

Номер патента: 1392530
Опубликовано: 30.04.1988
Автор: Глебов
МПК: G02B 5/28
Метки: изготовлении, интерференционных, покрытий, слоев, толщины
...р и м е р, Предлагаемый способ50 реализован при изготовлении многослойных интерференционных фазоизотропных зеркал на длину волны 632,8 нмодля угла падения света 45 . 3 еркала6 имели конструкцию вида П (ВН) В, где П - подложка из кварцевого стекла;55 ВН - четвертьволновые чередующиеся слои из материалов двуокиси циркония ЕгО с ВПП и двуокиси кремния Б.О с НПП, имеющие показатели преломления и= 1,95 и п о = 1,45. Зеркала наносили методом электронно-лучевого испарения в вакууме на установке типа ВУА, оснащенной системой фотометрического контроля толщин слоев в режиме измерения пропускания. Нанесение зеркал проводили на ненагретые подложки при времени нанесения четвертьволновых слоев 30-40 с для Б.О и 100-120 с для ХгО . КО, размещенные в...
Установка для сборки и разборки форм при изготовлении трубчатых изделий из бетонных смесей

Номер патента: 1395514
Опубликовано: 15.05.1988
Авторы: Биргауз, Измайлов, Куляев, Лагоша, Орлов, Пачушкин, Семенов, Тарасов, Шматов
МПК: B28B 21/90
Метки: бетонных, изготовлении, разборки, сборки, смесей, трубчатых, форм
...силовыми цилиндрами 26 для поворота ложементов 2.1 и 22.Установка для сборки и разборки Форм при изготовлении трубчатых изде" лий иэ бетонных смесеи работает слецующим образом. Форма 20 с железобетонной трубой цеховым краном (не показан) устанавливается на ложементы 21 и 22, поворачивается опорными роликами 25 на необходимый угол и закрепляется замками 24, после этого гайковертами (условно не показаны) отворачиваютая все крепежные гайки.1 Затем вставляют сведенные упоры 10 и 11 в зазор между корпусом Формы 20 и торцовой крышкой. При подаче сжатого воздуха в полость силового цилиндра 7 упоры 10 и 11 раздвигаются и производят отрыв торцовой крышки от формы 20. Снятые крышки подвешиваются на крюки 27 манипуляторов б, После того, как сняты...
Способ кройки сетных полотен при изготовлении орудий лова

Номер патента: 1412691
Опубликовано: 30.07.1988
Автор: Ломакина
МПК: A01K 75/00
Метки: изготовлении, кройки, лова, орудий, полотен, сетных
...полосу, перерезан одну нитку по вертикали, переходят в следующую полуполосу, оставаясь в том же ряду. Таким образом, подъем по вертикали при резке ниток1412691 10 20 25 30 5-8-2 1 2 5 2 П в-и ц - .1 К 2 в 40 происходит бьстрее, чем приближение к вертикальной кромке.Общее количество ниток, которое следует перерезать по диагонали и вертикали, чтобы получить треугольник заданных размеров, должно равняться 2 щ, то есть удвоенному количеству ячей большей стороны треугольника. Поэтому, .чтобы быстрее приблизиться к вертикальной кромке сетной пластины, нужно увеличить количество ниток, перерезаемых по диагонали на щ-ии соответственно уменьшить количество ниток, перерезаемых по вертикали.Тогда цикл кройки выразится Фор- мулой П в-и+ 10-7+...
Способ удаления пенополистироловых моделей из керамических форм при изготовлении крупногабаритных отливок

