Способ упаковывания пачек с сыпучим материалом и линия для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1288117
Авторы: Куличенков, Несмеянов, Передеренко, Третьяков, Утков, Юдин

Текст
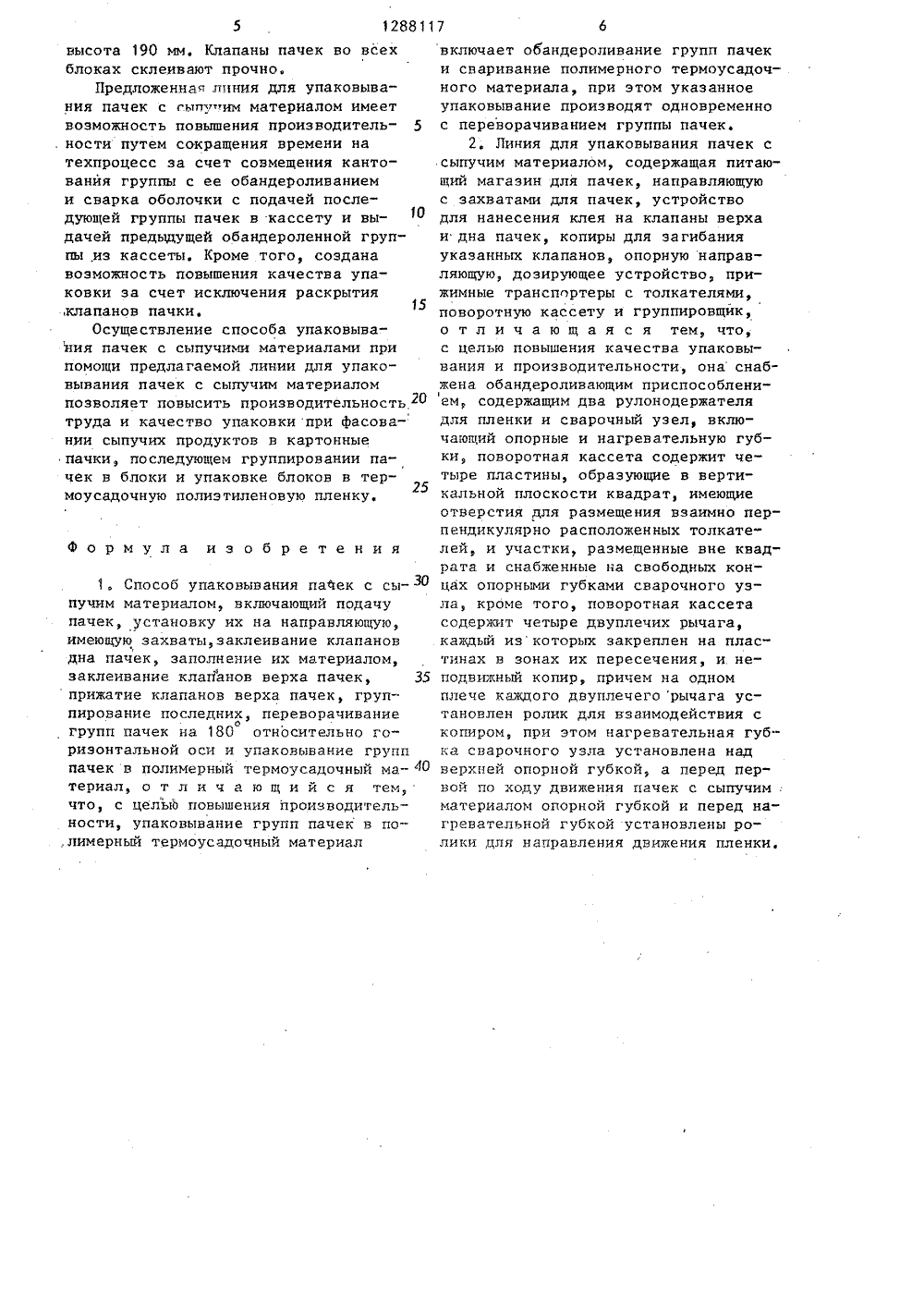
(594 В 65 В 51 0 ПИСАНИЕ ИЗОБРЕТЕНИЯ ское и асовочного и нияВ.Передеренко,ков, О,И,Трельство СССР 1/02, 1981(54) СПОСОБ УПУЧИМ МАТЕРИАЛЩЕСТВЛЕНИЯ(57) Изобретупаковыванияалом и линиии направлено ПАКОВЫВАНИЯ ПАЧЕК ОМ И ЛИНИЯ ДЛЯ ЕГ СЫ- ОСУс относится к способук с сыпучим материего осуществленияовьппение производиие а дл на тельнос тиОно позволя ачества упаковывания. высокопроизводительн ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ ТОРСНОМУ СВИДЕТЕЛЬСТВУ,нологическое бюро расф упаковочного оборудова (72) О.Г,Несмеянов, В. П,Ф,Куличенков, В,Н.Ут тьяков и Ю.Н,Юдин (53) 621.798.4 (088.8) (56) Авторское свидетеВ 97 1716, кл, В 65 В 5 801288117 вести упаковывание групп пачек с сыпучим материалом в полимерный термоусадочный материал (ПТМ) за счет совмещения во времени технологических операций и получать высококачественные упаковки путем исключения раскрытия клапанов пачки, поскольку обандероливание групп пачек, сваривание ПТМ и переворачивание пачек для перевода верхних несклеенных клапанов вниз под действием массы продукта производят в поворотной кассетео 24, После поворота кассеты 24 на 90 группа 39 пачек 2 обандероливается ПТМ, который затем зажимается между опорной губкой 19 и нагревательной губкой 20 и сваривается, а ролик 33, установленный на коротком плече двуплечего рычага, взаимодействует с копиром 23 и устанавливает длинное плечо 34 двуплечего рычага перпендикулярно пластине 28, которое слу1288 жит на данной позиции поворотной кассеты 24 упором обандероленной группе 39 пачек 2. После следующего поюворота кассеты 24 на 90 группа 39 пачек 2 переворачивается и опирается 117на длинное плечо 34 двуплечего рычага, с которого переталкивается натранспортер 37 термоусаживающего устройства толкателем 30,2 с.п.ф-лы,2 ил.Линия для упаковывания пачек с сыпучим материалом содержит питающий магазин 1 для пачек 2, примыкающий к 20 направляющей 3 с захватами 4 для отдельных пачек, По ходу движения направляющей установлено устройство 5, для нанесения клея на нижние клапаны пачки и копиры 6 для загифания нижних клапанов, на выходе из которых установлена опорная направляющая 7.Опорная направляющая 7,проходит под дозирующим устройством 8 и далее под устройством 9 для нанесения клея на 30 верхние клапаны пачек 2, копирами 10 для загибания верхних клапанов, на выходе из которых установлены прижимные транспортеры 11 и толкатели 12 для переталкивания пачек 2, По оси 35 толкателя 12 эа прижимными транспортерами 11 установлен группировщик 13, который содержит поворотную платформу 14,переталкиватели 15 и размещается сбоку транспортеров 11 при группировании пачек, ориентированных по фронту подачи своей толщиной, или вдоль них, при группировании пачек, ориентированных пофронту подачи своей шириной, 45 Изобретение относится к фасовочно-упаковочной технике, а именно кспособам упаковывания пачек с сыпучимматериалом и к устройствам для упаковывания пачек с сыпучим материалом, 5,и может быть использовано в химической, пищевой и медицинской промышленности.Цель изобретения - повьппение производительности за.