Архив за 1990 год
Устройство для управления процессом дуговой приварки шпилек

Номер патента: 1606277
Опубликовано: 15.11.1990
Метки: дуговой, приварки, процессом, шпилек
...(при условии, что тиристор 8 в состоянии пропустить такой же большой ток, как и тиристор 6).Одновременно с отрывом шпильки 16 от изделия 15 начинается заряд конденсатора 9 падением напряжения на входе а - в блока управления. Благодаря наличию тиристора 10 и отсутствию шунтирования резистора 7 вспомогательная дуга не срывается на незаряженную емкость большей величины. Поскольку ток вспомогательной дуги, определяемый резистором 7, составляет всего 15 А, то напряжение на клеммах а - в практически равно напряжению холостого хода. По истечении времени, достаточного для полной зарядки конденсатора 9, блок 4 выдержки времени размыкает ключи 11 и 13 и подает через блок 5 управления тиристорами сигнал на тиристор 6, коммутирующий основной...
Способ автоматического слежения за стыком

Номер патента: 1606278
Опубликовано: 15.11.1990
Авторы: Гедрович, Захаров, Калюжный
МПК: B23K 9/10
...продольных и поперечных перемещений свариваемых кромок поступают в блоки 8 и 9 вычитания соответственно, далее разность полученных сигналов от двух датчиков 5 перемещений по каждой координате поступает в блоки 10 и 11 сравнения. Сигналы из блоков 6 и 7 памяти поступают в блоки 10 и 11 сравнения, где сравниваются с текущими сигналами, поступающими из блоков 8 и 9 вычитания. Если сварочная горелка 13 отклонится от стыка, то одна из кромок удлинится больше, чем вторая. В результате этого в блок 8 вычитания поступают от датчиков 5 различные по величине сигналы их продольного перемещения, Разность этих сигналов поступает в блок 10 сравнения, где сравнивается с сигналом, поступающим из блока 6 памяти, Из блока 10 сравнения сигнал поступает на...
Устройство управления электроприводом подачи электродной проволоки

Номер патента: 1606279
Опубликовано: 15.11.1990
Авторы: Гужавин, Маринин, Текутьев, Юркевич
Метки: подачи, проволоки, электродной, электроприводом
...подаче на управляющий вход силового преобразователя 9 управляющего сигнала на якорную обмотку электродвигателя 2 подается импульс напряжения, длительность которого определяется моментом подачи управляющего сигнала и моментом окончания текущего такта работы устройства. Под действием тока, протекающего в якорной обмотке, якорь электродвигателя 2 начинает вращаться, По окончании текущего такта, и, соответственно, окончании действия импульса напряжения от силового преобразователя 9 на якорную обмотку электродвигателя 2, его якорь продолжает вращаться по инерции, Ток в якорной обмотке убывает не сразу, что обусловлено индуктивным характером ее сопротивления. Время, в течение которого ток убывает до нуля, увеличивается с увеличением на 10 15...
Устройство для подачи ленточных электродов

Номер патента: 1606280
Опубликовано: 15.11.1990
Авторы: Ермолов, Тарасов, Чигарев
МПК: B23K 9/12
Метки: ленточных, подачи, электродов
...При этом в зависимости от толщиныэлектродов 7 изменяется расстояние междувалом 1 и осью 3 за счет деформации пружины 10, Требуемое усилие прижатия элек а диски 4 выполнены из антифрикционного материала, Устройство дает возможность компенсировать изменение толщины одного или нескольких ленточных электродов за счет расклинивания смежных подпружиненных дисков, а также обеспечивает равномерное прижатие каждого ленточного электрода к рифленому приводному ролику по всей ширине электрода, что предупреждает формоизменение электрода и его разрушение, 1 ил. тродов 7 к рифленому ролику 2 обеспечивается предварительной деформацией пружин 10, При вращении вала 1 и кинематически связанной с ним оси 3 происходит подача ленточных электродов 7 в зону их...
Горелка для дуговой сварки неплавящимся электродом

