Архив за 1993 год
Штамп для п-образной гибки штучных заготовок

Номер патента: 1796321
Опубликовано: 23.02.1993
Авторы: Альтшулер, Довженко, Томашук, Фиш
МПК: B21D 37/00
Метки: гибки, заготовок, п-образной, штамп, штучных
...в сечении А - Афиг, 4, в т.ч, в начале рабочего хода (фиг. 1),в момент выполнения операций гибки (фиг,2) и в конце рабочего хода (фиг, 3), Крометого на фиг, 4 изображен план низа штампа,а на фиг. 5 - сечение Б - Б на фиг, 4,ашйНа нижней плите 1 размещена матрица2 с выталкивателем 3, На верхней плите 4 К;)закреплен пуансон 5 с клиновой поверхно- О,стью В и выборками Г. В качестве направляющих при перемещении заготовок иотштампованных иэделий служат планки 6,веютустановленные на нижней половине штампа. На направляющих планках закрепленапоперечная перекладина 7, введенная вконструкцию для сохранения устойчивого - ъперемещения по ним изделий,Удаление отштампованного изделия 8из рабочей зоны пресса осуществляетсяследующим образом. После...
Устройство для пробивки отверстий

Номер патента: 1796322
Опубликовано: 23.02.1993
Авторы: Вяткин, Никитин, Солдатенко, Чернышев
МПК: B21D 28/04, B21D 37/02
...нагрузок на буфер 4, возникающих после переточек пуансона 1, Она установлена в направляющей втулке 7 с возможностью осевого воз вратно-поступательного перемещения и удерживается в ней от проворота Г-образной шпонкой 26, которая входит в продольный паэ 27, выполненный на наружной поверхности втулки 5, и в поперечное отвер стие 28, выполненное в направляющей втулке 7. Верхним концом дополнительная втулка 5 связана со .штоком 29 силового цилиндра (не показан) пуансона 1. Снаружи на втулке 5 навинчена регулирующая гайка 45 30 с контргайкой 31, которая предназначена для регулирования величины хода втулки 5 с пуансоном 1, Внутри в дополнительную втулку 5 ввинчен регулирующий винт 6 с контргайкой 32, в которых выполнены гнеэ да 33...
Роторная линия

Номер патента: 1796323
Опубликовано: 23.02.1993
Автор: Наговицын
МПК: B21D 37/12
...в наклонном состоянии под гайками 16 установлены шайбы 17, торец которых, обращенный к станине, вь 1 полнен сферическим и контактирует со сферической поверхностью радиуса В, нанесенной на станину 12 вокруг каждой колонны, При этом верхние и нижние сферические поверхности станины попарно имеют общий центр Г для обеспечения воэможности поворота, Матрицы и пуансоны установлены на зубчатое колесо 18, входящее в зацепление с неподвижным колесом 19 и вращающимся колесом 20, установленным на приводном роторном диске 21, Число оборотов матрицы на угловом пути.деформирования заготовки (см, фиг. 4) зависит от соотношения делительных окружностей зубчатых колес. Подача на один оборот матрицы зависит от величины Н, то есть от угла у, Передача...
Способ изготовления кольцевых деталей

Номер патента: 1796324
Опубликовано: 23.02.1993
Авторы: Бубнов, Кутепов, Рачков
МПК: B21D 41/02
Метки: кольцевых
...вызывает деформацию заготовки 3 до размеров ограничительной Формы 1, Размер формы и заготовки выбирается таким образом, чтобы зазор между наружной поверхностью заготовки и внутренней поверхностью формы соответствовал деформации заготовки на 1,5-2,5%, Величина деформации выбрана из следующих условий,При пластическом деформировании заготовки наблюдается резкое снижение уровня остаточных напряжений, величина которых при деформации 1,5% составляет не более 10% от величины исходных остаточнь 1 х напряжений, дальнейшее увеличение пластической деформации оказывает незначительное влияние на уровень остаточных напряжения (фиг,2),На фиг,3 условная мощность пресса, необходимая для деформирования заготовки фланца до 1,5% принята за единицу, При...
Гибкая производственная система листовой штамповки