счет совмещения 10операции и качества упаковывания,На фиг.1 и 2 изображена технологическая линия упаковывания пачек ссыпучим материалом, используемая приосуществлении способа упаковывания 15пачек с сыпучим материалом,За группировщиком 13 размещенообандероливающее приспособление 16,содержащее два рулонодержателя 17с рулонами 18 пленки, соединенной вединое полотнище, образующее завесуна выходе из группировщика 13 и сварочный узел, включающий опорные губки 19 и нагревательную губку 20,,связанную с силовым приводом 21. Загруппировщиком 13 на опорах 22 установлены неподвижный упор 23 и поворотная кассета 24, связанная с приводным механизмом 25 посредством механизма 26 дискретного действия,например мальтийского креста, закрепленного на ее оси 27, Поворотнаякассета 24 содержит четыре пластины28, Участки А пластины 28 образуютв вертикальной плоскости квадрат 29и имеют отверстия, в которых размещены взаимно перпендикулярно расположенные толкатели 30, а участки Бпластин 28 размещены вне квадрата 29и имеют на свободных концах опорныегубки 19 сварочного узла. В зонах пересечения пластин 28 шарнирами 31закреплены четыре двуплечих рычагас короткими плечами 32, на которыхустановлены на ролики 33 для взаимодействия с копирами 23, и длиннымиплечами 34. Нагревательная губка 20,сварочного узла установлена над верхней опорной губкой 19, а перед первойпо ходу движения пачек с сыпучим материалом опорной губкой 19 и переднагревательной губкой 20 установленыролики 35 для направления движенияпленки, За поворотной кассетой 24расположено термоусадочное устройство 36 с транспортером 37,Способ упаковывания пачек с сыпучим материалом осуществляют следующим образом.Пачки 2 подаются из питающего магазина 1 в захваты 4 на направляющих3 12881 3, раскрываются и в процессе Их движения устройством 5 наносится клей на нижние клапаны пачки 2, которые при помощи копиров 6 загибаются и пачки 2 передаются на опорную направ ляющую 7, При дальнейшем движении в пачки 2 дозирующим устройством 8 засыпается продукт и затем устройством 9 наносится клей на верхние клапаны пачки 2, которые при помощи ко пиров 10 загибаются и поступают под прижимные транспортеры 11. После набора заданного числа пачек под транспортером 11 они толкателем 12 заталкиваются на группировщик 3, на котором ряды пачек 2 формируются в сплошной поток. Когда сплошной поток пачек доходит первым рядом пачек до бесконтактного конечного выключателя (БВК) 38 и включает его, по сигналу 20 последнего включаются переталкиватели 15, которые поворотом платформы 14 отсекают заданную группу 39 пачек от сплошного пОтока и переталкивают ее сквозь пленочную завесу обандероливающего приспособления 16 в поворотную кассету 24. Группа 39 пачек передвигает толкатель 30 из крайнего левого положения в крайнее правое положение до упора в пластину 28, при 30 этомдвуплечий рычаг взаимодействует роликом 33 с неподвижным копиром 23 и его длинное плечо 34 устанавливается параллельно участку Б пластины 28, не препятствуя перемещению группы 38. 35 Группа 39 воздействует на БВК 40 и включает его, По сигналу последнего включается механизм 25 дискретного действия, который при помощи мальтийского креста 21 поворачивает кассету 40 24 на 90 , В процессе поворота группа 39 обворачивается (обандероливается пленкой, а после поворота касосеты 24 на 90 опорная губка 19 устанавливается под нагревательной губ кой 20, воздействуя на БВК 41, при этом длинное плечо 34 двуплечего рычага устанавливается перпендикулярно пластине 28 и служит упором для группы 39 пачек 2. По сигналу БВК 41 50 за время выстоя поворотной кассеты 24 срабатывает привод 21, нагреватель ная губка 20 опускается