Номер патента: 1419802
Опубликовано: 30.08.1988
Авторы: Зиньковский, Иванюк, Кренделева, Севастьянов
МПК: B22C 7/02, B22D 29/00
Метки: изготовлении, керамических, крупногабаритных, моделей, отливок, пенополистироловых, удаления, форм
...оболочкой. Через 10-15 мин начинают барботировать раствор инертнымгазом ( азотом) со скоростью б" 7 л/мнн, Время полного растворения одной моде лй 25-30.мин.После растворения 7-8 моделей врастворе образуется осадок в виде хлопьев полистирола. После удаления из раствора керамических форм отклю чают подачу инертного газа и дают раствору отстояться, Затем к раствору добавляют десятикратное количество этилцеллозольва и оставляют на два часа для осаждения полистирола, после чего отделяют верхний слой тетралина, добавляют к нему дополнительно этилцеллозольв до соотношения 2:3. ращается с 504 н/ч до б н/ч, что в денежном выражении составляет соответственно 1008 и 13,5 руб.Безопасность работы с указанными растворителями обеспечивается...
Устройство для нанесения покрытий на модели при изготовлении форм по выплавляемым моделям

Номер патента: 1423265
Опубликовано: 15.09.1988
МПК: B22C 23/02
Метки: выплавляемым, изготовлении, модели, моделям, нанесения, покрытий, форм
...вступают в работу силовые цилиндры 5-7, опускающие стрелу 4, врезультате чего модель 8 погружаетсяв обмазку 3. При этом постоянный магнит 14 перемещается в направлениидатчика 12. При подходе магнита 14 к датчику 12 на определенное заранее отрегулированное расстояние срабатывает контактная система датчика 12 и выдает сигнал на останов цилиндра 5 посредством тормозного устройства. Стрела 4 останавливается. Производится нанесение на модель 8 обмаэки 3. Затеи посредством цилиндров 5-7 поднимают стрелу 4, модель 8 извлекают иэ бака 2, выдерживают для стекания излишков обмазки 3 и переносят модель 8 в бак с песком. Далее цикл повторяется.Применение предлагаемого устройства позволяет оптимизировать глубину погружения модели в обмаэку эа...
Способ крепления каналообразователя при изготовлении железобетонных изделий

Номер патента: 1433815
Опубликовано: 30.10.1988
Авторы: Гришин, Делов, Князев, Санников
МПК: B28B 7/30
Метки: железобетонных, изготовлении, каналообразователя, крепления
...эластичной гофрированной труоки 3 установлена торцовая диафрагма 4 до соприкосновения ее буртика 5 с торцом 6. Конец трубки 3 под усилием введен в полость 7 фиксатора 2, при этом стенки труоки 3 и заходная часть 8 диафрагмы 4 деформированы стенками 9 паза, а стенка 10 диафрагмы 4 удерживает конец трубки 3 в полости 7 от перемещения ее вдоль оси.Пустотообразователи 1 с фиксаторами 2 удерживают каналообразукнцую трубку 3 в заданном положении во время непрерывной формовки изделия. После набора бетоном необходимой прочности происходит распалубка изделия путем отделения формуюгцей ленты стана совместно с закрепленными на ней пустотообразователями 1 и фиксаторами 2 в направлении, перпендикулярном оси каналообразующей трубки 3, При...
Способ отверждения жидкостекольной смеси при изготовлении форм и стержней

Номер патента: 1447533
Опубликовано: 30.12.1988
Авторы: Воронов, Евстафьев, Кузнецов, Огородов, Синолицина
МПК: B22C 9/12
Метки: жидкостекольной, изготовлении, отверждения, смеси, стержней, форм
...дят до момента появления газа в вентах, которые затем перекрывают, например, гаэонепроницаемой перегородкой, и жидкостекольную смесь доотверждают приемлемым газом под избыточным 2 О давлением. Венты периодически освобождают от гаэонепроницаемой перегородки дпя перераспределения избыточного давления,Момент выхода газа из формы или 25 стержня определяют для каждого состава смеси по изменению окраски индикаторных порошков.Состав жидкостекольной смеси и ее Физико-механические свойства приведены в таблице. Физико-механические свойИз таблицы видно, что в сравнении с прототипом в 1,5-2,0 раза снижается расход углекислого газа, повышается прочность смеси на 20-307., сокра- щается продолжительность отверждения. Формула изобретения 1. Способ...
Состав для моделирования деталей при изготовлении бюгельных зубных протезов
Номер патента: 1449127
Опубликовано: 07.01.1989
Авторы: Жудина, Захлевская, Корень, Саитов
МПК: A61K 6/08
Метки: бюгельных, зубных, изготовлении, моделирования, протезов, состав
...готовых деталей. Увеличение количества натурального каучука больше Зо/ не позволяет получить детали с четким краем, при чистке их скальпелем образуется бахрома, состав из-за повышенной адгезивности липнет к скальпелю.Количество парафина обусловлено следующим: больше чем 27 О парафина в составе повышает его хрупкость при комнатной температуре, склонность к образованию 40 раковин при заливке деталей. Снижение количества парафина приводит к уменьшению пластической деформации состава при комнатной температуре, а это понижает сопротивление деталей к деформации под давлением пальцев техника при моделировке.Содержание карнаубского воска 3 - 3,5 О обеспечивает необходимую твердость составу, увеличение его приводит к уменьшению...
Способ проклейки целлюлозной массы при изготовлении бумаги основы для шлифовальных шкурок

