Способ модифицирования в литейной форме
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
(19 27/20 В 22 С 9/08 ОП ИЗОБРЕТ У 15м литья АН УССРИ,Шинский,нойло8)др. Повышениеливок модифициНИИмаш, 1982,Бюл. пробл ко, 0 Н.В.М 8(088 ,Н, и ных о р. АНИЯ В ЛИТЕ ится к литеи стност асплав к спометалетеи каль изоб годного ОСУДАРСТВЕННЫЙ КОМИТЕТ СССР О ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ ВТОРСКОМУ СВИДЕТЕЛЬСТ(21) 3918503/ (22) 01.07,85 (46) 23,04,87 (71) Институт (72) В,Г.Горе И.П.Чичкань и (53) 621.746. (56) Кобелев качества чугу рованием. Обз с. 30.(54) СПОСОБ МОДИФИЦИРНОЙ ФОРМЕ(57) Изобретение .отноному производству, всобам модифицированияла в литейной форме.ния - повышение выход я,- 13,." цгкц чества модифицирования расплава влитейных формах с горизонтальным разъемом. При заливке расплава черезлитниковую воронку 1 и сток 2 в литейную форму 3 расплав взаимодействует в первой емкости 4 с модифицирующей присадкой и стекает во вторую(мерную) емкость 5. Поворот литейнойформы обеспечивает равномерное растворение модификатора в емкости 4.После поступления в мерную емкостьвсей дозы модифицированного расплаваостанавливают поворот на 1/30-1/15от времени эффективного действия модификатора. Затем возобновляют поворот и производят слив расплава черезшламовый литник 7 в рабочую полосвьлитейной формы 8. 1 з.п. ф-лы, 3 ил,1 табл.1 13051Изобретение относится к литейному лроизводству, в частности к модифицированию расплавленного металла в литейной форме.Цель изобретения - повышение выхода годного и качества модифицирования расплава в литейных формах с горизонтальным разъемом.Поставленная. цель достигается пропусканием расплава последовательно 10 через две емкости. В первой емкости располагают дозу модифицирующей присадки. Во второй, мерной, емкости отстаивают модифицированный расплав для выравнивания химического состава 15 и удаления неметаллических включений, Равномерность растворения дозы модификатора обеспечивают поворотом литейной формы с равномерной скоростью. После отстаивания модифицированного 20 расплава в мерной емкости продолжают осуществлять поворот литейной формы до заливки рабочей полости дозой модифицированного сплава, Угол повороо та выдерживают в пределах 15-22На фиг, 1 представлена литейная форма в исходном состоянии; на фиг, 2 - положение литейной формы при отстаивании дозы модифицированного расплава в мерной емкости; на Фиг. 3 - 30 положение литейной формы после заливки ее рабочей полости модифицированным расплавом. Предложенный способ модифицирования выполняют следующим образом.В начальный момент (фиг 1) литейная Форма установлена горизонтально. Через воронку 1 и сток 2 в литейную форму 3 заливают расплавленный 40 металл. Проходя через реакционную емкость 4, он омывает поверхность модификатора, Модифицированный расплав поступает в мерную емкость 5, связанную через шламоуловитель 6 и литник 7 с рабочей полостью литейной Формы 8. Модифицированный расплав (фиг. 2) отстаивают в мерной емкости в течение 1/30-1/15 времени эффективного действия дозы модификатора, равного периоду от момента его растворения,до кристаллизации расплава в отливке.Поворот литейной формы в процессеозаливки на 15-22 с равномерной скоростью обеспечивает изменение направления движения струй металла, посту- пающего в реакционную камеру, что повышает равномерность скорости раст 95 2ворения модификатора в протекающем металле. Известно, что оптимальный угол поворота в процессе заливки формы находится в пределах 15-22 . Если угол поворота меньше 15 , то мало изменяется ферростатический напор и это не обеспечивает выравнивание химического состава металла в процесе его заливки. Если угол новосрота больше 22, то начинает умень" шаться плоскость соприкосновения модификатора с металлом, что приводит к меньшему выравниванию химического состава металла в процессе заливки..Если время действия модификатора должно сохраняться в весь период затвердевания стенок отливки, то время выдержки модифицированного чугуна в мерной емкости должно быть минимальным и находиться в пределах 1/30- 1/15 от времени действия модификатора, Если время выдержки меньше 1/30 от времени действия модификатора, то не обеспечивается выравнивание химического состава модифицированного чугуна, а если оно больше 1/15, то требуется повышенный расход модификатора или чугун может оказаться немодифицированным.