Патенты с меткой «металлической»
Устройство для измельчения металлической стружки

Номер патента: 1676653
Опубликовано: 15.09.1991
МПК: B02C 13/02
Метки: измельчения, металлической, стружки
...его работы, 2 ил,плит и заслонки. Под ротором 3вано разгрузочное устройство 14и заслонка 7 поджаты соответствпружиненными штоками 15 и 16,смоНтирован загрузочный бункер Устройство для измельчения металлической стружки работает следующим образом.Металлическая стружка через загрузочный бункер 17 поступает в корпус 1, Заслонка 7 предотвращает попадание недробимой стружки в разгрузочное устройство 14, Продробленная стружка просыпается в емкость через разгрузочное устройство 14 и уносится специальным конвейером (не показаны).При попадании недробимого тела в зону работы кожей 4 и 5, вследствие повы 1676653шенного сопротивления, последние начинают поворачиваться вместе с плитами 6 против часовой стрелки. Пружины штоков 15 сжимаются,...
Устройство для предотвращения распушивания рулона металлической полосы

Номер патента: 1676705
Опубликовано: 15.09.1991
Авторы: Клементьев, Кузнецов, Полстяной
МПК: B21C 47/20
Метки: металлической, полосы, предотвращения, распушивания, рулона
...6 таким образом, что нож 3 подводится к рулону 2 и прорезает одновременно несколько витков. При дальнейшем перемещении каретки 4 нож 3 отгибает отрезанный участок полосы. Непроре. занные витки рулона 2 оказывают воздействие на нож 3. В результате чего планка 7 сжимает пружины 8, после окончания подгибки конца полосы пружина 8 возвращает нож 3 в исходное состояние. 1 ил. чен шпиндель. Нож содержит режущую кромку 13, участок 14 для предварительной подгибки и участок 15 для окончательной гибки.Устройство работает следующи м обра- файф зом. ОЪПосле окончания намотки рулона 2 на шпинделе 12 тележка-съемник 11 подводится к рулону 2 Шток 10 гидроцилиндра перемещает каретку 4 по направляюгцим 6 таким образом, что нож 3 подводится к руло- СР ну 2...
Устройство для предотвращения распушивания рулона металлической полосы

Номер патента: 1676706
Опубликовано: 15.09.1991
Авторы: Клементьев, Кузнецов
МПК: B21C 47/20
Метки: металлической, полосы, предотвращения, распушивания, рулона
...соединен с гибочным пуансоном 4.После окончания намотки рулона 1 гидроцилиндры 7 и 8 осуществляют подвод держателя 6 к рулону 1, Нож 3 осуществляет удар по рулону 1, прорубает последний на несколько витков, после чего гидроорудованию прокатных цехов, в частк устройствам для предотвращения распушивания рулона. Цель изобретения - повышение надежности фиксации конца полосы. После окончания намотки рулонашарнирно-рычажная система с гидроцилиндрами осуществляет подвод держателя 6 к рулону 1. При этом нож 3, закрепленный ца держателе, осуществляет прорубание рулона 1 на 2 - 3 витка. Затем гидроцилиндр 11 осуществляет перемещение гибочного пуансона 4, который производит цодгибку, надрезанных участков полосы. 2 ил.цилиндр 11 осуществляет...
Устройство для получения металлической ленты

Номер патента: 1676747
Опубликовано: 15.09.1991
Авторы: Абраменко, Калиниченко, Малевич
МПК: B22D 11/06
Метки: ленты, металлической
...150-160 С. С рабочей поверхности валка испаряется вся капиллярно-замкну 55 5 10 15 20 25 л 30 3540 4550 тая в щелях влага и жировые пленки. Как только кристаллизатор очищается, узел нагревателя 11 выключается, В литниковую систему 8 подают расплав, в жидкостный теплообменник 4 конденсатора 3 - охлаждающую жидкость. Кристаллизатор, захватывая ленту расплава, нагревается, тепловая мощность поглощается при испарении рабочей жидкости в капиллярно-пористом слое 2. Пары конденсируются на конденсаторе 3, нагревая протекающую по жидкостному теплообменнику 4 охлаждающую жидкость, Из конденсатора жидкость стекает в накопитель 9 и по упругому пористому элементу 6 перетекает в капиллярно-пористый слой 2 валка-кристаллизатора 1,Предлагаемая...
Способ получения теплозащитного покрытия на металлической форме для отливки деталей из алюминиевых сплавов

Номер патента: 1678508
Опубликовано: 23.09.1991
Авторы: Кононов, Смирнов, Собольницкий, Соколовский, Тупчий
МПК: B22C 23/02
Метки: алюминиевых, металлической, отливки, покрытия, сплавов, теплозащитного, форме
...- 1,5).10 К . Керамический защитный слой нитрида титана образуется в результате взаимодействия паров титана с атомами легирующего газа - азота, выпускаемого в объем камеры. Полученные теп лоэащитные покрытия испытывают в лабораторных условиях на стойкость против термоударов на опытных стержнях при заливке алюминиевых сплавов.На фиг. 2 представлена зависимость 40 стойкости (термоударов М) стержня прессформы от толщины (д) подслоя; Х - молибдена, Ь - вольфрама, о - нихрома, П - гафния,- ванадия, при толщине защитного слоя 8 мкм. 45Установлено, что при напылении подслоя иэ нихрома стойкость напыленного слоя не превышает 7 тыс, заливок (термоударов), Визуальный осмотр этих стержней показал, что на ее рабочей поверхности эа щитное покрытие...
Способ предварительного напряжения металлической рамы

