Патенты с меткой «чпу»
Способ многопроходного нарезания резьбы на станках с чпу

Номер патента: 549267
Опубликовано: 05.03.1977
Авторы: Вульфсон, Ковнацкий, Эстерзон
МПК: B23B 1/00
Метки: многопроходного, нарезания, резьбы, станках, чпу
...с ЧПУпри которца осуществляют под углом котличающийся тем, что, сшения стойкости резца и,произвообработки, подачу резца осущестременно параллельно обеим стороля резьбы, обеспечивая при этомзара между неработающей кромсоответствующей ей сторонойрезьбы,рез ом рейд вторым прох,ца параллельно о ьбы (на чертеже е профиля) и д для образования щей режущей кр" щей ей сторонойПе чу рез ля рез сторон резец ботаю ствую рисоединением заявки -54) СПОСОБ МНОГОПРОХ РЕЗЪБЪ НА СТАИзобретение относится ллов резанием и, в частно р резьбы на станках с ЧПУ.Известны способы многопроходного нарезания резьбы, при которых подачу резца осуществляют под углом к оси резьбы, равным половине угла, профиля резьбы 1 ЦОписываемый способ отличаемся от известных тем,...
Устройство адоптивного управления циклом врезного шлифования на станках с чпу

Номер патента: 604664
Опубликовано: 30.04.1978
Автор: Коган
МПК: B24B 49/00
Метки: адоптивного, врезного, станках, циклом, чпу, шлифования
...подключенных к программи- О рующему устройству 5 привода б подач шлифовальной бабки, блока 7 управления приводом подач, подключенного к прибору 1 активного контроля дифференциального усилителя 8, подсоединенного к выходам приборов 1 и 3, 5 масштабирующего автотрансформатора 9.Значение окончательного диаметра изделия2, подлежащего шлифованию, задается в виде сигналов прогр аммиру ющего устройства 5, подключенного ко входам обоих измеритель ных приборов 1 и 3.Прибор 1 активногосирует фактическое оттали 2 от заданного пр604664 Изд.39 аказ 504 ж 1075 одписное ография, пр, Сапунова,3При управлении подачей по величине ЬА вмомент ЛА=О в системе будет существоватьизбыточный натяг Луз, зависящий от рядаслучайных факторов, скорость съема...
Шпиндельная бабка для станков с чпу

Номер патента: 616066
Опубликовано: 25.07.1978
Автор: Миневич
МПК: B23B 47/00
Метки: бабка, станков, чпу, шпиндельная
...оси шпинделя независимо от положения трубы 10. На выступах 15 с помощью центрирующего буртика укреплено кольцо 16, взаимодействующее через систему рычагов 17 с датчиком 18 (фиг. 2), предназначенным для выдачи в устройство ЧПУ команды в момент касания инструментом поверхности обрабатываемой детали. Система рычагов 17 установлена в расточках корпуса 1 и кронштейна 19. Внутри втулки 12 расположен толкатель 20, шарнирное соединение 21 и шток 22 привода 23 плансуппорта, которые взаимодействуют с плансуппортом 24 с приводной рейкой 25. На заднем торце корпуса 1 шпиндельной бабки расположен привод 26 отжима инструмента 5, шток 27 которого взаимодействует с торцом тяговой трубы 10 путем перемещения тяговой трубы и сжатия пакета тарельчатых...
Способ нарезания резьбы на станках с чпу”

Номер патента: 664772
Опубликовано: 30.05.1979
Автор: Яковенко
МПК: B23G 1/00
Метки: нарезания, резьбы, станках, чпу
...- обеспечение заданной точности нарезания 1 резьбы на станках с ЧПУ с шагом, не кратным минимальной программируемой величине устройства ЧПУ.Это достигается за счет того, что резьбу нарезают с переменным программируемым шагом: часть резьбы с шагом большим, чем заданный, а часть - с шагом, меньшим заданного, причем разница между шагами равна минимальной программируемой величине устройства ЧПУ, а смена шага производится либо через виток, либо в пределах одного витка.5 Предложенный способ позволяет избежать накопленной ошибки по шагу при нарезании резьбы с шагом не кратным минимальной программируемой величине устройства ЧПУ.10 П р и м ер. Для нарезания точной резьбыс шагом, например, равным 3,175 мм, на станке мод. 16 КЗОФЗ с устройством ЧПУ...
Зубофрезерный станок с чпу

