Патенты опубликованные 30.08.1986
Автоматизированная линия горячей штамповки

Номер патента: 1253703
Опубликовано: 30.08.1986
Автор: Целиков
МПК: B21J 13/02
Метки: автоматизированная, горячей, линия, штамповки
...машину 3. Захваты закреплены на штоке 23 силового цилиндра24 горизонтального перемещения, установленного на траверсе на консоли18, За индукционным нагревателем.19закреплен прижим 25. Управление осуществляется с пульта 26. Штамповочнаямашина представляет собой, например,горизонтально-ковочную машину соштампом, имеющим три ручья: наборный 527, формовочный 28 и прошивочный 29,и состоящим иэ неподвижной полуматрицы 30, подвижной матрицы (не показана), пуансонов 31 и упора 32, Цифрой33 обозначена заготовка-пруток,Линия работает следующим образом.Перед началом работы производятналадку штампа, после чего приводом8 перемещают в направляющих 7 салазкиб со стойками 4 и 5 в рабочее положение,Пачку длинномерных заготовок-прутков 33 укладывают в...
Устройство для клепки валиков втулочно-роликовой цепи

Номер патента: 1253704
Опубликовано: 30.08.1986
МПК: B21J 15/12
Метки: валиков, втулочно-роликовой, клепки, цепи
...и осями вращения, лежащими в одной плоскости с осью вращения звездочки 7 н сб- ЗОраэующими с ней острый угол сс. Дляисключения изгиба валика 9 втулочнсроликовсй цепи 10 во время клепки н"гжней плитой 3 и стаканом 5 установленыэластичные прокладки 11 (полиуретани т. п.), которые сжимаются на определенное усилие при помощи болтов 12,Регулировки зазора между развальцою вочными роликами 8 производится регулировочными кольцами 13, установлен-,ными между верхней плитой 2 и колоннами 4, Цепь 10 с внешней стороныприжимается к звездочке 7 гибкич элементом 14, Для заправки обрабатываемой цепи 10 на звездочку 7 служат на-правляющие 15, Вращение на вал б ст привода передается через зубчатоеколесо 16.Устройство для клепкч валиков втулочно-роликсвой...
Манипулятор к ковочным вальцам

Номер патента: 1253705
Опубликовано: 30.08.1986
Авторы: Альшиц, Бородавкин, Рогозников
МПК: B21H 9/00, B21K 27/00
Метки: вальцам, ковочным, манипулятор
...команда на включение вальцев. Рабочие валки 2 и 3 начинают вращаться, толкающий рычаг 14 при помощи кулачка 6 ролика 7, рычага 8, тяги 10 .также приходит в движение. Конец рычага 11, упираясь в торец упора 24, заставляет смещаться каретку 15, а значит, и клещи 17 с заготовкой назад от вальцев, причем со скоростью, близкой к окружной скорости вальцовки.3705 4Б кряйнРм заднем положении кярРтк.5 с:;ещами 17 и заготовкой подаегсякомапцЯ на каетовк" клещей 17 при помощи Одного из цилиндров 20 и 21, наход вперед цилиндра 25 продольногопере ещения к Пальцам. В крайнем переднем положении клещей 17 с заготовкой у вальцев дается комачдя навключение вальцев ня четвертый оборотрабочих валков. Балки 2 и Э вращаются, толкающий рычаг 11...
Самотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1253706
Опубликовано: 30.08.1986
Авторы: Асташова, Болдырев, Козлов, Колунтаев
Метки: литейных, самотвердеющая, смесь, стержней, форм
...модулем 2,6-3,0. Едкий натр предпочтительно вводить в виде водного раствора плотностью 15 1,27 г/см . Кремнефтористый однозамещенный кальций имеет химическую формулу Са(Н 8 И ) и поставляется по ТУ-У-51,20 В предложенной смеси при взаимодействии Са(НБР ) с жидким стеклом ускорение твердейия происходит как за счет действия образовавшейся кислоты Н 81 Р , так и за счет гидроокисн кальция. Образующееся соединение Са 810 способствует повщвению температуры связующей силикатной фазы, при этом жпдкостекольный раствор имеетбольшую вязкость, что предотвращаетспекание и сцепление жидкого стеклас песком, а также его упрочнение приохлаждении. Таким образом, достигается улучшение прочности, а также выбиваемости смеси при незначительном...
Суспензия для форм в литье по выплавляемым моделям