Номер патента: 1679003
Опубликовано: 23.09.1991
Автор: Остриков
МПК: E04C 3/00
Метки: металлической, предварительного, рамы
...рам одноэтажных производственных и гражданских зданий,Цель изобретения - снижение трудоемкости преднапряжения и металлоемкости рамы.На фиг.1 изображена рама; на фиг.2 - узел на фиг.1.Поперечная рама состоит из ригеля 1, колонн 2,монтажных болтов 3, упоров 4 и планок 5, убираемых прокладок 6 и болтов 7.Способ преднапряжения осуществляется следующим образом. На колонны 2 через прокладки 6 устанавливают ригель 1, при этом прокладки 6 укладывают в зазоры между упорами 4 и на них опирают планки 5. Затягивают монтажные болты 3, после чего убирают прокладки 6 монтируют полностью покрытие, Под весом покрытия ригель прогибается, а затем с помощью болтов 7 плотно притягивается к колонне. Зазоры между ригелем и колоннами над их внутренними...
Контактный толщиномер движущегося материала, преимущественно металлической ленты

Номер патента: 1679173
Опубликовано: 23.09.1991
Авторы: Прудников, Соломенников, Фуксов
МПК: G01B 5/06
Метки: движущегося, контактный, ленты, металлической, преимущественно, толщиномер
...7 уравновешивания измерительного узла, в котором установлен жестко закрепленный щуп 8 с механизмом перемещения и двуплечий поворотный рычаг 9 с , другим щупом 10 на одном конце и датчиком 11 на другом, Электронный блок 12 служит для управления шаговым двигателем механизма перемещения щупа 8 и контроля толщины ленты 13. На корпусе толщиномера установлены накладки 14, а на корпусе измерительного узла 4 - накладки 15, к которым крепятся плоские пружины 16, образующие крестообразную упругую опору, Плоскости пружин 16 пересечены по оси измерительного узла, т.е, ось упругой опоры находится на пересечении плоскостей плоских пружин и совмещена с осью вращения измерительного узла, определяемой центром радиуса кривизны направляющих 6...
Способ изготовления деталей изделий, работающих в среде синтетических латексов и в условиях их контактного трения с металлической поверхностью