Номер патента: 666016
Опубликовано: 05.06.1979
Авторы: Ратмиров, Рашкович, Тарамыкин, Цейтлин
МПК: B23F 17/00
Метки: зубофрезерный, станок, чпу
...реализации операции деления аппаратными средствами без накопления оибки число импульсов ИП инструментального шпинделя на один оборот должно быть равно произведению числа импульсов на один оборот ИП делительного червяка, умноженному на передаточное отношение делительной пары, Этитребования накладывают ограничения намаксимальную величину передаточногоотношения делительной пары, что способствует снижению точности станка.Кроме того, датчик инструментальногошпинделя должен иметь высокую разрешающую способность и соответственновысокую стоимостьВ указанном станке установка ИПна делительном червяке, а не на столестанка, не позволяет устранять ошибкиделительной пары, Кроме того, невозможно нареэание косозубых колес. Длянарезания косоэубых...
Способ кинематического дробления стружки на токарных станках с чпу

Номер патента: 670384
Опубликовано: 30.06.1979
Авторы: Астахов, Романов, Щеголев
МПК: B23B 1/00
Метки: дробления, кинематического, станках, стружки, токарных, чпу
...приводит к уменьшению толщины стружки, а задний участок 5 - 6 - к восстановлению ее перво начальной толщины. Величину импульсавыбирают такой, чтобы обеспечить обрыв стружки между точками 2 и 5. Обычно для этого бывает достаточно перемещений 0,5 - 0,7 от толщины срезаемого слоя металла, 15 После точки 6 выполняют один или два (начертеже) оборота без периодических движений резца. В точке 7 начинается новый цикл стружкодробления, который протекает идентично первому циклу (участок 7 - 12) и приводит к обрыву стружки между точками 8 и 11. Таким образом, стружка дробится один раз за четыре оборота изделия, что является приемлемым в большинстве случаев. В случае необходимости, например при обработке деталей малого диаметра, число оборотов...
Спосоь компенсации погрешностей типа “люфт” в приводах подачи станков с чпу

Номер патента: 674869
Опубликовано: 25.07.1979
Автор: Эфендиев
МПК: B23Q 23/00
Метки: «люфт», компенсации, погрешностей, подачи, приводах, спосоь, станков, типа, чпу
...его, больше, а при меньшем - меньшее. Таким образом, координата точки пересечения прямой с осью абсцисс, выражения через число импульсов, определяет момент трогания стола. С другой стороны, определив специальным датчиком мОмент трогания стола после реверса, можно выяснить величину люфта в импульсном исчислении.На фиг. 2 показан процесс компенсации люфта методом изменения (увеличения) передаточного отношения между задающим и исполнительным органамн. Прямая Ь =с и - с . им изображает увеличенное в и раз йередаточ6748 б 9 Формула изобретения ПП Патент",од ул. Проектная,4 Флиал ужгное отношение. Координата пересечения .этой прямой с осью абсцисс в импульсном выражении оавна п,и пп,естественно, меньше п. Из графика видно, что для выхода...
Устройство синхронизации двухстороннего привода подач для технологического оборудования с чпу

Номер патента: 753592
Опубликовано: 07.08.1980
Авторы: Говберг, Коростелев, Леонов, Струганов
МПК: B23Q 5/00
Метки: двухстороннего, оборудования, подач, привода, синхронизации, технологического, чпу
...связь по скорости через редукторы 14 и 15, связаны с электромагнитным датчиком 8. и датчиками 16, 17, осуществляющими обратную связь по положению.Приводы подач через тиристорные преобразователи 18 и 19 связаны с системой числового программного управления.20. Для питания датчика 8 предусмотрен генератор напряжения 21. Цатчик 8 через Фазочувствительный выпрямитель 22 соединен с тиристорным преобразователем 18 постоянного тока одного из приводов подач и параллельно с поляризованным реле 23.Устройство работает следующим образом.Если приводы работают синхронно, то полумуфты 1 и 2 вращаются,с одинаковой скоростью и между диском б и полюсамидатчика 8 постоянные и равные зазоры 5(фиг. 1). При этом сигналы с датчика 8 коррекции будут равны...
Способ многопроходного нарезания резьбы на станках с чпу