Номер патента: 1796325
Опубликовано: 23.02.1993
Авторы: Боков, Маркус, Плотников, Свистунов, Фрол
МПК: B21D 43/00, B23Q 41/00, B30B 15/30 ...
Метки: гибкая, листовой, производственная, штамповки
...расположенных на нижнем ярусе металлоконструкции.Гибкая производственная система листовой штамповки работает следующим образом,портный модуль 19 забирает из ячейки стеллажа 17 соответствующий штамп 18 и переносит его на двухпозиционный загрузочный стол 22, Если загрузочный стол находится в правой позиции (см. фиг,11), то транспортный модуль 19 устанавливает на его правой площадке, Следует отметить, что установка штампа на правой площадке производится загодя, т.е. до остановки комплекса, тем самым сокращается время, необходимое для замены штампа, После команды системы управления происходит раскрытие нижних гидрозажимов 49, которые освобождают нижнюю плиту, установленного в прессе 2 и находящегося в крайнем нижнем положении штампа 18....
Устройство для одновременной правки двух ветвей проволоки

Номер патента: 1796326
Опубликовано: 23.02.1993
МПК: B21F 1/02
Метки: ветвей, двух, одновременной, правки, проволоки
...изобретение относится к кузнечно-прессовому оборудованию, может быть использовано в гвоздильных автоматах и позволяет расширить технологические возможности за счет одноИзобре прессовому пользовано автоматах,Целью изобретения я менная правки двух ветве взаимно перпендикулярн На фиг.1 показан глав ва; на фиг,2 - то же, вид сечение А-А на фиг,1,Устройство для одно двух ветвей проволоки со зонтальных 2 и 4 и двух ций 1 и 3, Каждая секция с 5, расположенных в шах возможностью перемещ нии перпендикулярном окоторых закрепленыов 8, Каждый из ролиля правки проволоки, образуют пару секций етви проволоки, а секару секций для правки оки.1796326 15 Первая ветвь проволоки заправляется в первую пару секций 1 и 2, а вторая ветвь - во вторую...
Устройство для навивки пружин на токарных станках, преимущественно с чпу

Номер патента: 1796327
Опубликовано: 23.02.1993
Авторы: Зингер, Лабусов, Росса
МПК: B21F 3/04
Метки: навивки, преимущественно, пружин, станках, токарных, чпу
...осей вкорпусе. Приотносительноупор для шагменьшей мерплунжерах свия с упоромнего и перемпределах завилки плунж устроиство содержит и формообразующие смонтированы посредерах, закрепленных на унжеры подпружинены ки. На станке закреплен ования спирали. Оси по роликов установлены в жностью взаимодейстужинены относительно ся вдоль оси оправки в жду роликом и зевом1796327 20 личину, кратную шагу пружины. Включают вращение шпинделя, при этом производится навивка пружины с заданным шагом 1) - фиг,З, поз,1 и сход пружины с оправки. При перемещении суппорта станка вправо, перемещается установленный на нем корпус 1 с шагообразующим роликом 11, а формообразующие ролики 8, подпружиненные купору 9 неподвижны в осевом направлении. Изменение...
Устройство для правки и резки проволоки на мерные заготовки

Номер патента: 1796328
Опубликовано: 23.02.1993
МПК: B21F 11/00
Метки: заготовки, мерные, правки, проволоки, резки
...конусообразным сборником 59 для отрезанных заготовок 60,Устройство работает следующим образом.Перед запуском устройства в работу к нему приставляют катушку А с проволокой Б. Проволока Б пропускается через приемную фильера 2 через правильные ролики 3 предварительной правки блока 1 и правильные ролики 7 блока 11, далее через направляющую фильеру 48, канавку 37 полки 36, под ведущей зубчатой собачкой, прижатой к полке пружиной 39, и далее под возвратноФормула изобретения1. Устройство для правки и резки прово- локи на мерные заготовки, содержащееустановленные на основании и кинематически связанные между собой механизм правки, механизм подачи, механизм резки, включающий подвижный и неподвижный ножи и привод, о т л и ч а ю щ е е с я тем, что,...
Приспособление для подгибки концов спиралей плетеной сетки