Номер патента: 1460103
Опубликовано: 23.02.1989
Авторы: Бреус, Бурдина, Зязев, Киселев, Коновалов, Лесовой, Морскова, Неклюдов
Метки: бумаги, изготовлении, массы, основы, проклейки, целлюлозной, шкурок, шлифовальных
...1,0-5,03, 1,0-5,0 Е, 1,0-3,0 Х и 1,0-3,07 от массы абсолютно сухого волокна.Бумагу изготавливают на бумагоде- . ф лательной машине или листоотливочной установке обычным способом.Конкретные примеры выполнения способа и качественные показатели полученной бумаги приведены в таблице(проклейка),расслаиванию,г/см 139 195 58 21,8 2 0 73 22,0 2,0 200 142 зКак видно иэ данных, приведенных в таблице, предлагаемый способ позволяет получить бумагу, отвечающую требованию по водостойкости и значительно превосходящую известные по таким показателям, как сопротивление расслаиванию и разрушающее усилие.По предлагаемому способу бумага- основа для шлифовальной шкурки может вырабатываться на существующем технологическом оборудовании иэ сырья,...
Способ контроля качества при изготовлении штучных металлических электродов

Номер патента: 1470486
Опубликовано: 07.04.1989
Авторы: Ворновицкий, Линк, Саленко, Семендяев
МПК: B23K 35/40
Метки: изготовлении, качества, металлических, штучных, электродов
...10,0. При Лср равно от 0 05 до 0,075 доля электродов с недопустимой разнотолшинностью может составлять 15 - 40/, а при Лср больше 0,075 - от 25 до 100 ЯБыли испытаны электроды ТМУЧ диаметром 4 мм партии 9 замеса 69 массой 435 кг, Обмазочная масса (покрытие) испытуемого замеса имела следующий состав, мас. : мрамор 56, плавиковый шпат 17, кварцевый песок 3, ферротитан 14,2, марганец металлический 3, ферросилиций 4, 6, слюда мусковит 0,6, сода кальцинированная 1, 6, жидкое стекло натриевой 27,7 кг на 100 кг сухой шихты. Рецептура обмазочной массы (покрытия) соответствует требованиям паспорта на электроды ТМУ%. Из испытуемого замеса были отобраны 100 электродов для измерения разнотолшинности покрытия. В результате измерения были...
Устройство для образования пустот при изготовлении железобетонных изделий

Номер патента: 1472276
Опубликовано: 15.04.1989
Авторы: Досковский, Муйсте
МПК: B28B 17/00
Метки: железобетонных, изготовлении, образования, пустот
...образом.В зависимости от расположения пус-тот в формуемых изделиях, Формируются и устанавливаются на раме 1 устройства пакеты пустотообразователей 5. При помощи крана и строп или крана и используемого в производстве 50 захвата (не показаны) устройство поднимают за петли 11 и устанавливают на Форму до или после заливки ее смесью, Направляющие 17 и 18 при этом сопряжены с направляющими 19 5 Формы 20 (Фиг. 5). и обеспечивают точное расположение пустотообразователей 5 в массиве бетона. Форма вместе с устройством для образования пустот на период вызревания массива может быть покрыта пропарочным колпаком, либо направлена в пропарочную камеру, либо подвергнута вибраобработке.После достижения бетоном необходимой пластической прочности,...
Способ установки секций при изготовлении корпуса судна на стапеле