Номер патента: 1253707
Опубликовано: 30.08.1986
Авторы: Ласкин, Усов, Хорошилов
МПК: B22C 1/16
Метки: выплавляемым, литье, моделям, суспензия, форм
...литейной формыводорода, фтористого водорода, трехФтористого бора, что способствует нетолько созданию защитной атмосферы,40но и снятию ранее образовавшихся окислов на твердосплавной пластине с приприпоем. После прокаливания в керамическую форму заливается жидкий металл, за счет его тепла припой, нане 45сенный на твердосплавную пластину,расплавляется, и пластина надежноскрепляется с образовавшейся державкой. Между твердосплавной пластинойи металлом державки образуется диффузионное сцепление.В табл, 1 приведены составы суспензий . В табл. 2 приведены параметры суспензии формы и отливок,П р и м е р. На поверхность твердосплавной вставки наносится слой медно.-никелевого сплава, например константана, обладающего хорошей диффузией как со...
Противопригарное покрытие для литейных форм и стержней

Номер патента: 1253708
Опубликовано: 30.08.1986
Авторы: Кибовский, Линченко, Рожкова, Силантьев
МПК: B22C 3/00
Метки: литейных, покрытие, противопригарное, стержней, форм
...Изменение плотности противопригарного покрытия в большую сторону приводит к подтекам на поверхности формы или стержня, а уменьшение плотности ниже нижнего предела ведет к ухудшению технологических свойств: прочности, термостой- кости, эррозионной стойкости.В табл, 1 приведены составы предлагаемого покрытия, а также прототипа и их технологические свойства. Как видно из приведенных данных оптимальным условиям соответствует содержание талька 25,0-30,0 мас.Е. При уменьшении его менее 25,0 мас,Х падает термостойкость, а при содержании его более 30,0 мас.Х подают прочностные свойства противопригарного покрытия. Если содержание ПВБ менее 1,5 мас.7, то уменьшается адгеэионная прочность покрытия, а увеличение его более 2,0 мас.7. способствует...
Способ регенерации песков из отработанных формовочных и стержневых смоляных смесей

Номер патента: 1253709
Опубликовано: 30.08.1986
Авторы: Дудиев, Каргиева, Тменов, Цугкиев, Шнайдерман
МПК: B22C 5/00
Метки: отработанных, песков, регенерации, смесей, смоляных, стержневых, формовочных
...регене рации песков из отработанных формовочных и стержневых смоляных смесей, со" держащему операции магнитной сепарации, дробления, грохочения, удаления ппенок связукщего в водной среде, классиФикации и сушки песка а также утилизация шлама, операцию удаления пленок связующего осуществляют при рН водной среды 4,0,-4,5 и ее темпера туре 36-38 С путем обработки отработанной смеси 0,08-0,8 Ж, от массы отработанной смеси культурой дрожжей иэ рода "СапйЫа" и подаче в водную среду воздуха в количестве 40 м на 2 1 т отработанной смеси.П р и м е р . Отработанную смоляную смесь после выбивки подвергают магнитной сепарации, дроблению в дробилках ро 1 горного типа, грохочению к ;р направляют в резервуар содержащий культуру дрожжей иэ рода...
Способ приготовления суспензии для получения керамических стержней и форм

