Способ модифицирования чугуна в литейной форме
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
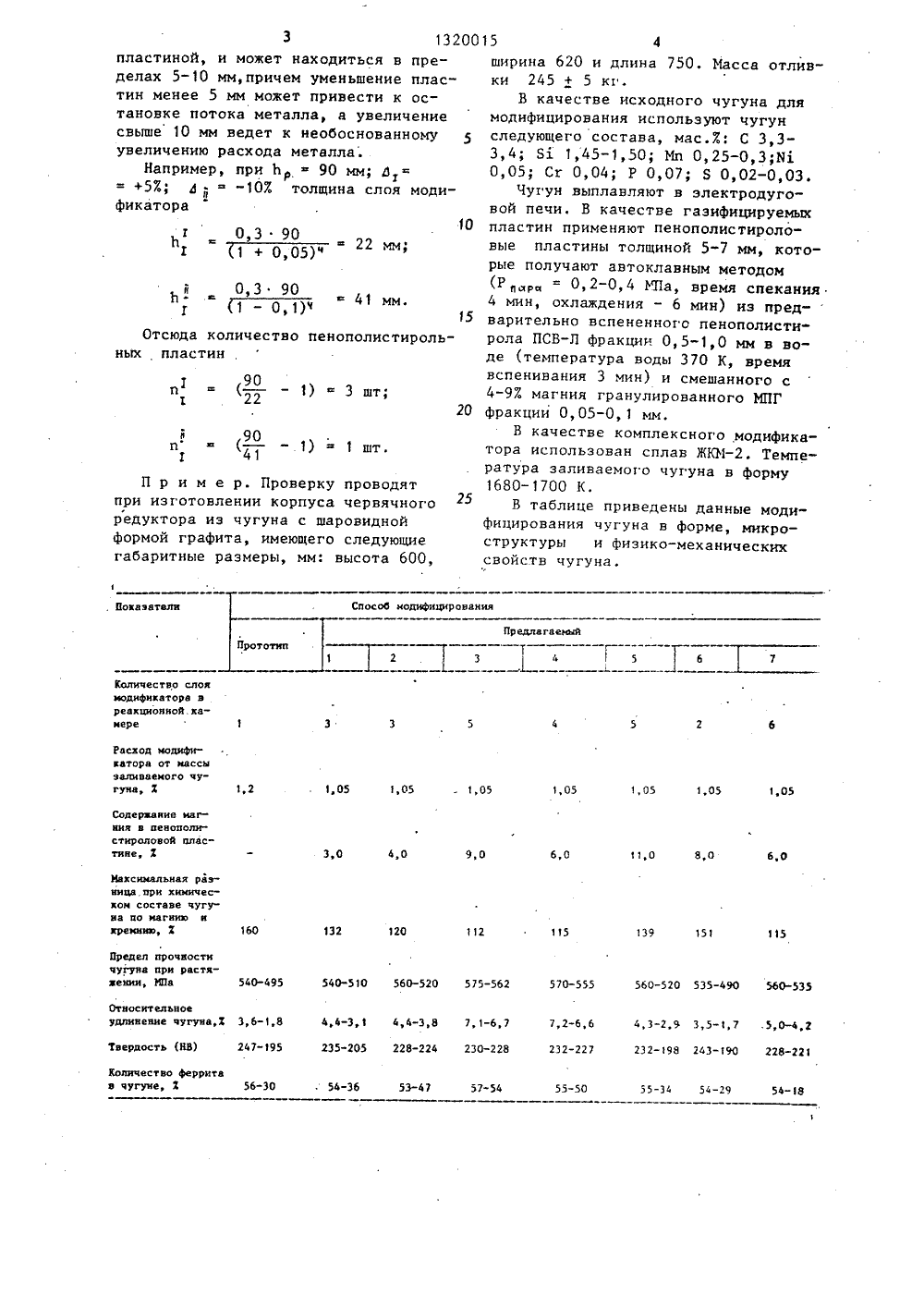
(54) СПОСОБ МОДИ В ЛИТЕЙНОЙ ФОРМЕ ЦИРОВАНИЯ ЧУГУНА ерживаюия при перадки. Колиее трех. ил, 1 таб УДАРСТВЕННЫЙ КОМИТЕТ СССРДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙПИСАНИЕ ИЗОБР Н АВТОРСКОМУ СВИДЕТЕЛЬСТ(56) АвторскоеВ 1044410, кл.Авторское свУ 1134290, кл,юл. В 24облем литья АН УСО.И.Шинский,О.Черняк088.8)видетельство СССР22 С 9/08, 1982.идетельство СССР22 П 27/20, 1983 7) Изобретение относится к лит му производству, в частности к 22 Р 27/20, В 22 С 9 модифицированию чугуна в литейнойформе. Цель изобретения - повьппениекачества разностенных чугунных отливок при использовании модифицирующейприсадки одного фракционного состава - достигается заливкой расплавачерез стояк 1 на модификатор 2, раэделенный на слои газифицируемымипластинами 3, помещенными в реакционную камеру 4. Модифицирующая присадка растворяется послойно. В объемпластин при их изготовлении введен магнии в виде гранул, п щий эффект модифицирова ходе от слоя к слою при честно слоев д.б. не меИзобретение относится к литейному производству, в частности к модифицированию чугуна н литейной форме.Цель изобретения - повышение качества разностенных чугунных отливок 5 при использовании модифицирующей присадки одного фракционного состава во всех ее частях. Части модифицирующей присадки в реакционной камере располагают по крайней мере тремя10слоями. Между слоев устанавливают пластинки из легковыжигаемого материала, преимущественно пенополистирола. В объеме этих пластин распре 15 делены гранулы магния в количестве4-97 от массы пластин.На чертеже изображена схема осуществления предлагаемого способа,Расплав через стояк 1 заливают в литниковую систему. Он вэаимодейст 20вует с модификатором 2, который разделен выжигаемыми пластинами 3 покрайней мере на три слоя. Взаимодействие расплава с модификатором происходит в реакционной камере 4, Привзаимодействии жидкого чугуна с вышележащим слоем модификатора он вы.гмывается и растворяется. Толщина слоямодификатора, уменьшается неравномерно: со стороны входа расплава в камеру быстрее ввиду более быстрого прогрева модификатора и наличия динамической составляющей скорости входящегопотока жидкого чугуна, а со сторонывхода расплава из камеры - более медленно, Поэтому в окончательной стадии нэаимодействия жидкого чугунас.модификатором слоя, когда наступает уменьшение площади их контакта,происходит полностью вымывание модификатора со стороны входа в камеру,и жидкий чугун по каналу, образовавшемуся в результате деструкциипенополистироловой вставки, посту 45пает на поверхность следующего слоя,а также омывает с двух сторон оставшийся модификатор предыдущего слоя.