Номер патента: 1680709
Опубликовано: 30.09.1991
Авторы: Котов, Куликов, Нилов, Пекин, Садомова, Саракуз, Тиманьков, Тихонов, Янсон
МПК: B29C 43/02, C08G 18/65
Метки: контактного, латексов, металлической, поверхностью, работающих, синтетических, среде, трения, условиях
...дивинила и стирала (СБС) с концентрацией каучука в латексе 40 мас, и содержанием эмульгатора 5 мас,ф( т.е, 10 мас,ч. мелкодисперсного карбоксилатного каучука, Затем производят удаления воды из смеси при 100 С и давлении 10 мм рт,ст. в течение 30 мин и последовательно вводят 20 мас.ч. 2,4 ТДИ, 10 мас,ч, ДДФ и 1 мас.ч, полиэтиленполиамина(ПЭПА), Реакционную массу заливают в форму для получения корпуса одновиткового насоса и производят отверждение при 120 С в течение 5 ч, Свойства изделий, полученных в условиях примера 2 и следующих примеров, приведены в таблице.П р и м е р 3, Методика совмещения олигодиендиола с наполнителем - мелкодисперсным карбоксилатным каучуком - аналогична примеру 2 за исключением того, что в качестве...
Способ контроля геометрических параметров металлической трубы
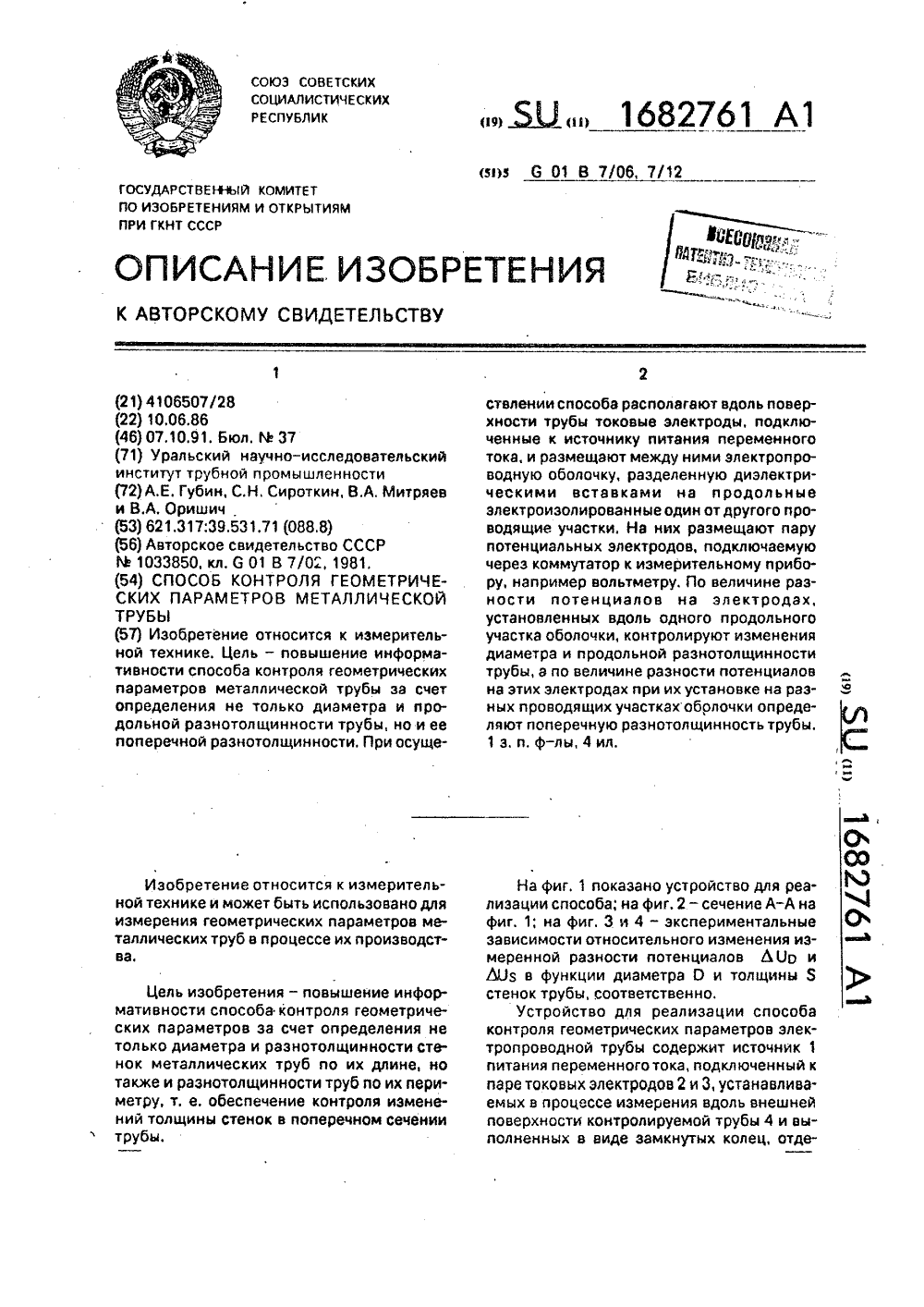
Номер патента: 1682761
Опубликовано: 07.10.1991
Авторы: Губин, Митряев, Оришич, Сироткин
Метки: геометрических, металлической, параметров, трубы
...между ними располагают электропроводную оболочку 5 с помещенной внутрь нее 20 трубой 4 и выборочно подключают ее электропроводные участки к токовому электроду 3, Потенциальные электроды 7 и 8 размещают на поверхности соответствующего электропроводного участка оболочки 5 и 25 измеряют разность потенциалов на них, При установке потенциальных электродов 7 и 8 вдоль проводящего участка этой оболочки измерения на них разность потенциалов зависит от диаметра трубы на контролируе мом участке, а следовательно, и от разнотолщинности трубы по ее длине. При установке пары потенциальных электродов 7 и 8 на различных проводящих участках внешней электропроводной оболочки 5 35 (фиг, 2) вокруг периметра трубы 4 измеренная разность потенциалов на паре...
Моющее средство для очистки металлической поверхности

Номер патента: 1684324
Опубликовано: 15.10.1991
Авторы: Гирняк, Гительман, Ильницкий, Козярский, Мельник, Мельничок, Олейник, Пидлисецкий, Процишин, Румянцева
МПК: C11D 1/04
Метки: металлической, моющее, поверхности, средство
...в 1,25 - 1,56 раза уменьшить объем образующейся пены и в 5 - 20 раз уменьшить ее устойчивость, причем данный эффект наблюдается только при использовании в качестве поверхностно-активного вещества оксиэтилированных спиртов. При замене в средстве оксиэтилированных спиртов на другие неи 1684324оногенные поверхностно-активные вещества, например, оксиэтилированные элкиламиды (синтамид) или оксиэтилированные алкилфенолы (ОП, неонол АФ-12), уменьшения пенообразования практически не наблюдается (см.табл.1). Введение в состав средства алкилсалицилата кальция не снижает его моющей способности (см,табл.2).Соотношение между алкэноламиновой солью синтетических жирных кислот фракции С 7 - С 2 о и свободным алканоламином должно составлять 1,4:1 -...
Дробовой пыж для металлической и неметаллической гильз