Номер патента: 1497103
Опубликовано: 30.07.1989
Авторы: Волков, Макаров, Тюкин
МПК: B63B 9/06
Метки: изготовлении, корпуса, секций, стапеле, судна, установки
...сигналов. Причем в эти сигналы автоматически вносят поправку на величину 6=6+ (6 - Й ) /1., где Ь, 6 - соответственно меньший и больший по величине результирующие сигналы с комбинированных датчиков, 1. - расстояние между смежными вертикальными сосудами 8 по продольной оси; 1 - расстояние по продольной оси между одним из смежных вертикальных сосудов 8, комбинированный датчик которого дает меньший по величине сигнал Ьь и приемником 2 со световым пучком, попадающим в промежуток между этими смежными сосудами.Аналогично вносят попра вки на положение всех задаваемых разверткой плоскос. тей Н, обеспечивая тем самым учет погрешности задания этих плоскостей.По показаниям блока 4 обработки сигналов определяют величину смещений по высоте...
Устройство для электроразогрева бетонной смеси при изготовлении строительного полого элемента

Номер патента: 1505919
Опубликовано: 07.09.1989
Авторы: Берман, Варшавер, Ряжских
МПК: E04G 9/00
Метки: бетонной, изготовлении, полого, смеси, строительного, электроразогрева, элемента
...конец двуплечего рычага 4 шарнирно закреплен на косынках 13 внутренней трубы 14, соосно расположенной с внешней трубой 8. Верхний 45 конец внутренней трубы 14 имеет ко- робчатый элемент 15, в котором свободно расположен полусферический наконечник 16 винтового штока 17 с ручкой 18, проходящего сквозь винтовую пробку 19 внешней трубы 8. К внешней трубе 8 прикреплены также опорные лапы 20, длина которых превышает радиус полого элемента (непоказан).Электропрогрев бетонной смеси полого элемента, например набивной полой сваи, осуществляется в следующей технологической последовательности. В полость свежеотформованной сваи опускают устройство, устанавливая опорные лапы 20 на грунт. Вращая ручкой 18 винтовой шток 17, придают внутренней...
Установка для подачи проводов при изготовлении жгутов

Номер патента: 1520601
Опубликовано: 07.11.1989
Авторы: Абрамова, Мезрин, Селивановский
МПК: H01B 13/012
Метки: жгутов, изготовлении, подачи, проводов
...с ним рамку16. На рамке и корпусе установленына подшипниках 17 опорные диски 18с пальцами 19 для сцепления с катушкой 20. На основании корпуса размещено тормозное устройство, выполненное35в виде фрикционной ленты 21, охватывающей опорный диск 18. Для регулирования торможения служит толкатель22, установленный во втулке 23, иконтргайка 24, .закрепленная на 40стойке 25.Приспособление 2 содержит направляющую 26 с двумя парами взаимноперпендикулярных роликов 27 и 28и вынесенную эа корпус дополнительную направляющую 29, установленнуюсоосно основной направляющей 26, содержащую втулку 30 и направляющиеролики 31 и 32, расположенные на подпружиненных рычагах 33 и 34, которыеобразуют полость 35 для захвата,При хранении приспособлений 2 конец...
Смазка для каналообразователей при изготовлении железобетонных конструкций

Номер патента: 1525003
Опубликовано: 30.11.1989
Авторы: Великодный, Грицюк, Прасолов, Рубановский
МПК: B28B 7/38
Метки: железобетонных, изготовлении, каналообразователей, конструкций, смазка
...табл. 6 представлены данныеисследований прочности поверхностного слоя, Для этого используют конический пластометр, который позволяетопределять прочность образцов, контактировавших со смазками. Иэ табл,6видно, что прочность поверхностногослоя уменьшается до 407, но наименьшее снижение наблюдается - при использовании смазки состава по заявке,В табл. 7 представлены результатыисследований качества поверхностейиэделий - по пористости.Иэ табл. 7 видно, что описываемаясмазка по заявке имеет оптимальныехарактеристики и отвечает требованиямпо качеству поверхностей изделийГОСТУ 13015,0-83.Кроме того, вышеуказанные составынаносят на стальные образцы-стержнииз арматурной стали ф 18 классаАдлиной 60 см (12 шт.), на стальные пластинки 100 х 20 мм...
N-натрийсульфонатоацетил-n, n -бис-(2-гидрокси-3 гексилокси)-пропил-этилендиамин в качестве смачивателя при изготовлении кинофотоматериалов