Номер патента: 1606281
Опубликовано: 15.11.1990
Авторы: Киселев, Новикова, Радионова, Рикур, Старченко, Тухметов
МПК: B23K 9/16
Метки: горелка, дуговой, неплавящимся, сварки, электродом
...токопровод 4, изолированный от коаксиального экрана 5 изоляцией 6, Металлический корпус 7 горелки припаян к коаксиальному экрану и изолирован от электродержателя с помощью керамической электроизоляцИонной втулки 8. В корпус горелки вкручивается металлическое сопло 9 с размещенными в нем газопроницаемыми керамическими вкладышами 10, установленными с зазором, между которыми засыпан порошок 11, с целью уменьшения перетекания защитного газа в зазоры между электродом и вкладышами, соплом и вкладышами. Керамические вкладыши фиксируются стопорным кольцом 12, Токоподводящий кабель центрируется и крепится электроизоляционной втулкой 13, В сопла впаяна трубка 14 для подвода защитного газа. электрододержателю 2 и электроду 1. Между электродом 1,...
Способ контроля процесса контактной стыковой сварки оплавлением

Номер патента: 1606282
Опубликовано: 15.11.1990
Авторы: Мокеичев, Молчадский, Новицкий, Рысс, Шевелев, Шембелов
МПК: B23K 11/04
Метки: контактной, оплавлением, процесса, сварки, стыковой
...перемещать по расчетному графику Я = 1(1) навстречу неподвижному зажиму 1, вызывая по пути срабатывание датчиков Д 1 и Д 2 минимального и максимального зазора. При срабатывании датчика Д 1 происходит событие А, при срабатывании датчика Д 2 - событие С. При этом устройство контроля также фиксирует появление тока оплавления (событие В), Таким образом контроль качества сварных соединений сводится к анализу временной последовательности наступления указанных событий, Причем, нормально протекающим процессом принимается такой, при котором событие В происходит позже события А, но ранее события С, Наступление события В до события А указывает на малый зазор между торцами и вероятность "нахлестэ", Если же событие С предшествует событию В, делается...
Машина для контактной шовной сварки

Номер патента: 1606283
Опубликовано: 15.11.1990
Авторы: Аксенов, Васич, Молодкин, Учакин
МПК: B23K 11/06
Метки: контактной, сварки, шовной
...на фиг.3 - сварка контурного шва двухрядного радиатора.Машина содержит корпус 1 с установленным на нем сварочным трансформатором 2, привод 3 вращения верхнего роликового электрода 4, верхний электродный узел 5, пневмопривод 6 сварочного давления, верхний гибкий шинопровод 7, нижний гибкий шинопровод 8, соединенный с плоским электродом 9, который установлен на тележке 10, имеющей возможность перемещения в направляющих 11, установленных на раме 12, движение тележки ограничивается путевым выключателем 13.Для производства контактной шовной сварки свариваемую деталь 14 размещают на тележке 10 так, чтобы плоский электрод 9 располагался внутри детали 14 под местом соединения. Цикл сварки начинается сжатием детали 14 между роликом 4 и...
Выпрямитель для машин контактной сварки

Номер патента: 1606284
Опубликовано: 15.11.1990
Авторы: Бенедиктов, Будилов, Вандышев, Петров, Резников
МПК: B23K 11/24
Метки: выпрямитель, контактной, машин, сварки
...индукций в активных стержнях магнитопровода (диаграмма 31) для режимов работы устройства, близких к режиму короткого замыкания. На диаграммах отмечены моменты включения и отключения ключевых элементов 7.Устройство работает следующим образом. Входной выпрямитель 1 обеспечиваетположительное напряжение на первом выводе первого коммутирующего конденсато 40 ра 11 и на первых выводах ключевых элементов 7, отрицательное напряжение на втором выводе второго коммутирующего конденсатора 11 и на объединенных выводах двух третьих секций 5 первичных обмоток трансформатора 2. Управляющие импульсы на включение ключевых элементов 7 подаются от системы 10 управления поочередно через равные интервалы в 1/4 периода, соответствующего рабочей частоте...
Установка для автоматической индукционной наплавки

Номер патента: 1606285
Опубликовано: 15.11.1990
МПК: B23K 13/00
Метки: автоматической, индукционной, наплавки
...поверхности поворотного основания 2 жестко крепится опора 6, к которой шарнирно присоединен прижим в виде двуплечего рычага 7 с полусферическим выступом 8. Между опорой 6 и рычагом 7 установлена пружина 9, На станине 1, на позиции выгрузки детали 10 установлен ко пир 11. Загрузочное устройство 3 снабжено подвижным шибером 12, на котором установлены поворотный кулачок 13 и упор 14. Кулачок 13 выполнен в виде двуплечего рычажка с неуравновешенными плечамиУстановка для автоматической наплавки работает следующим образом.Деталь 10 из загрузочного устройства 3 подается шибером 12 вправо (фиг,2), при этом кулачок 13 упирается в выступ 8 и упор 14 и поворачивает двуплечий рычаг. Деталь 10 вводится между основанием 2 и двуплечим рычагом 7 с...
Способ контроля газовой среды при диффузионной сварке

