Патенты с меткой «линия»
Линия изготовления древесно-стружечных плит

Номер патента: 1281419
Опубликовано: 07.01.1987
МПК: B27N 3/16
Метки: древесно-стружечных, линия, плит
...удержанию древесных частиц, т.е. древесные частицы не проваливаются сразу вниз, а равномерно распределяются по всей внутренней поверхности барабана 5. Древесные частицы выделяются по фракциям в зависимости от размера перфораций, размеры которых возрастают по ходу движения древесных частиц, т.е. в бункере 20 находятся мелкие кондиционные частицы, в бункере 22 - средние кондиционные частицы, в бункере 23 - крупные кондиционные частицы. Крупные некондиционные частицы попадают в бункер 24 и уходят за повторный размол, а мелкие некондиционные частицы через шлюзовой затвор 33 подают в бункер 21, а пыль уносится в циклов 32, а затем - в бункер 21. Эффективность отделения пыли и мелкой фракции обеспечивается механизмом 11, выполненным в виде...
Линия для сборки покрышек пневматических шин

Номер патента: 1281441
Опубликовано: 07.01.1987
Авторы: Березкин, Бойко, Маярович, Никишин, Петров, Пичугин, Решетян, Титов
МПК: B29D 30/06, B29D 30/20
Метки: линия, пневматических, покрышек, сборки, шин
...тележки-спутника 12, опирающимися на составной вал и расположенными к нему под углом, возникает сила трения, одна из составляющих которой стремится переместить колеса 16 вдоль составного вала так, что колеса 16, прокатываясь по нему по винтовоЙ линии, увлекают за собой тележку-спутник 12 со сборочным барабаном 11. Реборды 49 колес 15 и направляющие 3 удерживают тележку-спутник 12 от действия поперечной составляющей силы трения, так что она перемещается только вдоль направляющих 3.При подходе тележки-спутника 12 со сборочным барабаномк операционному станку 5 ролик 54 наезжает на копир 60, в результате посредством рычага 53, тяги 52 и планки 51 поводки 50 поворачивают опоры 14 с колесами 16 так, что в момент взаимодействия ролика 54 с...
Линия для массовой переработки плодов семечковых

Номер патента: 1282843
Опубликовано: 15.01.1987
Авторы: Андриец, Баршабова, Васюта, Клименко, Осипчук, Плескач, Шевченко
МПК: A23N 1/00
Метки: линия, массовой, переработки, плодов, семечковых
...конвейеру 17.У выхода дробилки 18 размещен стекатель 20, а затем по циклу - пресс 21 для отжима сока с сокосборником 22, установленным под прессом 2 1, Линия также содержит отделитель (не показан) грубых примесей, расположенный под дробилкой 18 и электроплазмолизатор (не показан), установленный перед прессом 21. Линия работает следующим образом, При открытии соответствующих заслонок в приемных бункерах 1 плоды определенного сорта или смесь сортов поступают в гидротранспортер 2, затем на транспортирующее устройство 3, и далее в устройство для мойки 4, из него на инспекционно-транспортирующее устройство 5. В зависимости от положения поворотной пластины 7 пло ды с течки б поступают в устройство для раскрытия семенных камер плодов...
Линия для штамповки деталей из листового материала

Номер патента: 1282946
Опубликовано: 15.01.1987
Авторы: Артемов, Гуров, Крючков, Лагвешкин, Ткач
МПК: B21D 43/00, B30B 15/30
Метки: линия, листового, штамповки
...заготовки в штамп и вывода руки робота из межштампового пространства подается рабочая среда в верхнюю полость рабочего цилиндра 25, а нижняя соединяется через золотниковое распределительное устройство (не показано) с атмосферой, шток 26 опускается вместе с траверсой 27, штыри 28 выходят из отверстий в нижней плите, Верхняя плита штампа под действием собственного веса опускается вниз и прижимает пуансоном, прижимом или каким-либо другим элементом (не показаны), смонтированным на верхней плите, заготовку к зеркалу матрицы, Затем подается команда на перемещение комплекта штамповых блоков в рабочую зону пресса. Перемещение комплекта блоков на шаг осуществляется приводом перемещения штамповых блоков следующим образом, С помощью...
Линия поперечной резки полосовой электротехнической стали на пластины