Номер патента: 782963
Опубликовано: 30.11.1980
МПК: B23B 1/00
Метки: многопроходного, нарезания, резьбы, станках, чпу
...поэтому возможназначительная потеря точности из-эа. Ошибок системы ЧПУ.Целью изобретения является повышение точности нареэания резьбы и упро 2щение програзщы обработки для станков с ЧПУ.Для этого при нарезании резьбы сшагом Р подачу резца на черновых проходах осуцествляют вдоль осн резьбыдо получения вспомогательноймиогоэаходной резьбы с тем же шагом, числомзаходов Н и осевым шагом захода Б,причем Р й БН,На Фиг. 1-4 представлены схема нарезания резьбы предлагаегым спосббом,Первый черновой проход осуществляют при положении вершины резца на одной из сторон профиля резьбы, Передследующими проходами производят подачу резца вдоль оси резьбы на величину осевого шага захода Б, необходимуюдля образования многозаходной резьбы,причем Б...
Способ кинематического дробления стружкина токарных ctahkax c чпу

Номер патента: 795718
Опубликовано: 15.01.1981
Авторы: Алагуров, Исаченко, Козин, Петров, Чазов
МПК: B23B 1/00
Метки: ctahkax, дробления, кинематического, стружкина, токарных, чпу
...деталей на токарных станках с ЧПУ.Известен способ кинематического дробления стружки, согласно которому инструменту помимо движения подачи сообщают возвратно-поступательные перемещения 11.Недостатком этого способа является низкое качество обработки при точении поверхностей, имеющих криволинейную образующую. Цель изобретения - улучшени ва обработанной поверхности, имеволинейную образующую,Цель достигается тем, что дополнительные возвратно-поступательные перемещения резцу сообщают в направлении, составляющем угол с= 20 - 50 с направлением мгновенного вектора подачи. При этом направление (угол а) и амплитуду дополнительных перемещений выбирают в зависимости от физико-механических свойств обрабатываемого материала, геометрической формы...
Способ скоростного нарезания резьбына ctahkax c чпу

Номер патента: 795719
Опубликовано: 15.01.1981
МПК: B23B 1/00
Метки: ctahkax, нарезания, резьбына, скоростного, чпу
...вращения заготовки .и линейного перемещения резца эквивалентно до фпустимой .ошибки нарезания,На фиг. 1 изображено устройство, реализующее способ; на фиг, 2 - график зависимости движений.Устройство содержит шпиндель 1, в ко 13тором закреплена заготовка 2, привод 3шпинделя 1 с датчиком 4 оборотов, привод5 с датчиком 6 перемещений, блок 7 управления и резец (инструмент) 8, Выходы датчиков 4 и 6 подключены к входам блока 7,выходы которого соединены со входами приводов 3 и 5.Устройство работает следующим образом,В исходном состоянии приводы 3 и 5не работают, инструмент 8 находится внетела заготовки 2 на заданном диаметре.1По команде перехода на режим резьбонарезания с блока. 7 на привод 3 подаетсяплавно увеличивающееся напряжение,...
Металлорежущий станок с чпу

Номер патента: 812513
Опубликовано: 15.03.1981
Авторы: Абрамов, Синоженко, Фойгель
МПК: B23Q 5/22
Метки: металлорежущий, станок, чпу
...Точный датчик 6 представляет собой оптоэлектронную систему с открытой оптической связью и содержитмарку в виде полупроводникового излучателя 11 и объектива 12 и позиционно-чувствительный фотоприемник в видедифференциального фотореэнстора 13 иобъектива 14.Чувствительные площадки 15дифференциального фоторезистора согласованы по Форме и размерам с маркой11, На корпусе репера 3, представляющем собой угольник 16, расположен экран 17 с би-штрихом 18 грубого индикатора и уголковый отражатель 19 точ 10ного датчика. Лучи от.светового указателя грубого индикатора попадают взону 20, расположенную между штрихамирепера. ДиФференциальный фоторезистор13 и датчики 21 перемещения стрла. 15и бабки электрически соединены с системой ЧПУ 22, Положение...
Устройство для определения размерногоизноса и контроля положения режущегоинструмента b токарных ctahkaxc чпу

Номер патента: 829404
Опубликовано: 15.05.1981
Авторы: Каминский, Ковалевский, Лоц, Пухов
МПК: B23Q 15/00
Метки: ctahkaxc, положения, размерногоизноса, режущегоинструмента, токарных, чпу
...декады блока ЧПУ, управляющей перемещением суппорта в положительном направлении, а его отрицательныйвход соединен с выходом логического элемента, к входам которого подключены выход кольцевой декады блока ЧПУ, управляющей перемещением суппорта в отрицательном направлении, и выход триггера,причем выход логического элемента соединен со входом коммутатора шагового двигателя станка,На чертеже приведена схема устройства и показаны его связи с устройствомЧПУ и станком.Устройство содержит датчик 1, триггер2, логические элементы З,и 4, блок 5 управления, программный реверсивный счетчик 6, кольцевые декады 7 и 8 устройстваЧПУ, логический элемент 9 ЧПУ, коммутатор 10 шагового двигателя станка.Устройство работает следующим образом.При...
Способ контурного шлифованиявнутренней поверхности детали hactahke c чпу