Номер патента: 1606286
Опубликовано: 15.11.1990
Авторы: Зенин, Пешков, Подоприхин
МПК: B23K 20/14
Метки: газовой, диффузионной, сварке, среды
...поверхности, что наиболее полно удовлетворяет технологический процесс подготовки деталей к диффузионной сварке. Расположение газоанализаторов на соединяемой поверхности другой детали с шагом 1б/6; где б - диаметр или наименьшая длина детали способствует равномерному контролю газовой среды по всей соединяемой поверхности деталей. Глубину канавок Н, в которых располагают пленочные газоанализаторы, выбирают с целью возможного контроля газовой среды в момент контактирования соединяемых поверхностей с высотой неровностей профиля йа. При значениях Нйа происходит разрушение пленочного газоанализатора до момента контактирования соединяемых поверхностей, а при Нйа контроль газовой среды возможен в местах впадин соединяемых поверхностей, когда уже...
Способ изготовления металлических многослойных панелей

Номер патента: 1606287
Опубликовано: 15.11.1990
Авторы: Африкантов, Егоров, Ершов, Забалуев, Семенов, Соболев, Цепин
МПК: B23K 20/14
Метки: металлических, многослойных, панелей
...температуры формовки листов заполнителя давление между ними увеличивают и осуществляют формование ячеек 15 (фиг.2 и 3) и диффузионную их свар 1606287ку иекд/ 1;Г 1 Й и с 11 ыстеР.":и Обшивок 7 и 10, В процессе фор 1.двэ 11 ия я 1 еекОсфществляко; т Оол избытпч 11 пго лэвл 1 ения в полос 1 ях ме(л, об 1 ци 1,кам.л 1,11 еф 11 рмиру-ыми ячейкамиь Г 1 ои п 111 д".Оци 11 ВНОметра 1 16 с Б таНОВЛЕ 1-ИОГО Н . т.-,ФОГ 1,ВОДЕ 1., ПОВЬГ 1 ПЗ 1 ил г 1 ЭРЛЕРав -1 ггг,.1 Лл - -,; "11 к 11 Р 1 1 .азР 1В ЗОН ;1 И 4 СОЕД 111.1 г 11 ИЛ И ПООНИКНРВЕНИЕ фОРЬ 1 У ОЩЕГО 1 аза 1 ЗРЕ;. гт 1 ЕОХт 1 ЛЯ 9 ПОЛОС 1 И. ПРИ этом процессрп;С 1;ОБ":.и прзкрэщэ 1 от и прОиз ВО 01 ЪСТР"1 ц" д-+ЭЛЭТЕМ СПАРЭ" ЦИЮО 1;Р;1 ВК; 11: П 11 Т 1 О ПОЗВОЛЯЕТ Г 1 ОВЫСИТЬ КЯ 1 ЕСВ 1...
Устройство для сжатия деталей при диффузионной сварке

Номер патента: 1606288
Опубликовано: 15.11.1990
Авторы: Беляков, Матюшкин, Ротарь, Сергеев, Шкроб
МПК: B23K 20/26
Метки: диффузионной, сварке, сжатия
...косозубой передачи 9 и 10 вой передачи 11 и 12 (фиг,З и 4), до ные втулки 13 из материала с коэф термического расширения больш материала стяжных элементов ненными на одном из их концов ми 9 и 11 механизма смещения с 6. Стяжные элементы 4 устан втулках и жестко соединены с и концами клином 14,Устройство работает следующи Собранное устройство со св ми деталями 15 помещают в солятаким образом, чтобы механизм смещения и верхняя опорная плита были расположены выше уровня расплава 16 в ванне.При нагреве устройства в соляной ванне сварочное усилие создается стяжками 4, 5 имеющими коэффициент термического расширения меньший, чем у материала свариваемых деталей, опорных плит и других элементов устройства. Кроме того, при нагреве...
Формирующее устройство для многопроходной электрошлаковой сварки