из исходного положения и смыкается с опорной губкой 19, происходит сварка зажатой 55 между губками пленки и отделение бандероли от полотнища. Затем губки размыкаются, например по сигналу реле времени 1,не показано), и нагрева 17 4тельная губка 20 возвращается в исходное положение, В течение того же времени выстоя поворотной кассеты 24 производится подача в нее следующей группы 39 пачек 2. По сигналу БВК 40 происходит новый поворот кассеты 24она 90, после которого пачки 2 в обандероленной группе 39 перевернуты на 180 и бывшими верхними клапанами опираются на длинное плечо 34 двуплечего рычага, обандероленная группа 39 располагается напротив термоусадочного устройства 36, следую- щая за ней группа 39 пачек перемещается на позицию сварки пленки, При подаче в кассету 24 новой группы 39 пачек последняя посредством толкателя 30 перемещает обандероленную группу 39 иэ кассеты 24 на транспортер 37. По транспортеру 37 группа 39 пачек поступает в термоусадочное устройство 36, из которого выходит в виде готового изделия, т,е, плотно обтянутой бандероли,Пример конкретного осуществленияпредложенного способа,Пачки однослойные, предварительносклеенные по продольному шву из картона коробочного толщиной 0,5 мм,закладывают в магазин автомата модели63 Г,Из магазина пачки подают на склеивание клапанов дна клеем, а затем до опорной направляющей на заполнение продуктом (синтетическое моющее средство ЛОТОС дозой 1,5 кг). Далее по опорной направляющей пачки подают на склеивание верхних клапанов клеем упомянутой марки и переталкивают на группировщик линии, пристыкованной к автомату 63 Г, После группирования пачек в блоки по шесть штук в ряд одновременно с обандероливанием производят кантование пачекона 180 , и клапаны верха пачек перемещают вниз и до окончания техпроцесса оставляют под действием веса продукта.Далее концы полимерной термоусадочной пленки шириной 1000 мм, толщиной О,08-0,10 мм, сваривают и группу подают в термоусадочную печь, в которой оболочка разогревается доо115 С и при охлаждении усаживается. В результате получают блок пачек, плотно обтянутый пленкой, размерами: длина 570 мм, ширина 285 мм, 1288117высота 190 мм. Клапаны пачек во всех блоках склеивают прочно.Предложенная линия для упаковывания пачек с сыпу им материалом имеет возможность повышения производитель . ности путем сокращения времени на техпроцесс за счет совмещения кантования группы с ее обандероливанием и сварка оболочки с подачей последующей группы пачек в кассету и выдачей предыдущей обандероленной группы,из кассеты. Кроме того, создана воэможность повышения качества упаковки за счет исключения раскрытия ,клапанов пачки.Осуществление способа упаковывания пачек с сыпучими материалами при помощи предлагаемой линии для упаковывания пачек с сыпучим материалом позволяет повысить производительность,20 труда и качество упаковки при Фасовании сыпучих продуктов в картонные пачки, последующем группировании пачек в блоки и упаковке блоков в термоусадочную полиэтиленовую пленку.Формула и з о б р е т е н и я1. Способ упаковывания пачек с сы- З 0 пучим материалом, включающий подачу пачек, установку их на направляющую, имеющую захваты,заклеивание клапанов дна пачек, заполнение их материалом, заклеивание клапанов верха пачек, 35 прижатие клапанов верха пачек, группирование последних, переворачивание групп пачек на 180 относительно горизонтальной оси и упаковывание групп пачек в полимерный термоусадочный ма в 10 териал, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности, упаковывание групп пачек в по.