B23Q 41/00 — Агрегатные станки или поточные линии, не ограниченные выполнением какого-либо одного вида металлообработки, отнесенного к классам
Сборочный центр

Номер патента: 1311908
Опубликовано: 23.05.1987
Авторы: Игнатович, Исакиев, Карлов, Копп, Пашков, Тамарин, Фоменко, Харин
МПК: B23Q 41/00
...3 и 42 расположена под столешницей стола 2.Сборочный центр работает следующим образом.В секциях 36 и 37 стеллажей 35 предварительно размещаются спутники 30 с кассетами 31 - 34 с пространственно упорядоченными собираемыми деталями и спутники с контейнерами 55 с деталями, расположенными навалом.Перед началом разгрузки отработанных кассет включаются отсекатели участка 12 и потока 13, что необходимо для освобождения от отработанных кассет 31 - 34 базирующих позиций 19 - 29 (фиг. 2), в ходекоторого у адресных устроиств спутниковкассет с помощью адресователя 69 (фиг. 5) изменяется адрес.Манипулятор 3 вводит пальцы 72 (фиг. 7) сцепного устройства 70 в отверстие сцепной скобы 53 спутника кассеты 31 и после опускания базирующих пальцев 52 и...
Сборочная линия спутникового типа

Номер патента: 1316794
Опубликовано: 15.06.1987
Авторы: Бабин, Дегтярев, Кауфман, Ковалев, Никонович, Хаустович
МПК: B23P 21/00, B23Q 41/00
Метки: линия, сборочная, спутникового, типа
...в технологической последоватЕльности сборочное оборудование 3 и 4, конвейер 5с приспособлениями-спутниками 6,связывающий стенды 7 для испытанияс помощью рабочей жидкости собранныхгидроцилиндров, манипулятор 8, Приспособления-спутники 6 содержат плиту 9 с установленными на ней подпружиненными упорами 10, рычагами 11,закрепленными на осях 12, стойками13, с размещенными в них плунжерами14, причем нижние концы стоек выполнены с круговыми выступами 15. Наосновании 16 приспособления-спутника закреплены шаровая опора 17 ипланки 18, имеющие круговые пазы,при этом круговые выступы 15 стоек13 размещены с зазором в круговыхпазах планок 18, а центры выступов15 и шаровой опоры 17 лежат на однойпрямой. Рама конвейера 5 в месте расположения стендов 7...
Автоматическая линия бесспутникового типа для обработки картеров ведущих мостов автомобилей

Номер патента: 1318386
Опубликовано: 23.06.1987
Автор: Телешев
МПК: B23Q 41/00
Метки: автоматическая, автомобилей, бесспутникового, ведущих, картеров, линия, мостов, типа
...равной шагу линии, шарнирно связанных между собой для ликвидации погрешности сборки,Линия работает следующим образом.Приводом подъема штанг с помощьютяг 25 рычаги 22 поворачиваются почасовой стрелке и занимают вертикальное положение (фиг.З), При этом уголс между осью рычага и вертикалью сооставляет 3-5 для обеспечения эффекта самоторможения при внезапном падении давления в гидросистеме линии.При повороте рычагов 22 (фиг.4) через оси 19 и опорные ролики 18 штанга 16, поддерживаемая направляющимироликами 21 и зафиксированная в продольном направлении приводом транспортера (не показан), поднимается вверхнее положение, При этом штанга16 ложементами 17 снимает заготовки26 со стационарных элементов 7 предварительного базирования...
Способ изготовления деталей

Номер патента: 1328160
Опубликовано: 07.08.1987
Автор: Базров
МПК: B23Q 41/00
...оснащение.После сортировки каждая группа деталей поступает для обработки на соответствующий станок. Деталь состоит из нескольких сочетаний поверхностей (фиг. 2 - 4), поэтому для полной обработки она должна последователь но переходить из одной группы в другую в соответствии с имеющимися сочетаниями поверхностей и разработанным технологическим процессом.Способ осуществляется следующим образом. 2У всех деталей разного наименования определяются сочетания поверхностей, из которых они состоят, и фиксируется принадлежность каждого сочетания поверхностей к одной из групп (базирующие, рабочие, связующие) .Технологическое оборудование предназначено для формирования на заготовке толь ко определенных сочетаний поверхностей, Отсюда формирование...
Агрегатный станок

