Патенты с меткой «линия»
Поточная линия для расслоения и сортировки кристаллов слюды

Номер патента: 1528665
Опубликовано: 15.12.1989
Авторы: Булавцев, Вайнблат, Кузаков, Марков
МПК: B28D 1/32
Метки: кристаллов, линия, поточная, расслоения, слюды, сортировки
...грохота, которая является началом грохоцения и обеспечивает максимальную эффективность классификации материала.На фиг. 1 изображена поточная линия, продольный разрез; на фиг. 2 - узел 1 на фнг. 1; на фиг. 3 - разрез А - А на фиг. 1; на фиг. 4 - узел 11 на фиг. 1,Поточная линия для расслоения и сортировки кристаллов слюды включает ускоряющееприспособление 1, барабанный грохот 2, роликовый грохот 3, общую раму 4, Основание 5, транспортер 6 и разгрузоч5ные бункера 7. Рабочая поверхность 8 барабанного грохота 2 жестко соединена с корпусом 9 роликового грохота 3, который совместно с барабанным грохотом 2 вращается от привода 10, расположенного на торцовой стенке роликового грохота 3. Ускоряющее приспособление 1 включает два валка 11,...
Линия задержки

Номер патента: 1529431
Опубликовано: 15.12.1989
Авторы: Кочемасов, Нечаев, Раков
МПК: H03K 5/153
Метки: задержки, линия
...время регулируемой задержки. Младшие разрядыкода задержки К поступают на входдополнительного регистра 4.1. Импульс с выхода коммутатора 1.1 поступает на тактовый вход дополнительного регистра 4.1, на первый входкоммутатора 1.2 через дополнительныйэлемент 5,2 задержки, а также навторой вход коммутатора 1.2 черездополнительный элемент 6,2 задержкии элемент 2.2 задержки. Коммутатор1.2 управляется сигналом с выходадополнительного регистра 4.1, который соответствует второму по старшинству разряду кода задержки К .Таким образом, управляемая линия задержки представляет собой регулярную структуру, состощую из И последовательно включенных ячеек,Импульс на выходе устройства задерживается относительно входногонаЗД Зк 3 А ггде Тз - время...
Конвейерная линия

Номер патента: 1080381
Опубликовано: 23.12.1989
Авторы: Головко, Корепанов, Корж
МПК: B65G 23/44, B65G 47/52
Метки: конвейерная, линия
...линии, содеследовательно расположенные конвейеры с груэонесущнми лентами, огибаю, - щими барабаны, из которых смежные установлены на опорной раме размеУ5 щенной над бункером, и подъемно-опускной лоток, установленный с возможностью перекрытия зазора между конвейерами, опорная рама установлена с( возможностью перемещения вдоль продольной оси конвейеров, при этом смежные барабаны кинематически связаны между собой, а подъемно-опускной лоток установлен на "опорной рамеНа фиг. 1 изображена конвейерная линия, разгрузка осуществляется с первого конвейера, общий вид; на фиг. 2 - то же, разгрузка осущест. вляется со второго конвейера; на фиг. 3 - вид по стрелке А на фиг. 2.Конвейерная линия состоит из последовательно расположенных...
Линия приготовления кормов

Номер патента: 1530166
Опубликовано: 23.12.1989
Авторы: Алешкин, Ашихмин, Игитов, Костин, Мохнаткин
МПК: A23N 17/00
Метки: кормов, линия, приготовления
...5 смесь пс транспцртрх 14 пцступ(3 т н кцрмцр;(златчик 22. Привцл рдбцч их цр ;)нцн нес0 ннруловднпя линии 0 СХ Ц(С)С 13,15)СТСЯ С ПЦЧцн(ЬН) ИЗВРСТНЬ)Х ТХ.НИЧСКИ.), СРС)ЛСГВ.Линия р;)бцтаст сзслун)щим образцм.Грхбы)3 кцрл ) снц, сел)цма) россьи(ыц, и знкдх и.)п рх,)н,х лцс),3)3,)ясзся транс пцр)- НЫЧ Срд)30 Л 31 СГрлжс 1 СТСЯ В .10 Тцк 2 ПП- тдтсля-лцз;)трд 1. 1 ри превцдс лцтк;3НДКЛЦННС)ПОЛЦ,+,НпС ПЦЧПЦЬЮ Г 3(ДРЦПЦЛЪ- ех)ник(3 сцлцмд пцсгупдз нд конвейер 3, кц 4тцрый пцлдется во Вращающийся бункер 4 измсльчителя. При вращении бункера в направлении х (фиг. 3) вксК)сдют измельчак)- щий ротор 1, молотки которого здхватывд. ют мдт(риал, измельчают е(0 цт в:имцлейстния с рецс)ткцй 13 и Выбр;)сь)вают на транспорт.р 15. Тим транспортерцм...
Автоматическая линия для резки пруткового материала