Номер патента: 1796329
Опубликовано: 23.02.1993
Авторы: Жеребятьев, Колесников, Макаренко
МПК: B21F 27/14
Метки: концов, плетеной, подгибки, сетки, спиралей
...вал (на фиг. непоказано), скользит по столу 24 станка, Приперемещении на одну ячейку спираль сеткивзаимодействует с концевым выключателем 15(на фиг, не показано), который включаетэлектромагнит пневмораспределителя (нафиг, не показано) управления пневмоцилиндром 5. Шток пневмоцилиндра 5 перемещает кодир 7 и закрепленные на нем пуансоны 2017 в сторону отгибаемых концов спиралейсетки, На наклонном участке паза 8 копира7 ролики 9 траверсы 11 опускают упоры 12,которые входят в ячейки сетки 23 и отверстия в установочной плите 6. 25Упоры 12 буртиками 11 прижимают спирали сетки к установочной плите 6. При Формула изобретения 1. Приспособление для подгибки концов спиралей плетеной сетки, содержащее основание, две загибочные головки,...
Устройство для изготовления колец из проволоки
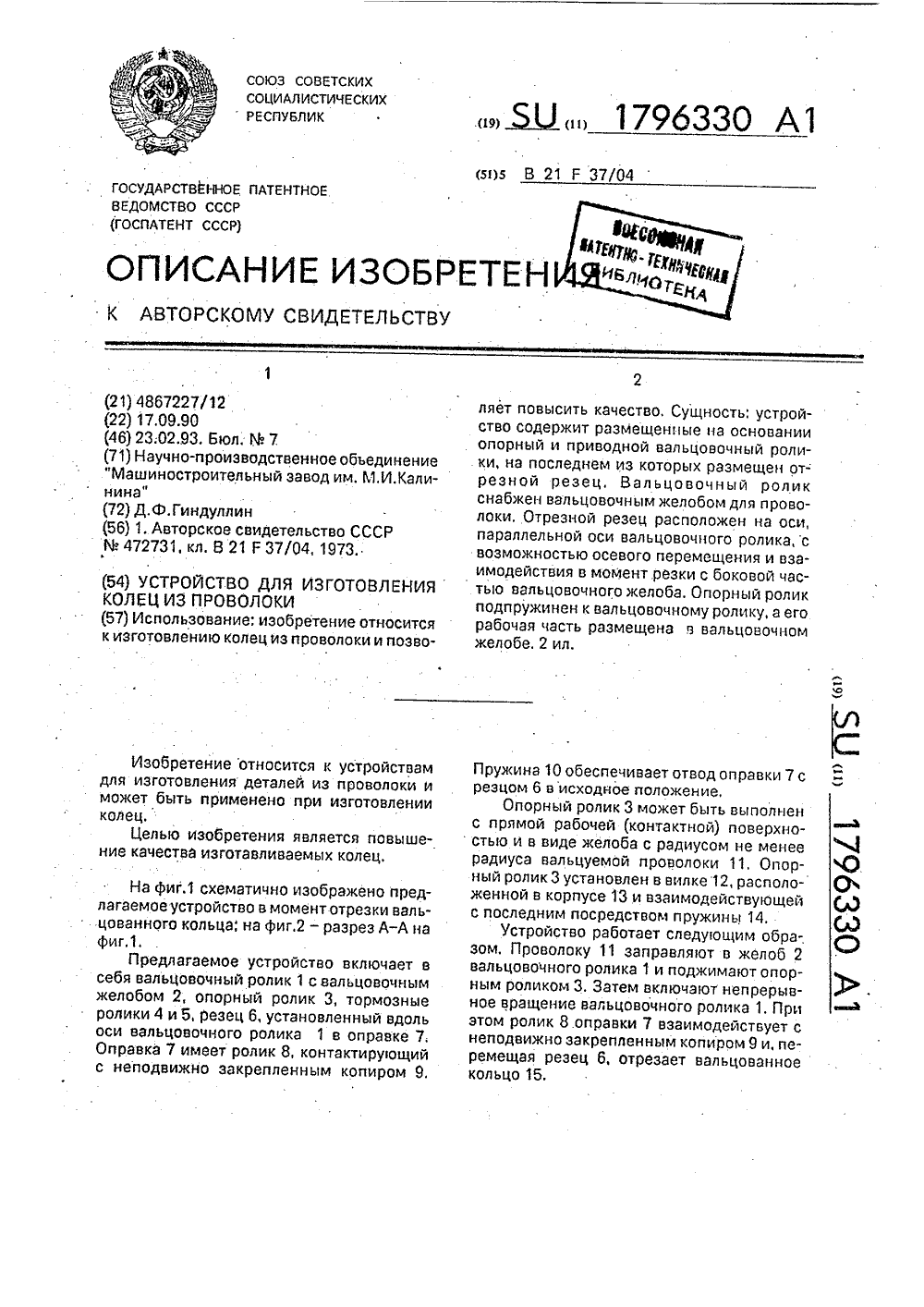
Номер патента: 1796330
Опубликовано: 23.02.1993
Автор: Гиндуллин
МПК: B21F 37/04
...оси вальцовочного ролика, с возможностью осевого перемещения и взаимодействия в момент. резки с боковой частью вальцовочного желоба, Опорный ролик подпружинен к вальцовочному ролику, а его рабочая часть размещена в вальцовочном желобе. 2 ил. а 10 обеспечивает отвод оправки 7 с 6 в исходное положение,орный ролик 3 может быть выполнен ой рабочей (контактной) поверхнов виде желоба с радиусом не менее а вальцуемой проволоки 11, Опорик 3 установлен в вилке 12, располов корпусе 13 и взаимодействующей дним посредством пружины 14.ройство работает следующим обрароволоку 11 заправляют в желоб 2 вочного ролика 1 и поджимают опор- ликом 3, Затем включают непрерывщение вальцовочного ролика 1, При лик 8.оправки 7 взаимодействует с ижно...
Устройство для термической обработки изделий