Номер патента: 848303
Опубликовано: 23.07.1981
Авторы: Афросимова, Рейбах
МПК: B24B 17/00
Метки: hactahke, детали, контурного, поверхности, чпу, шлифованиявнутренней
...перпендикулярномплоскости координатных перемещений,в положении, соответствующем его положению в позиции обработки,На фиг. 1 показана схема правкиифовального круга, на фиг. 2 - схеа обработки детали.Согласно предлагаемому способу,деталь 1 располагают на установочнойплоскости 2 и сообщают ей перемещение в плоскости, параллельной установочной плоскости 2, по двум коорди 848303натным направлениям (условно не показаны),Шлифовальный круг З.профилируют прибором 4 правки, который располагают на установочной плоскости 2. Фиксированное положение шлифовального круга 3 в направлении, перпендикулярном плоскости координатных перемещений, достигается, например, эа счет использования упора 5, закрепленного на жестком неподвижном элементе 6...
Способ автоматического контроля целости инструмента на стенках и участках из станков с чпу

Номер патента: 854681
Опубликовано: 15.08.1981
Авторы: Лищинский, Рабинович, Селюков
МПК: B23Q 11/00
Метки: инструмента, станков, стенках, участках, целости, чпу
...необходимость определения 2 Означения силы резания расчетным путем с учетомвсех параметров режимарезания,Цель изобретения упрощение и повышение точности контроля целостности инструмента,Цель достигается тем,что на участке установившегося износа инструмента предельное значение для каждогопрохода определяют в процессе обра-3( рямой пропорциональной замежду тангенциальной соси глубиной резания, для чемаксимальное увеличениеэания по проходу и регистачале прохода. значениеьной составляющей силы реПрименение предлагаемого с.юсобапозволяет повысить точность контролцелости инструмента,Способ автоматического контроля целости инструмента на станках и участках иэ станков с ЧПУ, использующих контроль затупления инструмента вне процесса...
Гидравлический привод зубофрезерного станка с чпу

Номер патента: 861008
Опубликовано: 07.09.1981
Авторы: Каменецкий, Свешников, Ситников
МПК: B23Q 15/06
Метки: гидравлический, зубофрезерного, привод, станка, чпу
...гндроусилитель крутящего момента, состоящий нз гидромотора (ГМ) 1 и следящего распределителя 2, 25 связанного через шлнцевую втулку 3 с валом 4 и через винтовую передачу 5 и по- волковую муфту б с валом задающего шагового двигателя (ШД) 7, Напорная линия 8 гндроснстемы соединена с входом 30 (лнния 9) следящего распределителя 2 че рез дросселирующую щель 10 лвухлцнейного золотника 11, причем ца один из торцов золотника в сторону закрытия лросселирующей щели воздействует давление в линии 9, соединенной с торцовой камерой б 12 через линию (э, а на противоположный торец воздействует пружина 1(,ц давление в напорной полости П гцдромотора, соединенной с торцовой камерой 15 через линию (б, При работе гидромотора в ревер- О сивном режиме...
Базовая плита универсально-наладочного приспособления к станкам с чпу

Номер патента: 887120
Опубликовано: 07.12.1981
Авторы: Гавриш, Мартиян, Пацевич
МПК: B23Q 3/00
Метки: базовая, плита, приспособления, станкам, универсально-наладочного, чпу
...устанавливается на,рабочий стол станка и крепится болтами 9, Крепежные винты 6, 7 кареток и линеек не затянуты и базовые штыри 8 не установлены. В шпиндель станка устанавливается прецизионная контрольная справка (на чертеже не показана). Положение шпинделя определяется исходной точкой программы,887120 каз 2504/10 1"о 55 О споиск раж 7 одписн ипография, пр. Сапунов По команде программы, записанной на ленте наладки, шпиндель с оправкой последовательно перемещается для определения положения базовых штырей, В месте расположения базовых штырей шпиндель с оправкой опускается в отверстие линейки 3, точно ориентируя его, после чего крепежные винты 6, 7 линейки и каретки окончательно затягивают, После определения положения базовых штырей 8 и...
Устройство для закрепления деталей на станках с чпу