Номер патента: 1462958
Опубликовано: 15.10.1991
Авторы: Изюмов, Камайкин, Корнейчев, Шейнин
МПК: F42B 7/04
Метки: гильз, дробовой, металлической, неметаллической, пыж
...сс бой диск 1, изготовленный из упоугого материала, например полиэтилена, На верхнем его да при снаряжении и на полете, При снаряжении патрона головная часть снаряда дроби заполняет нижнюю выемку 6 и получает форму упругой перемычки 7. При выстреле дробовой снаряд воздействует на пыж, при этом перемычка 7 выгибается в сторону верхней торцовой выемки 2, а головная часть дробового снаряда приобретает сферическую форму. После вылета из ствола пыж вследствие аэродинамического сопротивления на верхнюю торцовую выемку 2 диска 1 испытывает дополнительное торможение и в своем относительном движении отстает от дробового снаряда, чему дополнительно способствует упругая перемычка, принимающая первоначальную форму и воздействующая на...
Ручная тележка для сбора металлической стружки

Номер патента: 1685780
Опубликовано: 23.10.1991
МПК: B62B 1/16
Метки: металлической, ручная, сбора, стружки, тележка
...раме 1 установлен фиксатор крайних положений кузова 4. В фиксаторе 8 закреплены поворотная рукоятка 9 и скоба 10. На передней части рамы 1 закреплены подшипниковые опоры 11 и 2 с установленными в них валами 13 и 14. На валу 13 имеется звездочка 15, взаимодействующая через цепную передачу 16 со звездочкой 17, находящейся на промежуточном валу 18, закрепленном на раме 1. На промежуточном валу 18 также установлена шестерня 19, находящаяся в зацеплении с шестерней 7. На раме 1 закреплены также звездочки 20, на которые натянута цепь 21. К звеньям цепи 21 прикреплена замкнутая гибкая лента 22. На замкнутой гибкой ленте 22 установлены полоски 23 из магнитного материала (магниты). В верхней части кузова 4 установлен скребок 24 из немагнитного...
Способ получения облицовочного покрытия на металлической форме

Номер патента: 1688967
Опубликовано: 07.11.1991
МПК: B22C 3/00, B22D 15/00
Метки: металлической, облицовочного, покрытия, форме
...при его нанесении на Форму.Содержание жидкогО стекла сОставляет 5-15 мас,%. При меньшем его содержании покрытие не удерживается на поверхности металлической формы, а большое содержание экономическл не оправдано, так как нет УЛУЧШЕНИЯ СООйСТВ.Количество борной кислоты в покрытли 2-4 мас.%. При меньшем содержании замедляется реакция отвердения жидкого секла, а при большем содержании живучссть покрытия резко уменьшается.Составы покрытия 1 и 2 предпочтитель нее лспользовать, когда применяется облицовочный слой, приготовленный з составов смесей недостаточно высокой прочности в холодном состоянии, например, на смолах КФ-МТ или фенолоспирте. При применении плакированных смесей с синтетическими смолами, обладающими высокой прочностью, например...
Устройство весового дискретного дозирования металлической шихты

Номер патента: 1689761
Опубликовано: 07.11.1991
Авторы: Богдан, Кишко, Моисеев, Подольский, Терновой
МПК: G01G 19/38
Метки: весового, дискретного, дозирования, металлической, шихты
...наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Изобретение относится к весоиэмерительной технике.Цель изобретения - повышение точности соотношения химических элементов вШихте. 5На чертеже показана функциональнаясхема устройства.Устройство весового дискретного дозирования металлической шихты содержит дазаторы 1-3 ведущих компонентов, имеющие 10зэдатчики дозне показан ь), блоки 4-6 определения относительного содержания заданных химических элементов в дозированной массе ведущих компонентов, дополнительный сумматор 7, сумматоры 8-10, ключ 1511 (электронный), блоки 12-14 умножения,задатчики 15-17 доз ведомых компонентови доэаторы 18-20 ведомых компонентов.Устройство работает следующим...
Способ изготовления отводов из металлической трубы, футерованной полимерной оболочкой

Номер патента: 1691125
Опубликовано: 15.11.1991
Авторы: Загиров, Кудряшов, Нурутдинов
МПК: B29C 53/08
Метки: металлической, оболочкой, отводов, полимерной, трубы, футерованной
...кольца 3 и внутренней защитной оболочки 2 прижимаются к стенке металлической трубы 1 и закрепляются относительно нее, Кольцевые зазоры между стенкой металлической трубы и оболочкой герметизируют (не показана). Подготовленный отрезок футерованнай трубы устанавливают в неподвижный 4 и подвижный 5 захваты трубагибачнага станка (не показан), закрепляют в них и вращением поворотного стала 6 изгибают, 1691125При этом закрепленная на концах защитная полимерная оболочка 2 деформируется совместно с трубой 1 на одну и ту же величину ь = е (фиг,4), что приводит к сни 3жению уровня действующих в оболочке сжимающих+ ои растягивающих -(т напряжений и сжимающих+Г и растягивающих -Г усилий. Вакуумирование загерметизированного зазора между стенкой...
Способ брикетирования металлической стружки