Номер патента: 1796331
Опубликовано: 23.02.1993
Авторы: Колесников, Кочеров, Мантуров, Ткачев, Холодняк, Чубов
МПК: B21J 1/06
Метки: термической
...в виде обечайки 10.Еще один вариант выполнения направляющей изображен на фиг.4 и 5,1796331 30 Направляющая выполнена в виде ленты11, размещенной вдоль муфеля по винтовойлинии и снабженной боковыми стенками 12,При этом муфель оснащен втулкой 13 сосквозными прорезями между ее наружной 5поверхностью и внутренней поверхностьюмуфеля.Кроме того, концы нагревательной спирали 3 (фиг.1) оснащены скользящими контактами 16, а устройство - узлом загрузки 1 О17 обрабатываемых изделий и толкателем,выполненным в виде пневмопривода 18.По прйнципу действия устройство относится к нагревателям методического действия. 15Обрабатьваемые изделия 19 иэ узла загрузки 17 через заданные интервалы времени подаются толкателем пневмопривода 19на направляющую,При...
Способ определения деформированного состояния поковок

Номер патента: 1796332
Опубликовано: 23.02.1993
Авторы: Жварницкий, Костава, Савчинский
МПК: B21J 5/00
Метки: деформированного, поковок, состояния
...я)йвненияЯФ ил среза на границ-р зи 01) а рар; 30 ибрурмальных соации на гра" СтВВЛ 1113 ЦЙ 2 Ж п ат=,1, г,О О фЬк 1 - МОщНОСтЬ йнера в области 2 Д 1адах ФЗбЯп ОКЯнтОВ Кн2О ЯНКЯХ аф Чрд: Й-р в 4 4 вввМ тейнера ласти 3; Я -рзи д) зи д)зи 6 деформации;рмирования;и металла в конкре р- удельное усилие Чо - скорость дефо я- предел текучест х режимах деформац ф - интенсивность 45 рврв ФИ р зи О) зи ИИ;скор Ф5 тей дефо Я ТДВНИЯ. прошивнем 3 телескопического пуансона в контейнере 4,После чего прошитую модель поковки просвечивают рентгеновскими лучами и фиксируот на светочувствительном материале состояние координатных узлов без разьема модели и нарушения сплоиности материала,Полученную деформированную точечную сетку аппроксимируют В принятой...
Радиально-ковочная машина