Номер патента: 1606289
Опубликовано: 15.11.1990
МПК: B23K 25/00
Метки: многопроходной, сварки, формирующее, электрошлаковой
...поверхность полэуна, а узким основанием планка закреплена на стойке 4, Боковые планки 5 поджаты с помощью пружин 6 к средней планке 3 и свариваемому изделию, Пружины 6 закреплены.на стойке 4. Нижней частью планка 3 и стойка 4 жестко соединены с тележкой 1, Прижимная штанга,7 жестко соединена с тележкой 1, В случае выполнения кольцевого шва штанга и тележка при помощи шарнира 8 соединяются.Работа устройства при сварке, например, кольцевого шва заключается в следующемПеред началом процесса ЭШС с помощью формирующего устройства в сварочном зазоре приваривается начальная планка 9 (фиг.4) длиной больше, чем длина тележки = на 15 мм, для того, чтобы формирующее устройство плотно закрывало сварочный зазор, предотвращая утечку шлаковой...
Устройство для лазерной размерной обработки

Номер патента: 1606290
Опубликовано: 15.11.1990
Авторы: Жукас, Кискин, Коровицкий, Купчюнас, Левин, Любинас, Рагульскис, Рюхин
МПК: B23K 26/14
...высокочастотного генератора 14, подвижный столик 4 резко останавливается, тем самым обрабатываемыйобъект подготавливается к следующему циклу обработки, Одновременно задним фронтом5 10 15 20 25 30 35 40 45 50 55 импульса первого моновибратора 16, прошедшего через первую схему ИЛИ 18, запускается формирователь 19 импульсов (фиг.2 г), Импульс формирователя 19 открывает ключ 21, который снимает напряжение с выхода пикового детектора 22, что позволяет снова учитывать диаметр лунки, выжигаемой на объекте во время. следующего цикла работы. Длительность импульса формирователя 19 импульсов подбирается с учетом времени остановки. подвижного столика 4. Следовательно, на вход синхронизации генератора 20 задний фронт запускающего импульса приходит...
Устройство для двухсторонней приварки выводов к армированным заготовкам резисторов

Номер патента: 1606291
Опубликовано: 15.11.1990
Авторы: Ершова, Родин, Ромашов, Шимонов
МПК: B23K 31/02
Метки: армированным, выводов, двухсторонней, заготовкам, приварки, резисторов
...зажима и осадки проволочных выводов, состоящие из кареток 22 и 23, вместе с зажатымив них выводами 34 и 35 подводятся до соприкосновения проволочных выводов с торцами заготовки 15 резистора, после чего включается сварочный ток и происходит приварка проволочных выводов 34 и 35 к заготовке 15, В этот момент механизм 7 подачи и зажима находится в статическом положении, и в гнездо 38, совмещенное с ручьем 5, производится закладка заготовки поворачивая зажимные рычаги 10 и 11 вокруг оси 13. Затем, упор 32 (фиг.1, 2) отнимает губку 28 от губки 24 (при этом, губки 25 и 29 остаются зажатыми), и сваренный резистор также зажат в них за вывод 35, затем каретки 22 и 23 расходятся в крайние исходные положения. Механизм 7 подачи и зажима в это...
Устройство для микросварки

Номер патента: 1606292
Опубликовано: 15.11.1990
МПК: B23K 31/02
Метки: микросварки
...а другой соединен прочной гибкой нитью со стержнем лимба. Это позволяет обеспечить регулирование сварочного давления с более высокой точностью, При повороте лимба назаданное число делений нить, наматываясь на его стержень, растягивает пружину, которая при этом с заданным усилием воздействует на подвижный электрододержатель. 1 ил,Устройство работает следующим обрам. Поворотом лимба 9 задается требуемое усилие сжатия электродов 4 и 5, При повороте лимба 9 на стержень 8 наматывается нить 7, которая растягивает пружину 6, взаимодействующую с определенным усилием на электрододержатель 2. Между электродами 4 и 5 помещают свариваемые детали, оператор нажимает на педаль 10, при этом под воздействием пружины 6 электроды зажимают свариваемые...
Способ многослойной дуговой сварки кольцевых стыков