Номер патента: 1282993
Опубликовано: 15.01.1987
Авторы: Афанасьев, Гальперина, Кононенко, Фартушный
МПК: B23D 33/02
Метки: линия, пластины, полосовой, поперечной, резки, стали, электротехнической
...ножницами подхватывается магнитами рамы 6 и с помощью привода 7 рамы выносится в одну сторону и сбрасывается на тележку 1 первого ряда, затем следующую отрезанную пластину подхватывает вторая рама 6, выносит ее в противоположную от оси линии сторону и сбрасывает на третью тележку первого ряда, т. е. происходит одновременное заполнение первой и третьей тележек первого ряда. После заполнения первой и третьей тележек стопами определенной ширины, например ширины А и толщины (комплектация стержня на тележке означает расположение на поверхности тележек 11 стоп различной ширины и различной высоты), включается привод 9 поворотных частей 8 рольганга, например, представляющий собой гидроцилиндры, перемещающие зубчатые рейки и поворачивающие...
Линия для литья керамической пленки

Номер патента: 1283104
Опубликовано: 15.01.1987
МПК: B28B 1/26
Метки: керамической, линия, литья, пленки
...подложку 4 смтывают в рулон 22. После этого фильеру 12 заполняются шликером и приступают к разливу пленки 6.При включении привода линии (не показан) подложка 4 разматывается с бобины 3 и протягивается по ленте 11 верхнего участка 5 стола под фильеру 12. Барабан 13 5 10 15 20 25 30 35 40 механизма протяжки подложки 4, преодолевая торможение механизма 2 размотки, протаскивает подложку 4 по ленте 11, обеспечивая за счет криволинейной поверхности секций 8 верхнего участка 5 стола равномерное и плотное ее прилегание, и далее направляет подложку 4 на ленту 19 нижнего участка 14 стола, В то же время из фильеры 12 подают шликер, который, вытекая из нее, попадает на движущуюся подложку 4 слоем, толщина которого ограничена зазором между нижней...
Линия непрерывного производства быстросозревающих сыров

Номер патента: 1284474
Опубликовано: 23.01.1987
МПК: A01J 25/00
Метки: быстросозревающих, линия, непрерывного, производства, сыров
...изолированном контуре 14,Линия снабжена также комплектом тележек 15,Линия работает следующим образом.Пастериэованное и нормализованноепо жирности молоко, подогретое в теплообменнике 1, подается в смесительдозатор 7. Сюда же из резервуара 3подается кислая молочная сыворотка.Сечения выходного патрубка смесителядозатора 7 рассчитаны таким образом,что обеспечивается постоянное заданное соотношение количества подаваемого молока и кислой сыворотки. Всмесителе-дозаторе 7 происходит тщательное неремешивание молока и кис-,лой сыворотки и свертывание молока.Образующийся при свертывании молока сгусток по мере поступления в коагулятор 2 свежих порций молока и кислой сыворотки поднимается вверх, при этом постепенно происходит укрупнение хлопьев...
Линия асептического консервирования жидких и пюреобразных пищевых продуктов

Номер патента: 1284493
Опубликовано: 23.01.1987
Авторы: Вишневецкий, Городищер, Евстигнеев, Игнатенко, Лейченко, Лернер, Марх, Рейф
МПК: A23L 3/00
Метки: асептического, жидких, консервирования, линия, пищевых, продуктов, пюреобразных
...сигнал к 5 20 25 30 35 40 45 50 55 2подаче пара и регулятор 15 начинает подачу пара в рубашку нагревателя.Перед началом работы линии вентилями 31 и 32 подключается необходимое число секций паровой рубашки нагревателя 3 в зависимости от производительности линии и вида продукта, его начальной температуры и температуры стерилизации. При этом последняя, по ходу продукта, секция включена всегда, а последующие секции подключаются от нее против движения продукта. Вентилями 33 - 35, соединяющими секции паровой рубашки нагревателя с конденсатоотводной линией, устанавливается одинаковое давление пара в секциях. Таким образом, длительность тепловой обработки продукта в нагревателе минимальна.Температура продукта контролируется датчиком 14,...
Линия резки сортового проката

Номер патента: 1284742
Опубликовано: 23.01.1987
Авторы: Гребе, Дворжак, Зискис, Ищенко, Корчагин, Летяев, Рыбальченко, Сайко
МПК: B23D 47/00
Метки: линия, проката, резки, сортового
...углом (3-5 ), как показано на фиг.З, чтойпозволяет надежно создавать электрический контакт между обоймой и губкой-электродом 10 и обеспечивает 42 2быструю замену. Борт 8 подводящего ручья 1 ролы анга снабжен отбойником 20 (фиг,1), укрепленным на оси 21, Свободный конец отбойкика 20 снабжен консольной балкой 22 (фиг,З и 4) через шарнир 23 с фигурной тягой 24, пропущенной через отверстия в консоли 25, которая крепится неподвижно на буфере 14. Тяга 24 на конце имеет гайку и контргайку 26. Консоль 25 проходит в опорной балке 27, снабженной направляющим пазом 28, что предотвращает. проворот штока 13 гидроцилиндра 6 и снимает консольную нагрузку с него во время резания (когда прокат 7 прижат к неподвижным губкам-электродам 10), так как буфер...
Автоматическая линия