Основные параметры режимов модифицирования и полученные результаты приведены в таблице;Для модифицирования использовался исходный чугун, выплавленный в индукционной печи. Химический состав чугуна, мас.7: углерод 3,28-3,41; кремний 1,57-1,64; марганец 0,28-0,30; никель 0,06-0,09; хром 0,04-0,06; фосфор 0,08-0,09; сера 0,02-0,03; железо и примеси - остальное. После расплавления и перегрева чугун выдерживали в печи и при температуре 1440+10 С выливали в ковш и разливали по формам. Для модифицирования в реакционной камере формы размещают 0,87 комплексного модификатора. Из данных таблицы видно, что использование предложенного способа позволяет повысить выход годного литья с 68,0 до 87,07., уменьшить относительное количество неметаллических включений с 0,92-1,0 до 0,11-0,16, снизить разброс химического состава чугуна по основным модифицирующим элементам с 36,7-42,3 до 4,8-6,57. и повысить предел прочности при растяжении с 487-498 до 528-554 МПа, относительное удлинение с 3,8-4, 1 до3 130516,9-7,4 Е и ударную вязкость с 21-24до 37-42 Дж/см. 95 Ф ор мула иэ об ре те ни я 51. Способ модифицирования в литейной форме, включающий пропускание заливаемого расплава последовательно через две емкости в литниковой системе, в первой иэ которых модифицируют, 10 а во второй, мерной, отстаивают модифицированный расплав, о т л и ч аю щ и й с я тем, что, с целью повышения выхода годного и качества модифицирования расплава в литейных форПоказатели для способа предлагаемогоизвестного 5 6 7 8 1 2 3 4 Время выдержки металлав мерной емкости поотношению ко временидействия модификатора Ф 1/32 1/30 1/25 1/20 1/ 15 1/ 14 Выход годного литьяпри использованииметода модифицирования, 7 68,0 68,0 81,0 87,0 87,0 87,0 87,0 82,5 Относительное количество неметаллических включений в микроструктуреметалла 0,92 1,0 0,22 0,16 0,14 0,12 0,11 0,21 Отличие химического36,7 42,3 11,2 6,5 5,8 Предел прочностичугуна при растяжении,МПа 542 554 514 498 487 511 528 536 Относительное удлинение, 7 7,2 7,4 6,1 3,8 4,1 6 ь 3 6 ю 8 7 е 1 Ударная вязкость,Дж/смз 40 4230 21 24 29 37 39 Параметры модифицирования состава чугуна по основным элементам в различных сечениях отливок, 7 мах с горизонтальным раэьемом, расплав пропускают с одновременным поворотом литейной формы до слива его после модифицирования в мерную емкость, а затем, после выдержки в течение 1/30-1/15 времени эффективного действия дозы модифицирующей присад" ки, поворот продолжают до полного слива модифицированного расплава иэ мерной емкости в рабочую полость литейной формы.2. Способ по п. 1, о т л и ч а ющ и й с я тем, что поворот литейной формы производят с равномерной ско-. ростью.1305195 г.З оставитель Я. Миколаевехред Л.Олейник едактор С. Патрушева илипенко рек ираж 741 з 1385 2 сное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий13035, Москва, Ж"35, Раушская наб., д. 4/5 ул. Проектная, 4 Ужгор т оизводственно-полиграфическое прфф еФ Фщф9Ф 6Фф еВ
СмотретьЗаявка
3918503, 01.07.1985
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УССР
ГОРЕНКО ВАДИМ ГЕОРГИЕВИЧ, ШИНСКИЙ ОЛЕГ ИОСИФОВИЧ, ЧИЧКАНЬ ИВАН ПЕТРОВИЧ, МАНОЙЛО НИКОЛАЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B22C 9/08, B22D 27/20
Метки: литейной, модифицирования, форме
Опубликовано: 23.04.1987
Код ссылки
<a href="https://patents.su/4-1305195-sposob-modificirovaniya-v-litejjnojj-forme.html" target="_blank" rel="follow" title="База патентов СССР">Способ модифицирования в литейной форме</a>
Конвейер для шагового перемещения литейных безопочных форм, разделенных по вертикали на части, через зону заливки и охлаждения металла

Номер патента: 1255045
Опубликовано: 30.08.1986
Автор: Кай
МПК: B65G 25/00
Метки: безопочных, вертикали, заливки, зону, конвейер, литейных, металла, охлаждения, перемещения, разделенных, форм, части, шагового
...с возможностью совместного возвратно-поступательного перемещения в продольноми поперечном направлениях. правляющей имеет ограничитель перемещения стержня в поперечном направлении, установленный с воэможностью взаимодействия с крайним нижним опорным рельсом .5. Конвейер по п.1, о т л ич а ю щ и й с я тем, что каждый нижний опорный рельс выполнен в вице по меньшей мере двух соосных последо. вательно установленных секций, связанных между собой при помощи подпружиненного к ним продольного элемента,Стержни 5-8 обеих боковых направляющих расположены попарно напротивдруг друга на одном уровне, при этомкаждый стержень выполнен из соосных 5 последовательно расположенных секций9 и 10, Стержни 5 и 7 расположенына У-образных рамах 11, которые свои...