Это позволяет унеличить поверхностьвзаимодействия жидкого чугуна с мо 50 дификатором и тем самым уровнятьсодержание модификатора н чугуне эа весь период заполнения формы. Однако при переходе от одного слоя модифнкатора к последующему происходит55снижение массовой доли модификатора в чугуне вследствие недостаточного прогрева обратной стороны предыдущего и поверхности последующего слоев,Это снижает содержание магния в чугуне. Снижаются и механические свойства чугуна в соответствующих местах отливки.Для устранения укаэанного недостатка в полистироловую пластину вводят при изготовлении гранулированный магний. В период заполнения зазора между слоями он взаимодействует с жидким чугуном и повышает содержа" ние магния и расплаве. Это позволяет практически устранить неравномер ность модифицированного чугуна при переходе от одного слоя модификатора к последующему.Уменьшение количества слоев модификатора (менее трех) ведет к увеличению толщины слоя модификатора, Что замедляет процесс растворения модификатора и проникновения жидкого чугуна к полистирольной нстанке, что ведет к неоднородности микроструктуры, снижению и неоднородности механических свойств по сечениюи высоте отливки.Снижение содержания магния в пенополистироловой пластине ниже 4 Е ведет к образованию локальных объемов в отливке с заниженным содержанием магния и, как следствие, к снижению механических свойств чугуна в этих объемах.Увеличение содержания магния свыше 97 ведет к дополнительному расходу магния, возможному выбросу металла из литниковой систеия, появлению в локальных объемах свободно- структурного пементита.Толщина слоя модификатора в реакционной камере может быть определена по формуле0,3т (1 + д)4 Ргде Ь - начальная высота модификаРтора н реакционной камеребез учета толщины пластин;й - допустимое отклонение содержания Мя от среднего значения, Е.Холичество пластин и определяется согласно выраженияи = ( -- 1),ЬЬа толщина пластин определяется изусловия возможного заполнения кана,ла, образованного пенополистирольной) 1 шт п ед ор аб посоО модифидираваиия Покаватели едлагае Г 1 Количество слоямодификаторе вреакционной камере 5 Расход модификатора от массы заливаемого чугуна Х 1,г,о 1,О Содерианиа магния в пенополистироловой плас 4,О з,11,О 6,0 е,Максималница прком сосна по макремни ьная рав- химичесаве чугугннуо н к 1 го 15 1 г Предел прочности чугуна прн растявении, Юа 495 40-510 560-520 575-5 ельноевие чугуна,К 3,6-1,4,4-З, 1 4,4-38 7, 1-62-6,6 32-227 3,5-1,7 .5,0-4,2 удлине вердость ( 247-195 гз 5-го 5 228-224 230-2 232-198 243-190 228-2 Количество феррита в чугуне, й 56-30 53-47 57-54 55-34 54-2 55-50 4-18 3 13200 пластиной, и может находиться в пределах 5-10 мм,причем уменьшение пластин менее 5 мм может привести к остановке потока металла, а увеличение свыше 10 мм ведет к необоснованному увеличению расхода металла.