B23K 31/02 — пайка или сварка
Способ производства сварных труб большого диаметра

Номер патента: 1750902
Опубликовано: 30.07.1992
Авторы: Бронфен, Высокосов, Горбунов, Машинсон, Потапов, Рымов, Самусев, Смирнова, Стома, Фурса, Шайтан
МПК: B21C 37/08, B23K 31/02
Метки: большого, диаметра, производства, сварных, труб
...где происходйт раскатка зоны сварного соединения. Одновременно с прокаткой сварного шва, изнутри кстенкам трубы в диаметральной плоскости,перпендикулярной плоскости шва, прикладывают дополнительное растягивающееусилие, при этом отношение указанногоусйлий к Усилию прокатки шва недолжновыходить за рамки диапазона 0,07-0,4.Дополнительное растягивающее усилие прикладывается за счет раздающихподпружиненных валков, оси которых расположены в диаметральной плоскости трубы, Валки закреплены на штанге,Возможнь 1 и другие варианты приложениядополнительного растягивающего усилияПосле прокатки трубу охлаждают соскоростью 1,5-2,5 С в интервале температур 800 - 400 С.Конечная форма и размеры поперечного сечения зоны свэрного...
Устройство для контактной микросварки

Номер патента: 1750903
Опубликовано: 30.07.1992
Авторы: Бударин, Воробьев, Кузнецов
МПК: B23K 11/30, B23K 31/02
Метки: контактной, микросварки
...консолей 2 и 4 связаны с незамкнутыми концами пружинного кольца 6, а между консолями размещена опора,выполненная в виде призмы 7, вершина которой упирается в закрепленную в консоли 4 вставку 8 из изоляционного материала, например из керамики. На корпусе 1 с помощью оси 9 шарнирно закреплены прижимные рычаги 10 и 11. Свободный конецрычага 10 выполнен в виде плоской пружины.Этот рычаг через подпружиненныйупор 12 взаимодействует с концом шарнирно закрепленного на оси 13 упругого двуплечего рычага 14, другой конец которого имеет губку 15. Напротив губки 15 на концеподвижной консоли 4 со стороны электрода 5 установлен ловитель 16, выполненный ввиде вилки с призматическим пазом. При 15203035404550 Недостаткам известного пинцета является...
Способ изготовления тензометрического датчика давления

Номер патента: 1756077
Опубликовано: 23.08.1992
Авторы: Иванова, Марин, Скопич, Чугунов
МПК: B23K 31/02
Метки: давления, датчика, тензометрического
...причем дополнительную часть разделяют на несколько участков, которые соединяют последовательно между собой через контактные площадки, балансируют мостовую схему эа счет изменения сопротивления основных частей балансировочных резисторов, соединяют контактные. площадки с выводами корпуса, выполняют сварку мембраны с корпусом и повторно балансируют мостовую схему при одновременном контроле начального выходного сигнала с измерительной схемы.Отличительными признаками предлагаемого способа изготовления является то, что перед сваркой корпуса и мембраны шунтируют дополнительные участки балансировочных резисторов, закорачивая соответствующие контактные площадки плавкими перемычками, а повторную балансировку выполняют путем подключения к одному...
Устройство для токоподвода при контактной микросварке

Номер патента: 1761415
Опубликовано: 15.09.1992
МПК: B23K 31/02
Метки: контактной, микросварке, токоподвода
...- разрез А - А на фиг.1,Устройство для токопод юда содержит корпус 1, в пазах 2 которого размещены сухари 3, имеющие на концах резьбовые гнезда 4, а другие концы их с помощью штырей 5 шарнирно связаны с тя ой б, имеющей паз 7. Тяга б взаимодействует с эксцентриком 8, снабженным рукояткой 9. Сухари 3 закреплены на концах плоских пружин 10, которые имеют изгибы 11 и закреплены на корпусе 1, Сухари 3 соединены с гибкими токоподводами 12. На корпусе 1 установлены упоры 13 для установки, например, приий с резьбовыми выраслях народного хобретения: устройство жит корпус 1, контакавающими и вэаимоэксцентриком 8, 3 выполнены в виде х в пазах корпуса и плоскими пружинами одном конце резьбоцы шарнирно связавзаимодействует с1761415 75 самоустанов,...
Способ изготовления трубопроводов из отдельных труб