Номер патента: 1335423
Опубликовано: 07.09.1987
Авторы: Воробьев, Жирихин, Люлин
МПК: B23Q 41/00
Метки: агрегатный, станок
...15, несущий зажимной кронштейн 16.35 5 10 15 202530 2В корпусе приспособления 1 О установлены вертикальные скалки 17 и 18, связанные между собой общим валом 19 через рычажную систему 20 иимеющие возможность возвратно-поступательного перемещения в вертикальном направлении от цилиндрического штыря 21, который жестко закреплен на зажимном кронштейне 16. В последнем установлено верхнее кольцо 22 для ввода верхнего торца обрабатываемойдетали 23,На верхних торцах скалок 17 и 18смонтированы и закреплены планки 6для приема детали 23 с транспортных планок 5 конвейера 1,На общем валу 19, кроме двух рычагов 20, для взаимодействия со скалками 17 и 18 установлен дополнительный рычаг 24, подпружиненный на корпус приспособления 10 и удерживающий...
Станок для двусторонней обработки деталей

Номер патента: 1337230
Опубликовано: 15.09.1987
Авторы: Гайворонская, Канаков
МПК: B23Q 41/00, B23Q 7/00
Метки: двусторонней, станок
...возможностейстанка путем обеспечения зажима деталей при вращении поворотного стола.На фиг. 1 схематически изображенстанок для двусторонней обработки деталей; на фиг. 2 - вид А на фиг. 1.Станок содержит основание 1, накотором смонтирован поворотный стол 2с зажимными устройствами, каждое изкоторых выполнено в виде подпружиненного относительно поворотного стола 2рычага 3, шарнирно закрепленного наоси 4, смонтированной на нижнем. торце 5 поворотного стола 2 и неподвижного ложемента, образованного внутренней стенкой б, выполненной в выемке7 поворотного стола 2, Подпружиненныйрычаг 3 одной стороной входит в соответствующую выемку 7 поворотного стола 2, образуя с его стенкой 6 приемное для детали 8 гнездо. На второйстороне...
Автоматическая линия для обработки концов длинномерных деталей

Номер патента: 1337236
Опубликовано: 15.09.1987
Авторы: Беранский, Вигдорович, Горелик, Маршак
МПК: B23Q 41/00
Метки: автоматическая, длинномерных, концов, линия
...межстаночного транспортера 4, Деталь 2, находящаяся на позиции 1, забирается подвижными штангами 33 транспортера 4, переносится на следующую позицию Т 1 и укладывается на ролики 37, Затем от гидроцилиндра 39 поворачивается рычаг 38 и деталь 2 оказывается предварительно зажатой между тремя роликами 37 в двух местах с силой, предотвращающей ее смещение вдоль оси при последующем воздействии на ее торцы щупов 17.После окончания предварительного зажима платформы 8 с установленными на них инструментальными головками/9 и приспособлениями 10 для окончательной фиксации и зажима деталей 2 перемещаются в направлении к транспортеру 4 одновременно с двух сторон, 13372 Так как летали 2 предварительно зажаты роликами 37, та щупы 17, упираясь в торцы...
Автоматическая линия изготовления опорных роликов тракторов

Номер патента: 1348142
Опубликовано: 30.10.1987
Авторы: Баранов, Еремин, Насыров, Туравненко
МПК: B23Q 41/00
Метки: автоматическая, линия, опорных, роликов, тракторов
...сов роликов при срезании с них облоя за счет прижима к роликам инструментальной головки, обеспечивающего рав номерное врезание резцов, установленных в головке, в деталь.На фиг,1 показана инструментальная головка с дополнительными дисками к устройству для удаления облоя в автоматической линии изготовления опорных роликов тракторов, продольный разрез, на фиг.2 - сечение А-А на фиг.1.Дополнительные диски 1 установлены на подшипниках 2, расположенных на втулках 3, Втулки 3 выполнены с внутренними пазами, которые сопряжены с лысками, выполненными в корпусе инструментальной головки 4, несущей дисковые резцы 5. В плоскости распо 40 ложения осей втулки 3 и корпуса инструментальной головки 4 между корпусом инструментальной головки 4 и...
Автоматизированный технологический комплекс