Номер патента: 1284789
Опубликовано: 23.01.1987
Авторы: Узилевский, Шафрановский
МПК: B23Q 41/02
Метки: автоматическая, линия
...приспособлениями осуществляется периодически посредством рейки 18 и блок-шестерни 19, воздействующей на вал 12.Автоматическая линия работает следующим образом.После окончания обработки на станках 3 происходит разжим обрабатываемых картеров 20, которые при помощи подъемников 5 опускаются на штанги транспортного устройства 4Последние совершают ход вперед и подают картер из последнего станка 3 первого автоматического участка линии на совмещенную позицию автоматического участка и транспортера-накопителя, на которой подъемный механизм 7 с увеличенным ходом поднимает картер вверх, снимая его со штанг транспортного устройства 4 автоматической линии. Штанги 1 тран 1284789спортера-накопителя без картеров (картеры в это время подняты...
Линия для производства керамической плитки

Номер патента: 1284837
Опубликовано: 23.01.1987
МПК: B28B 15/00
Метки: керамической, линия, плитки, производства
...6, снабженный преобразователем 7 потоков плиток. Преобразованные в один ряд плитки поступают на горизонтальный однорядный конвейер 8, снабженный механизмом 9 отбраковки плиток. Прошедшие отбраковку плитки перемещаются на постоянно движущихся цепях конвейера 15 доупора 30. После накопления на конвейере 15 шести вплотную расположенныхдруг к другу плиток фотореле 44 по 25 30 35 40 45 50 55 дает команду на электромагнит 29,опускающий упор 30 ниже уровня транспортных цепей конвейера 15, тем самымосвобождая проход плиток на площадку 17.Подающий ролик 28, окружная скорость которого существенно превышаетскорость движения транспортных цепейподающего плитки конвейера 15, резкоувеличивает скорость перемещения попадающей на него плитки,...
Магнитострикционная линия задержки