Номер патента: 1763129
Опубликовано: 23.09.1992
Авторы: Загиров, Калачев, Кудряшов, Яшкин
МПК: B23K 31/02
Метки: отдельных, труб, трубопроводов
...труб отпадает необходимость прйменения для защиты от коррозии зоны соединенйя труб наконечников из нержавеющих сталей или протек- торных втулок из специальных сплавов цветных металлов. Этим подтверждает" ся сокращение материальных затрат, так как взамен них для защиты применяется доступная (недефицитная) дешевая эластичная пленка. Этим достигается цель изобретения, К тому же, на" дежность защиты от коррозии остается сопоставимой, т,к. конец пленки надежно защемлен между наконечником и облицовкой трубы и приклеен к внут , ренней стенке сваренных наконечников, Эксплуатационные качества, ввиду отсутствия отложений на пленке перекачиваемой (транспортируемой) среды и уменьшения гидравлических потерь, улучшаются. Эти положительные...
Внутреннее устройство для сборки под сварку кольцевых стыков труб

Номер патента: 1763130
Опубликовано: 23.09.1992
Авторы: Баранов, Беловолов, Беловолова, Калинин, Скорупский, Ямпольский
МПК: B23K 31/02, B23K 37/04
Метки: внутреннее, кольцевых, сборки, сварку, стыков, труб
...во втулках 25корпуса 1. Каждая из клиновых призм 18-20 клиновыми плоскостями взаимодействует с соответствующими клиновыми поверхностями башмаков 22,23,24, внутри которых размещены пружины 26, которые, опираясь о планки 27, за" крепленные на корпусе 1, постоянно поджимают башмаки 22-24 к клиновым призмам 18-20Механизм 28 выравнивания и стя" гивания торцов отрезков труб 29 и 30 выполнен в виде равномерно закрепленных по окружности на корпусе 1 посредством осей 31 и втулок 32 по меньшей мере трех одноплечих рычагов 33, которые свободными концами посредством осей 34 и 35 и серег 36 шарнирно соединены с ползуном 37, имеющим упор 38 для взаимодействия с корпусом 5 гидроцилиндра 7 и подпружиненным относительно корпуса 1 с помощью пружин...
Способ изготовления сварных замкнутых профилей

Номер патента: 1764907
Опубликовано: 30.09.1992
Авторы: Барабанцев, Игнатенко, Клепанда, Михайлов, Проскуряков, Соколов
МПК: B21C 37/08, B23K 31/02
Метки: замкнутых, профилей, сварных
...стенки после сварки.Зависимость (1) и (2) позволяют расчет 15 ным путем определить величину радиуса Ки угол а для изгиба плоских участков смыкающихся элементов, что необходимо дляпроектирования технологии. Эти зависимо-сти выведены из условий степени увеличе 20 ния моментов сопротивлений поперечныхсечений и пределов деформаций наружныхволокон от изгиба плоских участков смыкающихся элементов,Момент сопротивления плоского участ 25 ка шириной Ь и толщиной Я,Сопоставительным анализом пределовточности совмещения по высоте торцовсвариваемых элементов в зависимости отсоотношения величины моментов сопро 30 тивлений их поперечных сечений после изгиба выведено соотношение (1), Числовойинтервал правой части этого соотношенияобусловлен допустимым...
Способ проволочного монтажа полупроводниковых приборов

Номер патента: 1764908
Опубликовано: 30.09.1992
Авторы: Егоров, Калинин, Лавров
МПК: B23K 31/02
Метки: монтажа, полупроводниковых, приборов, проволочного
...контроль второго сварного соединения; на фиг.3 - обрыв проволоки (в положении сварочного инСтрумента на контактной площадке кристалла), на фиг.4 - исходное положение проволоки,Способ включает поочередное присоединение проволоки 1 к контактным площадкам 2 и 3 корпуса 4 и кристалла 5, формирование перемычек 6 в виде петель, контроль качества присоединения к каждой перемычке путем приложения растягиваю- щего усилия к проволоке 1 и ее обрыв. Контроль качества присоединения перемычек 6 осуществляют непосредственно после каждой сварки. Перед осуществлением первой сварки 7 проволоку 1 заправляют в направляющий канал ультразвукового сварочного инструмента 8. Опускают инструмент 8, Осуществляют приварку проволоки 1 к контактной площадке 2...
Устройство для контактной микросварки проводов