Номер патента: 1349969
Опубликовано: 07.11.1987
Авторы: Горюнов, Ильченко, Кармазь, Кучерявый, Настаскин, Обетковский, Пономарчук, Шарко
МПК: B23Q 41/00
Метки: автоматизированный, комплекс, технологический
...9 из магазина 8. В конце хода охвата 4 срабатывает датчик б, подается команда на перемещение шпиндельной бабки 2 вверх, и стол 7, перемещаясь па двум координатам, выставляется гидротисками 17 в зоне дейстни:-, манипулятора 3.После этого шпиндельная бабка 2 и схват 4 манипулятора 3 поочередно перемешаются вниз к гидротискам 17, Программно обеспечиваются остановка схвата 4 с заготовкой 9 с зазором относительно базовых поверхностей губок гидротисков 17 и подача сжатого воздуха н каналы 27 для сдува стружки с базовых поверхнсстей губок гидротисков 17 (фиг.7), Затем схватМанипулятор 14 с рукой 15 из по ицзиции Ожидание перемещается к шпиндельной бабке 2 и захватывает отра 10 15 20 25 ЗО 40 45 55 4 раскрывается, и заготовка 9 выпадает на...
Роторно-конвейерная линия

Номер патента: 1351745
Опубликовано: 15.11.1987
Авторы: Гринберг, Жуков, Кошкин
МПК: B23Q 41/00
Метки: линия, роторно-конвейерная
...определяют рабочие позиции ротора Конвейер 4 огибает каждый ротор от входного направляюшего ролика 5 до выходного направляющего ролика 6. Гибкий ремень 7 огибает обаролика 5 и 6, прижимает конвейер 4к роторам 1 и 2, Натяжные ролики 8обеспечивают натяжение ремня 7, Конвейер 4 содержит держатели 9, связанные звеньями 10,11 цепи с возможностью относительного перемещения,На валу 12 (Фиг.5) каждого роторажестко насажены: шестерня 13, взаимодействующая с приводом (не показан); нижний барабан 14 и верхнийбарабан 15 для размещения необходимых механизмов; блокодержатель 16 длякрепления технологических блоков 17с базовыми пазами 18,оЛиния работает следующим образом.Роторы 1 и 2 /Фиг,1) получают вращение от привода через шестерню 13...
Способ изготовления изделий