Номер патента: 1253710
Опубликовано: 30.08.1986
МПК: B22C 5/04
Метки: керамических, приготовления, стержней, суспензии, форм
...в смесителе емкостью 60 л при 980 об/мин (таблица, 30пример 3). В таблице приведено конкретное время выстаивания суспензии и плотность потока при введении в суспензию зернистого наполнителя.В процессе выстаивания суспензии после введения пылевидного огнеупорного наполнителя пузырьки воздуха, внесенные с пыпевидным наполнителем, О всплывают и разрушаются на поверхности, Вязкость на этой стадии приготовления суспензии достаточно мала (27-35 с в зависимости от конкретного количества пылевидного огнеупора), что облегчает удаление воздуха.При введении наполнителя потокам плотностью 1,3 10 5,2 10 частиц/с м суспензию доводят до требуемой вязкости (50-65 с по ВЗ) без внесения Технологические параметры1 Огнеупорные материалы: пылевидный -...
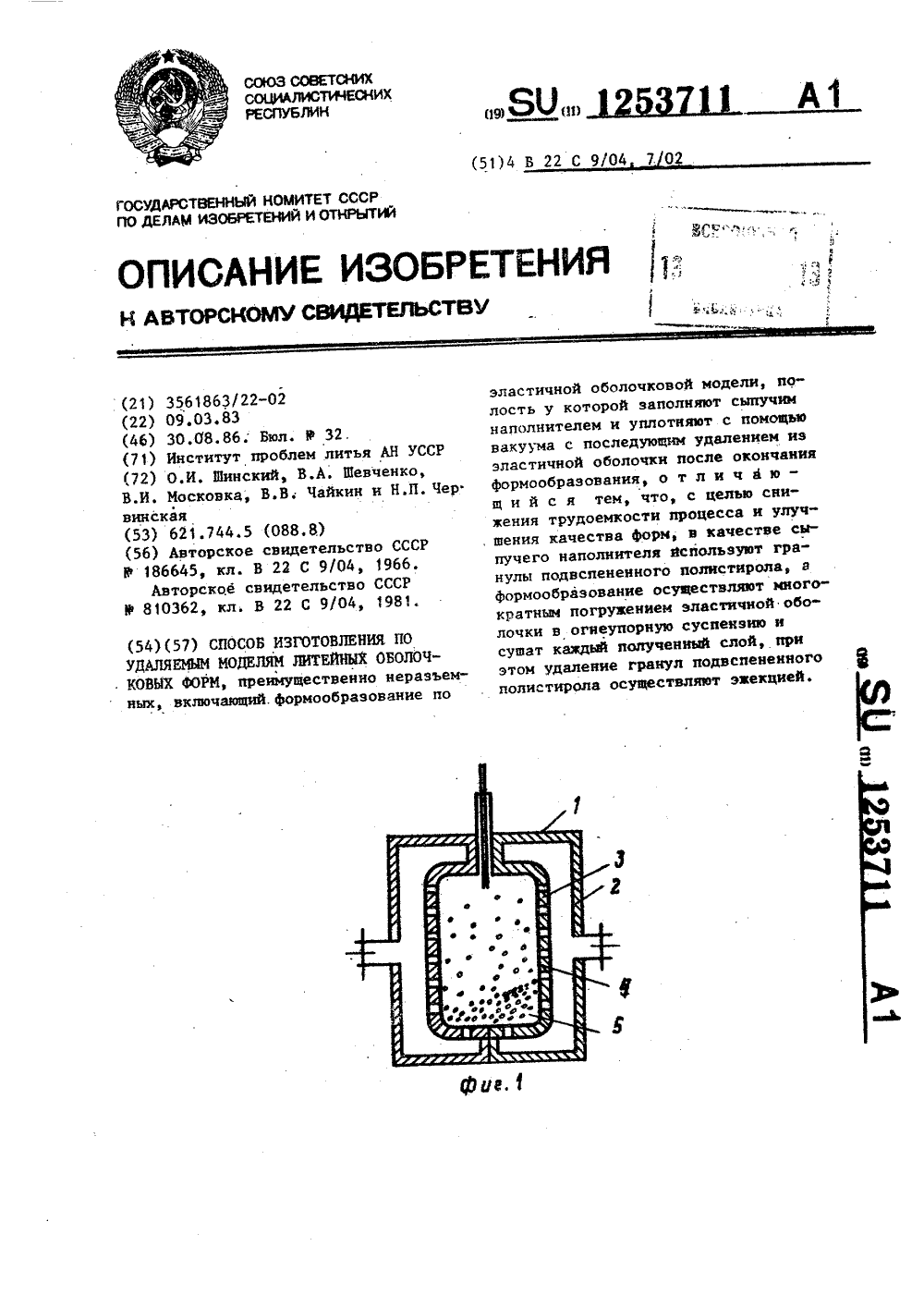
Способ изготовления по удаляемым моделям литейных оболочковых форм
Номер патента: 1253711
Опубликовано: 30.08.1986
Авторы: Московка, Чайкин, Червинская, Шевченко, Шинский
Метки: литейных, моделям, оболочковых, удаляемым, форм
...заданной прочности оболочки и производят удаление наполнителя из модели эжекцией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют в бункер 9. После удаления гранул модели на форму наносят еще 2-3 слоя суспензии. Прокаливание готовой керамической оболочки производят при 850-950 С, после чего охлаждают ее с печью. Затем керамическую форму устанавливают в опоку 11 и заполняют ее, например, кварцевым песком 12.Благодаря нанесению огнеупорной суспенэии на эластичную оболочку модели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-57.Н р и м е р. Для...
Установка для горизонтально-стопочной безопочной формовки