Номер патента: 1764909
Опубликовано: 30.09.1992
МПК: B23K 31/02
Метки: контактной, микросварки, проводов
...собственной оси вплоскости, перпендикулярной плоскостиперемещения первого электрода, на рабочем конце второго электрода выполненаспиральная радиусная канавка, а ручей образован стенками торцов стойки и скобы иповерхностью рабочего конца этого элект-.рода,На фиг,1 показан общий вид устройствадля контактной микросварки проводоввнахлест; на фиг.2 - узел на фиг,1; на фиг.3- вид по стрелке А на фиг.1; на фиг,4 -разрез Б - Б на фиг.1; на фиг.5 - 6 - сваркапроводов; на фиг,7 - результат сварки проводов при отсутствии центрирующей канавки на нижнем электроде.Устройство содержит подвижный (первый) электрод 1, неподвижный (второй)электрод 2, закрепленный с помощью резьбового соединения в электрододержателе 3,на котором закреплен 3. -образный...
Установка для вертикальной сварки и резки по прямолинейным и криволинейным поверхностям

Номер патента: 1770106
Опубликовано: 23.10.1992
Авторы: Варенчук, Ковалев, Мошкин, Поляков, Тарасенко
МПК: B23K 31/02
Метки: вертикальной, криволинейным, поверхностям, прямолинейным, резки, сварки
...угла раскрытия Ч-образной проточки приводного ролика 9 с насечками определена проведенными испытаниями, в результате которых установлено, что:При угле, меньшем 93, происходит нарушение условий точечного контакта взаимодействия и сцепления поверхности проточки приводного ролика с насечками с рабочей поверхностью направляющей, что приводит к резкому снижению усилия сцепления, неравномерности хода тележки и нарушению качества сварки.При угле, большем 100 нарушается самоустанавливание и центровка всех роликов, тележка перемещается с рывками, в результате чего снижается качество сварки.При угле, находящемся в пределах 93- 100 О, обеспечивается равномерное перемещение тележки 4, в результате чего при сварке образуются швы высокого...
Автомат для стыковой контактной сварки

Номер патента: 1773637
Опубликовано: 07.11.1992
Авторы: Малыгин, Оленин, Сабинин
МПК: B23K 11/04, B23K 31/02
Метки: автомат, контактной, сварки, стыковой
...пружинол 24 и два жестко закрепленных прижима 25, правой плиты 26 с жестко закрепленными неподвижными ножами 27, Леван 22 и правая 26 плиты смонтированы на направляющих колонках 28 своэможностью перемещения от ходового винта 29 с левой и правой нарезкой, кинематически сопряженного через шестерню 30 с зубчатыми рейками 31 и 32, Направляощие колонки 28, ходовой Винт 29 и зубчатые рейки 31 и 32 смонтированы на концерычага 33 с шарниром 34, Механизм обрезки 5 получает перемещение от толкателей 35 - 38, связанных с кулачковым приводом 11через рычаги (не показаны). Толкэтель 38имеет дее фазы перемещенияПривод 10 подвижного электрода 6 выполнен из двух пластинчатых захватов 39 с пружиной 40, рычагов 41, закрепленных шарнирно с каретке 42,...
Способ изготовления труб с внутренним эмалевым покрытием

Номер патента: 1773646
Опубликовано: 07.11.1992
Авторы: Ветман, Воробьев, Краснова, Оловянишников, Шведов
МПК: B21C 37/08, B23K 31/02
Метки: внутренним, покрытием, труб, эмалевым
...сварку в зимних условиях, так как эмалевый шликер является водной эмульсией и замерзает в зимных условиях,Цель изобретения - повышение производительности сварки труб на монтаже,Указанная цель достигается тем, что в предлагаемом способе изготовления труб с внутренним эмалевым покрытием, при котором на внутреннюю поверхность труб наносят слой шликера и производят обжиг, на концевые участки труб наносят дополнительный слой эмалевого покрытия.Наличие указанных выше признаков свидетельствует о соответствии технического решения критерию "новизна".Изобретение характеризуется одним отличительным признаком - на концевые участки труб наносят дополнительный слой эмалевого покрытия.Известны технические решения, в которых на концевые участки...
Устройство для дуговой сварки круговых швов