Номер патента: 1285561
Опубликовано: 23.01.1987
Автор: Гармаш
Метки: задержки, линия, магнитострикционная
...ЮМагнитострикционная линия задержПредлагаемая линия состоит из зву- ки, содержащая входной и располокопровода 1, входного преобразовате- женные на звукопроводе по обе столя 2 и расположенных на одинаковом роны от него выходные преобразоварасстоянии от него двух выходных пре- тели, снабженные постоянными магниобразователей 3 и 4. Каждый из пре- тами, о т л и ч а ю щ а я с я тем, образователей выполнен в виде катуш- что, с целью повышения отношения сигки с обмоткой, а подмагничивающее нал/шум за счет компенсации электро- поле создается постоянным магнитом, магнитной наводки и повышения амплиВыходньж преобразователи 3 и 4 туды выходного сигнала, выходные превключены последовательно встречно, . образователи размещены на одинаковом причем...
Способ изготовления многослойных уплотнительных прокладок и линия для его осуществления
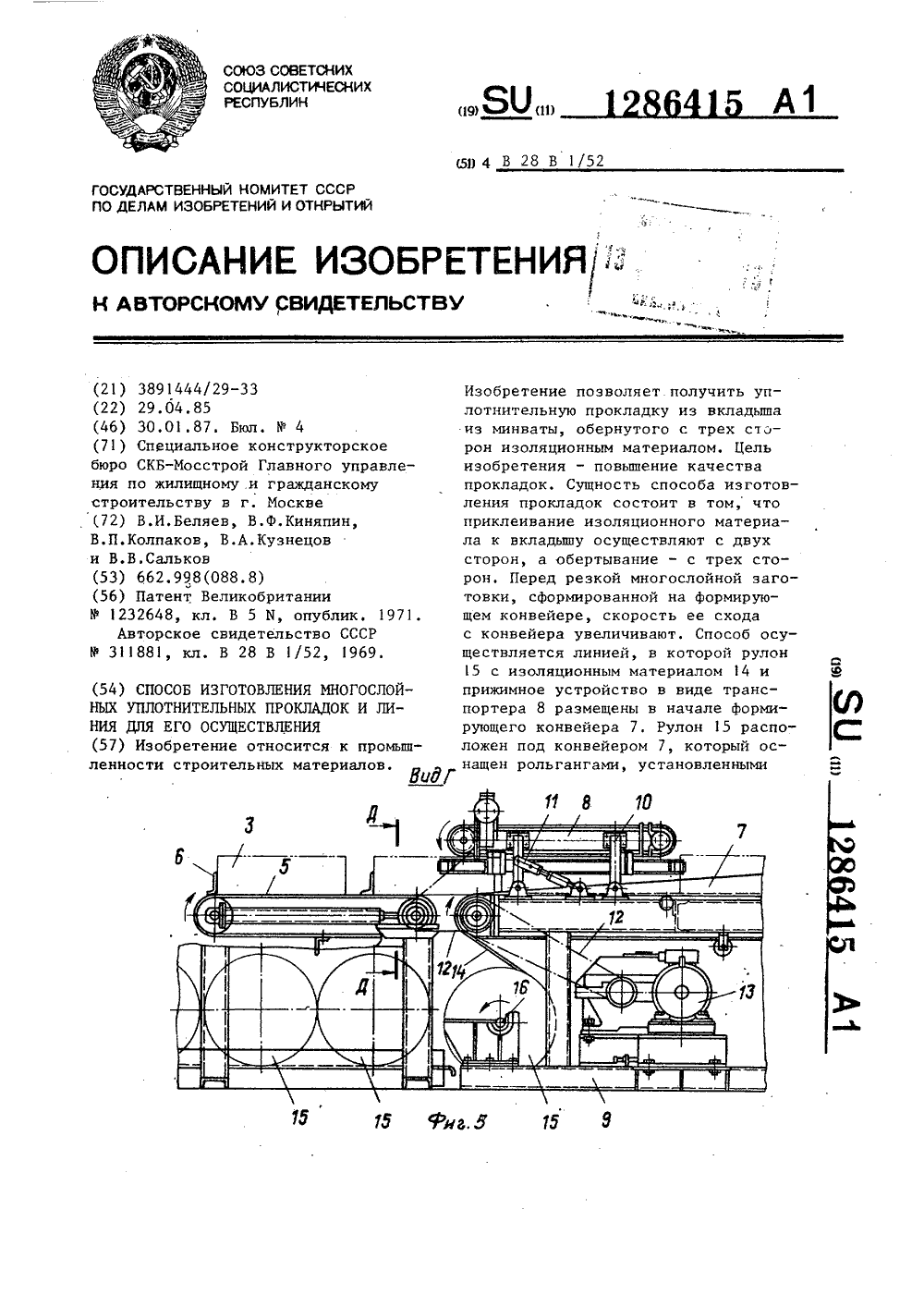
Номер патента: 1286415
Опубликовано: 30.01.1987
Авторы: Беляев, Киняпин, Колпаков, Кузнецов, Сальков
МПК: B28B 1/52
Метки: линия, многослойных, прокладок, уплотнительных
...виде парных ленточных транспортеров 21с вертикальными осями вращения концевых барабанов. Сверху и снизу ленттранспортеров 21 смонтированы ограничительные планки 22, верхняя изкоторых подпружинена, Транспортеры21 приводятся в действие приводом23. Между транспортерами 21 и устройством 24 для складирования готовых.многослойных уплотнительных прокладок установлен механизм поперечнойрезки многослойной заготовки, сформированной на конвейере 7, выполненный в виде ножниц 25 с приводом ножей в действие от силового цилиндра26. Корпус ножниц 25 соединен с основанием посредством шарнирной оси27, что дает возможность производитьпоперечную резку многослойной заго 128641510 20 25 30 35 40 45 55 товки на готовые прокладки без оста- нова...
Автоматическая линия для изготовления деталей типа штанг

Номер патента: 1287974
Опубликовано: 07.02.1987
Авторы: Горячев, Греков, Тихонов, Торопцев
МПК: B21J 13/02, B23Q 41/02
Метки: автоматическая, линия, типа, штанг
...рычаг 14, поворачивает его вокруг оси 15 и перекрывает окно а. Далее заготовка нажимает на рычаг 16, поворачивает его вокруг оси 17, а защелка 18, заходя в зацепление с защелкой 19, стопорит его. Освободившийся рычаг 14 под действием пружины кручения возвращается в исходное положение. Движущаяся далее по направляющим 10 заготовка упирается в рычаг 22,поворачивает его вокруг оси 23, перекрывает окно б и упирается в упор 24 направляющих 11. В этом положении заготовка сориентирована для подачи манипулятором в первый ручей нагревателя 13. Опускается штанга 6 манипулятора 5, захватывает зажимами 45 заготовку, поднимается вверх и останавливается. Рычаг 22 в это время под действием пружины кручения возвращается в исходное положение, открывая...
Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига

Номер патента: 1288079
Опубликовано: 07.02.1987
Авторы: Антан, Берзин, Бичук, Грицанс, Губенко, Конкси, Медведев, Пискунов
МПК: B28B 15/00
Метки: камерных, керамических, линия, обжига, пакеты, разгрузки, сушил, укладки
...рабочие полки 21 соединены с кареткой 24, а последняя - цепью 25посредством звездочек с противовесами 26.Вертикальное перемещение полок21 осуществляется от привода 20,соединенного передачей 27 с редуктором 28 разнонаправленного вращения,который, в свою очередь, через цепные передачи 29 и 30 приводит вовращение горизонтальные валы 31 сустановленными на них звездочками32,Устройство 9 ввода и пакетирова-,ния сушильных рамок 11 состоит издвухветьевого цепного конвейера 33,ведущие звездочки 34 которого соединены посредством обгонной муфты 35с приводом 36. В месте разделения нараме 37 конвейера 33 установлен механизм 38 пакетирования, состоящийиз привода 39 с цепной передачей 40,связанной подъемными эксцентриками41, которые в свою очередь...
Способ упаковывания пачек с сыпучим материалом и линия для его осуществления

Номер патента: 1288117
Опубликовано: 07.02.1987
Авторы: Куличенков, Несмеянов, Передеренко, Третьяков, Утков, Юдин
МПК: B65B 51/02
Метки: линия, материалом, пачек, сыпучим, упаковывания
...завесу обандероливающего приспособления 16 в поворотную кассету 24. Группа 39 пачек передвигает толкатель 30 из крайнего левого положения в крайнее правое положение до упора в пластину 28, при 30 этомдвуплечий рычаг взаимодействует роликом 33 с неподвижным копиром 23 и его длинное плечо 34 устанавливается параллельно участку Б пластины 28, не препятствуя перемещению группы 38. 35 Группа 39 воздействует на БВК 40 и включает его, По сигналу последнего включается механизм 25 дискретного действия, который при помощи мальтийского креста 21 поворачивает кассету 40 24 на 90 , В процессе поворота группа 39 обворачивается (обандероливается пленкой, а после поворота касосеты 24 на 90 опорная губка 19 устанавливается под нагревательной губ кой...
Линия намазки и упаковки спичечных коробок

Номер патента: 1288181
Опубликовано: 07.02.1987
Авторы: Баврин, Лукашенков
МПК: C06F 1/20
Метки: коробок, линия, намазки, спичечных, упаковки
...профилем,пневмоцилиндра 12 и направляющих 13,проталкивающего механизма 14 дляперемещения коробок, состоящего изГ-образного толкателя 15 и пневмоцилиндра 16,смонтированных вместе смагазином 17 на станине 18 устройства для подачи спичечных коробок.С целью устранения опрокидываниякрайних коробок 10 каждого ряда приих движении между устройством 1 дляподачи спичечных коробок и синхронизатором 3 установлены неподвижныелотки 2.Линия работает следующим образом.Спичечные коробки загружаются наузкую длинную грань в магазине 17,плунжер 11 (фиг,З) перемещается пневмоцилиндром 12 по направляющим 3,забирая иэ магазина два ряда коробок.При достижении плунжером 11 своегопереднего положения (фиг.З) срабатывает пневмоцилиндр 16, перемещаяГ-образный...
Автоматическая линия для обработки деталей

Номер патента: 1289656
Опубликовано: 15.02.1987
Авторы: Белага, Брюзгин, Суровцев, Чеврениди
МПК: B23Q 41/02, B23Q 7/14
Метки: автоматическая, линия
...с пульта управления в описанной последовательности. При этомспутник из первой рабочей позицииперемещается в следующую, а на первой позиции оказывается спутник спозиции загрузки, из которого снятыоператором готовые детали и установлены новые,Линия работает следующим образом, Оператор, обслуживающий линию, рабочее место которого находится рядом с позицией загрузки, устанавливает детали на базовые поверхности 50 приспособлений-спутников 4 и закрепляет их, После этого по сигналу с пульта 17 управления начинается цикл обработки, состоящий в том, что транспортер 5 перемешает поворотным коль цом 7 на ропиках 18 подвески б с приспособлениями-спутниками 4 (одновременно перемещаются восемь приспособлений- спутников с загрузочной поИзобретение...
Линия сортировки и укладки листов калашникова