Номер патента: 1606293
Опубликовано: 15.11.1990
Авторы: Иткис, Кузина, Мочалова, Сигаев
МПК: B23K 31/02, B23K 33/00
Метки: дуговой, кольцевых, многослойной, сварки, стыков
...оставшуюся часть разделки 1 з.п. ф-лы,2 ил. этом отклонение торцовои части фланца от вертикальной плоскости, вызванное усадкой шва, не должно превышать 0,4 мм на расстоянии 100 мм от оси фланца, Сборку под сварку выполняли по схеме жесткого "замка" (фиг.1). Контактирующая поверхность на 78 мм была выполнена для отверстия по Н 11 (+0,19 мм); для вала по Ь 9 (-0,08 мм). Исходя из требований надежной фиксации свариваемых деталей, размер а составил 10 мм, размер Ь = 11,5 мм, Разность размеров а и Ь обеспечила зазор 1,5 мм в корне стыка, необходимый для полного проплавления свариваемых кромок. После сборки и прихватки в диаметрально противоположных точках зафиксировали "нулевое" положение торцовой части фланца, Сварку корня шва...
Припой для пайки нефтегазопромыслового оборудования

Номер патента: 1606294
Опубликовано: 15.11.1990
Авторы: Котлов, Лозовая, Савельев, Соловьев, Яковенко
МПК: B23K 35/26
Метки: нефтегазопромыслового, оборудования, пайки, припой
...введенных в состав припоя висмута и германия, а также при содержании индия и свинца в припое меньше минимально предлагаемого, а олова выше максимально предлагаемого практически не изменяются механические свойства, но при этом заметно возрастает температура плавления и уменьшается интервал кристаллизации припоя, а также возрастает скорость коррозии. Поэтомудальнейшее снижение содержания висмута, германия, индия, свинца и повышение олова в компонентном составе припоя нецелесообразно.При содержании введенных в состав припоя висмута, германия и содержании индия и свинца в припое выше максимально предлагаемого, а олова меньше минимально предлагаемого практически не изменяются скорость коррозии и интервал кристаллизации, но при этом...
Припой для пайки никеля

Номер патента: 1606295
Опубликовано: 15.11.1990
Авторы: Булацев, Лапчинский, Скоробогатов, Хорунов, Швец
МПК: B23K 35/26
...дополнительно содержит медь в количестве 0,1 - 1,5, Температура плавления и рипоя 235-280 С. Он обеспечивает прочность паяного соединения 56 МПа, Площадь растекания припоя находится в пределах 140 мм, Припой может быть использован для пайки изделий, работающих в условиях глубокого вакуума.1 з,п. ф-лы, 1 табл,выше 3,50 ь не оказывает дальнейшего улучшения растекания, повышая температуру пайки. При этом, согласно данным металло- графического анализа, изменяется фазовый состав припоя, Уменьшение содержания германия ниже 3,5 снижает прочность паяного соединения, а повышение его выше 10,5 - ухудшает растекание припоя.Введение меди улучшает растекание припоя по никелевым покрытиям. При этом снижение меди ниже 0,1 не оказывает существенного...
Флюс для сварки меди

Номер патента: 1606296
Опубликовано: 15.11.1990
Авторы: Гавриш, Грановский, Кассов, Катренко
МПК: B23K 35/362
...безводная растворяет в себе окислы, способствует хорошему формированию металла шва, стабилизирует дугу, При содержании буры менее 20 ее влияние недостаточно, при содержании более 26% уменьшается глубина проплавления основного металла. Магнезит способствует удалению серы из металла шва, придает вязкость шлаку, способствует удалению водорода из зоны сварки. При содержании магнезита менее 13 его влияние оказывается недостаточным. При содержании магнезита более 15% дальнейшего улучшения свойств флюса не происходит,Плавиковый шпат является совместно с борфтористым кадмием и фтористым кальцием источником фтора, связывающего водород. Плавиковый шпат повышает глубину проплавления. При содержании плавикового шпата менее 19,4 оего воздействие...
Флюс для электродуговой сварки и наплавки

Номер патента: 1606297
Опубликовано: 15.11.1990
Авторы: Бартюк, Галинич, Жданов, Кирилюк, Котик, Прохоров, Сливинский
МПК: B23K 35/362
Метки: наплавки, сварки, флюс, электродуговой
...ТСМУ на переменном токе, источник питания ТДФ, Режим сварки; напряжение дуги 31 - 33 В; сварочный ток 400 - 420 А; скорость сварки 32 м/ч.В таблице приведены результаты испытаний флюсов разного состава,Под каждым из исследуемых флюсов выполняли сварку трех образцов. Сварные швы просвечивали на установке РУП, и 20 25 30 35 40 45 50 55 по рентгеновским снимкам оценивали наличие или отсутствие пор. Внешний вид и формирование сварных швов определяли по трехбалльной системе; хорошее формирование - гладкая блестящая поверхность шва с плавными переходами от шва к основному металлу; удовлетворительное формирование - шов матовый, имеет ярко выраженный чешуйчатый характер, поверхность ш ва ровная; неудовлетворительное формирование - шов...
Флюс для пайки и лужения