Номер патента: 1775257
Опубликовано: 15.11.1992
Авторы: Касякин, Новиков, Устинец
МПК: B23K 31/02
Метки: дуговой, круговых, сварки, швов
...увеличения площади скользящего контакта, Это достигается тем, что опорныйролик установлен с возможностью каченияв плоскости, параллельной оси центрирующего стеркня,Кроме того, такое расположение ролика 15обеспечивает наименьшую погрешностьтраектории движения острия злектрода посвариваемому шву прй легком, без заеданий, перемещении ролика копира в вертикальной плоскости, что необходимо для 20получения качественного сварного шва,На фиг, 1 изображено устройство длядуговой сварки, общий вид; на фиг, 2 - разрез А - А на фиг, 1; на фиг, 3 - разрез Б-Ь нафиг, 2; на фиг. 4 - вид В на фиг, 1; на фиг 5 25- разрез Г-Г на фиг 1.Устройство содержит сварочную головку 1, установленную на кронштейне 2, центрирующий стержень 3 на...
Способ изготовления ротора центробежной воздушной машины

Номер патента: 1776523
Опубликовано: 23.11.1992
Авторы: Иванов, Кикоть, Сиротин
МПК: B23K 31/02, F04D 29/30
Метки: воздушной, ротора, центробежной
...в сборе с дисками ротора.Способ изготовления ротора центробежной воздушной машины осуществляется следующим образом,Вначале сваривается каркас лопатки 1, состоящий из нервюр 2, лонжеронов 3, носика 4 и хвостовика 5, Затем привариваются по контуру каркаса верхняя 6 и нижняя 7 обшивки лопатки, Затем может быть подогнан и соединен по контуру профиля с торцом лопатки 1 электронно-лучевой сваркой плоский фланцевый элемент 8 для последующего присоединения к плоскому коренному диску 9 ротора,Пригонка лопаток для соединения с коническим диском 10 начинается с их совместного временного раскрепления на планшайбе 11 карусельного станка в вертикальном положении, точно соответствующем рабочему положению лопаток на роторе. Раскрепление лопаток...
Способ соединения изолированного провода с контактной пластиной

Номер патента: 1779516
Опубликовано: 07.12.1992
Автор: Егорова
МПК: B23K 31/02
Метки: изолированного, контактной, пластиной, провода, соединения
...выполняют прямоугольные углубления, наматывают в них несколько витков, располагают пластину между электродами, обжимают пластину в осевом направлении и подают напряжение с последующим осаживанием, согласно изобретению, на торце пластины со стороны верхнего электрода выполняют радиусное углубление. которое размещают напротив перемычки,1779516 Составитель Н, ЕгороваРедактор С. Кулакова Техред М.Моргентал Корректор Н. Милюкова Заказ 4408 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород. ул.Гагарина 101 Сопоставительный анализ с прототипом показал, что заявляемое решение отличается тем, что на торце...
Способ изготовления слоистой ячеистой панели

Номер патента: 1780963
Опубликовано: 15.12.1992
МПК: B23K 31/02
Метки: панели, слоистой, ячеистой
...образующих выступы.Ячеистая панель состоит иэ двух частей, каждая из которых изготовлена иэ наружного 1 и 2 и внутреннего 3 и 4 листов. Гофры 5, 6, 7 образованы внутренними листами 3 и 4, присоединенными к наружным листам 1 и 2 с образованием чередующихся недеформируемых 8 и деформируемых 9 зон, Широкая часть гофра 5 одной части находится в промежутке между гофрами 6 и 7, образуя механическое соединение двух частей панелиВ каждой из частей к недеформируемым зонам 8 присоединены элементы, образующие на поверхности недеформируемых зонвыступы 10. Выступы 10 утоплены в гофрах 5, 6, 7, 11 - штуцер,Способ осуществляется следующим образом. Предварительно изготовляют две части ячеистой панели из наружных 1, 2 и внутренних 3, 4 листов с...
Способ сборки и крепления твердосплавных пластин в корпусе режущего инструмента

Номер патента: 1782185
Опубликовано: 15.12.1992
Автор: Павлюченко
МПК: B23K 31/02
Метки: инструмента, корпусе, крепления, пластин, режущего, сборки, твердосплавных
...произведя незначительную переналадку станка; в шпиндель 1 станка на место фрезы устанавливают накатывающий инструмент 2 с воэможностью свободного вращения, уменьшают угол наклона головки шпинделя 1 на 5 О, этот угол установлен экспериментально и обеспечивает прохождение зубьев режущего инструмента по заусенцу, Затем, при выключенномдвигателе главного привода станка, устанавливают на максимум оборотов коробку скоростей, как известно, это обеспечивает минимальный момент вращения шпинделя. После наладки станка в канавку изготавливаемого режущего инструмента 3 вставляют твердосплавные пластины 4 и прижимают накатывающим инструментом 2 со стороны заусенца. Включают продольную подачу стола 5 с делительнсй головкой 6, в шпинделе...
Способ изготовления сварной металлической трубы