Номер патента: 891316
Опубликовано: 23.12.1981
Авторы: Акульевич, Лаптик, Матусевич, Михненок, Павлов, Руденко, Сугак
МПК: B23Q 3/00
Метки: закрепления, станках, чпу
...стола16 станка в строго определенном положении по отношению к началу отсчетакоординат системы программыого управления станка, Зажимные штыри 12 устанавливаются в пазах 15 стола 16 станкас зазором, При подключении левых полостей гидроцилиыдров 6 к источнику давления, штоки 5 перемещаются вправо стягами 3 переналаживаемыми вилками 1до контакта клиновых поверхностей 14вилок 1 в поверхность 13 зажимных штырей 12, а корпуса гидроцилиндров 6 перемещаются влево вместе с тягами 4 ивилками 2 до контакта клиновых поверхно:отей 14 вилок 2 в поверхность 13 зажимных штырей 12. Деталь 10 обрабатывается с пяти сторон по заданной программе беэ перезажима. При подключенииправых полостей цилиндров 6 к источникудавления, штоки 5 перемещаются влевовместе...
Способ автоматического контроля состояния инструмента на станках и участках из станков с чпу

Номер патента: 895621
Опубликовано: 07.01.1982
Авторы: Владимир, Лещинский, Рабинович
МПК: B23Q 11/00
Метки: инструмента, состояния, станках, станков, участках, чпу
...рабочей подачи, Значения параметров Ф иопределяют по Формулам(Ъу ), (Рху- (Р )8,(1-1) По указанным параметрам определяют максимально допустимое значение равнодействующей (Р )кт, характеризующее предельную величину износа Ьепдля каждого 1-го прохода с глубиной резания ВфМ Юнас .г еаэ + С ф Процесс обработки прерывают при достижении определяемой равнодействующей максимально допустимого текущего значения. Кроме того, по текущим значениям равнодействующей (Р ) и глу 95621 4бине резания 8 устанавливают текущий износ инструмента й,.) ; юр формула изобретенияСпособ автоматического контролясостояния инструмента на станках иучастках из станков с ЧПУ, при кото-.0 ром определяют равнодействующую осевой и радиальной составляющих силырезания,по...
Устройство для перемещения исполнительных органов станков с чпу
Номер патента: 897467
Опубликовано: 15.01.1982
МПК: B23Q 5/22
Метки: исполнительных, органов, перемещения, станков, чпу
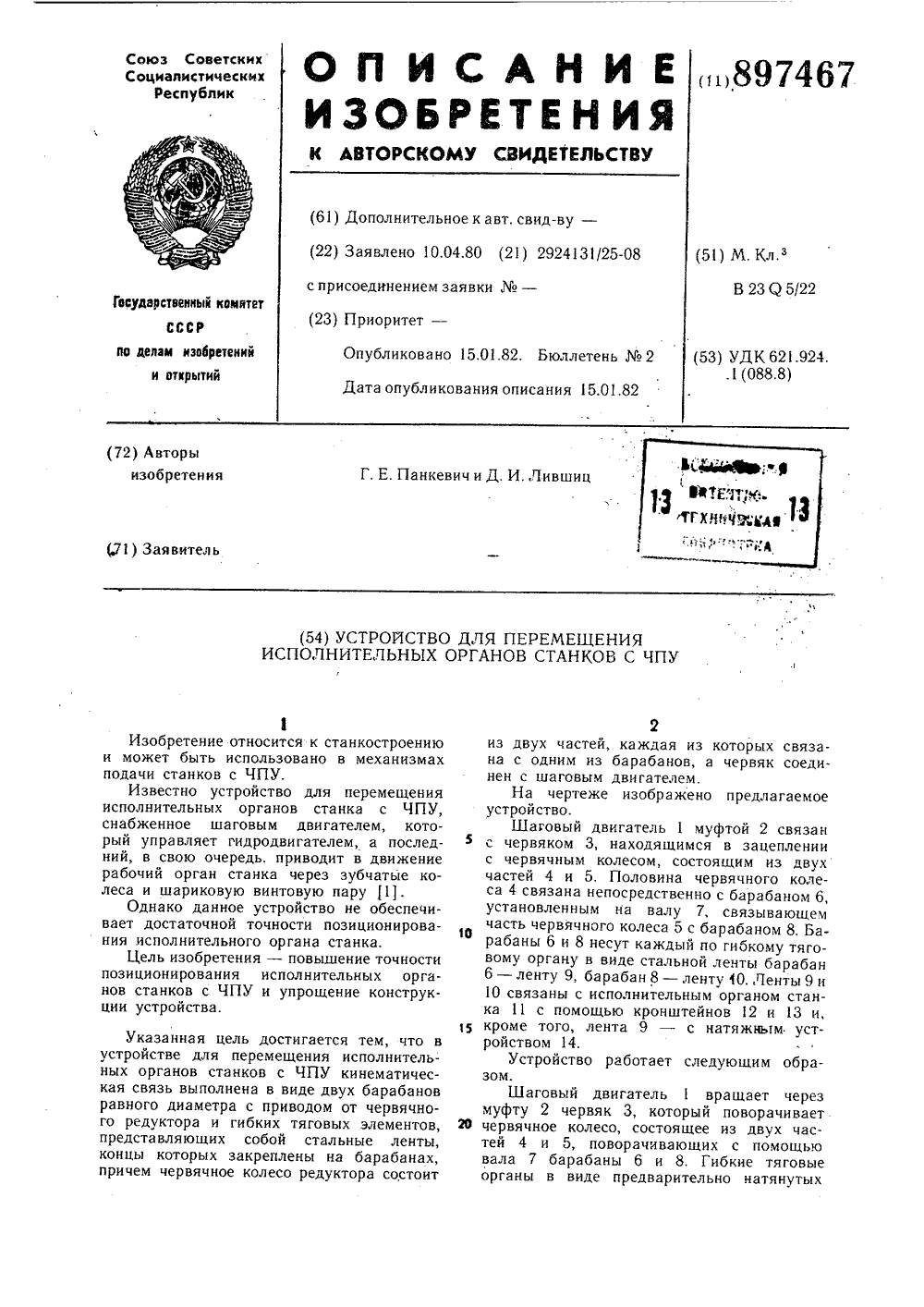
...а динен с шаговым двигателем.На чертеже изображено предлагаемоеустройство.Шаговый двигатель 1 муфтой 2 связанс червяком 3, находящимся в зацеплении с червячным колесом, состоящим из двух частей 4 и 5. Половина червячного колеса 4 связана непосредственно с барабаном 6, установленным на валу 7, связывающем 1 Очасть червячного колеса 5 с барабаном 8. Барабаны 6 и 8 несут каждый по гибкому тяговому органу в виде стальной ленты барабан 6 - ленту 9, барабан 8 - ленту 10. Ленты 9 и10 связаны с исполнительным органом станка 11 с помощью кронштейнов2 и 13 и, 1 кроме того, лента 9 - с натяжным устройством 14.Устройство работает следующим обра897467 Формула изобретения Составитель М Техред А. БойкТираж 747, Корзинкинас...
Способ обработки на станках с чпу