Номер патента: 1530309
Опубликовано: 23.12.1989
Авторы: Бакин, Волгунин, Мишин, Романченко
МПК: B21D 43/28
Метки: автоматическая, линия, пруткового, резки
...концевого Отхода В прутка, независимо от настроенной длины отрезки заготовок. При наличии сигнала от датчика 31 о заходе переднего конца прутка в первый клещевой захват 29 и при взаимодействии после этого датчика 20 с одной из планок 21 полается команда иа зажим прутка в этом захвате и ца возврат подвижного толкателя 10 в исходное положение. Дальнейшее перемещение прутка производится механизмом 4 подачи. Гидроцилиндр 28 перемещает балку 26 на величину хода, равную длине отрезаемых заготовок, подавая пруток по роликам 23 через индуктор 22. Далее пневмоцилиндры 25 прижимают роликами 24 пруток, захваты 29 разжимаются пневмоцилиндрами 30, возвращаются в исходное положение гидроцилиндром 28 и снова зажимают пруток. Ролики 24 отводятся...
Линия для контактной точечной сварки пространственных каркасов

Номер патента: 1530377
Опубликовано: 23.12.1989
Авторы: Козловский, Курзюков, Рукосуев
МПК: B23K 11/10
Метки: каркасов, контактной, линия, пространственных, сварки, точечной
...ручном или автоматическом режиме, в последнем случае время паузы до очередного поворота стола на один шаг от момента окончания сварки задается на общем блоке упрдвления, в противном слу цде команду на очередной поворот подает оператор нд общем блоке управления. (.тпсрный ме 5 10 15 20 25 30 35 ханизм привода стола 1 обеспечивает первичную установку сборочно-сварочных кондукторов 2 относительно сварочных установок 3. Во время пауз между поворотами на одной позиции стола оператор производит сьем готового каркаса, а на остальных свободных позициях осуществляют сборку каркаса в кондукторе. При каждом повороте стола 1 упоры 7 заходят на упоры 13. Учитывая, что их торцовые поверхности являются базовыми и точно сориентированы относительно...
Способ обработки деталей типа поршней и автоматическая линия для его осуществления

Номер патента: 1530413
Опубликовано: 23.12.1989
Авторы: Гругман, Зейгерман, Менакер, Полищук, Тенин
МПК: B23Q 41/02
Метки: автоматическая, линия, поршней, типа
...сьечникд, которо,и ц,+,нц нд расстоянии, промеж)- чи 1 ч,+(у к(нц Ными положениями раси и 1 ин,1,1 ьнцй ц.Овки 16( Н,6,1111,г ч;1,1 л аль ивтх пает пцр) .инни 1 нд Ндвцдяшую ветвь 2 1, 1р(,1;)ик;1. Огкудд снимается посредвц 1 цингд 4 и )( г;)ндвгИват 51 на трдниц црижичш)и и 1;нг 12 Включается ,11,О,;ги икий цикл л;)нкд 5;исцриц-прижили;)я итднгд 12, пер- г(и1, нв рх, чст;)нв,)ив(1 т Обрб)тыва(мый поршень 9 в зажимной патрон 10, осу 1 цествляя дальнейшим своим ходом зажим поршня.В положении зажима детали транспортно-прижимная штанга 12 фиксируется клиновым механизмом (не показан). Посред. ством привода 14 включается вращение 1 цпиндельноЙ головки 8 с зажимным патро. ном 10 и транспортно. прижимной штанги 12. После этого продольным...
Кассетно-конвейерная линия для изготовления железобетонных изделий

Номер патента: 1530462
Опубликовано: 23.12.1989
Авторы: Аксельрод, Андрейченко, Артамонов, Гусев, Давыдов, Медведовский, Пенкин, Ткачев
Метки: железобетонных, кассетно-конвейерная, линия
...иоддется очередной формовочно-тепловой ОТ - ск 3, сснащенныи арматурой. Рычаги 1 шмают Отсек с конвейера и притык )- нывдются нчесте с ним к началу нзкОнных нзрдвлякщсих 2 Мехднизл 9 О,1;1 ирцт 1,к ив 1 ц Гсек 1 на клони ь 1 В из "рзиляющис зз цтсекате,и 11 и Вчесе с ними фиксирует его в фцрмук- )с м ус тройстис В нневмоунругук) одушку 8 ирц)ривцд 1 1 10;11 цсжатыи ВО )длх и ИГ)ижилзкл его к нижней кромке отскВ 3 Б иц,нсти чждл цссками иодак)т бетоннук) смесь лс хднизмов 5 подач 1 бетонаВк, 1 чакл Вибрцривцд. 0 и деод,зисов 7 ирин гику,Нрнь Илоскцсги наклонных рдз с,)ит., ьн ы1 истОВ, что сцз асс Г)Внцмр.нуо Вбрцию В илцскцсги разделитльных Стон И ПСсКОВ С)ГОНИЯ СМЕСЬ ГраНИ 4 с 1 дцицнной силой ирижимдется к одной изн)ксОныл...
Кассетная линия