Номер патента: 1525149
Опубликовано: 30.11.1989
Авторы: Бердников, Киик, Копеина, Кяспер, Суворин, Файнгольд
МПК: C07C 143/155, C11D 3/34, G03C 1/38 ...
Метки: n-натрийсульфонатоацетил-n, бис-(2-гидрокси-3, гексилокси)-пропил-этилендиамин, изготовлении, качестве, кинофотоматериалов, смачивателя
...К верхнему слою прибавляют 18 млэтанола, перемешивают, дают расслоиться и отделяют верхний петролейноэфирный слой. После этого экстрагиру эют еще 2 раза по 14 мл петролейногоэфира и отгоняют этанол, содержащийнебольшое количество петролейногоэфира.К водному раствору прибавляют40 мл н-бутилового спирта, перемешивают, дают расслоиться и отделяют нижний слой, Верхний слой промывают 2 раза 22 .-ным раствором хлористого натрия и освобождают от воды кипячениемс водоотделителем, а также отфильтровывают от хлористого натрия. После уда"ления бутанола получают 19,5 г (76 .теор,) целевого продукта.Продукт представляет собой твердоеплохо кристаллизующееся вещество белого или желтоватого цвета с т.пл,120125 С, Содержание основного вещества 95-97...
Способ определения эффективности измерительной магнитной головки при ее изготовлении

Номер патента: 1525736
Опубликовано: 30.11.1989
Автор: Соколов
МПК: G11B 5/455
Метки: головки, изготовлении, измерительной, магнитной, эффективности
...долю потока короткого замыкания ИЛ, которая проходит через сердечник магнитной головки, созда" вая ЭДС в ее витках9где ф ь сердечникармы с катушка Ь - индуктивность собранной ма нитной головки;- число рабочих зазоро магнитной головке, ф Э(кэ- полезный поток, создающийЭДС в витках катушки;ф - общий поток короткого замыкания.в магнитной головке.При соответствующем выборе длины зазора и длины волны (частоты) записи коэффициенты потерь могут быть учтены с большой точностью. Тонность измерения Е, Е и значение числа витков также могут иметь сравнительно малую погрешность. Вследствие этого погрешность определения потока короткого замыкания будет определязься в основном погрешностью определения эффек тивности на заданной частоте...
Способ выполнения антиадгезионного покрытия при изготовлении деревянных щитов опалубки

Номер патента: 1527400
Опубликовано: 07.12.1989
Автор: Лобанов
МПК: E04G 9/10
Метки: антиадгезионного, выполнения, деревянных, изготовлении, опалубки, покрытия, щитов
...к строительству и может быть и,пользовзно при изготовлении деревянных пситов опалубки.Цель из)брс и пия - увелицение долговечности питон опалубки.Способ выполнения антиддгезионного покрытия при изготонлсиии деревянных с)ситон опалубки ззклк)чается в слелуюсцем: состав смазки включает н себя 95 частей отрзботанноп трансформаторного масла и 5 цастей низкомолскхляршно пс)лиэтилена н гранхлах. Приготонлсчсие смазки производится н технологицеской ваннс путем нагрева до 20 125 С. В при; отон.)енный кипящий состав погружается увязанная с прокладками почва из леренянных шитов с пригрузом нз 1 Г) мин. При этом си)ры палубы шитов расширяются, извлекая влагу и воздух. Затем шиты вынимают, и присссс впитывания смазки н поры п ролол ж зетс на...
Состав для моделей при изготовлении индивидуальных керамических протезов бесфольговым методом