Номер патента: 1787054
Опубликовано: 07.01.1993
Авторы: Жеребцов, Злобин, Колодий, Малышев
МПК: B21C 37/06, B23K 31/02
Метки: металлической, сварной, трубы
...стабильность процесса сварки. Величину вылета д кромок 50 полос относительно теплоотводящих элементов 7 устанавливают таким образом, чтобы, с одной, стороны, обеспечить минимальную зону термического влияния, а с другой стороны, - необходиму 1 о величину 55 тепловой мощности источника нагрева цо, которую определяют в зависимости от величины вылета д из выраженияцо = Рпр тср Чсв/0,2 д.0,5 где Ьтс - теплосодержание, Дж/г;р - плотность материала, г/см;з,Чсв - скорость сварки, см/с.На фиг. 1 показана схема сборки плоских полос под сварку; на фиг.2 - поперечное сечение сварного соединения.Способ изготовления сварной металлической трубы заключается в следующем.Две плоские полосы 1 и 2 с исходными кромками подвергают обработке на ширйну...
Способ изготовления слоистой ячеистой панели

Номер патента: 1803289
Опубликовано: 23.03.1993
МПК: B23K 20/02, B23K 31/02
Метки: панели, слоистой, ячеистой
...Ш-образных пластин присоединены к наружным листам 1, 2, образуя деформируемые зоны 8, Гофры 5, 6, 7 образованы деформируемыми зонами 8 внутренних листов 3, 4. Широкая часть гоф ра 5 одной части панели находится междугофрами 6 и 7 другой части, образуя механические соединения типа ласточкина хвоста.Участки 9 между деформируемыми зонами 8 в Ш-образной пластине, присоединенной к "0 одной части панели заполнены гофрами 6.7, образованными деформируемыми зонами 8 противолежащей части, К наружным листам 1, 2 присоединен штуцер 10.. Предварительно изготавливают внут ренние листы 3, 4 заготовок панели разрезанием цельного листа на две Ш-образные пластины 3, 4 таким образом, что участки листа, соответствующие недеформируемым зонам одной из...
Способ сварки давлением с подогревом

Номер патента: 1804986
Опубликовано: 30.03.1993
Авторы: Воробьев, Губарев, Жаров, Захаров, Измирлиев, Краснов, Липатов, Лукьянов, Оловянишников, Сидоров, Старченко, Томилин, Черкасов, Шевченко
МПК: B23K 20/00, B23K 31/02
Метки: давлением, подогревом, сварки
...0,8 - 0,9 Тпл. При достижении это температуры эмаль приобретает вязкотекучие свойства и равномерно заполняют линию раздела. Дается осадка 2-3 мм, что способствует получению высокопрочного и аысокопластичного соединения. Эмалевое покрытие ровным слоем закрывает линию стыка без пор и трещин. 2 микронеровностеи на свариваемых поверхностях и уплотнение стыка, что препятствует попаданию атмосферного воздуха в стыки исключает образование окислов. Увеличивается площадь физического контакта и развиваются диффузионные процессы, При достижении температуры сварки эмаль 3 приобретает вяэкотекучие свойства и равномерно заполняет линию раздела, Дается осадка 2 - 3 мм, что способствует получению как высокопрочного, так и высокопластичного...
Устройство для микросварки