Номер патента: 1289768
Опубликовано: 15.02.1987
Автор: Калашников
МПК: B65G 57/00
Метки: калашникова, линия, листов, сортировки, укладки
...которое включает в себя кроме упора 7 выдвижной сталкиватель 16, прикрепленные к кронштейну 15 и выдвижной сталкиватель 17, размещенный под опорными роликами 4 с возможностью поворота в вертикальной плоскости. В зоне карманов 5 ролики перегрузочного конвейера могут быть выполнены неприводными и имеют вогнутую поверхность. Приводы перемещения всех подвижных органов механизма могут быть выполнены в виде силовых цилиндров.Линия работает следующим образом.Пакет листов укладывается на люльку кантователя 2, которым пакет кантуется на ребро. После этого включается в работу 5 10 15 20 25 30 захват 10., при этом вакуумные присоски захвата 10 приближаются к пакету, захватывают и транспортируют лист к опорным роликам 4. После чего вакуум с...
Цифровая регулируемая линия задержки

Номер патента: 1290490
Опубликовано: 15.02.1987
МПК: H03H 9/30, H03K 5/153
Метки: задержки, линия, регулируемая, цифровая
...входом второго счетчика й, то нулевой сигнал на управляющем входесчетчика й устанавливает на его выходах код, присутствующий на кодовыхшинах 7, т.е, код задержки. При этомна его выходе заема находится сигналлогической единицы, который, поступаяна вход элемента И 4, разрешает прохождение через него тактовых импульсов с генератора 1 на вычитающий счетный вход счетчика й, не изменяя егосостояния, так как при нулевом сигнале на управляющем входе счетчик находится в режиме записи, при которомработа счетчика по счетным входамблокирована,При приходе входного импульса (фиг.26) сигналом логического нуля счетчик 3 устанавливается в состояние, соответствующее коду задержки на шинах 7, при этом на его выходе заема устанавливается сигнал...
Линия для производства волокнистых плит с вертикальным направлением волокон

Номер патента: 717891
Опубликовано: 15.02.1987
Авторы: Каминскас, Кебликас, Кудзявичюс, Лапенис, Пилипавичюс, Эйдукявичюс
МПК: B28B 1/52
Метки: вертикальным, волокнистых, волокон, линия, направлением, плит, производства
...обработки.На.фиг, 1 изображена линия для производства волокнистых плит с вертикальным направлением волокон, общий вид; на фиг. 2 - то же, схема транспортера; на фиг, 3 - то же, схема подающего устройства с механизмом поворота во время захвата куба; на фиг. 4 в .то же, схема подающего. устройства с механизмом поворота во время вталкивания куба в кассету установки резки.Линия по ходу технологического процесса состоит из камеры волокно- осаждения 1, ножа продольной резки 2, ножа поперечной резки 3, устройства 4 для укладки заготовок в слоистый крупногабаритный куб 5, камеры тепловой обработки 6 конвейерно-карусельного типа, транспортер 7, подающего устройства 8 с механизмом 9 поворота куба и установки 10 резки куба на плиты.Транспортер 7...
Автоматизированная линия для сборки и сварки объемных изделий

Номер патента: 1291328
Опубликовано: 23.02.1987
Авторы: Васильев, Кагиров, Сурков
МПК: B23K 11/10, B23K 37/04
Метки: автоматизированная, линия, объемных, сборки, сварки
...опускании стола 23 пресса сварочного поста 1 первая сварочная оснастка 6 опускается вместе со столом 23 мимо транспортера 4 и его ловителей 8, основная панель 9 с приваренными к ней деталями, которые были заложены в первую сварочную оснастку 6, захватывается ловителями 8 транспортера 4 и фиксируется ими. Ловители 8 имеют выпуклую или вогнутую форму.При получении сигнала о наличии стола 23 пресса сварочного поста 1 в нижнем положении и основной панели 9 на ловителях 8 транспортер 4 делает шаг по ходу технологического процесса и перемещает основную панель 9 с приваренными к ней деталями во вторую позицию сварочного поста 1, Снова поднимается стол 23 и сварочная оснастка 6 второй позиции с соответствующими контрэлектродами 19 с...
Линия подготовки древесных частиц в производстве древесностружечных плит