Номер патента: 1606298
Опубликовано: 15.11.1990
Авторы: Булатов, Вылегжанин, Фельдшеров
МПК: B23K 35/363
...2 приведена сравнительная характеристика предлагаемого и известного флюсов.Выход за границы интервалов концентраций компонентов предлагаемого флюса не обеспечивает качества пайки, удовлетворяющего требованиям, в частности, состав 1 (табл. 1 и 2) недостаточно активен. При его использовании, в особенности в области низких температур 90 - 130 С, велико количество дефектных паек (12 - 18). Недостатком состава 5 является то, что на пайках, сделанных с его помощью, в особенности в области низких температур 90 - 130 С (табл, 1 и 2), проявляются признаки корф)- зии.Предлагаемый флюс не токсичен, не обладает раздражающим воздействием на слизистые оболочки дыхательных путей персонала при пайке и поэтому может быть1606298 15 Таблица 1 20...
Состав подкладки для формирования обратной стороны сварного шва

Номер патента: 1606299
Опубликовано: 15.11.1990
Авторы: Демин, Лобков, Панкратов, Розенман
МПК: B23K 35/36, B23K 37/06
Метки: обратной, подкладки, сварного, состав, стороны, формирования, шва
...при 2500 С.Пример 2.Смесьб 5 титана; 3 мас.% циркония; 8 15 мас,% полукокса и 67,5 ма муют, обжигают и термообр гласно примеру 1.П ример 3, Смесь 9 0 титана; 2,5 мас,% циркония фита; 12,5 мас,% полукокса кокса формуют, обжигают и т вают согласно примеру 1,1606299 4 - 9 2 - 3 5 - 810-15 Остальное Составитель Т,Арестдактор Т.Парфенова Техред М,Моргентал Корректор Э.Лончакова аказ 3517 Тираж 652 Подписное ЯНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская над 4/5 оизводственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Введение в состав подкладки гидрида титана приводит к образованию в рабочем объеме подкладки восстановительной атмосферы в результате разложение гидрида...
Способ восстановления чугунных коленчатых валов двигателей внутреннего сгорания

Номер патента: 1606300
Опубликовано: 15.11.1990
Автор: Денисов
МПК: B23P 6/00
Метки: валов, внутреннего, восстановления, двигателей, коленчатых, сгорания, чугунных
...тока - например, сварочный трансформатор для дуговой электросварки любого типа.После окончания намотки, не ослабляя натяжения проволоки, последние два витка сваривают между собой плавлением соприкасающихся кромок без присадочного материала любым концентрированным источником тепла, например острофокусированной струей плазмы. Сварку выполняют с глубиной проплавления, равной толщине проволоки, при обязательном условии - отсутствие расплавления основного металла шейки (фиг, 2). Длина шва, как показали зксперименты, достаточна в пределах 0,1 - 0,25 длины витка. Затем аналогичным образом сваривают между собой два первых витка, После этого снимают струбцину и натяжение свободного конца проволоки, Вместо сварки соединение витков можно...
Способ герметизации линейных дефектов

