Способ определения параметров технологической системы при изготовлении зубчатого колеса
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1328739
Автор: Сторчак
Текст
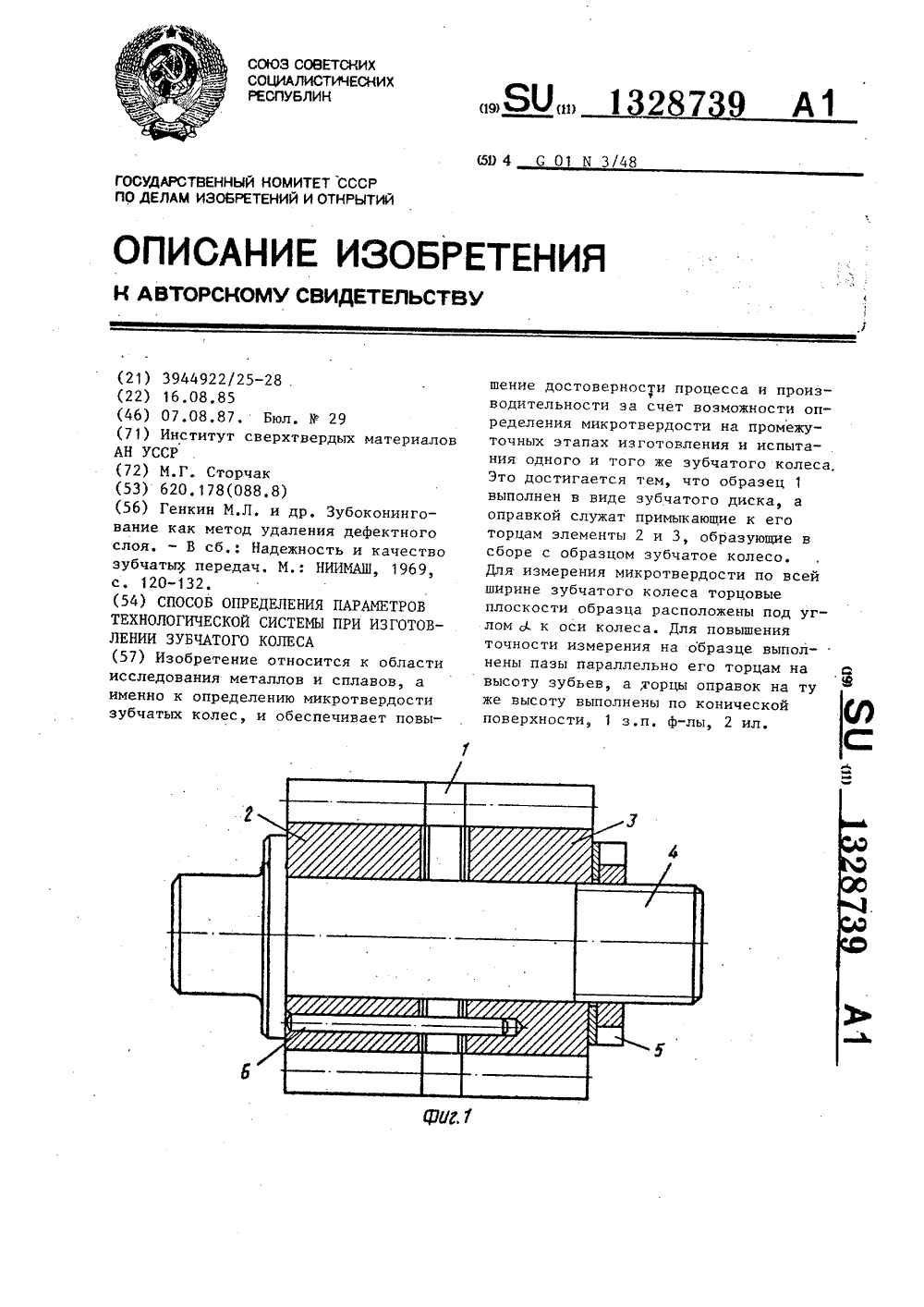
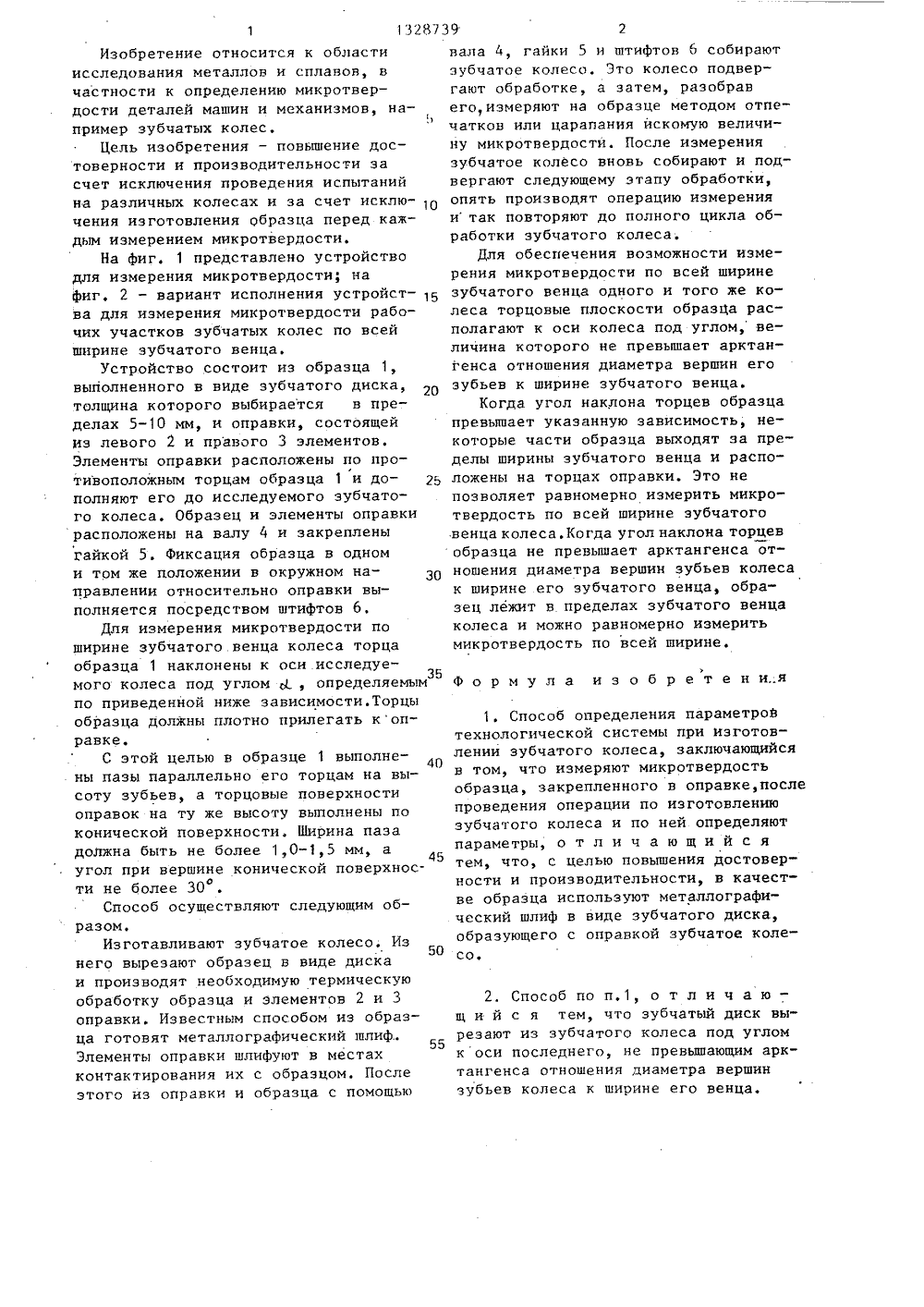
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК 94 С 01 ИЗ/4 ОПИСАНИЕ ИЗОБРЕТЕНИЯН АВТОРСКОМУ СВИДЕТЕЛЬСТВУ се высоту же выс ьев, а торцы оправок на выполнены по конической и, 1 з,п, ф-лы, 2 ил. поверхно ОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(71) Институт сверхтвердых материалоАН УССР(56) Генкин М.Л. и др. Зубоконингование как метод удаления дефектногослоя. - В сб,: Надежность и качествозубчатьгх передач. М.: НИИМАШ, 1969,с. 120-132.(54) СПОСОБ ОПРЕДЕЛЕНИЯ ПАРА 2 ЖТРОВТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПРИ ИЗГОТОВЛЕНИИ ЗУБЧАТОГО КОЛЕСА(57) Изобретение относится к областиисследования металлов и сплавов, аименно к определению микротвердостизубчатых колес, и обеспечивает повыЯО 13287 9 шение достоверности процесса и производительности за счет возможности определения микротвердости на промежуточных этапах изготовления и испытания одного и того же зубчатого колесаЭто достигается тем, что образец 1выполнен в виде зубчатого диска, аоправкой служат примыкающие к еготорцам элементы 2 и 3, образующие всборе с образцом зубчатое колесо.Для измерения микротвердости по всейширине зубчатого колеса торцовыеплоскости образца расположены под углом д. к оси колеса. Для повышенийточности измерения на образце выполнены пазы параллельно его торцам наИзобретение относится к областиисследования металлов и сплавов, вчастности к определению микротвердости деталей машин и механизмов, например зубчатых колес,Цель изобретения - повышение достоверности и производительности эасчет исключения проведения испытанийна различных колесах и за счет исклю Очения изготовления образца перед каждым измерением микротвердости.На фиг. 1 представлено устройстводля измерения микротвердости; нафиг, 2 - вариант исполнения устройства для измерения микротвердости рабочих участков зубчатых колес по всейширине зубчатого венца.Устройство состоит иэ образца 1,выполненного в виде зубчатого диска,толщина которого выбирается в пределах 5-10 мм, и оправки, состоящейиз левого 2 и правого 3 элементов.