Номер патента: 1796333
Опубликовано: 23.02.1993
Автор: Савинов
МПК: B21J 7/14
Метки: радиально-ковочная
...сообщает качательное движение кулисе 22, а последняя через кулисный камень 21 и шарнир 20 сообщает качательно-вращательное движение гайке 19, поворачиваясь на некоторый угол и дру гую сторону гайка 19 резьбой придает винту 15 осевое возвратно-поступательное движение, которое через пружины 18 и шайбы 17 передается на ползун-кулису 2, вынуждая ее качаться вокруг геометрической оси под шипника 3 (подшипник 6 при этом скользит вдоль эксцентрика вала 5), Таким образом кулиса 2 получает одновременно радиальное к заготовке 28 возвратно-поступательное и качательное в плоскости оси этой 25 заготовки движения. В результате двух указанных движений заготовка 28 не только подвергается ковке бойками 1, но ими же при каждом качании кулисы 2...
Сборная матрица для объемной штамповки

Номер патента: 1796334
Опубликовано: 23.02.1993
Автор: Хомяк
МПК: B21J 13/02
Метки: матрица, объемной, сборная, штамповки
...проволокисоединены между собой. 1 ил. витки проволоки при намотке с натяжениемсоединены между собой, например, эпоксидной смолой, или нанесением металла,например, меди, методом гальванизации.Матрица работает следующим образом,.При изготовлении деталей холоднойобъемной штамповкой, например, редуцированием стержневых деталей в матрице,представленной на фиг,1, максимальнаятехнологическая нагрузка и напряжениерастяжения сосредоточены в зоне редуцирующего пояска. Дополнительные сжимающие напряжения, возникающее впромежуточном кольце 2 от проволочнойнамотки 5 и повышенного натяга в этой зоне, передаются на рабочую вставку 1 в зонередуцирования, что обеспечивает багоприятные условия работы, повышает стойкостьинструмента, обеспечизает...
Манипулятор

Номер патента: 1796335
Опубликовано: 23.02.1993
Авторы: Анисимов, Пантелеев, Сисев, Старцев, Уразов, Шепелев
МПК: B21J 13/10, B25J 11/00
Метки: манипулятор
...орган 4 манипулятора. Затем с помощью электрического датчика (на чертеже не показан) останавливается транспортер 46, производится зажим заготовки захватным органом, При этом действием энергоносителя на поршень со стороны штоковой полости силового цилиндра 34, шток, действуя на клещи захватного органа зажимает заготовку. После этого производится опускание и перемещение транспортера 41 в заднее исходное положение, Гидродвигателем (на чертеже не показан) производится медленный проворот рабочих валков 36 и 37 до упора инструментами 38 и 39 в клещи захватного органа, Манипулятор оазгоняется. По,команде с командоаппарата вальцов (на чертеже не показано) гидро- двигатель выключается из работь и включается в работу муфта главного привода (на...
Способ образования заклепочного соединения

Номер патента: 1796336
Опубликовано: 23.02.1993
Авторы: Бабичев, Гребеников, Паньковский, Румянцев, Шаманов
МПК: B21J 15/02, F16B 19/06
Метки: заклепочного, образования, соединения
...при установке заклепки в пакет деталей; на фиг,2 - заклепка в пакете деталей после установки; на фиг.3 - заклепочное саеди ение деталей.Разработанный способ образования заклепочного соединения включает в себя выполнение в пакете соединяемых деталей 1, 2 отверстия, имеющего конические участки 3, 4 и цилиндрический участок между ними 5, Наибольшие основания конических участков отверстия расположены со стороны внешних поверхностей пакета соединяемых 21 ) 15/02, Р 16 В 19/О1796336 приводит к тому, что посреди пакета натяг гарантируется уже,при установке, Два конических участка снижают величину радиального натяга под головками заклепки, а . поскольку натяг со стороны замыкающей головки как,правило больше, чем под закладной, то изменяя...
Комбинированный штамп для изготовления деталей типа профильных шайб