Номер патента: 1606301
Опубликовано: 15.11.1990
Авторы: Малышев, Минеев, Шумаков, Юделевич
МПК: B23P 6/04
Метки: герметизации, дефектов, линейных
...трещина,Если же деталь 6 из диэлектрического материала, подносят к обратной стороне дефектного места 7 вплоть до соприкосновения высоковольтный электрод, 4 с диэлектрической оболочкой 5, находящийся под напряжением.При герметизации изделия 6 из диэлектрического материала токопроводящий герметик 3 в результате электростатического притяжения заполняет дефекты 7 литья вплоть до микродефектов, устраняя дефекты. Перемещение герметика по микропорам осуществляется до тех пор, пока он не достигнет оболочки электрода (при сквозных трещинах), при этом, если герметика не хватает на поверхности изделия, то он периодически пополняется,П р и м е р, Заполнялись поры изделия из диэлектрического материала, в качестве которого применен капролон, Тип...
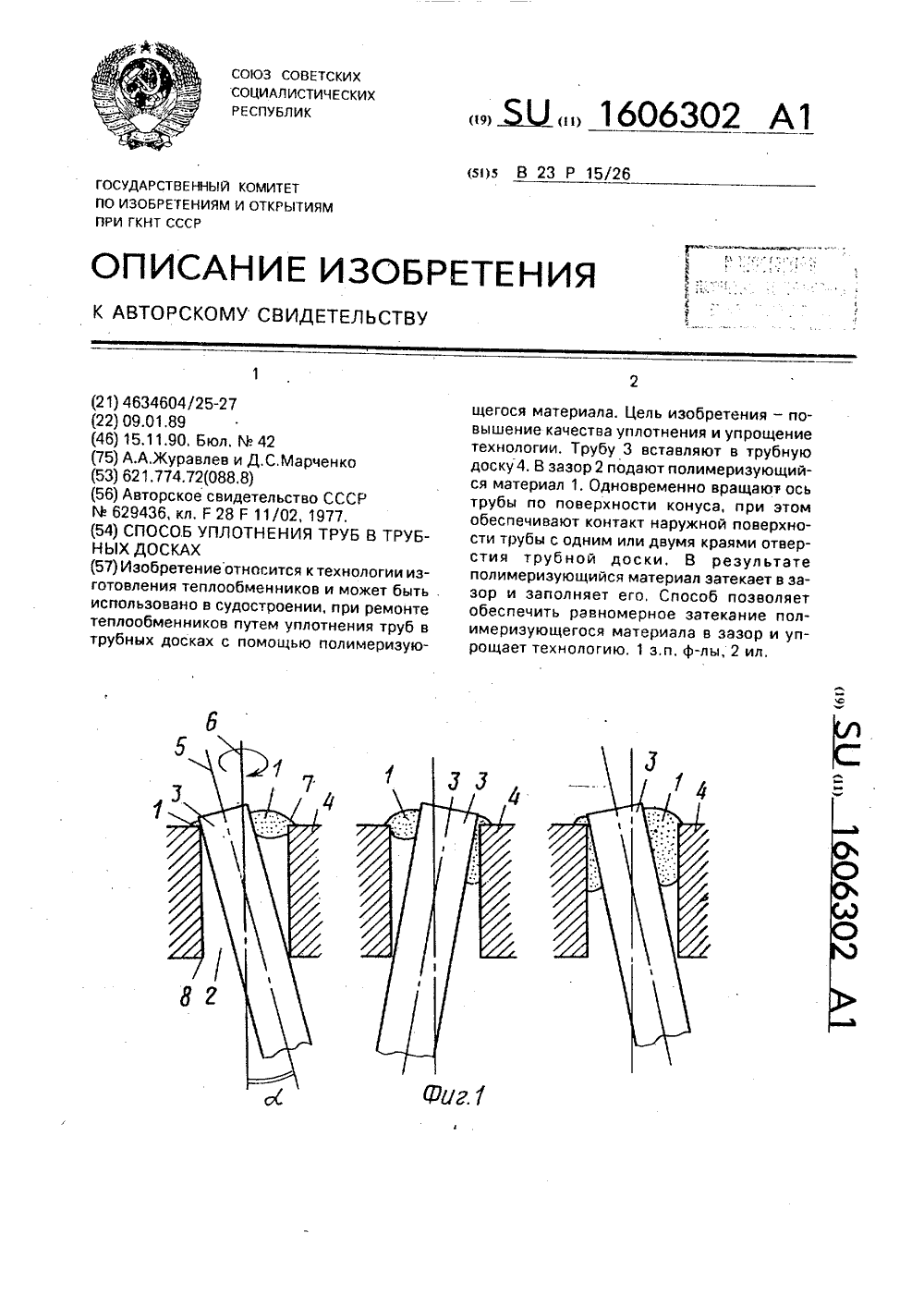
Способ уплотнения труб в трубных досках
Номер патента: 1606302
Опубликовано: 15.11.1990
МПК: B23P 15/26
Метки: досках, труб, трубных, уплотнения
...безударно, что снижаетшум при работе.С целью снижения величины усилия, направленного на изгиб трубы для приданияей меняющихся наклонов, иногда достаточно обеспечить непрерывный контакт трубы3 (фиг, 2) только с одним наружным краем 7отверстия в трубной доске, при этом контакт между ними также остается непрерывным, а контакта трубы с внутренним краем8 отверстия не происходит.В этом случае угол а между осями менее максимального (фиг. 1 и 2),Способ осуществляется следующим образом.Труба 3 вставлена в трубную доску 4,Внутрь трубы 3 по оси 5 снаружи введенсоосно рабочий орган вибратора (вибраторне показан), Он передает на трубу радиальное усилие в результате воздействия неуравновешенной массы, вращающейся вокруг оси рабочего органа,...
Устройство для сборки запрессовкой