Номер патента: 937111
Опубликовано: 23.06.1982
Авторы: Гаришин, Гиндис, Северюхин
МПК: B23B 1/00
Метки: станках, чпу
...установе,раскрепляют заготовку, устанавливают30ее поверхностями, выбранными в кацестве без второго установа, наопорные поверхности приспособления,предназначенные для второго установа,при необходимости вносят коррекциюв зависимости от размера, полуценного Зпри обработке на первом установе,производят с учетом этой коррекцииобработку второй из связанных размером поверхностей и других поверхностей, подлежащих обработке в второмустанове. При этом управление работой станка осуществляют с помощью .программы, включающей содержание обеих установ, а также технологицескуюпаузу между установами для переустановки детали. П р и м е р, Устанавливают заготовку, упирают ее в торец 1 фиг,1) и обрабатывают поверхность 2 на раз - 50 мер В с допуском ЬВ,...
Устройство для дробления стружки на станках с чпу

Номер патента: 997990
Опубликовано: 23.02.1983
Авторы: Алагуров, Лядов, Рассанов, Чазов
МПК: B23B 25/02
Метки: дробления, станках, стружки, чпу
...импульсоВ перкода обработкидетали через цепь 8 сброса, подклю- (Оченную к нулевому выходу управляю щего триггера 4Импульсы с генератора 14 задаю-.щей частоты системы ЧПУ, проходячерез делитель 13 задающей частоты, 15поступают .на вход счетчика 6 на пе-.риод прерывания стружки, к выходу .которого подключен дешифратор 9 йпереключатель 7; а также на вход Формирователя 15 импульсов, . 2(С выхода дешифратора 9 сигналчерез переключатель 7 перебрасываетпо счетному входу дополнительныйтриггер 10 иэ исходного нулевогосостояния в единичное. . 25Дополнительный трИггер 10 с выхода нулевого плеча выдает сигнало смене вектора отвода.на противо-положный на вход дешифратора 11 направлений вектора отвода режущегоинструмента, и происходит сброс висходное...
Способ нарезания резьбы на токарном станке с чпу