Номер патента: 1692737
Опубликовано: 23.11.1991
Авторы: Акопян, Даниелян, Джавахян, Стыркин
Метки: брикетирования, металлической, стружки
...8 мас.0/,. Смешивание осуществляют механическим способам в течение 5 мин, Приготовленную смесь нагревают да температуры размягчения полимера (90- 100 С) и затем прессуют в цилиндрические образцы. например, диаметром 120 мм, высотой 50 - 100 мм.11692737 3 51 10 1520 30Давление прессования, МПа Стружка Содержание полиэтилена, мас.Ф Временноесопротивление сжатию, МПа Предел прочности при изгибеИПа Коэффи циент связности, К;,т10 20 30 40 10 20304010203040 6,25 7,60 8,13 ,8, 85 5,91 6,67 751 8,00 3,86 4,46 5,13 5,94 Чугунная 0,22 0,94 1,16 1,23 0,66 0,91 1,08 1,15 0,59 0,67 0,85 0,98 0,75 0,79 0,82 0,88 0,71 0,73 0,79 0,86 0,71 0,73 0,79 0,82 Стальная Латунная С целью определения механическихсвойств полученных брикетов последниеподвергают...
Способ контроля чистоты обработки металлической поверхности

Номер патента: 1695237
Опубликовано: 30.11.1991
Авторы: Брыкин, Дымшиц, Мицкис, Пчельников, Синютина
МПК: G01R 22/02
Метки: металлической, поверхности, чистоты
...металлической поверхности заключается в том, что контролируемую поверхность помещают в электромагнитное поле, возбужденное в виде гибридной поверхностной волны в отрезке замедляющей системы. Контролируемую поверхность размещают параллельно поверхности замедляющей системы на расстоянии, менее одной шестой длины замедленной волны, Измеряют потери в отрезке замедляющей системы, по величине которых судят о шероховатости контролируемой металлической поверхности, 1 ил,системуволны, прпри устанповерхноР/Р 0 и поляют отлмой поввоз буждевыбираю, и сравнивают ееошедшей замедловке на расстоянсти, и по отношкалибровочномуичие шероховатоерхности от эталния электромагнт из условия1 р / 4 л 210маг где/ю - относительнаямость;Р - удельное...
Способ вибродемпфирования металлической конструкции
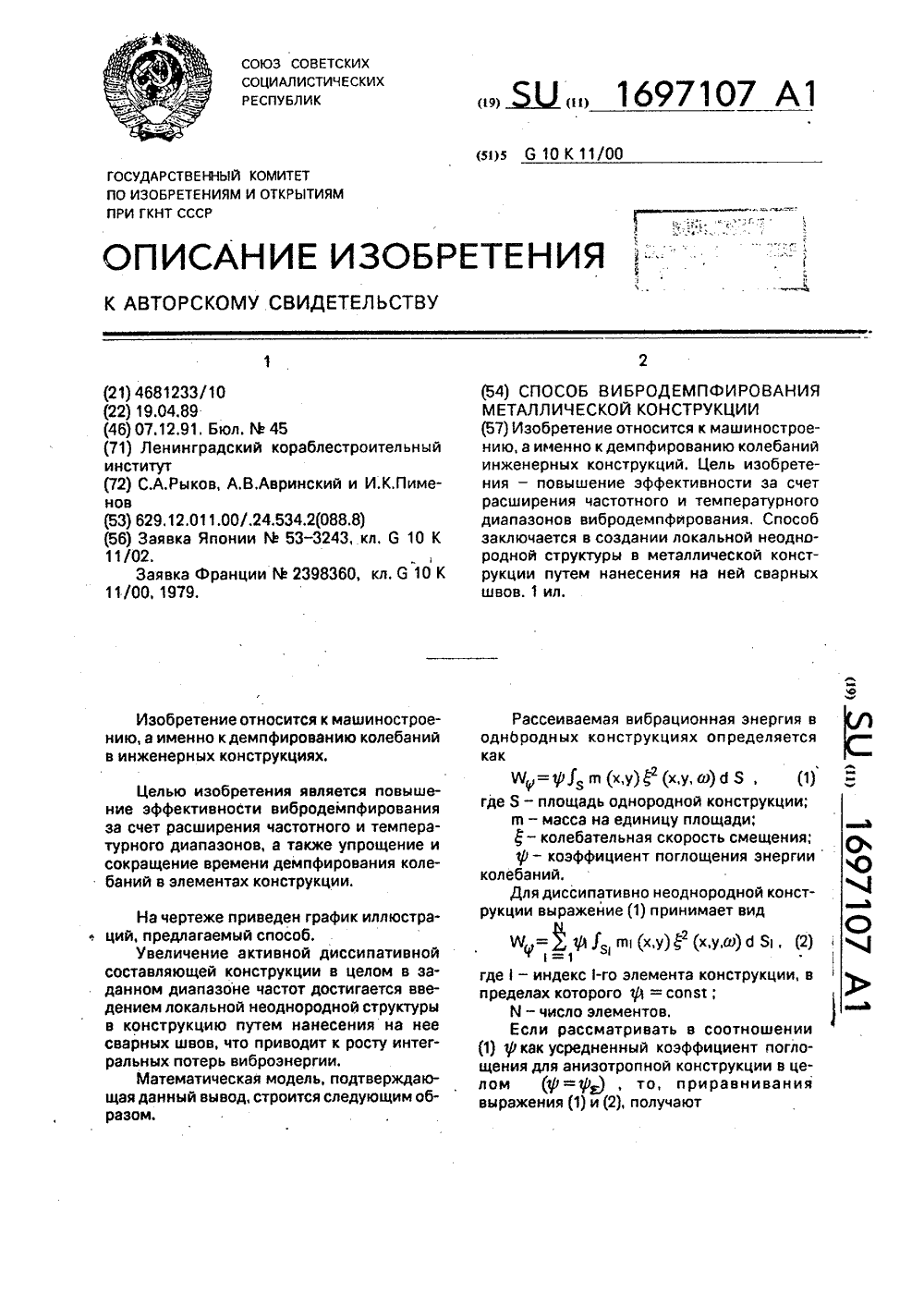
Номер патента: 1697107
Опубликовано: 07.12.1991
Авторы: Авринский, Пименов, Рыков
МПК: G10K 11/00
Метки: вибродемпфирования, конструкции, металлической
...разбить на й участков.Тогда на резонансе а, учитывая гармонический характер колебаний, выражение (3) принимает вид/ 1 2( /)где и - номер формы резонансных колебаний;х - текущее значение координаты;х) - граница зоны.Выражениез 1 п 2 (и их/1) Д х:=х 1(х 1 - хь 1)/2 = Лх/2. (6)Следовательно, выражение (4) стремитсяй1 Р =-РЛх)/, (7) СР=1т,е. изменение ф от одной частоты к другой происходит около среднего значения коэффициента поглощения, который зависит только от протяженности участков, которым соответствует ф,Отсюда следует, что чем больше сварных швов имеет конструкция, тем сильнее отличается регрессионная кривая ее коэффициента поглощения от регрессионной кривой коэффициента поглощения конструкции иэ однородного материала....
Способ соединения стеклопластикового стержня с металлической арматурой