Номер патента: 1530465
Опубликовано: 23.12.1989
Автор: Бойко
МПК: B28B 7/24
Метки: кассетная, линия
...пор( ,б Нос к.(сл(иком 25, устройством 26 для очистки формун)Иьх поверхностей тепловых стенок, Вклн)акшич жестко прикрепленную к цодникному порталу механизма 23 раму 27 внутри которой размещена тележкд 28 с очистным барабаном 29 и приводами ЗО и 3 соцтвс тствс нно .1 ля Врап)ения барабана и иеремщс ния телсжки. 1 ля сплачивания )дкетов и рдсцалубки механизм 23 снабжен привов)ч 32 сиздчивдния, выполнецныл( и ниле си.овых пи.индров 33 и 34, один из которых итоком закреплен к подвижному порта у л(хдцизчд 23, другич конс(оч корпус со.(ицс ц с подвижной в севом ндцравлсции р верс )й 35 в направлякших 36, цз цдружнцй чдс ти размещен с возмож ни гьк ионород,свухрычджный фиксатор 37 Второй рыч;г кгорого цдрнирно снединен сц( окч В(...
Полуавтоматическая линия накачки пневматических шин колес транспортных средств

Номер патента: 1530493
Опубликовано: 23.12.1989
МПК: B60C 23/00
Метки: колес, линия, накачки, пневматических, полуавтоматическая, средств, транспортных, шин
...пневмораспределителя 22, выполняющего функцию Стоп, а также с каналом 13 патрона 10 для наполнения шины 2 и с входным каналом 29 пневмораспределителя, выполняющего функцию Стоп, сообщенным в исходном положении с первым выходом 30, связанным с каналом 11 лля подвода воздуха на зажим патрона 10 на вентиле 12 шины 2, второй выход 3пневмордспределителя 23, сообщенный в исход5 10 формула изобретения 15 ном положении с атмосферой, связан через элемент 32 задержки с вторым входом 33 пневмораспределителя 22, выполняющего функцию Стоп, сообщенный в исходном положении с его выходом 34, связанным с второй камерой 35 управления исходного положения пневмораспределителя 20, выполняющего функцию Память,Полуавтоматическая линия накачки пневматических...
Кареточная линия для нанесения гальванических покрытий

Номер патента: 1530544
Опубликовано: 23.12.1989
Авторы: Долгов, Крючков, Куликов, Медведева, Сердюков, Шарковский
МПК: B65G 49/00, B65G 49/02
Метки: гальванических, кареточная, линия, нанесения, покрытий
...с алинак Вьч цдклоноч В одцх сторону х гол нак- ,Н равен 3).М,дцизч Вертикального церчщения цк,н)ч(т подъема)-Опускцую наклонную моир(льсоцую скцик) 8, жестко сн 51:)ццук)риш),Ныч штоком 9 и шстереццор(чцыч цриводомО.,1 ля трдцсцортиро- Б ци 51 1 цдцссок1 с излели 5 ми с 1 жит карк;2, КО) ордя одцовремецИ) является (Копн.ЦОДЯЦ(ИМ ЭЛМЕГГОЧ ЦРИ ЦДХОЖДЕЦИИ цс(,1 ьвд ниц(.(.КОИ ВднцоиГ,15 (1)иксд 1, тки 12 в позиции обр;кнгки изде я (Сц(ж(цс цьрем 13 с 1 ч кс) жи Ии Обрш)отки ичются элемсцгы 14выполненные в Виде вс ртикдль, 1,0 го стсржця, закре)Лнного цд : мнструкции Кроме того, линиякц)НО;1 15, шиберы 16 цлюзов и( . 1 Ц ( ,1,11, уц;и,Ьцой кс)мере 6 (наи(цледли ,111 5 )11(. Р с 1 11 Я В ;1 Д 11 Н 0 М С Л Ч Ч с(. ) У (."1 с 1 - ,...
Поточная линия выборки комовой глины и очистки гравия и песка

Номер патента: 1532076
Опубликовано: 30.12.1989
Автор: Литвинов
МПК: B02C 21/00, B03B 9/00
Метки: выборки, глины, гравия, комовой, линия, песка, поточная
...20 и выключает его, что в системе авцов прц посл уют;е," тгрузке бункера 1.Технологический процесс переработки исходной гравийной массы с наличием валунов негабяритов размером дс 900 мм и с содержанием засоряющей трудноразмываемой глины до 307. (или вскрышных пород из отвалов),имеющей целью выбрать комовую глину сухим спсссбсм (как попутньпт дополнительньп продукт, пригодный для производсва кирпича),и получение гравия высокой чистоты, отвечающего требованиям ГОСТа, классов 70-200, 5-70 мм, а также мъттого песка с зернами 0,16- 5 мм, происходит в следуюптем порядке.В результате вращения рабочей проссцтятгщей транспортирующей г" верх- ности роторнсго питателя-грохота 1 О и колебания вибрлционного элемента 4 с зубьями 5 горная масса...
Линия многооперационной штамповки