Номер патента: 1362395
Опубликовано: 23.12.1987
Автор: Вальтер
МПК: B23Q 41/00
...в зону предварительной подготовки другой автоматическойлинии 1, в работе которой готовоеизделие 2 представляет отдельную де-таль для подлежащих монтажу болеекрупных узлов или изделий.Благодаря такому виду организациитранспортировки отдельных деталей3-5 или изделий 2 достигается равномерная транспортировка деталей и изделий в течение процесса монтажа,например при больших узлах, причемвозможно подавать изготовленные вавтоматической линии 1 изделия, которые при дальнейшем процессе монтажа представляют отдельную деталь(узел), с помощью этой транспортнойупаковки на место производства, удаленное от данного места производства,причем расположение отдельных деталей или иэделий сохраняется тем же,и благодаря применению тех же приемников...
Зубообрабатывающий модуль
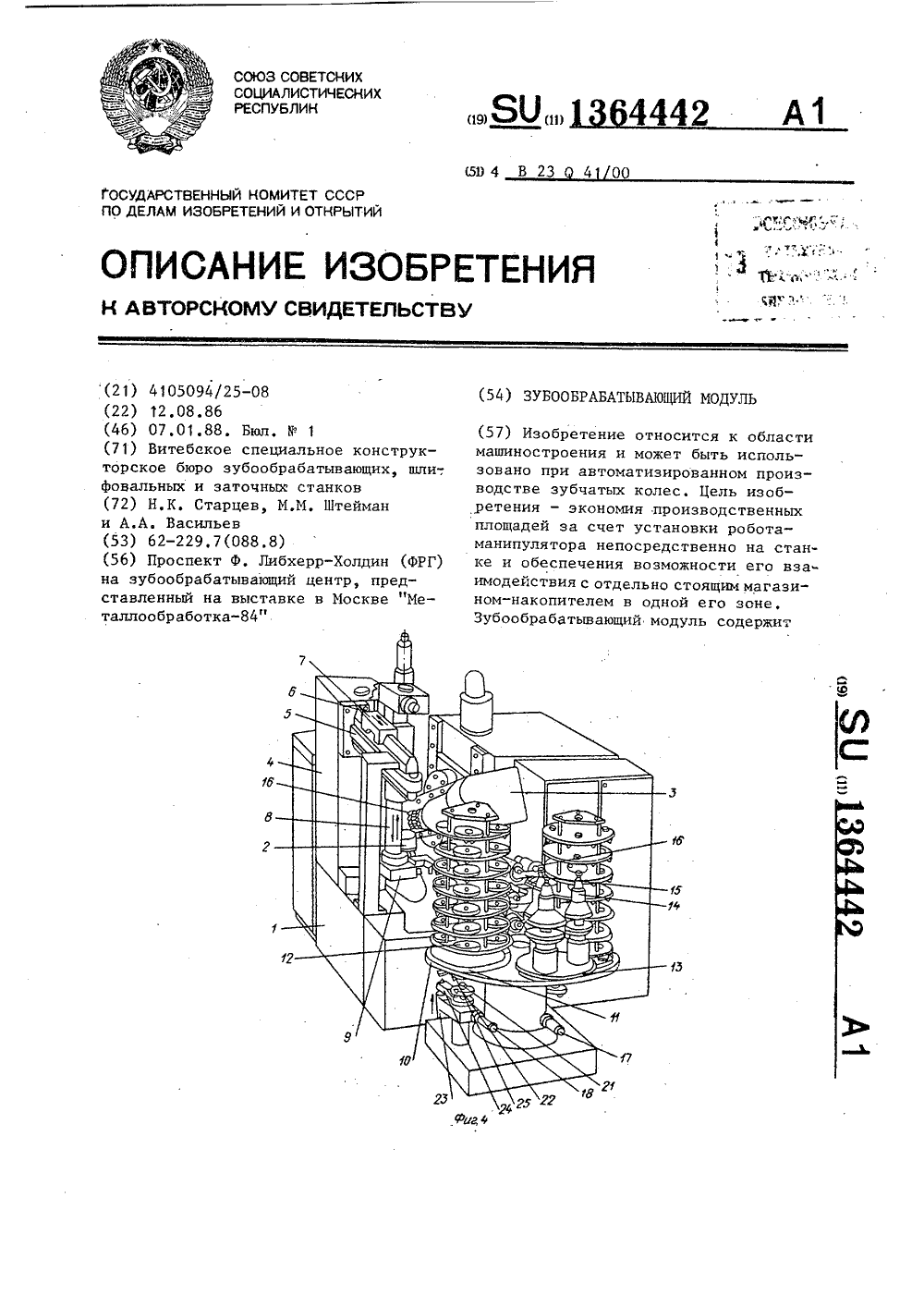
Номер патента: 1364442
Опубликовано: 07.01.1988
Авторы: Васильев, Старцев, Штейман
МПК: B23Q 41/00
Метки: зубообрабатывающий, модуль
...15 спротивоположной от робота-манипулятора стороны, то включается устройство19, которое сцепляет делительный механизм 18 с кассетой 15, одновременно расфиксировав ее, Делительный механизм 18 поворачивает касеету 15.Робот-манипулятор 5 схватом 20 снимает в кассете 15 необходимую фрезу 16и переносит в станок 1 к суппорту 3.После зажима фрезы 16 в суппорте 3робот-манипулятор возвращает схват20 в кассету 15. Устройство 19 расцепляет делительный механизм 18 скассетой 15, последняя одновременнофиксируется. Далее поворотно-делительный стол 10 делительным механизмом 17 поворачивается и вносит висходную позицию кассету 13 с зажимными приспособлениями 14, Как и вслучае с кассетой для инструмента,если требуемое зажимное приспособление 14...
Линия транспортировки стружки

Номер патента: 1368160
Опубликовано: 23.01.1988
Авторы: Емельянов, Потаскуев, Цушко, Шанаурин
МПК: B23Q 41/00
Метки: линия, стружки, транспортировки
...50толкателем 19.Линейное накопительное устройство10 позволяет испольэовать в качестветранспортного средства, например, кранштабелер 20 складского комплекса ГАП, 55который телескопическим захватом 21взаимодействует с пристаночным контейнером 6 со стружкой, но при этомподвижный стол 7 снабжен дополнительно 0 2подъемником 22, который рычагами 23поднимает пристаночный контейнер 6 доуровня, необходимого для работы кранаштабелера.Линия работает следующим образомСтружка со станка по транспортеру 8попадает в пристаночный контейнер 6,стоящий на подвижном столе 7.После заполнения пристаночногоконтейнера 6, подвижный стол 7 вьдвигается из-под транспортера 8, Робот3 находится на исходной позиции и покоманде перемещается на одну из вызываемых...
Гибкая производственная система для обработки деталей типа валов