Номер патента: 1000191
Опубликовано: 28.02.1983
МПК: B23G 1/00
Метки: нарезания, резьбы, станке, токарном, чпу
...ошибки ходового винта,и точностью, которая обеспечивается 5разрешавшей способностью ЧПУ.На фиг.1 представлено устройство, реализующее предлагаемый способ;на фиг.2 - график, поясняющий его работу. 10Устройствч содержит шпиндель 1,с зажатой деталью 2, привод 3 вращения шпинделя 1 с датчиком 4 оборотов,привод 5 подачи с датчиком 6 перемещений, блок 7 управления, инструмент 8, установленный на суппорте 9,который перемещается ходовым винтом10.Устройство работает следующим образом. 20По команде от блока 7 управленияпривод 3 вращает шпиндель 1 с заготовкой 2 синхронно с вращением шпинделя 1, контролируемым датчиком 4,привод 5 подачи вращает ходовой винт10, перемещая суппорт 9 с инструментом 8. Это перемещение контролируется датчиком 6По...
Устройство активного контроля диаметров деталей, обрабатываемых на станках с чпу

Номер патента: 1001016
Опубликовано: 28.02.1983
Авторы: Остапчук, Семенов, Чертков
МПК: G05B 23/02
Метки: активного, диаметров, обрабатываемых, станках, чпу
...равно количеству импульсов, полученных с измерителя точность выполнения измерителя измерительного ролика и его реальный износ требуют проведения этапа - коррекции, в котором осуществляют контрольный замер эталонной детали и определяют значение 82, при которомзначение М наиболее точно соответствует эталонному, диаметру,5 10 15 20 4Значение коррекции является вели чи ной абсолютной для данного роли кэ,и поэтому при переходе к работе сдругим номиналом диаметра детали нетнеобходимости повторного проведениякоррекции,Нэ чертеже дана блок-схема устройстваУстройство содержит блок 1 коррекции, счетчик 2 импульсов, первыйсчетчик 3 импульсов, блок 4 управления, блок 5 ограничения, вычитающийблок 6, блок 7 сравнения, блок 8 сум;мирования,...
Способ фрезерования крупногабаритных деталей на станках с чпу

Номер патента: 1009645
Опубликовано: 07.04.1983
Авторы: Мандрыгин, Могутов, Стипурин
МПК: B23C 3/00
Метки: крупногабаритных, станках, фрезерования, чпу
...последней производят Фрезе-. рование паза по контуру, соответствующему контуру окончательно обрабо.танной детали, после чего деталь переворачивают для обработки гравюры и вырезки детали по контуру.На фиг. 1 представлена заготовка с пазом по контуру детали; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - заготовка на операции вырез" ки детали по контуру.Согласно описываемому способу фрезерование контура детали 1 осуществляется в два приема на станке с программным управлением с двух сторон,После установки и крепления дета,ли на вакуумном столе 2 станка вы. полняют чистовое фреэеоование базовой плоскости 3. Затем производят обработку паза 1 по периметру детали по контуру, соответствующему контуру окончательно обработанной детали....
Устройство для ввода управляющей программы в коде в систему чпу станка
Номер патента: 1012206
Опубликовано: 15.04.1983
Авторы: Айгинин, Огороднев, Смирнов, Ухабин
МПК: G05B 19/18
Метки: ввода, коде, программы, систему, станка, управляющей, чпу
...со скоростью до 1000 сим"волов/с. Известное устройство содержит дифференциальные кабельные усилители, буферный информационный ре"гистр, схему контроля по четностидля формирования сигнала повторнойпередачи символа в случае сбоя 1 1.Недостатками известного устройст"ва являются больщое количество ка"бельных соединений между ЭВИ и стан"ком, сложность электронной схемы,что снижает надежность и увеличиваетего стоимость,Известно также устройство для вво да информации, в которое с целью повышения достоверности введены допол" нительно регистр сдвига, триггеры элемент задержки, элементы И, НЕ Е 2 1,Недостатками известного устройст ва являются сложность электронной схемы и невысокая достоверность вво- . димой информации.Наиболее близким к...
Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с чпу