Например, при Ь м 90 мм; 232 м = +53; ьм "102 толщина слоя моди- фикатора ь " у0,3 90 1 22 ммЬ у Отсюда количество пенополистирольП р и м е р. Проверку проводят изготовлении корпуса червячного уктора из чугуна с шаровидной мой графита, имеющего следующие аритные размеры, мм: высота 600,15 4ширина 620 и длина 750. Масса отливки 245 + 5 кг.В качестве исходного чугуна для модифицирования используют чугун следующего состава, мас.7.: С 3,3- 3,4; Бх 1,45-1,50 у Мп 0,25-0,3 уХ 2 0,05; Сг 0,04; Р 0,07; Я 0,02-0,03.Чугун выплавляют в электродуговой печи. В качестве газифицируемых пластин применяют пенополистироловые пластины толщиной 5-7 мм, которые получают автоклавным методом (Р= 0,2-0,4 И 1 ау время спекания 4 мин, охлаждения - 6 мин) из пред-варительно вспененного пенополистирола ПСВ-Л фракции 0,5-1,0 мм в воде (температура воды 370 К, время вспенивания 3 мин) и смешанного с 4-9 Е магния гранулированного МПГ фракции 0,05-0, 1 мм.В качестве комплексного модификатора использован сплав ЖКИ. Температура заливаемого чугуна в форму 1680-1700 К.В таблице приведены данные модифицирования чугуна в форме, микроструктуры и физико-механическихсвойств чугуна. 0-555 560-520 535-490 560-531320015 6 Формула изобретения Составитель Т.КоролеваРедактор Э.Слиган Техред Н.Глущенко Корректор А.Ильин Заказ 2559/12 Тираж 740ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Подписное Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4 В способе 1 содержание магния в пластине менее 47., а в способе 5 более 93. При осуществлении способов 6 и 7 соответственно использовано два и шесть слоев модификатора. 5Из данных таблицы видно, что предлагаемый способ модифицирования чугуна позволяет уменьшить максимальную разницу химического состава чугуна по магнию и кремнию в различных частях отливки с 160 до 1 12-1207, уменьшить разницу в величине предела прочности чугуна при растяжении с 10 до 2,5-6,57., в величине удлинения с 200 до 7-357 и величине твердости (НВ) - с 26,0 до 2,0-157 Исследова" ние микроструктуры чугуна из различных частей отливок показало, что предлагаемый способ модифицирования позволяет получать в микроструктуре малую разницу по количеству Феррита. Способ модифицирования чугуна в литейной Форме, включающий пропускание расплава через реакционную камеру с модифицирующей присадкой, о тл ич а ю щ и й с я тем, что, с целью повышения качества разностенных чугунных отливок при использовании модифицирующей присадки одного фракционного состава во всех ее частях, части модифицирующей присадки располагают в реакционной камере по крайней мере тремя параллельными горизонтально расположенными слоями, между которыми устанавливают пластины иэ легковыжигаемого материала,4 преимущественно пенополистирола, с распределенными в объеме этих пластин гранул магния в количестве 4-97 от их массы.