Номер патента: 1697122
Опубликовано: 07.12.1991
Авторы: Савченко, Силаев, Хариков
МПК: H01B 17/40
Метки: арматурой, металлической, соединения, стеклопластикового, стержня
...формы.ения является повышетем исключения нарушежня.казан узел соединения,(21) 4787779/07(54) СПОСОБ СОЕДИСТИКОВОГО СТЕРЖСКОЙ АРМАТУРОЙ(57) Изобретение атноке, в частности к изо Изобретение отке, в частности к иконтактной сети циЦелью изобретние надежности пуния структуры стерНа чертеже пообщий вид,Стеклопластиковый стержень 1 соединяют с металлической арматурой 2 после осуществления прокатки арматуры роликами 3, Перед размещением стеклопластикового стержня в металлическую арматуру на стержне в месте ожидаемой деформации арматуры с помощью шаблона выполняют выточку 4 такой конфигурации, которая соответствует конфигурации деформации внутренней стенки металлической армату, ры. При таком способе соединения возможен поворот...
Способ удаления фотополимерного слоя с металлической подложки

Номер патента: 1697912
Опубликовано: 15.12.1991
Авторы: Горбань, Шереметьев
МПК: B08B 7/04
Метки: металлической, подложки, слоя, удаления, фотополимерного
...осуществляют путем пропускания через подложку импульса электрического тока длительностью 1-2 с с амплитудой, достаточной для газовыделе1697912 их месте островки золы впоследствии при необходимости могут быть легко удалены механическим путем. Получают рекуперированный стальной скрап, освобожденный от слоя полимера, В качестве отходов получают остатки полимерного материала в виде бесформенных осколков, общая масса которых составляет около 70 - 80; от первоначальной массы слоя, а также твердые продукты сгорания в виде золы и ококсовавшихся мелких частиц полимеров, и газообразные продукты сгорания, в состав которых входит углекислый гаэ и пары воды,Составитель А.ОжередовТехред М.Моргентал Корректор О.Кундрик Редактор О.Спесивых Заказ 4349...
Способ получения полимерного покрытия на металлической сетке

Номер патента: 1698264
Опубликовано: 15.12.1991
Авторы: Глускин, Кащавцев, Солнцева, Яйлоян
МПК: B05D 7/20, C09D 127/06
Метки: металлической, покрытия, полимерного, сетке
...температуре 150 - 190 С в течение 3-20 мин.В отличие от способа-прототипа предлагаемый способ включает дополнительные операции - термическую обработку сетки при 190+5 С в течение 10 мин и обработку в пластизоле без вспенивателя после предварительной желатинизации, Высокая износостойкость обеспечивает увеличение срока службы покрытий.Способ осуществляют следующим образом.Перед нанесением пластизоля металлическую сетку предварительно выдерживают в термостате при (190-5)С в течение 10 мин, после чего ее окунают в пластизоль (состав М 1), Для стекания избытка состава образцы выдерживают в течение 2-4 мин при (20+2) С над. емкостью-сборником. после чего осуществляют предварительную желатинизацию покрытия при 130-140"С в течение 10 мин....
Моющая композиция для очистки металлической поверхности от нефтеостатков