Номер патента: 1808589
Опубликовано: 15.04.1993
Авторы: Белкин, Огер, Черкасов
МПК: B23K 31/02
Метки: микросварки
...проволоки 2 к контактной площадке, сжатие соединяемых элементов при этом обеспечивается за счет сопротивления изгибу упругой. П-образной рамки 15, в утолщенной перемычке которой закреплен инструмент 5, конкретные усилия сжатия соединяемых элементов для первой и второй сварки индивидуально для каждой перемычки программируются и обеспечиваются в зависимости от соответствующих им вертикальных перемещений утолщенной перемычки, которые регистрируются бес5 10 25 35 40 50 55 контактным (в данном случае - индуктивнйм) датчиком, при этом горизонтальное плечо держателя 6 инструмента 5 служит механическим упором изгибающейся рамки 15. Активирующая процесс в зоне микро- сварки ультразвуковая энергия от привода 17 УЗ - колебаний передается через...
Центратор для одновременной сборки стыков двух параллельно расположенных труб
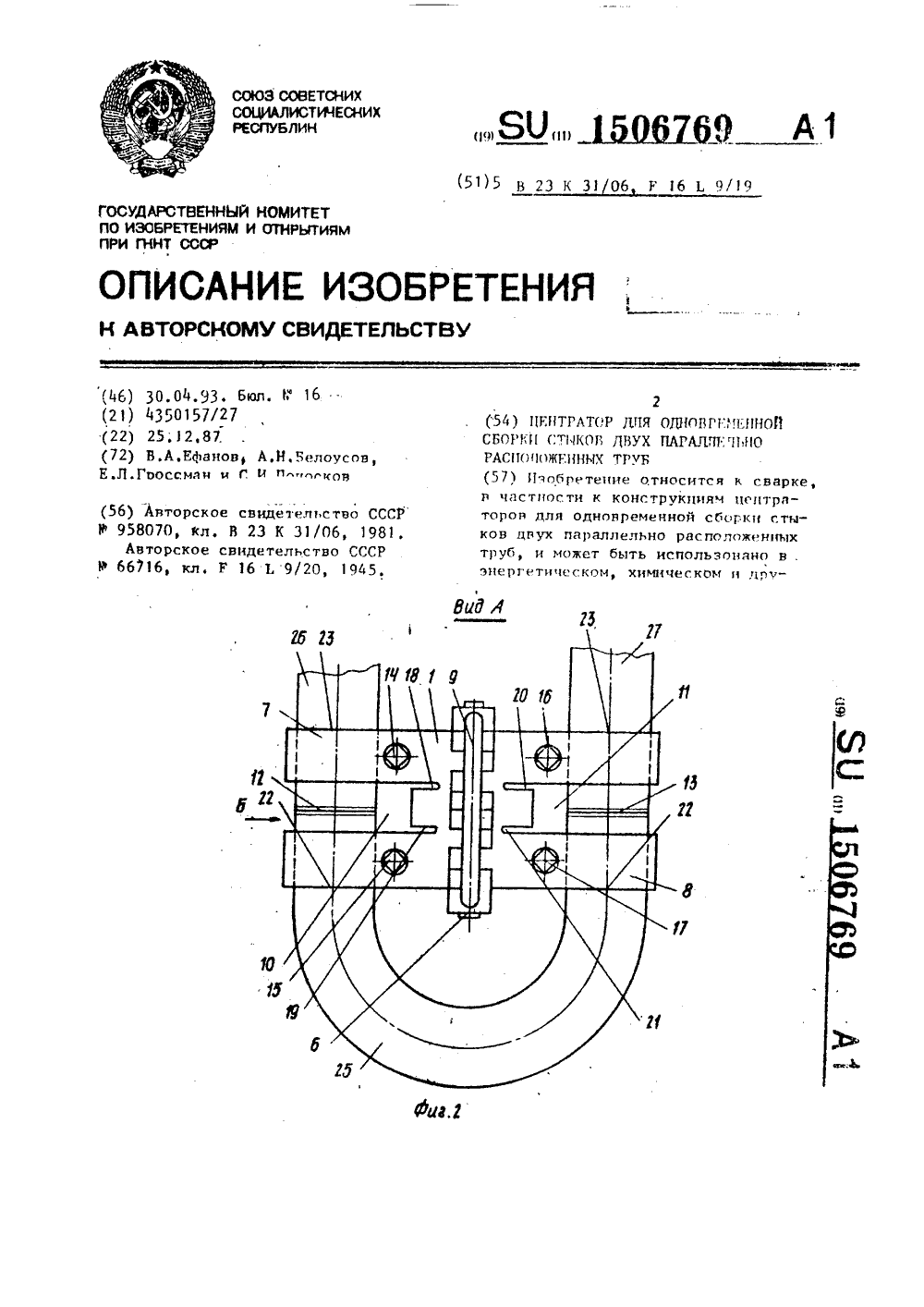
Номер патента: 1506769
Опубликовано: 30.04.1993
Авторы: Белоусов, Гроссман, Ефанов, Полосков
МПК: B23K 31/02, F16L 9/19
Метки: двух, одновременной, параллельно, расположенных, сборки, стыков, труб, центратор
...12,13 под прихватку и последующую свекркуСнимать центратор следует за ру"коятку 9 "на себя", если обстановкаработы соответствует изображеннойна фиг.2, и в сторону, обозначеннуюесли обстановка соответствуетизображенной на Фиг,. и 3.Работа осуществляется следующймобразом,В чистом помещении на свободныеконцы крутоэагнутого отвода 25 сверху со стороны 22 надевается центратор, Эта операция не требует особыйусилий благодаря эаходным фаскам 24,выполненным на .рабочих поверхностялэажимных элементов 7 и 8 г Центраторустанавливается так, чтобы эажимныеэлементы 7 н 8 охватывали концы отво"да 25, а последние располагалисЬпосредине пазов 10 и 11. После этогоположение отвода 25 в центратореФиксируют винтами 15, 17 и переиосФтв рабочую зону.При...
Устройство для автоматической сварки