Номер патента: 1371868
Опубликовано: 07.02.1988
Авторы: Канторович, Лисица, Ровинский, Чуненков, Щербаков
МПК: B23Q 41/00
Метки: валов, гибкая, производственная, типа
...например,7 и 8 детал и с помощью портального робота- манипулятора 14 передаются на позицию 34 загрузки отводящего транспортера-накопителя 24, на позиции 43 выгрузки которого происходит накапливание деталей, т. е. под трассой портального робота 36. При установке каретки 48 портального робота 36 над позицией 43 или 42 выгрузки отводящего транспортера-накопителя 24 или 21 включается привод 51 и каретка 50 вертикального хода опускает разведенный захват 52 вниз. С помощью привода 53 пластины 54 захвата 52 сводятся и фиксируют в отверстиях 55 группу деталей, После этого происходит подъем каретки 50 вертикального хода и включение привода 49 каретки 48 продольного хода. Каретка 48 продольного хода по программе (например, ог ЧПУ или ПК) может...
Автоматизированный производственный участок

Номер патента: 1379058
Опубликовано: 07.03.1988
Автор: Долгулев
МПК: B23Q 41/00
Метки: автоматизированный, производственный, участок
...На направляющих 8 и 9 установлены с возможностью перемещения 40 по ним тележки 10 и 11, имеющие посадочные места для установки поддонов 5 и 6 .с деталями. Непосредственно у рабочей позиции 1 технологической обработки установлен стол 7, выполненный н виде подъемного устрой-:" на с возможностью перемещении и; ц правляющей 12, приводящейся в движе ние механизмом 13. Тележки 10 и 11приводятся в движение через передаточные узлы 14 и 15 механизмами16 и 17 .Участок работает следующим образомм.После завершения обработки группы 55деталей, размещенных на поддоне,находящемся на столе 7 рабочей позиции 1 техцологической обработки,включается механизм 13, который опу. -кает стол 7, Происходит установкаподдона 5 с обработанными деталямина тележку 10,...
Гибкий производственный модуль

Номер патента: 1380915
Опубликовано: 15.03.1988
Авторы: Гилка, Григорьян, Джугурян, Линчевский, Маркаров, Пупин
МПК: B23Q 41/00
Метки: гибкий, модуль, производственный
...конструкций различными технологическими и функциональными возможностями. Например, сменное рабочее устройство 6, расположенное на подвижной стойке 3 в нижней плоскости многогранника (сменного производственного модуля 1,чужит для у.тановки изделия 7, аменные рабочие устройства в других плоскосгях многогранника для обработки, измерения, сборки и т. д.,1 ля базирования, крепления и транспортировки изделий сменный производственный модуль снабжен манипуляторами 8, установленными в вершинах многогранника (сменного производственного модуля). Крепление изделия 7 осуществляется посредством центров 9, выполненных в вершинах изделия, имеющего многогранную или иную форму, и сфер ч,; ских или конических 2исполнительных поверхностей 1 О манипуляторов...
Гибкий производственный комплекс

Номер патента: 1386424
Опубликовано: 07.04.1988
Авторы: Блинов, Гарин, Гурычев, Кабаидзе, Марков, Парамонов
МПК: B23Q 41/00
Метки: гибкий, комплекс, производственный
...направляющие для палет 11, а в середине торца на одной оси с поддоном на стойке21 размещен инструментальный магазин 22 барабанного типа.Замена палет 11 производится следующим образом. В устройстве 10 накопления и смены палет одна позициясвободна, а на другой находится подготовленная для замены палета 11, После окончания обработки палета 11 собработанным иэделием переводится состола 3 станка на свободную позициюустройства 10, которое поворачивается, а затем передает подготовленнуюпалету 11 на стол 3 станка, где начиндется обработка изделия, В этовремя устройство 10 поворачиваетсяосвободившейся позицией к устройству 12, снимает с размещенного нанем транспортного поддона 14 палету11, а на ее место, повернувшись,устанавливает палету...
Автоматическая линия для изготовления деталей типа спиц