лимерный термоусадочный материал включает обандероливание групп пачек и сваривание полимерного термоусадочного материала, при этом указанное упаковывание производят одновременно с переворачиванием группы пачек.2, Линия для упаковывания пачек с сыпучим материалом, содержащая питающий магазин для пачек, направляющую с захватами для пачек, устройство для нанесения клея на клапаны верха и дна пачек, копиры для эагибания указанных клапанов, опорную направляющую, дозирующее устройство, прижимные транспортеры с толкателями, поворотную кассету и группировщик, о т л и ч а ю щ а я с я тем, что, с целью повышения качества упаковывания и производительности, она снабжена обандероливающим приспособлением, содержащим два рулонодержателя для пленки и сварочный узел, включающий опорные и нагревательную губки, поворотная кассета содержит четыре пластины, образующие в вертикальной плоскости квадрат, имеющие отверстия для размещения взаимно перпендикулярно расположенных толкателей, и участки, размещенные вне квадрата и снабженные на свободных концах опорными губками сварочного узла, кроме того, поворотная кассета содержит четыре двуплечих рычага, каждый изкоторых закреплен на пластинах в зонах их пересечения, и неподвижный копир, причем на одном плече каждого двуплечего рычага установлен ролик для взаимодействия с копиром, при этом нагревательная губка. сварочного узла установлена над верхней опорной губкой, а перед первой по ходу движения пачек с сыпучим материалом опорной губкой и перед нагревательной губкой установлены ролики для направления движения пленки.1288117 л гюДог.Г оставитель Е.Камаганова ехред Л.Олейник едактор Г.Гербер ктор С.Шекмар аказ 7762/18 Тираж 667 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 13035, Москва, Ж, Раушская наб д, Подписн оектная, 4 роизводственно-полиграфическое предприятие, г,Ужгород
СмотретьЗаявка
3737977, 11.05.1984
ОПЫТНО-КОНСТРУКТОРСКОЕ И ТЕХНОЛОГИЧЕСКОЕ БЮРО РАСФАСОВОЧНОГО И УПАКОВОЧНОГО ОБОРУДОВАНИЯ
НЕСМЕЯНОВ ОЛЕГ ГРИГОРЬЕВИЧ, ПЕРЕДЕРЕНКО ВАЛЕРИЙ ВАСИЛЬЕВИЧ, КУЛИЧЕНКОВ ПАВЕЛ ФЕДОРОВИЧ, УТКОВ ВИКТОР НИКОЛАЕВИЧ, ТРЕТЬЯКОВ ОЛЕГ ИВАНОВИЧ, ЮДИН ЮРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B65B 51/02
Метки: линия, материалом, пачек, сыпучим, упаковывания
Опубликовано: 07.02.1987
Код ссылки
<a href="https://patents.su/5-1288117-sposob-upakovyvaniya-pachek-s-sypuchim-materialom-i-liniya-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ упаковывания пачек с сыпучим материалом и линия для его осуществления</a>
Торцеватель пачек длинномерных материалов

Номер патента: 751760
Опубликовано: 30.07.1980
МПК: B65G 69/00
Метки: длинномерных, пачек, торцеватель
...расположена подвижная стойка, связанная посредством тяг с торцующими щитами.На фиг. 1 изображен торцеватель пачек длинномерных материалов, общий вид; на фиг. 2 - торцующая секция.Торцеватель состоит из вертикальных направляющих 1, внутри которых расположена подвижная стойка 2, связанная посредством тяг 3 с торцующимц щитами 4. Причем тяги 3 связаны с торцующцми щитами 4 посредством стоек 5, установленных с возможностью горизонтального перемещения в направляющих 6.После заполнения пространства между торцующими щитами пачкой 7 длцнномерных материалов стойки 2, расположенные в направляющих 1, крюком крана перемещают вверх. При этом тяги 3, связанные с торцующимц щцтамц 4, перемещаются в горц зонтальной плоскости к торцующей пачке...