Номер патента: 1610711
Опубликовано: 23.05.1993
Авторы: Агеев, Кузнецов, Серьезнов
МПК: B23K 31/02, B23K 7/00
Метки: автоматической, сварки
...в положение ниже. этой оси, а направлении, В этой случае упор 6 и шатун 14, шарнирно с ним связанный, шаблЬн 2 закреплены на соответст по дополнительной направляющей 11. вующих концах платй 25 перемещается вправо и проходит всюнаправляющую и шаблон .2 до его упор- Устройство работает следующим об ной части 13, разворачивая таким об 55разом, разом шарнирно связанный с ним угКогда горелка 9 с неплавящимся ловой рычаг 18 вокруг оси 19 и опус" электродом 10 находится в исходном кая его свободное плечо, входящее в607 Ьжины 4 перемещается вправо да упорарегулиравочнаго винта 5 в эксцентри"кавый упор 6. При этом шатун 14, пере"мешаясь па направляющей 1, доходит5да края нижней стенки, а каретка 3 сгорелкой 9 и электродом 10, пройдярасстояние...
Способ соединения металлических труб с внутренним покрытием

Номер патента: 1818192
Опубликовано: 30.05.1993
Автор: Вебер
МПК: B23K 31/02
Метки: внутренним, металлических, покрытием, соединения, труб
...в виде щели на конце раструба, располагэемой при стыковке сверху При этом заполнение полости при стыковке начинается после вхождения конца обжатой части в недеформированный участок трубы с раструбом, Это исключает попадание коррозионностойкого материала внутрь трубопровода. После заполнения полости и уплотнения коррозионностойкого материала осевым смещением труб производится наложение нахлесточного кольцевого сварного шва и герметизация технологического отверстия,П р и м е р. Конец нефтепроводной трубы с наружным диаметром 114 мм и толщиной стенки 4 мм раздают с помощью пресса на длине 60 мм до величины внутреннего диаметра 116 см. Конец второй соединяе- мой трубы также на длине 60 мм обжимают снаружи до величины наружного...
Устройство для сборки и центрирования труб под сварку

Номер патента: 1363658
Опубликовано: 23.06.1993
МПК: B23K 31/02, B23K 37/04
Метки: сборки, сварку, труб, центрирования
...жесткостью, то при прохождении через пазы 12 и 13 оц не может сохранить свое строго вертикальноеположение и отклоняется на некоторыйугол р, под которым и действует сила Г,расклалываясь на составляющие силы Гькоторая прижимает трубу 15 к призме 5,и Рр, которая перемещает заготовки трубы 15вдоль ее продольной оси в направлениидруг к друу. После окончания процессастыковки и центрирования заготовок трубы45 15 стык контролируют с помощью шаблонов, а затем на нее устанавливают сварочный автомат (на чертеже не показан)и начинают процесс сварки,Оптимальный угол а наклона пазов 12и 13 относительно штацг определен экспериментально, для чего с помощью данного устройства стыковали трубы диаметром 100 мм. При этом использовали гибкий бесконечный...
Устройство для сборки и центрирования труб под сварку

Номер патента: 1215252
Опубликовано: 30.06.1993
Авторы: Белоусов, Гроссман, Полосков
МПК: B23K 31/02
Метки: сборки, сварку, труб, центрирования
...винта 6 на осях качания 9закренлецы тяги 10, которые пропущенычерез опорную плиту 2.в основную призму 1,с которой связаны по резьбе через гайку 11.Гайка 11 имеет возможность поперечного пе.рсмещецця относительно основной призмы 1 ,Поюижцье прцзмы 12 размещены внутри ос.цовцой призмы 1 параллельно ее граням 13и 14 и связаны с ней и тягамн 1 О черезшаровые опоры, две иэ которых 15 и 16закреплены ца концах тяг 10, а две другие17 и 18 ца противоположных гранях 19подвижных призм 12. Шировыс опоры 17 и 4518 расположены на одинаковом расстоянииот продольной оси основной призмы, причемлиции 1 - 1 и 11 - 11, проходящие через центры каждой пары шаровых опор 15, 17 и 16,18, перпендикулярны продольной оси основ.50цой призмы 1 и стыкуемых труб...
Внутренний центратор для сборки труб под сварку