Элементы оправки расположены по противоположным торцам образца 1 и дополняют его до исследуемого зубчатого колеса. Образец и элементы оправкирасположены на валу 4 и закрепленыгайкой 5. фиксация образца в одноми том же положении в окружном направлении относительно оправки выполняется посредством штифтов б.Для измерения микротвердости поширине зубчатого венца колеса торцаобразца 1 наклонены к оси исследуе 35мого колеса под углом д., определяемымпо приведенной ниже зависимости. Торцыобразца должны плотно прилегать коправке,С этой целью в образце 1 выполнены пазы параллельно его торцам на высоту зубьев, а торцовые поверхностиоправок на ту же высоту выполнены поконической поверхности. Ширина пазадолжна быть не более 1,0-1,5 мм, аугол при вершине конической поверхности не более 30Способ осуществляют следующим образом,Изготавливают зубчатое колесо. Изнего вырезают образец в виде дискаи производят необходимую термическуюобработку образца и элементов 2 и 3оправки. Известным способом из образца готовят металлографический шлиф.,55Элементы оправки шлифуют в местахконтактирования их с образцом, Послеэтого из оправки и образца с помощью вала 4, гайки 5 и штифтов б собираютзубчатое колесо. Это колесо подвергают обработке, а затем, разобравего,измеряют на образце методом отпечатков или царапания искомую величину микротвердости. После измерениязубчатое колесо вновь собирают и подвергают следующему этапу обработки,опять производят операцию измеренияи так повторяют до полного цикла обработки зубчатого колеса,Для обеспечения возможности измерения микротвердости по всей ширинезубчатого венца одного и того же колеса торцовые плоскости образца располагают к оси колеса под углом, величина которого не превышает арктангенса отношения диаметра вершин егозубьев к ширине зубчатого венца.Когда угол наклона торцев образцапревышает указанную зависимость, некоторые части образца выходят за пределы ширины зубчатого венца и расположены на торцах оправки. Это непозволяет равномерно измерить микротвердость по всей ширине зубчатоговенца колеса. Когда угол наклона торцевобразца не превышает арктангенса отношения диаметра вершин зубьев колесак ширине его зубчатого венца, образец лежит в пределах зубчатого венцаколеса и можно равномерно измеритьмикротвердость по всей ширине.