Номер патента: 1796337
Опубликовано: 23.02.1993
МПК: B21K 1/76
Метки: комбинированный, профильных, типа, шайб, штамп
...работу штампа без следов эадиров на иэделии. Установку штампа на пресс и наладку его осуществляют обычным способом с выверкой на перпендикулярность, соосность и замером пробного изделия. Рабочая кромка обрезкой матрицы образована пересечением внутренней ее поверхности и выполненной со стороны свободной торцовой поверхности фаски. Исходным материалом для изготовления изделий является полоса, съем полосы производят пружинным полым буфером, позволяющим осуществлять удаление высечек напровал. Извлечение штампованной детали производится жестким выбрасывателем, а удаление из рабочей зоны при помощи пневматического сдувателя. Штамп обеспечивает хорошее качество штампуемой детали и повышает производительность труда. Предлагаем ванного...
Устройство для получения полых деталей с внутренним фланцем из трубчатых заготовок

Номер патента: 1796338
Опубликовано: 23.02.1993
Авторы: Рудковская, Сушко, Штакун
МПК: B21K 21/08, B21K 23/04
Метки: внутренним, заготовок, полых, трубчатых, фланцем
...пуансона 4, который, занимая крайнее нижнее положение, блокирует секции кольцевого элемента 7 от возможности радиального смещения,В момент окончания подъема матрицы 3 плиту 1 опускают вниз и осуществляют радиальное выдавливание материала заготовки в зазор между торцевыми деформирующими поверхностями верхнего внутреннего 5 и нижнего 6 пуансонов см. левую часть чертежа), При этом матрица 3 опускается вместе с верхней плитой 1, преодолЕвая сопротивление привода вертикального перемещения, После достижения заданной высоты детали матрицу 3 отводят вниз, освобождая тем самым секции кольцевого элемента 7, При последующем опускании верхней плиты 1 осуществляют открытую осадку фланца в упомянутом выше зазоре до заданных размеров (см, первую часть...
Способ непрерывного литья заготовок

Номер патента: 1796339
Опубликовано: 23.02.1993
Авторы: Вевицис, Ганженко, Письмеров, Руденко, Ситало
МПК: B22D 11/04
Метки: заготовок, литья, непрерывного
...и ч а ю щ и й с я тем,что, с целью повышения производительности процесса и качества заготовки, стенкам кристаллизатора сообщают плоскопараллельное перемещение по замкнутым траекториям,с частотой 0,5-5,0 Гц вокруг осей, параллельных оси вытягивания заготовки. Составитель Л. ДымишицТехред М.Моргентал Корректор Н. Милюкова Редактор Т. Шагова Заказ 615 Тираж. Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 металла и скорости плоскопараллельного движения кристаллизатора. Эта скорость определяется экспериментально в каждом конкретном случае), Таким образом, из кристаллизатора выходит...
Способ механической обработки деталей с нагревом срезаемого слоя

Номер патента: 1796340
Опубликовано: 23.02.1993
Автор: Липатов
МПК: B23B 1/00
Метки: механической, нагревом, слоя, срезаемого
...пленку пропускают электрический разряд, посредством которого участок обрабатываемой поверхности на гревают до температуры, составляющей (30 - 35%) от температуры плавления обрабатываемого материала, Такой перепад температур. позволяет устранить образование трещин и глубоких структурных измене ний, превышающих величину снимаемого припуска. Заданный перепад температур обеспечивается посредством подвода необходимой мощности разряда и его длительности, а также пропусканием 45 электрического разряда через пленку диэлектрической жидкости, при котором по сравнению с пропусканием разряда через ваздушнь 1 й промежуток значительно.стабилизиру 1 отся параметры разряда и темпера туры нагреваемого слоя детали. После пропускания электрического...
Режущая головка

Номер патента: 1796341
Опубликовано: 23.02.1993
Автор: Харлов
МПК: B23B 5/12
...резцов 4,п 1 - смещение самой режущей кромки от центра, которое принимается незначительным: при диаметре обрабатываемой проволоки в 6 - 8 мм - Ь 1 = 0,2 - б мм (при0 =20 мм)1796341 Для получения переднего угла резца, .резец может быть выполнен: или на цилиндрической части у режущей кромки шлифуется канавка; или резец выполняется в виде усеченного конуса (с конусностью а) (см, фиг,З). 8 этом случае втулка 3 имеет возмокность вращения в отверстиях корпуса 2, и втулка 3 и резец 4 опирается на упорный подшипник 5 своими торуами через шайбу 9.Режущая головка в бесцентровотокарном станке работает следующим образом. Регулировочная головка 7 отводится в крайне правое положение. Проволока 8 с размоточного устройства станка не показанного на...
Захват для подачи прутка