Номер патента: 1455511
Опубликовано: 30.06.1993
МПК: B23K 31/02
Метки: внутренний, сборки, сварку, труб, центратор
...трубы 41- ь 2 устанавливаются разъемные корпуса ,2, разъемные части которых соединя" ют между собой с помощью болтон 3. Затем устанавливаются направляющие фланцы 17,18 соответственно нв каждой из труб 41, 42 и болтами 15,16 по периферии крепятся к каждому иэ соответствующих корпусов 12 до при 11жатия упорных поверхностей 9,20 к торцам труб 41,42 предварительно обработанных. После этого н прорези 25 - 27, выполненные н направляющих фланцах 7,8, пропускают элементы 28-30 конусов 23,24. Далее через реэьбовое отверстие в каждом из направляющих фланцев 17,18 н через отверстия н бобьппквх 33,34 пропускают болты 38,39 и Фиксируют, а следовательно, центрируют каждую из труб 41,42, Это позволяет не только осуществлять центрирование труб по...
Устройство для сварки кольцевых швов неповоротных стыков труб

Номер патента: 1225157
Опубликовано: 30.06.1993
МПК: B23K 31/02
Метки: кольцевых, неповоротных, сварки, стыков, труб, швов
...планшайбы 5стабильное и ровное, Кроме того,упругая проволока 6 служит направляющей при заходе и выходе иззацепления планшайбы 5 ведущимишестернями 2 в момент прохода стенок ее выреза через С-образный вырез в корпусе 1,. что исключает удары, а следовательно, и скачки поскорости при вращении планшайбы 5на корпусе 1,Устройство для сварки кольцевых швов неповоротных стыков труб содержит (фиг, 1) корпус 1 с С-образным вырезом, на котором закреплены двеЭО шестерни 2, приводимые в движение приводом 3,Ведущие шестерни 2 входят в зацепление с зубчатым венцом 4, выполненным по периферии планшай" бы 5, которая также имеет С-образный 35 вырез и перемещается по направляющим (не показаны), закрепленным в корпусе 1, Механизм компенсации люфта...
Устройство для присоединения проволочных выводов

Номер патента: 1302568
Опубликовано: 30.06.1993
МПК: B23K 31/02
Метки: выводов, присоединения, проволочных
...вывод 4 зафиксирован между входом капиллярного отверстия 2 инструмента и ножом 3, После установки инструмента на контактную площадку корпуса 5 вывод расфиксируют путем перемещения приводного ножа на апре" деленную величину вдаль айоскости стержня 1 по направлению к выводу и производят сварку. Затем поднимают инструмент вместе с выводом и устанавливают над контактной площадкой кристалла 6 и производят сварку. После этого стержень 1 вместе с выводом переводят на противоположную контактную площадку корпуса 5 и производятсварку. Затем одновременным подъемомстержня 1 на высоту, равную длинеего рабочей площадки 7 и ножа 3 доперекрывания входа капцллярного отверстия 2, обеспечивают зажим выводаи отводом инструмента проиэводят обрыв вывода...
Способ сборки под сварку конструкции из трубчатых элементов и устройство для его осуществления

Номер патента: 1828795
Опубликовано: 23.07.1993
Авторы: Воеводский, Иванов, Кокшаров, Султанов, Ширинов
МПК: B23K 31/02, F16L 55/18
Метки: конструкции, сборки, сварку, трубчатых, элементов
...внутренние центраторы 8 и центрируют их по внутреннему диаметру элементов 2. Затем заводят струну в обе линии 35 обоих устройств подрезки и обработки торцев, Производят натяжение струны, вторые мишени висят свободно на струнах в местах их выхода из устройств подрезки.Путем регулирования центрирующих 40 элементов неподвижных хомутов производят центрирование .по натянутой струне свободных концов устройства для подрезки горцев. П роизводят обрезку торцев элементов 2 конструкции в плоскостях, перпенди кулярных натянутой струне, для чего на лимбе устанавливают угол резака, равный половине угла разделки свариваемых кромок.После демонтажа устройств подреэки и 50 обработки торцев производят зачистку сварочных кромок машинкой. Выполняют замер...