Номер патента: 1698278
Опубликовано: 15.12.1991
Авторы: Епифанова, Кожинский, Линчевский, Мельник, Мурашев, Семанов, Чистяков
МПК: C11D 3/43
Метки: композиция, металлической, моющая, нефтеостатков, поверхности
...спирты фракции С 1 о-С 1 в(П 1018-3) 70,0Олеиновая кислота 15,0Жидкие парафины С 1 з-С 17 15,0Ст.о, = 96,5%При мер 5, Состав,мас,%:Оксиэтилированные 3 мольокиси этилена вторичныежирные спирты фракции С 10-С 20,(В 1020 - 3)Олеиновая кислотаЖидкие парафиныСт,о, = 96,0%. П р и м е р 6. Состав, мас,%:Оксиэтилированные 3 мольокиси этилена первичные жирные спирты фракции С 1 о-С 1 з(П 1013-3)Олеиновая кислотаЖидкие парафины С 1 з - С 17Сто =940%П р и мер 7, Состав, мас,%:Оксиэтилированные 3 мольокиси этилена вторичные жирные спирты фракции С 1 з-С 17(В 1317 - 3)Олеиновая кислотаДизтопливоСт.о. = 93,5%,П р им е р 8. Состав, мас.%:Оксиэ 1 илированные 3 мольокиси этилена первичные жирные спирты фракции С 1 о-С 1 в(П 1018 -...
Способ протезирования металлической зубной коронкой

Номер патента: 1218517
Опубликовано: 23.12.1991
Авторы: Гюнтер, Итин, Кошкин, Мартынов, Миргазизов
МПК: A61C 13/06, A61C 5/08
Метки: зубной, коронкой, металлической, протезирования
...проводятизмерения, в результате которыхполучают периметр экватора Пэкб 3527,3 мм. Периметр шейки зубаП =25,2 мм,Обрабатывают контактные поверхности зуба, поскольку они расположеиь.плотно один к,цругому.40Окклюзионные поверхности необрабатывают, поскольку возраст,вкд прикуса и состояние тканей пародонта позволяет добиться нормалиэации окклюзконных соотношений45эа счет кезначктельного эубоальвеолярного укорочения зуба (вколачнвания).По препарировании зуба снимаютрабочие и вспомогательные оттискипо обьчной методике.50По получении гипсовой модели,если зуб обрабатывают, проводятмоделировку, а если зуб не обрабатывают, то сразу вырезают столбик,при этом гравкровка шейки не производится, так как коронка должна лип)ь дохОдить до деГне 1)ого...
Способ федоренко изготовления металлической зубной коронки

Номер патента: 1699449
Опубликовано: 23.12.1991
Автор: Федоренко
МПК: A61C 5/10
Метки: зубной, коронки, металлической, федоренко
...заготовки коронки через матриу 5, далее продвигают пуансон 4 до 9449 А 1 ических коронок зубов осуществляетя в два этапа; сначала вытяжка итамповка жевательной поверхности, атем раздача экватора коронки зуба, ричем пуансон и матрица изготавлиаются из высокопрочной стали, а онтрштамп - из мягкого цветного меа, на каждый из восьми зубов челоливается по 60-80 типоличающихся друг от дру-не на 0,1 мм, при этоми матрицы цилиндричесповерхность штампа иФрштампа имеют форму же-,верхности зуба, 1 ил,контрштампа 6, формируя при этом же - вательную поверхность нижней части заготовки, причем на мягком металле .матрицы 5 формируют отпечаток жевательной поверхности искусственной металлической коронки зуба и пуансона 4, т.е. его рабочей...
Автоматическая линия для изготовления профильных штанг металлической шахтной крепи

Номер патента: 1699683
Опубликовано: 23.12.1991
Авторы: Азимов, Голуб, Зенякин, Орехов, Пагис, Пискарев, Потапенко, Почуев, Семенов
МПК: B21D 21/00, B23K 37/04
Метки: автоматическая, крепи, линия, металлической, профильных, шахтной, штанг
...виде на приводной рольганг 2, Рольгангом 2 заготовка через устройство 3 для направления концаштанги 43 поступает в профилеправильную машину 4, по выходе из которой первый конец ее проходит через машину 5 для зачистки концов. Очищенным концом штанга 43 входит в сварочную машину 6, где с помощью средств 9 автоматики и управления и энергосилоеого оборудования 10 она зажимается и сваривается с зачищенным изажатым вторым концом предыдущей штанги 43.На период сварки концов все технологическое оборудование линии отключается. После сварки непрерывная плеть штанг проходит через машину 7 для удаления грата и подвергается гибке по заданному радиусу в вертикальной плоскости гибочиоймашиной 8, которая работает от средств 9 автоматики...
Заземлитель металлической оболочки и брони кабеля

Номер патента: 1700660
Опубликовано: 23.12.1991
Автор: Блинчиков
МПК: H01R 4/66
Метки: брони, заземлитель, кабеля, металлической, оболочки
...в щелевидное отверстие 2, чтобы зубья 10 на боках ленты были обращены прямоугольной стороной от зарасованного конца ленты. Броня кабеля или оболочка в месте наложения заземлителя зачищается, обезжиривается и покрывается кварцево-вазелиновой смазкой. Этой же смазкой покрывается обезжиренная поверхность обоймы заземлителя, соприкасающаяся с броней кабеля. Заземлитель (обойма 1 с запасованной натяжной лентой 9) накладывается на подготовленное место брони или оболочки так, чтобы лента полностью обхватывала кабель и имела запас для ввода в поперечную просечку 5 выштампов 1700660ки, вывода из просечки 6 и последующего загиба до расположения ее в выступах 8.После предварительного замера лентаотрезается, свободный конец ленты 9 пропускается в...
Способ очистки металлической поверхности