Номер патента: 1020205
Опубликовано: 30.05.1983
Авторы: Востоков, Гаришин, Гиндис, Катыгин
МПК: B23Q 15/00
Метки: автоматической, коррекции, многоинструментальных, настройки, размерной, станков, токарных, чпу
...Вхо.ЕОЧ ЭЛ.КГРОПНОГС) КЛК)са 1 яВЛяЕтСя ВЫХОД и.рн,тора О системы Ч 1 У 7, а выходы под),):ц пы первый к гОгицескохх бгОкх с), "Г)ры(. К И(ПО.ЕНИТЕГ 1 ЬПОМ МЕХс)НИЗМЧ сГ(1 пка,1 ог,(сскиЙ б,ок 8 , прав 1 яет рабо(ои лс)ик), счспцика имп) льсов и олоком чО 0(.цспо ОпраИвно)11;ахЯти. 11 рвым Бходоч,(огисско блока является выход ) ( гроННОГО кл:ча 1, а Вторым 1)ходохвыход интерполятора 6. Выходы логического блока параллельно подключены к входам задатчика 9 величины уставки, о,и.ка 1 О многоадресной оперативной паяя;счетчика 11 импульсов. Задат 1 ик вс п 1 ч 1 п 1 ы уставки по двум направлениям х и х, записывает в счетчик импульсов определенную величину с одним знаком, соответствукнцую максимально возможной величине отклонения вершины...
Устройство для позиционирования и контроля размерного износа режущего инструмента в станках с чпу

Номер патента: 1055627
Опубликовано: 23.11.1983
Авторы: Ищенко, Козулин, Панов, Хлапов, Шарин
МПК: B23Q 15/00
Метки: износа, инструмента, позиционирования, размерного, режущего, станках, чпу
...вершина инструмента Моказалась на расстоянии 4 от поверхности М Й датчика. Поскольку инструмент может занимать различное положение в рабочем органе и иметь износ,то расстояние 1 неизвестно. В программе задается заранее неизвестноеперемещение подвода рабочего органав сторону датчика из исходного положения на величину С (СМ), а такжеперемещение отвода, равное той жевеличине С. Когда вершина инструмента М достигает поверхности датчикаМЙ, датчик срабатывает и его сиг-,нал служит началом измерения величины В - оставшейся части перемещенияподвода С. Измерение величины В заканчивается с окончанием перемещенияподвода . Перед началом отвода производится суммирование измеренной ве.личины В с заданной в программе величиной перемещения отвода...
Система автоматической настройки инструмента на станках с чпу

Номер патента: 1065091
Опубликовано: 07.01.1984
Автор: Прудников
МПК: B23B 25/06
Метки: автоматической, инструмента, настройки, станках, чпу
...59 соеди".ен со входом регистра 60 буферной памяти. Выход регистра 60 буферной памяти соединенсо входом сумматора 59, входом кодопреобразонателя 61 и входом дешифратора 63, а нход регистра 60 буферной памяти соединен с выходом сумматора 59 и выходом шифратора 62Выход шифратора 62 соединен со входом регистра 60 буферной памяти, а вход шифратора 62 с выходом блока 50 коррекции УЧПУ 47.Выход фотосчитывающего устрой" ства 49 соединен со входом блока 48 ввода данных, а выход блока 48 ввода данных соединен со входомгенератора 51 скорости и входом интерполятора 52. Выход блока 53 установки в нулевое положение соединен со входом блока 48 ввода данных. Выход генератора 51 скдрости соединен со входом интерполятора 52, выход которого,в...
Устройство для дробления стружки на станках с чпу

Номер патента: 1085685
Опубликовано: 15.04.1984
МПК: B23B 25/02
Метки: дробления, станках, стружки, чпу
...стружки, к выходу которого подключен дешифратор 9 и переключатель 7, а также на вход второй цепи 21 переключателя режимов дробления стружки.С выхода дешифратора 9 сигнал через переключатель 7 перебрасывает по счетному входу дополнительный триггер 10 из исходного нулевого состояния в единичное.Работа устройства отдельно для каждого режима дробления стружки осуществляется следующим образом.15 При включении переключателя 19 режимов дробления стружки на способ периодического кратковременного останова режущего инструмента дополнительный триггер 10 с выхода нулевого плеча запускает в работу цепь 18 первого сброса счетчика 6 числа импульсов на период прерывания стружки, с выхода которой сигнал сбрасывает в исходное состояние счетчик 6 числа...