Литейная стопочная форма

Номер патента: 740393
Опубликовано: 15.06.1980
Автор: Траченко
МПК: B22D 13/04
Метки: литейная, стопочная, форма
...25 к изложнице на фигурах не показано),Ввод стопочной формы внутрь изложницы 23 можно осуществлять в собранном виде с помощью специальных приспособлений или путем поочередной установки отдельных секционных кокилей60 1-3, крышки 7 и центрового стержня 8.При этом важно, чтобы в собранном визложнице 23 вйде верхний торец 26центрового стержня 8 был расположенниже внутренней поверхности 27 крышу ки 25, так как в этом случае предотвращаетс д выброс брызг металла из центробежной формы при ее вращении н обеспечиваются безопасные условия работы обслуживающего персонала.В собранном виде в верхней части центробежной Формы обраэуется между 5 крышками 7, 25, кольцам 24 и верхней частью центрового стержня 8 камера 28, предназначенная для...
Плакированная смесь для изготовления литейных оболочковых форм и стержней по постоянной модельностержневой оснастке

Номер патента: 749537
Опубликовано: 23.07.1980
Авторы: Вин, Каргаполов, Трофимова, Цветкова
МПК: B22C 1/22
Метки: литейных, модельностержневой, оболочковых, оснастке, плакированная, постоянной, смесь, стержней, форм
...требуемой прочности смеси, а при содержании ее выше верхнего предела ухудшаются санитарно-гигиенические условия труда при одновременном возрас 50 танин себестоимости смеси.Добавление карбоновых кислот к фенолформальпегианой смоле, используемой пля горячеГо плакирования песка, позволяет значительно ускорить отвержаение смолы уротропином вследствие ускорения разрушения комплекса "смола-гекса" в кислой среде, Выбор випа кислоты пропиктован необходимостью увеличения аагеэии свяэуСмола, содержащая кислоту и окисленная перекисью, не. изменяет своих свойств при хранении при нормальных условиях, Расплав смолы при температуре 140 фС несколько изменяется: в первые 12 ч хранения вязкость расплава увеличивается на 15%, в последующие 2 суток...
Способ заливки расплава в центробежную форму и устройство для его осуществления

Номер патента: 996077
Опубликовано: 15.02.1983
Авторы: Голяк, Степуренко
МПК: B22D 13/04
Метки: заливки, расплава, форму, центробежную
...указанной пласти.Ь выступает из отверстия нижнего торца формы, Для осуществления заборарасплава закрутка пластины выполненав направлении, совпадающем с направ-.лением ее вращения,На чертеже схематически представлен вариант предлагаемого устройст 4ва, реализующего предложенный способ заливки расплава в Форму снизу.Устройство для осуществления предлагаемого.способа заливки расплавасостоит из связанного с приводом вращения хвостовика 1, на котором креЯпится форма 2 и винтообразная пластина 3, расположенная в центральнойчасти формы вдоль ее оси вращения,Указанная пластина 3 выступает из отверстия нижнего торца формы и закрутка ее выполнена в направлении, совпадающем с направлением .ее вращения. В тигле 4 находится расплав 5,фуровень...