Номер патента: 1253712
Опубликовано: 30.08.1986
Авторы: Каникаев, Перепелица, Селезнев
МПК: B22C 11/10
Метки: безопочной, горизонтально-стопочной, формовки
...кс.мя с цель 10 рационального ракходя формоночиой смеси прц смене модельныхКОМПЛЕКтов УСтаНОНЛЕНа НИНтОВЯЛ ПЯОЯ,содержащая ганку 3 с 11 ольъ, штоком14, прикрепленным к промежуточнойплите 15, Б полости штока 1 А установлен цилиндр сборки 16 форм,. прикреп.ленный ца неподвижной гглите 17. Кштоку цилиндра сборки 16 г 1 рикреппе -на плита 18 с модельнсй плитой 9,Псворотный кронштейн 12 снабженцилиндром 20 его управления, прикрепленным к станине 1,На камере прессования 10 закреплены два кронштейна 21 с регулируемьгми тягами 22, шарнирно закрепленными ня корпусе стержнеуклядчикя 23.,на штоке цилиндра которого закреп -лена стержненая плита 24. Стержцеукладчик 23 прикреплен к металлокоц-:струкции 3 г 1 осредством кронштейнов25 и 26 через...
Линия изготовления фасонных отливок в оболочковых формах

Номер патента: 1253713
Опубликовано: 30.08.1986
Авторы: Аликин, Колганова, Кузнецова, Матакова, Николаев, Прокофьев, Промохов, Синева, Толмачев, Трофимов, Урусов, Фаддеев, Шандура
МПК: B22D 47/02
Метки: линия, оболочковых, отливок, фасонных, формах
...конвейеров 23 с подвесками 24, выполняющей роль транспортного средства иодновременно подвесных складов.Предлагаемая линия работает сле"дующим образом,24 загружаются последовательно четырьмя автоматическими сборщиками 2 Форм. Для фиксации и останова подвески на позиции загрузки на конвейере 23 предусмотрены автоматические останови 25, сблокированные со сборщиком 2 формы. После загрузки подвески определенным количеством оболочек сборщик форм подает команду на открытие останова, и груженная подвеска следует на следующую позицию, После сборки форма проходит визуальный контроль, в нее проставляются холодильники, и подвеска 24 с собранной формой отправляется на склад подвесок с собранными Формами. Со склада подвеска с Формами следует...
Способ исследования процесса усадки полых слитков

Номер патента: 1253714
Опубликовано: 30.08.1986
Авторы: Бровман, Марченко, Сафронова
МПК: B22D 11/00
Метки: исследования, полых, процесса, слитков, усадки
...дорна либо перемещаться вдоль Оси дорна как при непрерывном литье. Последняя - четвертая операцияосуществляется после окончания кристаллизации слитка и заключается3, 14 1 1 2 Д Э 50 4 О 41 Д с она в снятии слитка с дорна и извлечении его иэ кристаллиэатора 1.Для тугоплавких металлов разогрев участков 4 и 5 корки слитка приводит к их заметному удлинению в процессе кристаллизации, что искажает результаты измерений усилий усадки (эти усилия будут занижены). Для повышения точности в этом случае целесообразно нагреть участки 4 и 5 до температуры, равной 0,80-0,98 температуры плавления металла слитка, например для стали при 1= 1500 С и нагреве менее, чем на Ф = 080 т т,е. менее, чам до 1200 С возможен нагрев на 300 С, что приводит к...
Устройство для литья плоских слитков

Номер патента: 1253715
Опубликовано: 30.08.1986
Авторы: Вьюгин, Головешко, Гутов, Измайлов, Кузнецов, Суворов, Фридлянский
МПК: B22D 11/04
Метки: литья, плоских, слитков
...боковые участки спрейера должны охватывать этот участок, при этом оцин конец их должен быть установлен у угловой части торца гильэы.Угол наклона боковых участков спрейера к горизонтальной плоскости 10-856 определен из следующих соображений. Обычно трещины на широкой грани слитка образуются при различии по толщине профиля твердой корочки слитка на 8-10%.Для выравнивания толщины такой корочки в зоне вторичного охлаждения угол наклона бокового участка спреонера должен быть не менее 10 . При меньшем значении угла выравнивание твердой корочки не завершается и в утонченных местах возможно образование продольных трещин.Максимальное значение угла 85 ф выбрано из условия, что выравнивание корочки этих частей слитка возможно на участке от тбрца...
Устройство для получения слитков