Номер патента: 1796342
Опубликовано: 23.02.1993
Автор: Рябухин
МПК: B23B 13/00
...на диаметр обрабатываемого прутка производится с помощью настроенных винтов 9, расположенных в рычагах 3 перпендикулярно оси захвата ОО.Захват для подачи прутка работает следующим образом.Подаваемый пруток закрепляется в механизированном самоцентрирующем патроне токарного станка в ЧПУ (не показан), Захват для подачи прутка; закрепленный в револьверной головке суппорта станка, перемещается совместно с суппортом до совмещения оси захвата с осью прутка. Затем происходит наезд на пруток и захват его зажимными элементами 3 с помощью заходных фасок 8, то есть происходит перемеФормула изобретения Захват для подачи прутка, в корпусе которого установлены с возможностью поворота подпружиненные зажимные элементы с настроечными винтами, о т л ич...
Шпиндельный узел станка

Номер патента: 1796343
Опубликовано: 23.02.1993
Авторы: Тверской, Шатохин, Ярошенко
МПК: B23B 19/00
Метки: станка, узел, шпиндельный
...логический блок 14, где в соответствии с заложенным алгоритмом вырабатывается цифровой управляощий сигнал, который поступает вцифроаналоговый преобразователь 13 и да 5 лее на выход усилителя 15, Высокое напряжение с выхода последнего подается напьезопластины 9, которые, изменяя своютолщину, изменяют дросселирующие зазоры регуляторов расхода смазки, В результа 10 те расход смазки через оппоэитные парырадиальных 5 и осевых 6 карманов изменяется так, что шпиндель 4 смещается в напрзвлении, обратном направлениюдействующей нагрузки, В зависимости от15 заданного алгоритма логического блока 13можно получить любую, в том числе нулевуюи даже отрицательную, податливость на переднем конце шпинделя. В последнем случае можно...
Токарный центр

Номер патента: 1796344
Опубликовано: 23.02.1993
МПК: B23B 23/04
...фиг, 2 - пример выполнениядиска с оребрением.Токарный центр содержит корпус 1 схвостовиком 2, установленный с возможностью вращения в подшипниках сердечник 3с наконечником 4. В корпусе 1 имеется замкнутая полость, заполненная легкоплавкимматериалом 5, например, сплавом Вуда, сфиксированной температурой плавления,лежащей ниже предельно допустимой температуры работоспособности смазки подшипников, На корпусе 1 в замкнутойполости и на сердечнике 3 навстречу другдругу жестко закреплены диски 6, имеющиеоребрение 7.Сплав Вуда имеет фиксированную температуру плавления 68 ОС,Устройство работает следующим образом,При легких видах обработки (шлифование, металлическое напыление и др,) нагрузка на наконечник 4 незначительная, эследовательно, и его...
Вращающийся центр

Номер патента: 1796345
Опубликовано: 23.02.1993
Автор: Золотов
МПК: B23B 23/04
Метки: вращающийся, центр
...для предварительного центрирования, поддержки и восприятия осевых усилий при гокарной и шлифовальной обработке деталей с использованием люнетов.Целью настоящего изобретения является повышение точности обработки путем исключения вибрации обрабатываемых длинных деталей, установленных в центрах и сцентрированных люнетом у места обработки,На чертеже изображен вращающийся центр с частичным разрезом в нерабочем (исходном) положении.Центр содержит корпус 1, валик рабочего конуса 2, выполненный со сферическим опорным торцом, которым он соединен со сферой втулки 3, базирующейся на радиальном 4 и упорном 5 подшипниках, Пружина 6 через винт 7 и шайбу 8 обеспечивает постоянное соединение валика со втулкой, Подшипниковый узел размещен во втулке...
Устройство управления процессом дробления стружки на станках токарной группы с чпу