Устройство для загрузки сыпучих материалов в клапанные мешки

Номер патента: 1594069
Опубликовано: 23.09.1990
МПК: B65B 1/10
Метки: загрузки, клапанные, мешки, сыпучих
...слоем проницаемого микропористого материала слоя рабочего агента, который снижает коэффициент трения ротора в опорном узле и препятствует утечке загружаемого материала через зазоры между поверхностями ротора и опорного узла. Снижение коэффициентатрения обеспечивает снижение момента трения и расходы энергии на его преодоление, Предотвращение утечек загружаемого материала через зазоры между поверхностями ротора и опорного узла снижает темпы износа опорного узла и повышает надежность работы устройства,На фиг. 1 показано устройство с разрезом опорного узла вращения ротора, вид спе. реди; на фиг. 2 - разрез А-А на фиг. 1.Устройство содержит загрузочную емкость 1 с корпусом 2 и патрубками 3 для подачи материала в клапанные мешки (не...
Устройство для обвязки пачки штучных материалов

Номер патента: 996268
Опубликовано: 15.02.1983
МПК: B65B 13/06
Метки: обвязки, пачки, штучных
...конец которого выполнен конусообразной формы с вырезом, другой конец - в виде вала. В средней части основания 11 имеются кронштейны 12, в которые помещаются левый зажим 13 и правый зажим 14, на осях 15 приводимые в движение 5 1 О 15 20 гидроцилиндрами 16 и 17. Рабочая жидкость к гидроцилиндрам подается через трубопроводы 18 и коллектор 10. При этом конусообразный составной зажим 2 является приводным приспособлением.В промежутке между основанием 11 и левым зажимом 13 имеется канал 19 для обвязочного материала 20 (фиг. 1). К бо-ковой стороне левого зажима закреплен упор 21 (фиг. 2), а правый зажим 14 снабжен ножом 22 (фиг. 5), входящим в углубление основания 11, Рабочая поверхность 23 зажимов 13, 14 и основания 11 выполнена рифленой...
Устройство для расфасовки сыпучих материалов в клапанные мешки

Номер патента: 1640012
Опубликовано: 07.04.1991
МПК: B65B 1/18
Метки: клапанные, мешки, расфасовки, сыпучих
...2, установленное снаружи патрубка приспособление 3 для фиксации мешка, В бункере смонтировано приспособление 4 псевдоожижения, а в патрубке 2 - клапан, выполненный в виде усеченного конуса 5, через, тягу б и ось 7 связан ного с приводом 8, Усеченный конус 5 расположен оольшим основанием вниз, при этом на его боковой поверхности выполнен продольный канал 9 переменного сечения, расширяющийся большему основанию конуса и вогнутый по направлению к оси конуса.Устройство работает следующим образом,Клапанный мешок надевается на выходной патрубок 2 и фиксируется приспособлением 3, например пневмоцилиндром. Посредством пневмоцилиндра, поворотной оси 7, тяги б опускается клапан, образуя кольцевой зазор между патрубком 2 и усеченным конусом 5....
Способ упаковывания полимерных пакетов с сыпучим продуктом

Номер патента: 1369988
Опубликовано: 30.01.1988
Авторы: Габитов, Кличко, Передеренко, Сенник
МПК: B65B 9/00
Метки: пакетов, полимерных, продуктом, сыпучим, упаковывания
...имеющая наибольшую площадь, становится опорной, и образуют группу 3, в которой паркеты 1 примыкают друг к другу по плоскостям А и С, затем группу 3 укладывают в обечайку 2, при этом их штабелируют так, что плоскости Б пакетов 1 выступают над торцами обечайки 2 на некоторую величину, например 15-20 мм. После этого пакеты 1 уплотняют путем введения их .выступающих частей в обечайку 2 и получают блок 4. Затеи блок 4 обандероливают эластичной пленкой 5, которую термообрабатывают по наружной поверхности обечайки 2, иполучают бандероль 6, которую направляют на образование транспортного пакета 7.Когда обечайку 2 располагают вертикально, пакеты 1 группируют в группу 8, в которой пакеты 1 примыкают друг к дРугу по плоскостям А и Б, затем группы...