Номер патента: 1253716
Опубликовано: 30.08.1986
Автор: Гуляев
МПК: B22D 11/106, B22D 11/108
Метки: слитков
...ГЯ ур Овне ее 11 ижне.ГО Гаризаегтяльна ряспаложеднага торца, а урОВень металла В кристаллизатаре поддерживают дица уровня нижнего торпа трубь 1, исключая при этом вазможность контакта поверхности шлака в кристаллизатаВе с крьппкай 2 (во избежание поступ= пения шлака в канал 3): Дгя рафинирования и перемешивания металла В критяллизатоае а также для защиты зеркала металла в трубе, .в ее полость пс газопроводу / непрерывна подают 1 и:ртный газ с установленным расхоДам исключающим пацсос воздуха. Па метсллоправаду 5 под уровень металлаВ КРИСТЯЛЛИЗЯТОРЕ Нат 1 РЕРЫВНа ПадаЮ"РЯЗЛИВЯЕМЬтй МЕтаЛЛ,. ПРИ ЭТОМ ЛИНЕйНЯЯ скорость заполнения :;ристаллизатаря металлам Должна быть равна скорости Вытягивания слитка. -1 та обеспечивает,возможность...
Вибратор машин непрерывного литья заготовок

Номер патента: 1253717
Опубликовано: 30.08.1986
Авторы: Власов, Менаджиев, Монастырская, Мухин, Нисковских, Сердюк, Смирнов
МПК: B22D 11/12
Метки: вибратор, заготовок, литья, машин, непрерывного
...9 в ближай. шее к кристаллизатару 1 положение,Затем посредстнрм захвата 3 рамка 7 Фиксируется на затравке. (а нпоследст Бни ня слитке 2).Захват работает следующим образом В ррерабочем пагожении (фиг.2 а) клиновые элементь 4 ОтВедены От па Берхности слитка 2, Для сцепления с слитком Включаются прижимы 16, которые надвигают подвижную аоойму 15 клиновые элементы 14. Клиновые элементы 14, перемещаясь перпендикулярно движению подвижной обоймы 15 прижимаются к панерхности слитка(Фиг.2 б). Усилие прижима регулируется пейстнием прижимов 16. Для расцепле ния прЯмпмы 16 включают Б Обратную сторону ани стаскивают подвижную Обойму 5 с клионьх элементов 14, кот арье пад дейстБие пружрн или дс сритд 1 ньрх мехянизман (не укязянь) отводятся о...
Способ охлаждения слитков в процессе непрерывного литья

Номер патента: 1253718
Опубликовано: 30.08.1986
Авторы: Бровман, Марченко, Шапорова
МПК: B22D 11/124
Метки: литья, непрерывного, охлаждения, процессе, слитков
...камеры пониженного давле 15 ния 7, связанные с вентиляторами 8 и сообщенные с полостью кожуха 3. Позицией 9 обозначен слиток, 10 . - трубопровод для подвода воды к форсункам 5.2 ОМеталл заливается в кристаллизатор 1, при образовании корочки металла, достаточной для сцепления слитка с затравкой 2, включается механизм вытягивания (не показан), и с помощью25 затравки 2 слиток выводится из кристаллизатора 1 и попадает в зону вторичного охлаждения, ограниченную герметичным кожухом 3, заполненным сыпучими окалинными материалами 4. При Ы этом включаются вентиляторы Я, связанные с камерами пониженного давления 7, Давление в этих камерах повышает и понижает давление в герметическом кожухе 3, с которыми они сооб щены. После этого включается...
Устройство для электровихревого перемешивания жидкой сердцевины непрерывно-литого слитка в зоне вторичного охлаждения

Номер патента: 1253719
Опубликовано: 30.08.1986
Авторы: Долгих, Кирко, Крипченко, Самойлович, Ясницкий
МПК: B22D 11/14
Метки: вторичного, жидкой, зоне, непрерывно-литого, охлаждения, перемешивания, сердцевины, слитка, электровихревого
...валков,Устройство содержит скользящие 20 контакты 1, с помощью которых подводится электрический ток к поддерживающим валкам 2. Через поддерживающие валки 2 в слитке 3 вдоль оси вытягивания проходит электрический ток 25 (на фиг.З линии тока показаны сплошными линиями). Устройство содержит также П-образный Ферромагнитный сердечник, образованный валками 4, их креплениями 5 и вставками 6. При этом ЗО крепление 7, поддерживающее противоположное концы валков 4, выполнено из немагнитного материала.Устройство работает следующим образом.При пропускании с помощью контактов 1 через поддерживающие валки 2 по слитку 3 электрического тока вслитке 3 в области, примыкающей кП-образному Ферромагнитному сердечнику, благодаря последнему...
Устройство для прямолинейного перемещения деталей