Номер патента: 1291410
Опубликовано: 23.02.1987
Авторы: Барулин, Завражнов, Шпигарев
МПК: B27N 3/16
Метки: древесностружечных, древесных, линия, плит, подготовки, производстве, частиц
...И ВЫ рСЗО 1)Х) патрубкох 26) Вл );ь ц(,1 рз1 Ой Ос: срс, ц Г Г О)с),,1 101 )3 0 , Е 3М 0 Н Г И рованы ццравляюц Н(;к 3,(0 и .2. 3:1;)л )з рхним с)гоъ) 2 усгНО)з,к)1 . я .Тр, 11; з) 28,РОЫ(. ТОГ), )1 С);3, Ы(1) )013(3 ца Лроби.1 КЗ 2 с, 1 : .ЕОН)( О;(. Г ц):я и(.ГО Си) с) 4 В 10 ц 1;)0133. В(прубок 25. Линия работа(.т л.;)с;еу 1011 и м )6)с В)хДрВесцыс чястц)ы .яр, ж)30" 3:; С 102, ГЛЕ Оц ГОЛ( ГЫХ)11 Срс)сОМци,ЛВижмтся НО па к.)ОН НО Й Н,10 скоГВЛЕВО, ЦРЦ )СЫ 0 ЦЬ КРЗ Ы 3, 1;1, Ибук)цИГ,ЕОра.з 1),1(, ОС ",11К),;р)бя К,24, Отк 1;) их зц)(,сЛ;пн с 3;В;, (,..е 2 сито 2, МГ Г;3, л ццсск)с ; с Г) 1 1;,Па)От НЯ ЗЛ( Ктрдмс)ГН)2,) ц)3, )я Ю)( яИЗ ПОГОКЗ, НО ВСС Опя О) ЛСПП ЗЛССне могут, т.(. сер В(сцыс 3 пи);ь ци(рсх)(ц(ЮТСЯ ПО СИ 1З О.1("1 Ь)З(...
Линия изготовления древесноволокнистых плит

Номер патента: 1291411
Опубликовано: 23.02.1987
МПК: B27N 3/16
Метки: древесноволокнистых, линия, плит
...СЧСТ СНИЖЕНИЯ В,13 ГОСОДСРжс Ц И 51 КВ Р(.На фиг.изображен схем линии изготовления древесцонолокцис гых .//Лит; ц фиг. 2 -- устройство для непрерывной суНк 3 волокна; на фиг. 3 разрез Л ./. Н фиг. 2; На фИГ. 4 СС.КР 51 1(ццг СС)ННОГО Кцвейера; на фиг. 5 вид 11 н фи. 4.Линия из Отовлс.и и 53;ер(.Бси(Б./к ци с. тых плит Вклочаст узел 1 цдГт 13 кц Б- локна с приспособлением 2 БведсНия химдобавок, узел 3 формирования коцра с циклоном 4, подпрессвщик 5, орячий пресс (1, узел 7 0р 6(11 ю и:и; /, рив;. /Ч. (Н жена устройствм ,3 цпрсрцвцй сцкц волокна. Узел 3 формир 1)еггеля к р, Быпл нен в Биде 1;с Нг (сгчцГюч/ш.йср 10 с вертикально закреплен цм ц ося: 11 ПОД 310 Ц) ИМИ ЦЛсти и Ми 12 И РсСЦ- женными 1 Од верхней Беп ью 13 (ц 3 йср 10...
Технологическая линия для изготовления ячеистобетонных изделий

Номер патента: 1291419
Опубликовано: 23.02.1987
Авторы: Киняев, Клупшас, Синица, Ягнятинский
Метки: линия, технологическая, ячеистобетонных
...5 с массивом 28 перемещается на приемный рольганг 20 и механическая рейка отрывного механизма 21 отрывает его от остального состава, образуя соответствующий промежуток между поддонами 5. Одновременно с разрезкой очередного массива 28 включается механизм 24 чистки поддонов 5 и очищает от остатков прилипшей массы заднюю сторону 25 борта 8, клиновой паз 9 первого поддона 5 и уплотняющий клин 7 второго поддона 5. Для предохранения второго массива 28 от разрушения щеткой последняя перекрыта защитным козырьком 25.После окончания чистки борта поддона 5 З 0 он штабелировщиком 22 поднимается в верхнее положение над приемным рольгангом 20, а на рольганг поступает следующий очередной поддон 5 с колесами 30. На данной позиции в отверстие...
Автоматизированная поточная линия подачи запарочных вагонеток