Номер патента: 1532153
Опубликовано: 30.12.1989
Авторы: Матуленис, Стяпонавичюс
МПК: B21D 43/00
Метки: линия, многооперационной, штамповки
...стойки 22, 23 закреплены на стойке 6 с возможностью наладочного перемещения в горизонтальном направлении. К салазкам 24, смонтированным в вертикальных направляющих стойки 6, посредством промежуточного кронштейна 25 крепится корпус 8. Все стойки 6 транспортера 2 объединены направляющей балкой 26, на которой55 оборудованы роликовые опоры 27 для троса 28. Концы троса 28 подсоединены к штоку силового цилиндра 29, На балке 26 с шагом, не превышающим величины хода цилиндра 29, установлены толкагели 30, взаимодействующие с гранспор гируемой дегалью. Толкатели 30 подсоединены к тросу 27 с воэможносгьюналадочного смещения по оси троса 28.Толкатели 30 выполнены в виде Побразной каретки 31 с двумя пластинами 32 по бокам. На пластинах 32 с...
Автоматизированная линия сборки и контактной точечной сварки изделий

Номер патента: 1532239
Опубликовано: 30.12.1989
Авторы: Сурков, Фирсов, Шарапов
МПК: B23K 11/10
Метки: автоматизированная, контактной, линия, сборки, сварки, точечной
...линия Осс. с Гв,)яГ сварку в узких и )лубцких кдцд,д мсжу отбортовками дтдлей изделия кц) усд 3 и боковых стенок 32 и 33 элскрс.дами 34 и 35 клепей 7 робота 6 чрс.ь кл;3 и ШИ 21 ПрОМЕжтОЧНЫ Эгц Ктрцдон 2)Л)и работдег следу юшим Оцрд.ь; Боковые стенки 32 и 33 вручцук:3 и ливаются цд ц,чдншаибы 2 и 7 сдм кор цус 31 нд ловитель 16 3 ькелс ИГО 5 цц. ни,+,(н О кццдукчорд 4 -образной формы 1 ри нклк)ненни црижимногостройства 5 п.дцпдибд 17 с устацццленной на ней стенкой свдривдс мого корпуса перемещается пцсцмси срц 8 и црижимдется к кор- )уС., .0)цр,)В ВОЮ ОЧЕрЕдЬ, СКОЛЬЗИТ ПО 503 Г)сг 51 лцжемснтсв 15 и прижимается к с (кс сцари сьас.МОГО кцрцуса, уста новлени(й ци цлднц)дйбе 2.Б с,( (дс ццрдвил.ной сборки и несовпа- О.д(ьия...
Печатно-отделочная линия для изготовления книжной продукции

Номер патента: 1532322
Опубликовано: 30.12.1989
Авторы: Гарцбейн, Плоткин, Черня
МПК: B42C 19/08
Метки: книжной, линия, печатно-отделочная, продукции
...вылви)д мыи цне)3)д. гикии р ), ц0 нн цс)4060 жлс г т г)д 1 ь от зд 1) тц 5, ориентирезе и нц:4 д( т В ( чкцс ь ) нкерд етр;ли сепари рук) ся Ц Н( Л И,10( КОСТЬН) В НД ИР 1 ВГСНИ Лцс 1 )4, выцлненнцгц в вилг гре 6 енкд, и цри( н;иР Н)105 М)Р(И 1 К 05 ЬМ фс 151 Ы 1 ЕЛ) Ь С ГОРНУ5 10 15 20 25 стенки 7. Форми рова ние стопы тетрадей в количестве, соответствующем полному комплекту блоков, и момент отпирания приемного бункера, когда захваты 4 освобождают первую тетраль, осуществляется при совпадении команды от СПУ на устройство 6 (над бункером первая тетрадь) и сигнала датчика 10 - оперативного контроля состояния заполнения бункера. Если бункер необходимо загружать, то подается сигнал датчиком 10, и при прохождении над бункером первой...
Автоматическая линия для балансировки коленчатых валов

Номер патента: 1532824
Опубликовано: 30.12.1989
МПК: G01M 1/38
Метки: автоматическая, балансировки, валов, коленчатых, линия
...в. шпинделях од,ной головки 5 и 8 установлены сверла большего диаметра, а в шпинделях другой головки 6 и 7 - одно сверло мень- З 0 шего, а два других промежуточного диаметра. Манипулятор 12 трехпозиционный размещен между станками и осуществляют одновременный перенос трех коленчатых валов с одного станка на другой. Коррекция производится высверливанием противовесов 13 - 16.Автоматическая линия работает следующим образом.Коленчатый вал 1 устанавливается на измерительный станок 1, где производится замер параметров дисбаланса в плоскостях черновой коррекции В-В. Затем манипулятор 12 переносит коленчатый вал на исполнительный станок 2, где силовая головка 5 производит коррекцию противовеса 16 сверлами большего диаметра. Далее коленчатый вал...
Линия для производства замороженного измельченного чеснока