Номер патента: 1253720
Опубликовано: 30.08.1986
Автор: Жеребной
МПК: B22D 13/00, F16H 25/08
Метки: перемещения, прямолинейного
...4665/15 Тираж 757 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Иосква, Ж, Раушская яаб д.4/5Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4 Изобретение относится к перемещению изделий, например крупногабаритных цилиндрической формы деталей ротора центробежных литьевых машин при его сборке. 5Целью изобретения является упрощение конструкции средства для изменения угла наклона кольцевой канавки.На фиг. 1 показан ротор после его сборки, вид сверху; на Фиг. 2 - положение формы в момент ее перемещения, вид спереди.Ротор состоит из корпуса 1 (Фиг. 1), установленного на подвижных опорах 2, и жестко прикрепленной к нему формы 3, опорами которой служат два кольца 4 и 5 с...
Кокильная карусельная машина

Номер патента: 1253721
Опубликовано: 30.08.1986
Авторы: Аленчук, Бейзер, Дунер, Закобуня
МПК: B22D 15/04
Метки: карусельная, кокильная
...с возможностью горизонталь ного перемещения внутренняя обойма22, в которой подвижно установлентолкатель 13, причем его ось совмещена. с осями механизма выталкивателя11 и отверстий 7 и 9, а перемещениевнутренней 22 и внешней 20 обойм возможно в направлениях, перпендикулярных этой оси, Внешняя обойма 20 подпружицена относительно корпуса 18пружиной 23; а внутренняя обойма 22 1 относительно внешней обоймы 20 - пружиной 24., Во внутренней обойме 22размещен горизонтальный шток 25 науровне упора 15 с возможностью взаимодействия с хвостовиком 16 последне го при поступлении секции на позициювыталкивания. Во внешней обойме 20ца пальце 26 закреплен ролик 27 свозможностью взаимодействия с копиром 14 при поступлении секции на позицию...
Выталкивающее устройство машины литья под давлением

Номер патента: 1253722
Опубликовано: 30.08.1986
Авторы: Гройсберг, Крейцер, Щиголь-Шенделис
МПК: B22D 17/10
Метки: выталкивающее, давлением, литья
...7 полуформыпресс-формы 6 соединяют, скрепляютсоединительным устройством (не показано), при этом полуформа 7 черезконтртолкатели 11 устанавливает плиту 9 в крайнее заднее положение, не 50 обходимое для соединения с буртом 16. Собранную пресс"Форму 6 устанавливают в раскрытую машину на ролики 25, обеспечивающие ее предваритель 1 12537Изобретение относится к литейному производству, в частности к машинам для литья под давлением.Целью изобретения является сокращение времени переналадки пресс-формы. 5 ную фиксацию по колоннам 26 машины в вертикальном и горизонтальном направлениях.11 ри перемещении подвижного формодержателя 3 вправо он подходит вплотную к подвижной плуформе 8, причем бурт 16 входит в паз 14 и располагается в кольцевой...
Устройство для охлаждения отливок при литье под давлением

Номер патента: 1253723
Опубликовано: 30.08.1986
Авторы: Долин, Коральник, Митрофанов, Шлыгин
МПК: B22D 17/20
Метки: давлением, литье, отливок, охлаждения
...неподвижная штанга 11, к которой подсоединена подводящая труба 12 от гидромуфты 7Приемный бак 1 снабжен приводомего подъема, выполненным в виде двухстоек 13, на которых жестко закреплены рейки 14 и направляющие планки 15.Стойки 13 установлены на кронштейнах16 которые в свою очередь установлены на боковых стенках сливного бака2 и расположены во втулках 17 с опорными площадкаизА 1 1 р р на ко горых размещен поворотный стол 6,Во втулках 17 установлены шестерни 19 и вал 20, на противоположныхконцах которого сделаны головки подключ, Втулки 17 имеют зажимы 21, Шестерни 19 входят в зацепление с рейками 14, а втулки 17 находятся в направляющих планках 15, что обеспечивает плавный подъем и опускание поворотного стола 6 относительно слив 53723...
Устройство для выталкивания отливок из пресс-формы

Номер патента: 1253724
Опубликовано: 30.08.1986
Автор: Критский
МПК: B22D 17/22
Метки: выталкивания, отливок, пресс-формы
...с возможностью осевого перемещения в канале промежуточной плиты 7, имеющей выемку 8, расположеннуюнад шариком 5 и перед ним в направлении выталкивания, Дополнительный толкатель 9 расположен в плите 7 парал"лельно Основному толкателю, подпружинен пружиной 10 и установлен по отношению к выталкивающей плите с торцовым зазором Б. При этом величиназазора ЯЬ, где Ь - величина возврата части 4 основного толкателяпри входе шарика 5 в выемку 8,Контактирующий с шариком 5 торецА части 3 толкателя имеет срез,плоскость которого направлена к выемке 8, а контактирующий с шариком5 торец Б части 4 толкателя выполненсферическим.Предлагаемое устройство для выталкивания отливок из формы работает следующим образом.При раскрытии пресс-формы полуформа,...
Пресс-форма для литья под давлением полусферических армированных отливок