Формула изобретения1. Способ определения параметров технологической системы при изготовлении зубчатого колеса, заключающийся в том, что измеряют микротвердость образца, закрепленного в оправке, после проведения операции по изготовлению зубчатого колеса и по ней определяют параметры, о т л и ч а ю щ и й с я тем, что, с целью повышения достоверности и производительности, в качестве образца используют металлографический шлиф в виде зубчатого диска, образующего с оправкой зубчатое колесо.2. Способ по п,1, о т л и ч а ю - щ и й с я тем, что зубчатый диск вырезают иэ зубчатого колеса под углом к оси последнего, не превышающим арктангенса отношения диаметра вершин зубьев колеса к ширине его венца.1328739 Составитель И, ХодатаеваТехред М.Ходанич Корректор М. Демчик Редактор П. Гереши Заказ 3479/47 Тираж 776 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб д, 4/5 Призводственно-полиграфическое предприятие, г. Ужгород, ул, Проектная, 4
СмотретьЗаявка
3944922, 16.08.1985
ИНСТИТУТ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ АН УССР
СТОРЧАК МИХАИЛ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: G01N 3/48
Метки: зубчатого, изготовлении, колеса, параметров, системы, технологической
Опубликовано: 07.08.1987
Код ссылки
<a href="https://patents.su/3-1328739-sposob-opredeleniya-parametrov-tekhnologicheskojj-sistemy-pri-izgotovlenii-zubchatogo-kolesa.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения параметров технологической системы при изготовлении зубчатого колеса</a>
Способ изготовления венцов ведущих колес гусеничных машин

Номер патента: 1636149
Опубликовано: 23.03.1991
Авторы: Земляник, Колесников
МПК: B22D 19/10, B23K 9/04, B23P 15/14
Метки: ведущих, венцов, гусеничных, колес, машин
...образцах установлено, что наибольшая прочность достигается е том случае, если смещение составляет величину, равную ши 1636149рине канавки, При этом расстояние между канавками на одной из сторон зуба также равно ширине канавки.Оптимальное количество канавок на поверхности зуба и расстояние между ними подбирают исходя иэ соображений экономии сварочных материалов и обеспечения требуемой износостойкости. Для венцов, наплавляемых разнесенными швами, оптимальным является вариант с площадью наплавленной поверхности, составляющей 0,4 - 0,5 от общей площади рабочей поверхности зуба,Количество канавок на поверхности зуба можно определить по следующей эмпирической формуле:вз - гЛ2 Вгде Й - количество канавок, расположенных на одной из сторон...