Номер патента: 1796346
Опубликовано: 23.02.1993
Авторы: Алагуров, Чазов, Черепанов
МПК: B23B 25/02
Метки: группы, дробления, процессом, станках, стружки, токарной, чпу
...векторов отвода от поверхности резания и проходя через схемы И 29 состояния счетчика 26 числа импульсов по координате 2 поступают на второй вход схемы И 31 дешифратора 24 направлений векторов отвода.В зависимости от технологической команды на отвод режущего инструмента дешифратор 24 направлений векторов отвода от поверхности резания выдает на первый вход схемы И 30 дешифратора 24 разрешающий уровень по координате+Х или -Х, также дешифратор 24 выдает на первый вход схемы И 31 дешифратора 24 разрешающий уровень по координате+2 или -2.Импульсы с выхода схемы И 28 состояния счетчика 26 числа импульсов по координате Х проходя через схему И 30 дешифратора 24 поступают на первый вход формирователя 33 длительности импульсов для векторов...
Устройство для испытания станка

Номер патента: 1796347
Опубликовано: 23.02.1993
Автор: Байдаков
МПК: B23B 25/06
...на оператора. В этом случае опоры нагружены радиальной составляющей силы резания, что может имитировать токарную обработку деталей больших диаметров. Для получения смещения в обратную сторону от оператора питание подается на обмотки 7, 8, 13, 14 и 15, 16, 19, 20. Возникающие силы Г, Е 4 создают момент силы, вызывающей смещение шпинделя в на-. правлении от оператора. В этом случае мо 5 10 15 20 25 30 жет имитироваться токарная обработка деталей малых и средних диаметров.При подключении питания к обмоткам 9, 10, 13, 14 и 17-20 соответственно постоянным и переменным током создаются силы Гз, Г 4, действующие вдоль оси центров, нагружающие шпиндель в направлении от патрона, что может быть использовано для испытания шпиндельных узлов при...
Способ контроля состояния режущего инструмента

Номер патента: 1796348
Опубликовано: 23.02.1993
Автор: Васильев
МПК: B23B 25/06
Метки: инструмента, режущего, состояния
...перед его передней поверхностью, начинается при некоторой скорости обработки,соответствующей нестабильности заторможенной зоны, Нарост развивается и достигает максимума примаксимумепроизводной д 1/д Ч (тело нароста максимально), а затем нарост утончается, превращаясь вновь в заторможенную зону,которая при некоторой скорости исчезает, ана контактных площадках наступает внешнее трение. Образование заторможенногослоя можно рассматривать как результат адгезионного взаимодействия, в пределе, вмономолекулярных поверхностных слоях на 15поверхности раздела, в образование нароста - как частный случай этого процесса,развивающегося за счет когезионнь 1 х связей и ведущего к формированию макротела.Чаще всего адгезионные связи сильнее, чем...
Резец для чистовой обработки

Номер патента: 1796349
Опубликовано: 23.02.1993
МПК: B23B 27/00
...направляющая втулка 9, выполненная из полимерного материала в отверстии которой размещен стержень 5, Груз 4 расположен между направляющей втулкой 9 и режущим элементом 2 и зафиксирован от вращения вокруг оси стержня 5,Устройство работает следующим(57) Использование; обработка занием. Сущность изобретен держит державку с режущим стержень с грузом. Стержень возможностью вращения в н втулке из полимерного матери ленной в выборке державки. Г между втулкой и режущим эле фиксирован от вращения вокр ня,3 ил,вку 7 стержня 5 перемещают груз 4 в заданнде положение, обеспечивающее оптималь- а ные условия резания. Чем больше масса выступающей части резца, тем меньше собственная частота колебаний, Таким образом, изменяя массу головки...
Резец

Номер патента: 1796350
Опубликовано: 23.02.1993
Автор: Чернавский
МПК: B23B 27/16
Метки: резец
...основании гнезда державки с возмокностьюперемещения под действием сил резания.Она может иметь любое число граней, а также быть выполнена круглой. и резца в заготовку сила т режущую пластину в на 179635 О А 1 которой установлена режущая пластина крепляемая с помощью стержня с голо для взаимодействия с ее передней пов ностыо и хвостовиком, расположенць отверстии державки. На головке стер выполнена дополнительная опорная по хность для взаимодействия с боковой верхностыо режущей пластины. После установлена на основании гнезда держ с возможностью перемещения под дейс ем сил резания, 1 ил. правлении стержня, Последний смещается в глубь державки и прижимает режущую пластину к основанио ее гнезда,Зажим режущей пластины осущес ется путем...