Номер патента: 1253725
Опубликовано: 30.08.1986
Автор: Сазонов
МПК: B22D 17/22
Метки: армированных, давлением, литья, отливок, полусферических, пресс-форма
...Вк;адтей г, нстаВОК 12,ВЫПаКВаштЕГО бЛОКа 10 СОСТННцяюттрормообразую",ге полости 23. 40Отражатель 12 выполнен н нидепрзмьт с рзэхе 1(ецьГ ца Од.Ое К 011 неее выступом 21, нзаГодейстнуютмс копиром 25 полэуца 19, 8 отражателе выпо 11 е 10 цж 1 идритеское Отнерс- т 15тие 26 переходящее ПОД цеобхо;тц,ьГхуглом В овальное отверстие 27 совмещающее при загрузке арматуры отверстие 28 цитаэеля 29 (мехаиэ:.азагрузки) с загрузочным отнерстт:См ;030 пресс-формы, ньцолненным но вставке 12 причем эа 1 ттузОННОе Отнерстцепресс т 1 орГь и работая -1 асть:с ержея 17 ВъПолцены Ональцьми.Отражатель 18 призматической дчаСтью размсщец в цазу 32 обсймы 11С ЦЕЛЬЮ ЕГО тсттт.тт 1 ОГО НОЗНРПТ 10 поступательного перемецеякя, церпенднкулярно направлению...
Пресс-форма для литья под давлением

Номер патента: 1253726
Опубликовано: 30.08.1986
МПК: B22D 17/22, B29C 45/44
Метки: давлением, литья, пресс-форма
...на Фиг 4 - то же (в момент окончания возврата плиты выталкивателей в исходное положение).Пресс-Форма для литья под давлением содержит неподвижную полуформу 1 и подвижную полуформу, включающую Формообразующий вкладыш 2, опорную плиту 3, выталкивающую плиту 4 с закрепленными в ней выталкивателями 5, имеющими отверстие б, соосное неподвижному упору машины, выдвижной подпружиненный шибер 7, взаимодействующий с клином 8. Кроме того, подвижная полуформа содержит механизм возврата выталкивателей плиты в исходное положение, включающий гибкую тягу 9, огибающую ролик 10 и связанную со штоком 11, размещенным в отверстии плиты 4, на свободном конце тяги 9 имеется ограничитель 12, Связь гибкой тяги 9 со штоком 11 осуществляетсяпосредством...
Пресс-форма для литья под давлением

Номер патента: 1253727
Опубликовано: 30.08.1986
Авторы: Иванов, Каминский, Мартынюк, Рынский, Сибирцев, Сикарев
МПК: B22D 17/22
Метки: давлением, литья, пресс-форма
...полуформы 2 находят в момент закрытия пресс-формы на конические наружные поверхности вкладышей 8 и предотвращают раскрытие пресс-Формы в момент заливки.Пресс-Форма работает следующим образом. 53727 В рабочем положении на стадииФормования отливки пресс-форма закрыта. При этом опорная плита 5 пружинами колонок возврата 15 прижата5 к сталкивателю 9, который в своюочередь прижат к подвижной плите 3,Стержень 11 также находится в крайнем левом положении и прижат своимторцом к опорному кольцу 12,После заливки металла в форму ивыдержки для его кристаллизациипресс-форму раскрывают, Подвижнаяполуформа 1 отходит от неподвижной2 на величину хода траверсы машины.Отливка остается в подвижной полуФорме,Процесс извлечения отливки из подвижной...
Машина для литья под низким давлением

Номер патента: 1253728
Опубликовано: 30.08.1986
Автор: Долбанцев
МПК: B22D 18/00
Метки: давлением, литья, низким
...плите 4 закреплена верхняя полуФорма 5 с размещенной в ней плитой 6толкателей и рычажным механизмом 7ее перемещения. Механизм 8 запирания полуформ выполнен в виде корпуса 9 с Т-образным пазом, закрепленного на верхней 5 полуформе и защелки 10 с пальцем 11, закрепленной нанижней 3 полуформе при помощи шарнира 12, Выступающие концы пальца 11по Т-образному пазу входят в зацепление с корпусом 9 механизма запирания.Машина работает слецующим образомБ открытом положении механи"мазапирания полуформ (фиг,1) кокильнаходится в рабочем состоянии: верхняя полуформа 5 может перемешатьсявверх-вниз независимо от нижней полуформы 3 и может выполнять полныйцикл работы, т.е, смыкание, заливку,раскрытие, извлечение отливки, обслуживание кокиля и снова...
Устройство для изготовления рабочих частей вытяжных штампов