Номер патента: 1530187
Опубликовано: 23.12.1989
МПК: A61K 6/02
Метки: бесфольговым, изготовлении, индивидуальных, керамических, методом, моделей, протезов, состав
...молели культи протезируемого зуба и прн конленсации керамической массы модель ку.тьти иротезируемого зуба истирается и наносимая керамическая масса загрязняется, постепенно разрушаясь. льн чьное из полукой об кие оиства что в определенном ов, модель преиарит достаточной мехам самым позволяет го метода изготов. керамических иро Изобретение цины, а именно,чогии д.чя испо индивидуальных Целью изобр прочности ироте Для достиже вестный состав,дополнительно в этом содержа н должно быть в мас. %:,Я 01530187 Предлагаемый состав гогци м образом.Перемешивают компонен1 3 ми н до тестообра знойПолучают формовочную массГотовят три смеси ингрелииз которых содержит, мас. %СупергипсВисфат цементВода дистиллированнаяСупергипсВисфат цементВода...
Способ смесеприготовления при изготовлении тонкостенных отливок в песчано-глинистых формах

Номер патента: 1537353
Опубликовано: 23.01.1990
Авторы: Беляков, Глазунов, Каменский, Корчагин, Стезеринский, Трещалин
МПК: B22C 9/12
Метки: изготовлении, отливок, песчано-глинистых, смесеприготовления, тонкостенных, формах
...смеси;Т, начальная температура металла пзаливке, С; 2Б СМЕСЕПРИГОТОВЛЕНИЯ ВЛЕНИИ ТОНКОСТЕННЫХ В ПЕСЧАНО-ГЛИНИСТЫХ1537353 Формула изобретения и;= - 2,2+0,02 (Т, - 1420) иСоставитель О. БелковРедактор И. Горная Техред И. Верее Корректор О. КравцоваЗаказ 29 Тираж 623 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР3035 Москва, Ж - 35, Раушская наб., д. 4/5Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, О 110 Г 13 Л 1460 С и выбивают после застывания стали, из выбитой смеси извлекают готовые отливки, а смесь направляют в смешивающие бегуны. Этот цикл повторяют п, раз, п,=2,2+0,02(1460 - 1420) Х 5= 5.После п,=15 оборотов смеси в разовом порядке удаляют Л/,Фрумов гд%лой смеси от...
Способ холодного прессования при изготовлении резистивного нагревателя

Номер патента: 1554146
Опубликовано: 30.03.1990
Авторы: Великов, Гаврилов, Корчинский, Стариков, Титаев
МПК: H05B 3/28
Метки: изготовлении, нагревателя, прессования, резистивного, холодного
...при давлении 510 " К 1 а. В образовавшеесяуглубление укладывают проволочныйбескаркасный нагревательный элемент,засыпают еще 2 кг смеси и производятхолодное прессование при давлении35 ИПа. Полученный брикет извлекают,нагревают до 700 С в течение 2 ч(при этой температуре бумажные полоски сгорают) и подвергают горячемуйрессованию в форме, разогретой до35350 С, а затем постепенному отжигупри 130 С в течение 1,5,ч. Послеотжига производят механическую обра ботку нагревателя, Аналогично изготовлено десять нагревателей с различными диаметрами нагреватщтьногоэлемента (от 0,15 мм до 1,2 мм) сдавлением прессования первого слояот 210 до 130 ф МПа,45 В предлагаемом способе в первой стадии прессования формируют площадку, на которую укладывают...
Состав для поверхностной обработки бумаги при изготовлении влагостойких обоев