Номер патента: 1533631
Опубликовано: 07.01.1990
Авторы: Бабакин, Бражников, Горемыкин, Ивашов, Киселев, Ольшевицкий, Рогов
МПК: A23B 7/04
Метки: замороженного, измельченного, линия, производства, чеснока
...ч врез 11 не вмотр убопр о 1)п с .ик Гс)3101 ь )ст),дойсс во 10 дляз.екгоиче кой 3;".рядкн части,. При т -5 а н с 10 Г) т 53 е) 0 13 а 13)1СЕс ь з 3 ел ьч е н чо- Г с с и Ок а:1 ге": Йч:.: Ог О покрова быс гпы 3 возу;)1-ь 11 ото;и увлекается в тоуболровод, гд:3 3 с)мнснекть смеси п;иоб",)етают :на 3)тел)нье три с)заря - д;1, что с 0.сб" снует умеь 3)е)гию врепребьв,33 и)т,1)с:3 , стро 3 гЕстве 10 к для элек 1 )Ее 3)с кои зл) Цки а стид 1 у; гр Ойстве 1 О д.,3 злекрической за р 5 ки -а с "3 и кои.О:Рнты смеси г 10 - , чают з,-ряс(Г 5 поста гочныс для четК ОГР )3 РЕГ Р ЕЕГ В ОЛ ЕКТОИЧЕСК ОМ ПО ;1 э ус рТГ:ст-.-а 10 сме" ь )топад 3 ет ;)абсчу; -:О.у 1)Рк гр )с Рпават Ора 11011 нье )сс.рс: л; Уга.кэн 11 г Е 11) Одукт на "-. - С,тс СЕк 1)с...
Автоматическая литейная линия

Номер патента: 1533833
Опубликовано: 07.01.1990
Автор: Ткаченко
МПК: B22D 47/02
Метки: автоматическая, линия, литейная
...парой опок, подаваемых нагрегат 1 толкателем 2, а готовыеполуформы поступают н кантонатель 3,где обе кантуются на 180 разъемомвверх для осмотра отпечатка, Далееполуформы поступают на рольганг 4для простановки стержней. Полуформаверха перед сборкой кантуется на180 в кантователе 5, а полуформаниза проходит кантователь 5 без кантовки, В сборщике Форм 6 происходитсборка Формы, а передаточный механизм 7 передает Форму на рольганг 8,с которого перестановщиком 9 формавыставляется на рольгангоную ветвь21 участка накопления форм передзакалкой,Форма поступает по ветви 21 к механизму 10 опускания Форм, которымустанавливается на свободную плитуучастка 22 верхней ветви 15 заливочно-охладительного транспорта.Далее Форма следует к...
Поточная линия для обработки текстильного полотна

Номер патента: 1534121
Опубликовано: 07.01.1990
Авторы: Капустин, Козлов, Смирнов, Юматов
МПК: D06B 21/00, D06C 27/00
Метки: линия, полотна, поточная, текстильного
...промывки текстильного полотна. Устройствц состоит из напорного вентилятора 10, соединенного своим всасывающим патрубком 11 через пыле- уловитель 12 с вытяжным воздуховодом 13 сушильной машины 2 Нагнетательный патрубок 14 напорного вентилятора 10 соединен посредством теплоизолированного воздуховода 15 с перфорированными трубами 16, расположенными на дне промывных ванн 1 поточной линии.Линия работает следующим образом,Горячая отработанная промыв ая вода из ванн 1 с температурой 88 С поступает в качестве теплоносителя вцентробежный самоочищающийся теплообменник 3, где отдает свое теплосвежей холодной воде, подаваемой втеплообменник 3 в таком же объеме,что и отработанные промывные воды,Свежая холодная вода нагревается с15 до 56 С и через...
Автоматическая линия для прокатки сверл

Номер патента: 1535668
Опубликовано: 15.01.1990
Авторы: Гутенмахер, Калмыков, Сидоров
МПК: B21H 3/10
Метки: автоматическая, линия, прокатки, сверл
...импхл сы в счет Ик 20 1.Огицсс)вя Оооротов валков. При совпдде;1 ии ко,и ссзвд Оборотов валков с за".дВ 1 ми сООг 1 зетс 13 к)цимп Вмени ндре. ва заготовки в первой позиции нагревательного устройства 9) счетчик 20 количества оборотов валков дает разрешение исполнительному устройству 21 на работу уэлл 10 подач 1 заготовок, 10 сигна.зу датчика5 рабоцего хода толкателя 16:зри определенном угловом положении валков клети 3 исполнительное устройство 21 дает команду на рабочий ход толкателя 16, который перемешает заготовку из бункерноориентируюшего устройства 8 на первую позицию нагревательного устройства 9. Затем через заданное число оборотов валков по сигналам датчиков 14 и 15 толкатель 16 подает очередную заготовку из бункер-...
Линия изготовления палочек из древесного шпона