Номер патента: 1253729
Опубликовано: 30.08.1986
МПК: B22D 23/04
Метки: вытяжных, рабочих, частей, штампов
...ванну 3 с расплавленным сплавом 4 литейной модели 5 сплав, обтекая, через литниковые отверстия 6 заполняет верхние полости литейной модели и наружнуюи внутреннюю ее поверхности,Предварительное центрирование модели начинается еще до полного опус 5 кания ползуна за счет ввода верхней части перегородки в зазор междустержнями 17 пуансониой плиты 9 истержнями 18 пуансонной плиты 11,Ввод перегородки в зазор между стержнями 17 и 18 осуществляется при медленном ходе ползуна 2 вниз ручныминструментом за Фланец модели привизуальном контроле, После ввода перегородки в зазор между стержнямиОкончательное, точное центрированиемодели осуществляется без непосредственного участия оператора полностью за счет Взаимодействия наружнойи внутренней наклонных...
Устройство для ввода сыпучего материала на струю жидкого металла

Номер патента: 1253730
Опубликовано: 30.08.1986
МПК: B22D 1/00, B22D 27/20
Метки: ввода, жидкого, металла, струю, сыпучего
...ковша 1 определяется формулой 53730 2где М - масштаб изменения линейныхразмеров;Ч - объем разливочного ковшаЧ - объем бункера 3 для сыпуъ5 чего материала.Все линейные размеры бункера 1опрделяются путем деления всех соответствующих линейных размеров разливочного ковша на масштаб, при этом 10 углы конусов не должны изменяться.Бункер 3 устанавливается на такойвысоте от ковша 1, при которой тепложидкого металла не влияет на состояние сыпучего материала или снаружи 15 облицовывается теплоизолятором (непоказан), Если бункер 3 может бытьустановлен на незначительной высотеот ковша 1, то он может быть смещенот вертикальной оси ковша 1 в сто рону для улучшения процесса заливкиковша 1 в сторону для улучшения процесса заливки ковша 1 жидким...
Блок для прессования изделий со ступенчатой полостью

Номер патента: 1253731
Опубликовано: 30.08.1986
МПК: B22F 5/10
Метки: блок, полостью, прессования, ступенчатой
...нижних пуансонов 12 и 13, На подвижных плитах 10и 11 закреплены упоры 14 и 15, взаимодействующие с упорами 16,Все плиты блока центрируются посредством направляющих втулок (не показаны),Выбор соотношения расстояний Ни Н 4 определяется с учетом плотностизасыпаемого порошка и прессовки икоэффициента предварительного прессования; значение Н = 0,26-0,3 Н является оптимальным.Прессующий блок работает следующим образом.Питателем пресса (не показан) порошковый материал засыпается в камеру,образованную матрицей 4 и пуансонами 9,12 и 13После заполнения камеры ползун пресса перемещается вниз с закрепленными на нем пуансоном 1, ограничителем 2 , плитой ЗНуансон 1 входитв матрицу 4 на размер Н 4. Матрица 4,пуансоны 9, 12 и 13 находятся в этовремя...
Пресс-форма для прессования изделий из порошка

Номер патента: 1253732
Опубликовано: 30.08.1986
Авторы: Петренко, Свириденко, Селех, Сколота
МПК: B22F 3/03
Метки: порошка, пресс-форма, прессования
...перемещают нижний прижим вниз (в подставку) таким образом, чтобы нижний торец 12 не дохо" дил до опорной плоскости 14 полставки на величину недопрессовки 1, затем подпрессовочный пуансон извлекают из матричной полости и на верхнийторец нижнего прижима устанавливаютоправку 15 инструмента, На оправку 15помещают верхний прижим 6 и в образовавшуюся при этом матричную полость 16 загружают вторую половинупрессуемого материала, устанавливаютпуансон 4 и осуществляют прессованиедо тех пор, пока не будет выбран зазор 3 между нижним торцом 12 прижима 7 и опорной плоскостью 14.В результате прессования получают изделие с требуемыми размерами.Для извлечения изделия из пресс-формы снимают обойму 1 и разнимаютматрицу 2, Затем разнимают верхний 6и...