Номер патента: 1412932
Опубликовано: 30.07.1988
Авторы: Гончар, Зубков, Фечин, Шамов
МПК: B21F 39/00, B23Q 41/00
Метки: автоматическая, линия, спиц, типа
...22-24 и др. Затем подвижная рама опускается вниз,укладывая заготовки на неподвижнуюраму 19 концами в канавки нижнихштампов и на поворотно-фиксирующиймеханизм 3, При обратном т,холостом)ходе подвижной рамы 20 срабатываетмуфта-тормоз 1 О и приводной вал 9 проворачивается на один оборот, передавая вращательное движение череззубчатую передачу 8 кулачковому валу 7, который при этом проворачивается на 180 и через кулачки 34 и40 приводят в движение рабочие ме 3 14129ханизмы 22 -24 и др. Таким образом,происходит выполнение технологических операций штамповки нд заданных позициях и в то же время поворотзаготовки, находящейся на поворотФно-фиксирующем механизме, ня 180в горизонтальной плоскости, обеспечивая подачу другого конца заготовки...
Автоматическая линия для обработки концов длинномерных деталей

Номер патента: 1414572
Опубликовано: 07.08.1988
Авторы: Беранский, Вигдорович, Горелик, Маршак
МПК: B23Q 41/00
Метки: автоматическая, длинномерных, концов, линия
...транспортера 3 сподвижными штангами 4 и эагруэочнонакопительного устройства 5. Загрузочно-накопительное устройство 5содержит четыре замкнутые цепи 6 -9, расположенные попарно. На каждойцепи установлены ложементы 10, образующие участок, длина которого равнаполовине расстояния между осями звездочек 11, Участки Б н В ложементовна каждой паре цепей расположены так,что они смещены один относительнодругого иа величину, составляющуюпо меньшей мере длину участка, Ложементы 10 имеют захваты 2 и 13 разнойдлины. Разность 1 длин захватов 12и 13 равна диаметру транспортируемыхдеталей 4. Перед загрузочно-накопительным устройством 5 расположенстеллаж 15 для обрабатываемых детагей 14 содержащий упоры 16,Автоматическая линия работает следующим...
Транспортная система гибкой автоматической спутниковой линии

Номер патента: 1425047
Опубликовано: 23.09.1988
МПК: B23Q 41/00
Метки: автоматической, гибкой, линии, спутниковой, транспортная
...валах 13 установлены с возможностью перемещения вдоль них каретки 14, связанные с приводом их перемещения, выполнснным в виде силового цилиндра 15, ири этом длина валов 3 равна сумме величины перемещения каретки 14 и длины валов 8.Между боковинами каретки 14 расположены общие для основной и дополнительной транспортных ветвей ролики 6 с пружинами 17 сжатия между ними. Ролики 16 и пружины 17 имеют возможность перемещения совместно с кареткой 14 вдоль валов 13, являющихся для них направляющими. На боковинах каретки 4 расположены нормально закрытые остановы 18 спутников, управляемые в крайних положениях кареток 14 с помощью приводных толкателей 19, разме 2шенных на боковинах 12 каркаса секций 1, 4 и 5.Привод 20 валов 8 и 13 роликов 7...
Роторно-конвейерная машина с вертикальной осью для листовой штамповки

Номер патента: 1428562
Опубликовано: 07.10.1988
МПК: B23Q 41/00, B30B 11/12
Метки: вертикальной, листовой, осью, роторно-конвейерная, штамповки
...технологический ротор 2 имеет совмещенные с приводными органами 24 инструментов толкатели 69, предназначенные для вертикального перемещения корпу.сов 46 с захватными органами 53, Толкатели 69 получают воэвратнопоступательное движение от пазового кулачка 70, установленного на станине 1.Для загрузки носителей 7,1, 7 п 7 соответствующего вида заготовками в зоне а загрузки имеются загрузочные устройства (не показано). Для выгрузки готовых изделий в зоне б выгрузки для каждого вида заготовок имеется своя тара 71.Иашина работает следующим образом.Многооперационные технологические 2 и вспомогательные 3 и 4 роторы приводятся в синхронное вращение от привода 5 машины, а цепной конвейер 6 приводится от этих роторов в согласованное с ними...
Линия для изготовления лап культиваторов