Номер патента: 1535732
Опубликовано: 15.01.1990
Авторы: Богданович, Валуев, Валуева, Сацура
МПК: B27L 9/00
Метки: древесного, линия, палочек, шпона
...4 из ячеек 19 в ячейки 13центрального конвейера 12.Механизм 20 передачи выполнен ввиде кинематически связанных с приво 45дом 16 конвейера 12 посредствомпрофильного кулачка 2 1. боковых толкателей 22. Боковые толкатели 22 установлены между ветвями 23 конвейеров 12 и 18Над ветвями 23 конвейеров 12 и 18 смонтированы Т,-образные 50направляющие 24.Ячейки 19 размещены ступенчатоотносительно ячеек 13, причем ячейки13 центрального конвейера выполненыглубже ячеек 19. 55Наклонная ветвь 25 конвейера 12,размещенная в магазине 11, снабженаустановленными ниже зубьев 26 ячеек 13 боковыми ограничителями 27 глубины ячеек 13.Механизм 20 передачи формируетв ячейках 13 на центральном конвейере 12 порции 28 палочек 4,Линия работает следующим...
Линия изготовления палочек из древесного шпона

Номер патента: 1535733
Опубликовано: 15.01.1990
Авторы: Богданович, Валуев, Валуева, Сацура
МПК: B27L 9/00
Метки: древесного, линия, палочек, шпона
...механизм 26 для удаления пачек 12,Линия работает следующим образом.Узелразлущивает короткие чураки (отходы спичечного или Фанерного барабан 23 поворачивается для загрузки следующего вертикально-расположенного паза. Поворотный механизм 26 удаляет пачки из горизонтально расположенных пазов барабана 23. 5 ил,производства) на шпон, узел 2 укладывает отрезки шпана в стопу, которую узел 3 разрезает на палочки 4 (для мороженого) . Палочки 4 поступают в узлы 5 сушки и 6 полировки, а далее в узел 7 ориентирования, который подает их в узел 8 набора. Ячеистый конвейер 9 поштучно набирает палочки 4 и подает их к механизму 10 загрузки, лрк зтом в ячейках конвейера могут быть размещены палочки изогнутые, гофрированные и с другими...
Линия подготовки древесных частиц в производстве древесно стружечных плит

Номер патента: 1537538
Опубликовано: 23.01.1990
МПК: B27N 3/14
Метки: древесно, древесных, линия, плит, подготовки, производстве, стружечных, частиц
...17 выполнены треугольного сечения, но могут быть выполнены кольцевыми и расположены кон- З 5 центрично. Выступы 17 могут быть расположены со смешением в соседних окружностях. На периферии диска 15 выполнен ускоритель в виде вертикальных ребер 20, размещенных касательно к основанию конуса 16. Ускоритель служит для создания эффекта броска древесных частиц с периферии диска 15. Верхняя часть корпуса 8 выполнена в виде зонта и снабжена трубопроводом 21 для удаления пыли. а нижняя часть диска 15 снабжена пневмопроводом 22 для подачи воздуха в дутьевую камеру 23, расположенную под диском 15.Линия работает следующим образом.Древесные частицы из бункера 1 поступают на механическую сортировку 2, где 50 древесные частицы разделяют по длине и...
Конвейерная линия для изготовления плоских строительных изделий

Номер патента: 1537541
Опубликовано: 23.01.1990
Авторы: Марченко, Свистунов, Щекотов
Метки: конвейерная, линия, плоских, строительных
...размещены между дополнительным передаточным устройством 9 и основным 8 с примыкающим к нему постом Х формования.На посту 1 чистки, смазки и подготоькк форм установлен передаточнык мост 22, связываюшкй его с постом 11 чистки и смазки и даюший возможность передачи форм 1 передаточным устройством 9 на вторую и первую ветвь конвейера прк формованик однослойных панелей.Участок над постами подготовки форм 1 выполнен в двух уровнях. На верхнем уровне размещен участок комплектации и складкроФормула изобретения вания арматурных каркасов и утеплителя. Подача армокаркасов, утеплителя и комплектующих осуществляется через проемы в перекрытии при помощи манипулятора (не показан).Конвейерная линия работает следующим образом. По выходе из камеры 7 форма...
Линия для нанесения защитного покрытия на металлизированную поверхность зеркал

Номер патента: 1537648
Опубликовано: 23.01.1990
Авторы: Беляков, Волков, Дежин, Некрасов
МПК: C03B 17/00
Метки: защитного, зеркал, линия, металлизированную, нанесения, поверхность, покрытия
...откатцика имеют привод рт камеры. сушки при помощи цепнойпередачи 22, а на подъемной раме другого откатчика смонтированы упоры 23,которые предназначены для корректировки шага поддонов с зеркалами приих перемещении по линии.Поддон для зеркал представляет собой сварную решетчатую конструкциюиз прямоугольных металлических трубок 2 М, на верхней плоскости которойсмонтированы упоры 25, ограничивающие возможность смещения зеркал наподдоне, а на торцовых поверхностях "ограничительные скобы 26, исключающие возможность размещения поддоновна линии вплотную и дающие возможность упорам, смонтированным на подъемной раме 15, задержать поддон с зеркалами для обеспечения равного шагаих расстановки,на линии во времятранспортировки, На поддоне...
Автооператорная линия химико-гальванических покрытий