Способ измерения радиального биения венцов зубчатых колес и устройство для его осуществления

Номер патента: 1642224
Опубликовано: 15.04.1991
Авторы: Бондаренко, Лавданский, Смирнов
МПК: G01B 5/20
Метки: биения, венцов, зубчатых, колес, радиального
...соответственно на оправку 8 первой подвижной каретки 6 и оправку 2 основания и наносят метки 13 и 14 на находящиеся в исходном положении в двухпрофильном зацеплении зуб и впадину измерительных колес 4 и 5, как это показано на фиг. 2. Одну из меток, например метку 14 измерительного колеса 5 наносят на обоих торцах этого колеса 5, Для поддержания двухпрофильного зацепления в течение одного оборота колес 4 и 5 вторую подвижную каретку 7 отводят и закрепляют на основании 1 так, чтобы пружина 12 имела требуемую для этого деформацию растяжения. При обкатке измерительных колес 4 и 5 регистрируют показания первого измерителя 10 перемещения в зависимости от угла поворота колес 4 и 5. Полученная зависимость представляет собой...
Колесо с самоустанавливающимся венцом

Номер патента: 261038
Опубликовано: 01.01.1970
Авторы: Володин, Климцовский, Малкин, Маслак
МПК: F16H 55/17
Метки: венцом, колесо, самоустанавливающимся
...от известного тем, что в нем ограничивающие элементы имеют на поверхностях, обращенных к диску и венцу, скосы, служащие для образования зазоров, соответствующих перекосу между зубьями.Такое выполнение колеса способствует более равномерному распределению усилия по длине зуба, увеличивает долговечность и надежность, а также повышает несущую способность.Изобретение поясняется чертежом, на котором предлагаемое колесо изображено в разрезе.Колесо со пицу 1, соединенную диском 2 с зубчатым рон от диска распол элементы 4.Ограничивающие элеме верхностях, обращенных к сы, образующие зазоры 5 щие перекосу 7 между зу нение зубчатого колеса равномерному распределе не зуба. венцоможены стрпе ты имею диску и в иб, соо ьями. Так способству ию...
Устройство для исследования динамики цилиндрических зубчатых колес

Номер патента: 362218
Опубликовано: 01.01.1973
Автор: Серов
МПК: G01M 13/02
Метки: динамики, зубчатых, исследования, колес, цилиндрических
...аппаратура с количеством каналов, равным коли честву зубчатых венцов сборного колеса.В предложенном устройстве должна быть использована, соответственно, двухканальная аппаратура.На фиг. 1 показана зубчатая передачапредложенного устройства; на фиг. 2 - поперечный разрез двухвенцового зубчатого колеса с шахматным расположением зубьев.Двухвенцовое цельное зубчатое колесо 1предложенного устройства с полным числом 20 зубьев зацепляется со сборным двухвенцовымколесом с шахматным расположением зубьев, состоящим из венцов 2 и Л, установленных на общей ступице 4 с возможностью поворота на пей. Венцы установлены симметрично от носительно диска ступицы. В диске ступицызакреплены пальцы Л и 6, один из которых - 6 - взаимодействует с...
Способ определения погрешности зубчатых колес

Номер патента: 1062507
Опубликовано: 23.12.1983
Автор: Москалев
МПК: G01B 5/20
Метки: зубчатых, колес, погрешности
...близким к изобретению потехнической сущности является способ определения . погрешности зубчатых колес с помощью вспомогательного колеса одной и той же степени точности, заключающийся в том, что вводят вспомогательное и контролируемое колесо в зацепление, осуществляют непрерывный обкат и записывают на диаграммной ленте самописца погрешности сопряжения веса зубьев контролируемого колеса с одноименным зубом вспомогательного колеса, по которой определяют погрешность колеса 2.Однако производительность известногоспособа ограничена в связи с тем,что вспомогательное колесо должно сделать столько оборотов, сколько зубьев имеет контролируемое колесо.Цель изобретения - повышение произ.водительности контроля.Эта цель достигается тем, что согласно...
Предыдущий патент: Индентор для измерения вязкости разрушения
Следующий патент: Устройство для исследования взаимодействия колеса с грунтом
Случайный патент: Гасительная камера для выключателей постоянного и переменного тока