СмотретьЗаявка
3780657, 06.08.1985
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УССР
ГОРЕНКО ВАДИМ ГЕОРГИЕВИЧ, ШИНСКИЙ ОЛЕГ ИОСИФОВИЧ, МАНОЙЛО НИКОЛАЙ ВАСИЛЬЕВИЧ, ЧЕРНЯК БОРИС ОЛЕГОВИЧ
МПК / Метки
МПК: B22C 9/08, B22D 27/20
Метки: литейной, модифицирования, форме, чугуна
Опубликовано: 30.06.1987
Код ссылки
<a href="https://patents.su/4-1320015-sposob-modificirovaniya-chuguna-v-litejjnojj-forme.html" target="_blank" rel="follow" title="База патентов СССР">Способ модифицирования чугуна в литейной форме</a>
Состав для получения хроматографического слоя пластин тонкослойной хроматографии

Номер патента: 1736541
Опубликовано: 30.05.1992
Авторы: Беленький, Ганкина, Кевер, Кондрусик, Костюк, Литвинова, Малахова, Рубан, Федосеев
МПК: B01D 15/08, B01J 20/10
Метки: пластин, слоя, состав, тонкослойной, хроматографии, хроматографического
...снитографического слоя высока,лоя высокая, что позволяет жением эффективности разделения и ухуддостичь эффективностьфф с ь 520 т,т, и чувстви- шением чувствительности детектирования,тельность детектирования, мкг,0,03 мкг, 40 Повышение концентрации полиакриламида-з,П р и м е р 6. В условиях примера 4, но до 14,0 . 10 % (пример 19) не сопровождабез добавления полиакриламида получают ется улучшением положительного эффектапластины для ТСХ, Пластины визуально пластин.П р и м е р ы 20-23, Получают высокоскольку основная масса люминофора сосре эффективные пластины для ТСХ в условияхдоточена в нижней частиижней части слоя. примера 5 при изменении содержания силиП и м е 7. В условиях примера 5 при казоля: пример 20 2,2; пример...
Способ ввода легкоиспаряющихся модификаторов в жидкий чугун “алазен

Номер патента: 1077929
Опубликовано: 07.03.1984
Авторы: Акимов, Антипов, Билько, Громченко, Захарченко, Моисеев, Сапко, Семененко, Сидоров, Сочков, Усанков
МПК: C21C 1/10
Метки: алазен, ввода, жидкий, легкоиспаряющихся, модификаторов, чугун
...тора, предпочтительно измельченного кокса, и 5-20 об. теплоиэолирующей добавки, предпочтительно вспученного перлита, при этом указанную смесь дополнительно вводят на зеркало расплава после образования сплошного слоя чугуна над модификатором,В качестве основы теплоизолирующей смеси используется углеродистый материал, например молотый кокс, серебристый графит. Последний не спекается ни при каких даже самых низких температурах жидкого чугуна, что обеспечивает стабильность усвоения реагента. Опыты показывают, что расход указанной смеси на основе углеродистого материала по сравнению с покровными материалами, использованными в аналогах и прототипе, в 10-20 раз меньше, т,е. потери температуры жидким чугуном на нагрев покровного материала...