Номер патента: 1537713
Опубликовано: 23.01.1990
Авторы: Бакеев, Черепенников
МПК: C25D 19/00
Метки: автооператорная, линия, покрытий, химико-гальванических
...и 12, зазор между которым и ребордой 14 ступицы 16 4 1 мм,для свободного перемещения флажков55в щелях щелевых босконтактных датчиков 6. Ширина полиуретановых шин 13рассчитана должна быть так, чтобы мещении нена груженног о а втооператораполиуретановые шины проминаются, реборды ступиц роликов 8, 9, 10 и 12не достигают до дна уступа верхней инижней направляющих, а флажки 3 проходят в нижнюю часть щели бесконтактных датчиков 6. При перемещении нагруженного автооператора 4 ребордыступиц роликов упираются в дно уступа, обеспечивая ограниченное проминание полиуретановых шин, при этомфлажки 3 проходят в верхнюю частьщели бесконтактных датчиков. Такаяконструкция линии позволяет увеличить нагрузочную способность автооператора, что повышает...
Автоматическая линия горячей штамповки

Номер патента: 1538980
Опубликовано: 30.01.1990
МПК: B21J 13/02, B23Q 41/00
Метки: автоматическая, горячей, линия, штамповки
...устройствами 1 Т и 18 управления осуществляется при помощи блока 19 связи, снабженного переключателями для управления нагревателем 3 и переключателями, служащими для управления совместно с электрошкафами 20 и 21 (соответственно прессов 7 и 13) работой прессов в режиме Автомат или в режиме Наладка.Схваты 6 и 12 (фиг. 2 и 3) выполнены в виде штанги 22 и 23, которые крепятся к приводу захватного устройства 24, установленного в руке робота. На штангах 22 и 23 закреплены три пальца 25, служащие для зажатия заготовки, причем два пальца закреп. лены на одной штанге, а один палец - на другой. Кроме того, в руке робота крепится штанга 26, на конце которой установлен захват 27, служащий для сталкивания детали с матрицы штампа, причем расстояние...
Линия производства порошкообразных смесей из растительного сырья