Номер патента: 1559028
Опубликовано: 23.04.1990
Авторы: Баран, Бачило, Володько, Гриншпан, Капуцкий, Малицкая, Мартинович, Савицкая, Темрук, Щербатюк
МПК: D21H 19/10, D21H 21/16
Метки: бумаги, влагостойких, изготовлении, обоев, поверхностной, состав
...влакных потираний Пр ме ссв пооздухопроти ицаемоста мл/минка 112 501085212,4 4610,5 601 г,6 4955Нет равномерного нанесенияг 5Нет равномерного нанесенияПри нанесении пенитсяНе образуется однородный рНе образуется растворг/м г 3 34,93 29,82 29,94 3678 36,93 3492 34,6.2994 34,76 34,97 44,73 27,40т ка 150 006 014 64,87 0,48 0,12 69,58 0,16 0,04 69,86 О, 18 0,42 62,62 0,10 0,10 62,87 0,125 0,125 64,830,63 0,07 64,540,18 , 0,02 69,860,140,56 64, 54 . О 04 0,06 64,930,18 0,42 54670,18 042 72,00Бумага"основа двухслойная 150 гБумага с красочной печатаю рисун Обои (негрунтованные) печазиые с известной обработкой Обои (негруитованиые) печатные с известной обработкой 1001 гоо 120 120 створ 00-12 юо13 14 15 20 О оставитель О,Маслаченкоехред...
Устройство для натяжения арматуры при изготовлении предварительно напряженных железобетонных изделий

Номер патента: 1559071
Опубликовано: 23.04.1990
МПК: E04B 5/08
Метки: арматуры, железобетонных, изготовлении, напряженных, натяжения, предварительно
...соединения установлена отжимная гайка 2, втулку 3 и механизм захвата и натяжения арматуры, установленные на концах втулки 3. Механизм захвата выполнен в виде сферической головки 4 с пазом для арматуры 5 и установлен на .конце втулки 3, имеющем прямоугольное сечение, противоположный конец которой снабжен механизмом натяжения, выполненным в виде натяжной гайки 6 и фиксирующей втулки 7, 25 Отжимная гайка 2 выполнена с упором 8 контактирующим с втулкой 3, а корпус жестко соединен со стенкой формы 9 и выполнен с фланцем 10, упирающимся в противоположную стенку формы 9 и имеющим центральное прямоугольное отверстие для установки втулки 3 со сферической головкой 4.Устройство работает следующим образом.В цилиндрический корпус 1 вводят втулку 3....
Устройство для герметизации верхнего торца формы при изготовлении виброгидропрессованных труб из бетонных смесей

Номер патента: 1570917
Опубликовано: 15.06.1990
Авторы: Мамедов, Оруджев, Фатуллаев
МПК: B28B 21/54
Метки: бетонных, верхнего, виброгидропрессованных, герметизации, изготовлении, смесей, торца, труб, формы
...трубы крестовина 1 с уплотняющим кольцом 2 на гибких связях 8 подвешивается чеоез траверсу на крюк грузо- подъемного механизма (не показаны). При этом захватные рычаги 3 откидываются на зону буртика внутреннего сердечника, Уплотняющее кольцо 2 вместе с крестовиной 1 монтируется на форму так, чтобы оно закрыло загрузочное кольцевое отверстие между наружной формой и сердечником. Затем связи 8 отсоединяются от крюков траверсы, При этом захватные рычаги 3 под воздействием собственного веса поворачиваются вокруг оси 5 и своими нижними захватными частями заходят под буртик внутреннего сердечника. После этого к крюкам траверсы прицепляют другие концы гибких связей 8 и на,чинается подьем. При этом происходит вращение блоков 7. Эксцентрики...
Композиция для получения разделительного слоя при гальванопластическом изготовлении изделий

Номер патента: 1574685
Опубликовано: 30.06.1990
Авторы: Маркман, Сатановский, Фазылов
МПК: C25D 1/22
Метки: гальванопластическом, изготовлении, композиция, разделительного, слоя
...Р; сцеплениеслоя с основой на обраэце-представителе путем сгибания подложки,Эксплуатационные свойства разделительного слоя определяли на рабочихмоделях после формирования гальванокопии толциной 1,0 мм из никелевогосульфаматного электролита с последующим отделением копии от модели путемдеформации последней (нагрев моделиодо 80-100 С) по следуюцим параметрам:отделяемость гальванокопии от модели(качественный критерий); внешний видформируемой поверхности визуально;точность геометрических размеров гальванокопии (по чертежу модели с помощью универсального измерительногомикроскопа марки УИМ).Данные испытаний приведены в.таблице.Иэ данных таблицы следует, чторазделительный слой (при толщинепленки в пределах 6-10 мкм), полученный иэ композиции...