Наружный слой брикета для модифицирования чугуна

Номер патента: 1164273
Опубликовано: 30.06.1985
Авторы: Горенко, Карпычев, Манойло, Шинский
МПК: C21C 1/00
Метки: брикета, модифицирования, наружный, слой, чугуна
...чугуна.Выбор количества жидкого стеклав наружном слое брикета определениз условия получения необходимойего прочности и образования газовойфазы для повышения пористости наружного брикета, Снижение жидкогостекла менее 15 Х приводит к уменьшению пористости наружного слоябрикета и снижению его механическихсвойств, что, в конечном итоге, снижает степень усвоения магния, приводит к пироэффекту и выбросам металлаиз ковша. Увеличение содержания жидкого стекла свыше .202 значительноповышает пористость наружного слоябрикета, что вызывает увеличениеобъема наружного слоя брикета,усложнение ввода модификатора вжидкий металла, К тому же увеличиваются потери ферросилиция наружного слоя брикета на взаимодействиес избыточным жидким стеклом,...
Модификатор для чугуна

Номер патента: 1046316
Опубликовано: 07.10.1983
Авторы: Абрамов, Белкин, Бондарев, Будагьянц, Глухих, Евсеев, Житков, Жукаев, Зигало, Козаченко, Рудницкий, Шалахин
МПК: C22C 35/00
Метки: модификатор, чугуна
...медь и никель при следующем соотношении компонентов, вес,4:Алюминийф 1 ЮРедкоземельныеметаллы 0,4-8,6Цинк . 0,1-3,5Один или обакомпонента из группы, включающеймедь и никель 14-60Магний ОстальноеВведение в состав модификатора меди и/или никеля повцшает его плот.ность, снижает активность магния,снижает упругость паров магния и пирофорность модификатора, При введе-.,нии предложенного модификатора в жидкий чугун снижается угар магнияи РЗМ, повышается эффективность модифицирования и .свойства чугуна,П р и м е р. Модификатор получалина основе магниевых ломов, которыесовместно с раскисляющими и модифицирующими элементами (РЗМ,алюминий,цинк) загружали в расплавленном илив твердом состоянии на дно предвари".тельно. нагретого до 250 С...
Состав для получения модифицированного слоя на поверхности отливок

Номер патента: 1235611
Опубликовано: 07.06.1986
Авторы: Бельский, Гурин, Клещенок, Ливенцев, Мельников
МПК: B22C 3/00
Метки: модифицированного, отливок, поверхности, слоя, состав
...необходимое количествоводы,Па поверхность формы состав наносят толщиной 1,0-1,5 мм пульверизатором или кистью и подсушивают при55 150-170 С в течение 30-40 мин,П р и м е рПо предлагаемой технологии готовят 19 составов для получения модифицирующего покрытия, из1235611 10 ТаблицаКоличественное содержание компонентов, мас.% Компози 0,25 57,65 8 59,40 8 49,15 1 О 0,10 17 7 0,50 0,10 17 0,75 20 20 О,О которых один соответствует известному, а шесть - предлагаемому составу (табл.1),Все составы испытывают на вязкость(по ВЗ) и седиментационную устойчивость,форму для получения отливок массой 2,8 кг предварительно окрашиваютпротивопригарной краской, затем наповерхность наносят составы слоемтолщиной 1,0-1,5 мм и подсушиваютпри 150-170 С в...
Предыдущий патент: Установка для наплавки инструмента в вакууме
Следующий патент: Установка для удаления полых стержней из отливок
Случайный патент: Электрофильтр