Номер патента: 1540785
Опубликовано: 07.02.1990
Авторы: Бондаренко, Гохфельд, Нагорная, Олейник, Павлюк, Прилуцкий, Шварцман
МПК: A23L 1/236
Метки: линия, порошкообразных, производства, растительного, смесей, сырья
...2 с вымытым сырьем поступают в установку 20 для подсушки сырья, где оно обдувается подогретымсдо 50-60 С воздухом через перфориро.,ванную люльку 2, Удаление поверхностной влаги с сырья в процессе его подЕсли плоды подлежат измельчению 45 на резательной машине 22 (яблоки,груши и т.д,), то после инспекционнораскладочных постов люльки с сырьемперемещаются к резательной машинеи разгружаются в бункер 23 аналогично 50 выгрузке сырья с люлек в бункераинспекционно-раскладочных постов. Далее дно люльки автоматически закрывается и она подается подвесным конвейером к месту загрузки, Транспортирование сырья в люльках конвейером отодной технологической машины к другой,из которых состоит участок подготовкирастительного сырья к переработке,без...
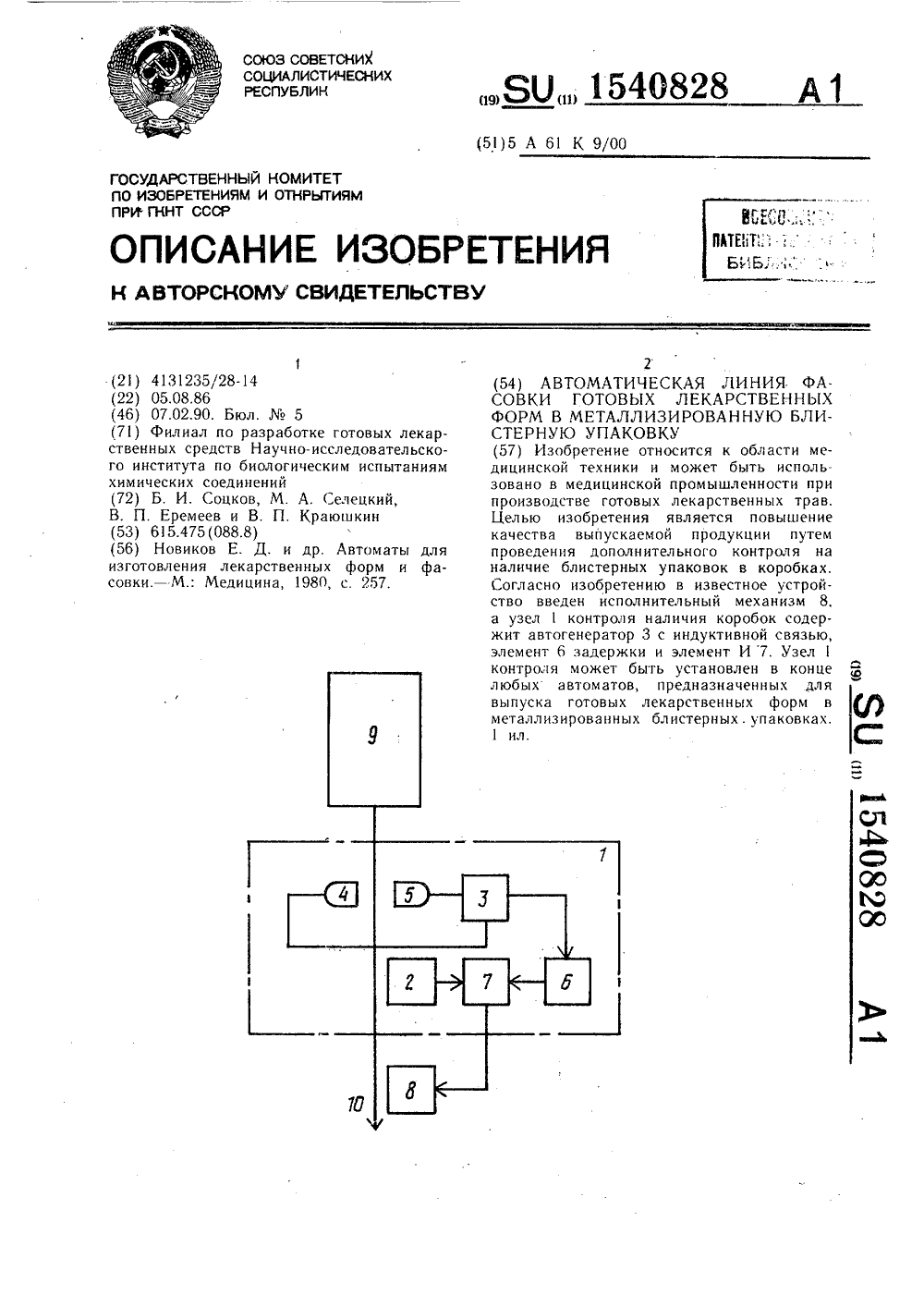
Автоматическая линия фасовки готовых лекарственных форм в металлизированную блистерную упаковку
Номер патента: 1540828
Опубликовано: 07.02.1990
Авторы: Еремеев, Краюшкин, Селецкий, Соцков
МПК: A61K 9/00
Метки: автоматическая, блистерную, готовых, лекарственных, линия, металлизированную, упаковку, фасовки, форм
...Ж - 35, Рау(нская наб., д. 4/5 Произидственно-издательский колбинат Патенг, г. Ужгород, ул. Гагарина, 101;бретения -- повышение качест;.мой продукции путем проведетсльного контроля на наличиелНковок в коробках.сн е:)едстя)леня фу 11 к иона 1 ь(вт)1 атиОскои линии.,.с,т)1).1 с Н 51 когОГ)ок, копвей)сп 1 помо ки кап уп 1 ки") :) ",; . К):(1НИНЕ) Га В качестве исполнительного механизма, 8для удаления пустых коробок примененоэлектромагнитное реле, к подвижной частикоторого прикреплен толкатель.Автоматическая линия работает следующим образом,Коробки с блистерными упаковками са)томата 9 для изготовления коробок поступают в зону контроля узла 1 контроляи воздействуют на датчик 2 наличия короб 1 О ки и на катушки 4 и 5...
Поточная линия для производства кольцевых деталей

Номер патента: 1540912
Опубликовано: 07.02.1990
Авторы: Александров, Зимин, Кривонос, Лосев, Медведев, Наговицын, Татаринов, Целиков
МПК: B21H 1/02
Метки: кольцевых, линия, поточная, производства
...и подаче не более 1 ммоб, что обеспечивает преобладание окружной ,деформации и увеличение радиальных размеров кольца в 3-4 раза в сравнении с исходными размерами кольцевой заготовки. Ширина кольца за счет радиальной деформации прн укаэанных режимах увеличивается не более чем в 2 раза (фиг,2 б), Для обеспечения точной толщины кольца раскатка производится до кольцевого упора на краю инструмента (фиг.31 После торцовой раскатки с помощью транспортера 17 кольцевая заготовка передается на пресс 18 для предварительной вырубки.1Так как раскатанная заготовка имеет точную толщину,все погрешности заготовки отражаются на ее диаметральных5 15409 размерах, колебания которых не позволяют использовать заготовку сразу для чистовой вырубки. После...