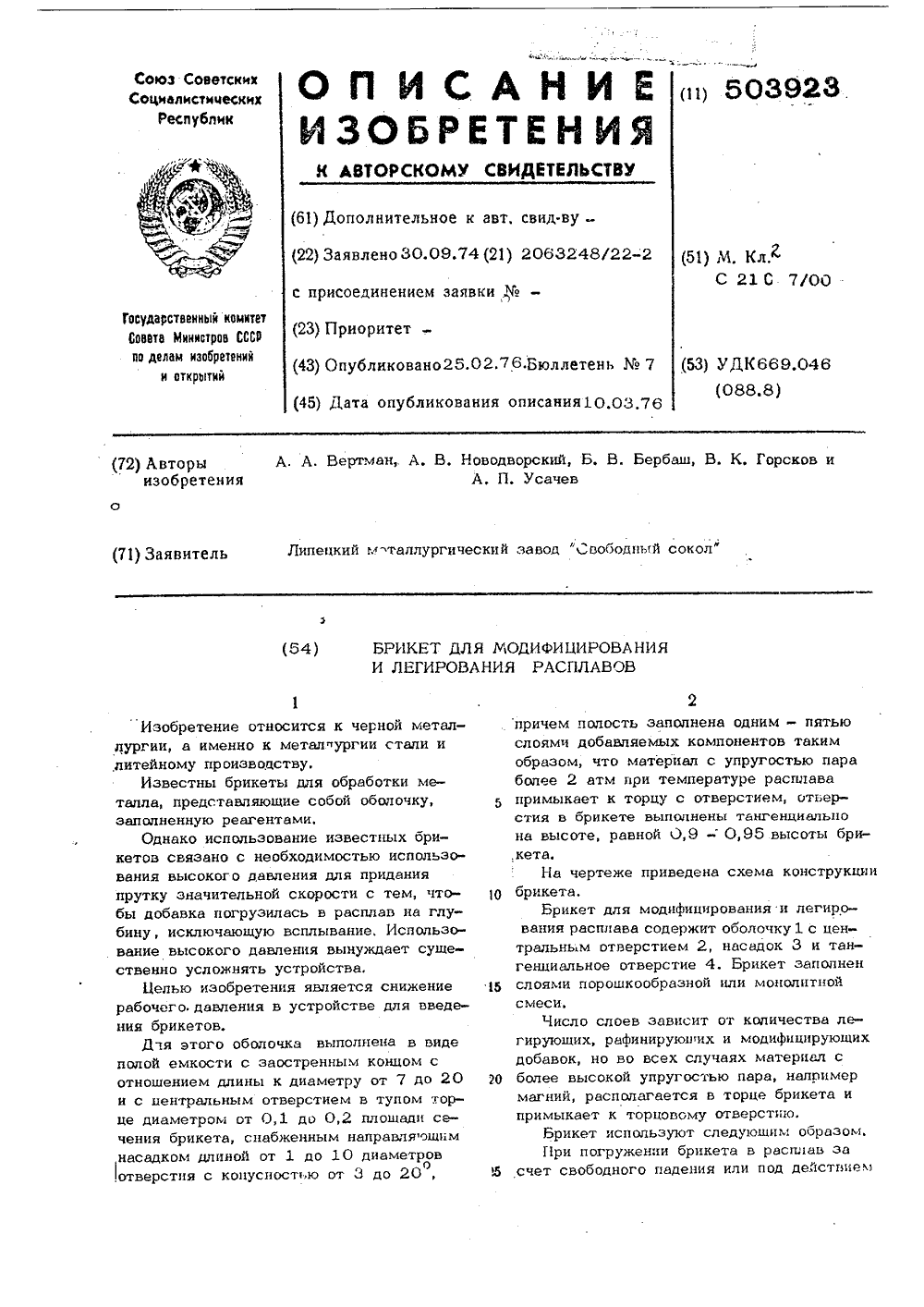
Брикет для модифицирования и легирования расплавов
Номер патента: 503923
Опубликовано: 25.02.1976
Авторы: Бербаш, Вертман, Горсков, Новодворский, Усачев
МПК: C21C 7/00
Метки: брикет, легирования, модифицирования, расплавов
...с необходимостью использования высокого давления для приданияпрутку значительной скорости с тем, чтобы добавка погрузилась в расплабину, исключающую всплывание.вание высокого давления вынуждает существенно усложнять устройства,Целью изобретения является снижениерабочего. давления в устройстве для введения брикетов.Д тя этого оболочка выполнена в видеполой емкости с заостренным концом сотношением длины к диаметру от 7 до 20и с центральным отверстием в тупом торце диаметром от 0,1 до 0,2 плошади сечения брикета, снабженным направля ощпмнасадком длиной от 1 до 10 диаметровоотверстия с копусностью от Э до 20 ертеже приведена схема конструкции503923 оставитель А. Кондратьехред А. Демьянова К тор ,Н. Ко ева Редактор А, Зиньковс...
Предыдущий патент: Сталь
Следующий патент: Способ ультразвукового травления металлов
Случайный патент: Штамп для изготовления полос с поперечными гофрами