Номер патента: 1606303
Опубликовано: 15.11.1990
Авторы: Володин, Дубровицкий, Игнатова, Мельников, Сюткин, Цыбуленков
МПК: B23P 19/027
Метки: запрессовкой, сборки
...между собой плитами 16 и 17, На плите 16 размещены регулируемые ограничители 18 перемещения штырей 14, Механизм окончательной сборки выполнен ввиде силового цилиндра 19, на штоке 20которого установлен с возможностью взаимодействия с пазом 11 тяги 10 наконечник5 21,Фиксатор базовой детали (блока 3 цилиндров) выполнен в виде стержня 22, шарнирно связанного через рычаги 23 и 24 соштоком 25 силового цилиндра 26. Стержень10 22 установлен с воэможностью поступательного перемещения в направляющей рамы 6. Механизм подъема комплектующейдетали (крышки 2 коренного подшипника)выполнен в виде силового цилиндра 27 и15 закрепленной на его штоке опоры 28. Дляограничения путевого перемещения всехмеханизмов служат размещенные на рамеконечные...
Устройство для запрессовки деталей типа штифтов

Номер патента: 1606304
Опубликовано: 15.11.1990
Автор: Буцкивский
МПК: B23P 19/027
Метки: запрессовки, типа, штифтов
...равномерно выполненных на конце втулки-корпуса 4 со стороны силового цилиндра 1 и контактируют с кольцевой канавкой 10. Во втулке-корпусе 4 выполнены две пары соосных радиальных окон, в которых расположены сухари 17, имеющие возможность перемещения в радиальном направлении, и сквозные продольные пазы 18 под штыри 13,1выполненные в плоскости, перпендикулярной к продольной оси радиальных окон длина пазов соответствует длине хода толкателя 2), На торцовой поверхности каж дого иэ сухарей 17, со стороны толкателявыполнена полуцилиндрическая канавка 19 под часть толкателя наименьшего сечения и скос 20 в сторону части толкателя большего сечения. Устройство содержит также непод вижный упор 21, в которбм крепится гайка22 с собираемой...
Устройство для распрессовки осей колес

Номер патента: 1606305
Опубликовано: 15.11.1990
Авторы: Борисенко, Решетько, Чернин
МПК: B23P 11/02
Метки: колес, осей, распрессовки
...на ложементе 1, при этом ось 26 размещается в отверстии последнего. На конце шейки оси 26 через уплотнение 27 закрепляют поршень 13. Основной стакан 8 надевают на поршень 13 и поджимают его торец через вспомогательное уплотнение 28 к торцу колеса 25, На наружную поверхность стакана 8 одевают дополнительный стакан 10, а на последний одевают втулку 5 с уплотнениями 4 и 6, При включении силового цилиндра 2 его нажимная плита прижимает втулку 5 и стакан 8 через уплотнения к колесу 25 и к ложементу 1 основания.Полости А и Б заполняют рабочей жидкостью через штуцер 18, стравливая воздух через клапан 20. После заполнения поднимают давление в них до максимально возможной величины, обеспечиваемой гидросистемой пресса, Затем через штуцер...
Устройство для взаимного центрирования деталей типа крестовины и фланца-вилки

Номер патента: 1606306
Опубликовано: 15.11.1990
Авторы: Дашко, Самойлов, Сыркин
МПК: B23P 19/10
Метки: взаимного, крестовины, типа, фланца-вилки, центрирования
...основании 1 соо,:но отверстиямфланца-вилки 3 установлены прессующие оправки 25, предназначенные для выполнения последующих после центрирования 15 операций сборки фланца-вилки 3, и крсстовины 26 с уплотнительными кольцами и подшипниками (на чертеже не показаны),Устройство рабогает следующим образом.20 В исходном положении обе части ползуна находятся в крайнем верхнем положении, фланец-вилка 3 со свободно лежащей в отверстиях крестовиной 26 базируется на установочном приспособлении 2 и зажима ется (элементы зажима не показаны). По команде системы управления (не показана срабатывает механизм 6 поджима и поднимает установочное приспособление 2 вверх до соприкосновения с упорами 5, тем самым 30 фиксируя его относительно основания 1...