Номер патента: 1703207
Опубликовано: 07.01.1992
Авторы: Безрядин, Коваль, Эстерлис
МПК: B08B 7/04
Метки: металлической, поверхности
...к апи.Яклю)ала 1 ), не),) и ):) т ;)е;отрицзтльь)и ввод 9 ),Оде;.:. яас;к подающим еог ." , )О ,)а ь .;".);. )х р .,мащена абрабз;ыв;а .; Т)эч., 5), з по) )хитальный В.)вод 7 Одсэа,иьяатсяэлектрОдз" 1 3,п)аР)" ;" 1 иле кцле,),ОХВЗЫааЮ)цих С НЕ.ФТ .ди, с З .ОРОМ Обрабатыва;")са наделивз, . ю ш:вся взависимости г) е) о ди.):.1,ГЗатем Годжи) з)п;1)л; -,.:к Гродзь)1ПОД)5 ку) дЮТ Д /ГА;)З,-;)а),; Г",5 Г,=,", ),Е)нил их изда,и л,В зто г.е) )Я ирабат,): ".:, .:,. ди)1;.;начинзст Г)ера)1 еи)зпгя В об.)з ю сторону, Гак кзк электрод.стат)Вла) ) и В кз)а.ре 3 с опрадаланнь)м 1)аг.)м т 1 о кз)кдь и;них Обраб тываат свой )а,ок тп,).):)ьзволяя производить сдноа):а)ла:.,О,)б)рЬОГКу НЕСКОЛЬКХ уЧЗС К Грб)тгсокращает г)роцас; Гбрзбетхи.При этом...
Способ подготовки металлической формы к заливке

Номер патента: 1703246
Опубликовано: 07.01.1992
Авторы: Ващенко-Горский, Съемщиков, Храпаль
МПК: B22D 15/00
Метки: заливке, металлической, подготовки, формы
...слой 4покрытия подается при помощи коммутирующего устройства 8, источника 7 питания ичерез токоподводы 6 электрический ток, чтообеспечивает разогрев резистивного слоя ивследствие теплопередачи рабочего слояпокрытия. При этом толщину изолирующегослоя 3 набирают в 1,5-2 раза больше толщины рабочего слоя 5 для обеспечения преимущественно более быстрого разогревапоследнего. Таким образом изолирующийслой 3 выполняет двойную функцию - тепло- и электрозащиты низлежащих подслоя иосновы,При достижении в рабочем слое температуры, на 50-100 С превышающей температуру окончания кристаллизациизаливаемого металла, производят заливку,при этом электропитание реэистивногослоя прекращается. При снижении температуры рабочего слоя покрытия ( в интервале 5...
Способ контроля расстояния до металлической поверхности

Номер патента: 1703961
Опубликовано: 07.01.1992
Автор: Гаркуша
МПК: G01B 7/14
Метки: металлической, поверхности, расстояния
...зазора относительно опрашиваемой поверхности становится равной нулю составляющая выходного напряжения датчика, обусловленная отличием зазора от номинального значения. В результате становится нулевым напряжение на выходе фазочувствительного детектора 9, отпускается реле 12 или 13, которое управляло движением датчика. При этом замыкается цепочка 33 контактов этих двух реле, включая реле 30 температурной коррекции зазора, Это реле своими контактами 31 включается на все время до выключения тумблера 27, а контактами 32 переключает управление движением датчика 1 на контакты 39, 40 соответственно реле 22, 23 канала измерения температуры,Одновременно замыкается цепочка 17 контактов реле 12, 13, подключающая запоминающий конденсатор 18 к...
Способ упаковывания рулонов металлической фольги

Номер патента: 1705193
Опубликовано: 15.01.1992
Авторы: Абросимов, Ворошко, Зенцов, Злотин, Музыка, Наумкин, Павлинов
МПК: B65B 25/24
Метки: металлической, рулонов, упаковывания, фольги
...п, равном и = Ор,ф./100 - 1, где Ор.ф - максимальный диаметр рулона металлической фольги, кратный 100, в сочетании с радиальныл,и ребрэгли 9 жесткости обеспечивают необходимую постоянную надежную жесткость съемных прижимных дисков. Поскольку диаметр рулонов 3 металлической фольги является кратным 100 мм (100. 200, 300 мм ц т,д.), то предложенное соотношение обеспечивает наличие дополнительного концентрического ребра жесткости при повышении диаметра рулона, а следовательно, и его массы на каждые 100 мм,Способ обеспечивает постоянную величину жесткости съемных прижимных дисков 6 и при повышении величины наружного диаметра рулона 3 металлической фольги, т.е. при увеличении массы упаковываемых рулонов 3,При количестве концентрических...