Номер патента: 1430161
Опубликовано: 15.10.1988
Авторы: Богачкин, Бублис, Кислов, Рогозников, Хазов, Цепулин
МПК: B21H 7/00, B23Q 41/00
Метки: культиваторов, лап, линия
...кассету, а Выводит цз-юд цсго пустую. Если жс платформа рдеюо)кеца В конце мо;1 уля, то оца устацав,швает под псрекла)Ик пустм 1) кассету, а выво Ип зспосцсцсуо полуфабрикатами мо,у,1 я.Вырубспице заготовки 32 В кдссетдх 30, уложснныс в стопы в ориентированном цо, южс н и и, цсрез плон 11;ку 18 задел а поп адаОт ц 1 1,дтс 1)орхм 4 мо 1 уг 51 3 формообразо. В с ц и 51, с 3 В и 5 . 3 де с ь м д ц и и ч, 51 то ) 33 3 а О и р 1- ст зд О ОВки 3 кассе 30 и, повордц и Вд 51 сь по лрскс,1, ук,11;ывсег ес нд шаговый транспортер 34. оследций периодически нсрсхе 11111 ст з 11 Отоцки,ап и подВОдит их ИО; ицдуктор 36. который нагревает Вдоль крыльев зоны ширицой 40 -45 мч. Как только цдг)ст 5 заОтовкд ВЫВО;и) ся из п)ъстор) 36, сс здхвстывает...
Роботизированный технологический комплекс

Номер патента: 1430234
Опубликовано: 15.10.1988
Автор: Далакян
МПК: B23Q 41/00
Метки: комплекс, роботизированный, технологический
...23, выполненные со скошенными поверхностями 24, контактирующими собратной коцусцой поверхностью 25 зажимас., го рс.кущего инструмента 26.45Б корпусе указанных автоматических кулачковых патронов 11 и 16 выполненоцентральное отверстие 27 для базированиярежущего инструмента 26.Мцогооперациоццый роботизированныйтехнологический комплекс работает следующим образом.При поступлец, ,охцц.ъ от устройствауправления 3 ровдмца начало работыпромышленный робот 1 захватывает деталь 9 из накопителя .цгс 1 товок 5 и устанавливает ес в цвтомзгн.еский кулачковый патрон 1 гцциц;ця 9 токарногостанка 2. По сигналу оз ,с ройства управления 4 станка 2 автох агический кулачковый патронзц.кимает деталь 19 . приходит цо вращение. Суппорт 12 начинает цсремецгаться...
Роторно-конвейерная линия

Номер патента: 1433768
Опубликовано: 30.10.1988
Автор: Еремеев
МПК: B23Q 41/00, B65G 29/00
Метки: линия, роторно-конвейерная
...фиг, 1 показана схема роторно- конвейерной линии; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сече ние Б-Б на фиг. 2.Роторно-конвейерная линия состоит иэ вспомогательных и технологических роторов 1-4, которые охватывает цепной конвейер 5 с носителями б обраба тываемых иэделий 7 и встречно направленными петлями 8 и 9. Линия снабжена подпружиненным пружиной 10 водилом 11 со звездочками 12 и 13 на концах поперечины 14, Водило 11 установ лево на оси 15 с возможностью качания и кинематически связанос механизмом 16 циклических остановок при помощи конвейера 5. Механизм циклических остановок может быть выполнен в виде мальтийского креста 17. Линия ,имеет участки загрузки 18 и разгрузки 19 изделий 7. Линия установлена ,на станине 20. На...
Автоматическая линия

Номер патента: 1445916
Опубликовано: 23.12.1988
Авторы: Егоров, Ляпин, Урбанский
МПК: B23Q 41/00
Метки: автоматическая, линия
...и систему 14 управления. Рука манипулятора 1 О имеет два схвата 13. Система 14 управления электрически связывает приводы кареток складов-накопителей, рабочие позиции и манипулятор. Около каж дой рабочей позиции размещен по меньшей мере один накопитель.Рабочие места оснащены, например, вибробункерами 15, рабочим столом 16 и сборочным и или механообрабатывающими устройствами 17.Транспортно-накопительная система работает следующим образом.По команде системы 14 управления (например, контролера) манипулятор 10 перемещается по направляющим 11, например, в левое крайнее положение, схваты 13 берут детали, например, корпуса прибора и переносят на рабочее место, на котором после выхода схватов 13 из рабочей зоны проводится...
Гибкая сборочная линия