Номер патента: 1291421
Опубликовано: 23.02.1987
Авторы: Анисимов, Звездин, Ишинов, Орлов
МПК: B28B 15/00
Метки: автоматизированная, вагонеток, запарочных, линия, подачи, поточная
...за 30 35 40 45 50 55 Канатный толкатель 12 предназначен для подачи состава порожних за парочных вагонеток в прессовый цехк автоматической электропередаточной тележке 15 через машину 13 очистки платформ запарочных вагонетоки установку 14 смазки букс запарочных вагонеток, Включение толкателяосуществляется автоматически.Машина 13 очистки платформ запарочных вагонеток устанавливаетсянад путями накопителя и включается,когда состав вагонеток проталкивает. -ся под машиной канатным толкателем12.Установка 14 смазки букс запарочных вагонеток устанавливается параллельно пути накопителю и включается через датчик от каждой оси проходящего состава вагонеток.Автоматическая электропередаточная тележка 15 предназначена для подачи порожних эапарочных...
Линия для изготовления маканых изделий

Номер патента: 1291428
Опубликовано: 23.02.1987
Авторы: Ерофеев, Кульков, Несмеянов, Просветов
МПК: B29C 41/14
Метки: линия, маканых
...3 проходят операции сушки и вулканизации в камере 6.Устройства 19 и 20 расположены по концам рельсовых путей 1 и 2 под углом 90 к ним.Конструкция и работа устройства 19 с соответствующими стойками 48 и 49, а также установленными на них силовыми цилиндрами 50 и 52 и датчиками 54 - 57 аналогичны конструкции и работе устройства 20 со стойками 48 и 49, а также установленными на них силовыми цилиндрами 50 и 52 и датчиками 54 - 57, но установлены на фундаменте линии одно относительно другого параллельно под углом 180.В исходном положении рамная конструкция 30 механизма 20 на позиции в с тележками 3, а рамная конструкция 30 механизма 19 - на позиции г без тележек 3.Опора 44 (фиг. 3) находится со стороны камеры 6, а ограничитель 32 - с...
Автоматическая линия горячей штамповки

Номер патента: 1292899
Опубликовано: 28.02.1987
Авторы: Балюк, Батраков, Захаров, Литвинов
МПК: B21J 13/02, B23Q 41/02
Метки: автоматическая, горячей, линия, штамповки
...из устройства для шлифования по лотку, Датчики постоянноконтролируют наличие шлифованных заготовок в накопителе 12 и дают сигнал на включение или выключение устройства для шлифования,В накопителе 12 шлифованные заготовки ориентируются и поштучно полотку подаются в индукционный нагреватель, В индукционном нагревателешлифованные заготовки нагреваютсядо определенной температуры и подаются на позицию, находящуюся в зонедействия манипулятора. Манипулятор,получив команду о наличии нагретойзаготовки на позиции, принимает одной рукой эту заготовку и подает вштамп горячештамповочного пресса 9.Включается рабочий ход горячештамповочного пресса. После окончанияштамповки манипулятор другой рукойубирает отштампованную деталь изштампа и сбрасывает в...
Линия раскроя листового материала

Номер патента: 1292947
Опубликовано: 28.02.1987
Авторы: Артыков, Круглов, Мартыненко, Молостов
МПК: B23D 33/02
Метки: линия, листового, раскроя
...листа. После прижима присосок 13 к листу подается команда на подъем рамы 12, при этом столы 8 возвращаются в исходное положение, В верхнем положении рамы 12 присоски 13 разгерметизируются путем срыва вакуума через шариковые клапаны и лист падает на столы 8, базируясь по коническим роликам 9. После этого подается команда на работу толкающего цилиндра 7, который подает лист в приемные валки ножниц 2 длинной стороной для осуществления поперечной резки, Ножницы 2 оснащены дополнительными базирующими роликами для более точной базировки листа и устройствами для выравнивания передней кромки (не показаны). Количество режущих блоков 16 определяет количество поперечных резов, в случае ненадобности лишние блоки выдвигаются из зоны...
Автоматическая линия для сварки обечаек

Номер патента: 1292967
Опубликовано: 28.02.1987
Авторы: Глазов, Иванов, Клин, Пухов, Сивалкин, Соцков, Суханов
МПК: B23K 37/04
Метки: автоматическая, линия, обечаек, сварки
...жестко соединяя телескопический вал 10 с тубусом 13. В результате такого включения сцепной муфты 14 телескопический вал 10 поворачивается приводом 17 вместе с тубусом 13 до тех пор, пока следующая приз 12929673ма 33 поворотного круга 8 не установится против фиксатора 32. Привод 17 выключается, фиксатор 32 западает в призму ЗЗ, в результате чего изделие 7 с позиции в оказывается перемещенным на позицию ориентации г изделия 7, где посредством устройства 6 ориентируют стык изделия и фиксируют. После этого позиция в оказывается незаполненной, загрузка ее с позиции б изделием 7 производится как описано. При дальнейшем повороте круга 8 первое изделие 7 оказывается на позиции сварки д, где производится сварка продольного шва сварочной...