Номер патента: 1447641
Опубликовано: 30.12.1988
МПК: B23Q 41/00
Метки: гибкая, линия, сборочная
...подъеме и базировании относительно Г-образных опор 20 на ячейке 4. На нижней платформе 21 закреплены втулки 22, связанные с приводом 23 через рычажную систему5 0 15 20 25 30 35 ао 45 50 55 3 1424, На нижней платформе 21 расположенмеханизм 13 перекодирования спутников 5, выполненный в виде попарнораэновысоких кодирующих штырей 25 и26 и попарно равновысоких декодирующих штырей 27, Обе платформы связаны между собой посредством скалок 19,пружин 28 и втулок 22 с возможностьюперемещения одна относительно другойв направлении подъема,Линия работает следующим образом.По основной ветви 1 транспортнонакопительной системы в любой последовательности движутся спутники 5,имеющие кодь разных технологическихопераций и разных изделий,...
Сборочная линия

Номер патента: 1450946
Опубликовано: 15.01.1989
Авторы: Калапов, Сафронов, Сосунов
МПК: B23P 21/00, B23Q 41/00
...изделие состоит из корпуса едуктора 8, ступицы 9, шестерни 10, подипников 11, стакана выжимного подшип ика 12, муфты 13 сцепления, кожуха 14 уфты сцепления, крышек 15 корпуса редук ора и гидроцилиндра 16. Линия работает следующим образом, На позиции 1 с помощьк) манипулятоа на спутник 2 устанавливается и закрепяется на нем прихватами 3 корпус редукора 8. Затем спутник 2 подается на позиию 11, где устанавливаются и запрессоываются ступица 9, шестерня 10 и подипники 11. Далее спутник 2 подается на озицию 111, где устанавливается и крепитя стакан выжимного подшипника 12. На озиции 1 У устанавливаются крышки (не оказаны) на корпус редуктора 8 и кожух 14 уфты сцепления на стакан выжимного под 1 дипника 12. После этого спутник 2...
Линия транспортировки стружки

Номер патента: 1450972
Опубликовано: 15.01.1989
Авторы: Емельянов, Потаскуев, Степанов, Цушко, Шанаурин
МПК: B23Q 41/00
Метки: линия, стружки, транспортировки
...снабжено направляющими роликами 16.Средство 1 транспортировки обо-, рудовано проблесковой сигнализацией 17 и мягким бампером 18, отключающим привод 11 в случае наезда на препятствие. Контейнер 6 выполнен в виде 5 герметичной емкости, снабженной цапфами для взаимодействия с механизмом раз-, грузки (кантоватедем).Линия работает следующим образом. Стружка со станка по транспортеру19 поступает в контейнер 6 При сменемарки обрабатываемого материала илизаполнении контейнера 6 средство 11транспортировки перемещается к заданному агрегату - модулю 10. Скор остьперемещения средства 1 транспортировкизадается автоматически системой управления.Прибыв на заданную позицию, средство 1 транспортировки выдвигает штангу2, валы 3 посредством привода...
Роторный автомат для обработки деталей

Номер патента: 1454562
Опубликовано: 30.01.1989
Автор: Абачараев
МПК: B21J 5/08, B23Q 41/00
...13 с крышкой 14 и ротор 15 с валом 16 (и вертикальны- ми каналами с 1, 6 в для выстреливания изготавливаемым штифтом по Формирующим конусам 1, д), на котором закреп лен затвор 17 канала д, фиксатор 18 ротора РВГ, закрепленный на общей станине пневмопистолет 19, выходные каналы которого соединены с каналами о - б - В, равномерно располо женными по окружности ротора РВГ, и снабженный пускателем 20 с электромагнитной катушкой 21 управления, включаемой конечным выключателем 22, действием на него штока золотника, 20 уплотнительное резиновое кольцо 23 для Фиксации штифта в канале а перед выстрелом, зубчатые накатно-прокатные диски 24 РПГ.Роторный автомат работает следую щим образом.Пруток 9 заготовки продевается через ролики 10 и...
Многооперационный станок

Номер патента: 1454653
Опубликовано: 30.01.1989
МПК: B23Q 41/00
Метки: многооперационный, станок
...причем переналадка с обработки одного типа деталей на другой осуществляется автоматически путем смены следующих приспособлений: спутника с приспособлением для закрепления соответствующих деталей, автоматически управляемого патрона, заднего центра; а также режущего инструмента, Патрон и задний центр хранятся в соответствующих магазинах инструментов.Обработка корпусных деталей осуществляется следующим образом. Деталь закрепляется на спутнике 16, ко з14546торый при помощи направляющих 15 устанавливается на поворотном столе 14.Поворотный стол 14 перемещается в поперечном направлении по направляющим13 крестовых салазок 12. Продольное5перемещение детали осуществляетсяпутем перемещения крестовых салазок12 по направляющим 11...