Способ сборки под сварку конструкции из трубчатых элементов и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1828795
Авторы: Воеводский, Иванов, Кокшаров, Султанов, Ширинов

Текст
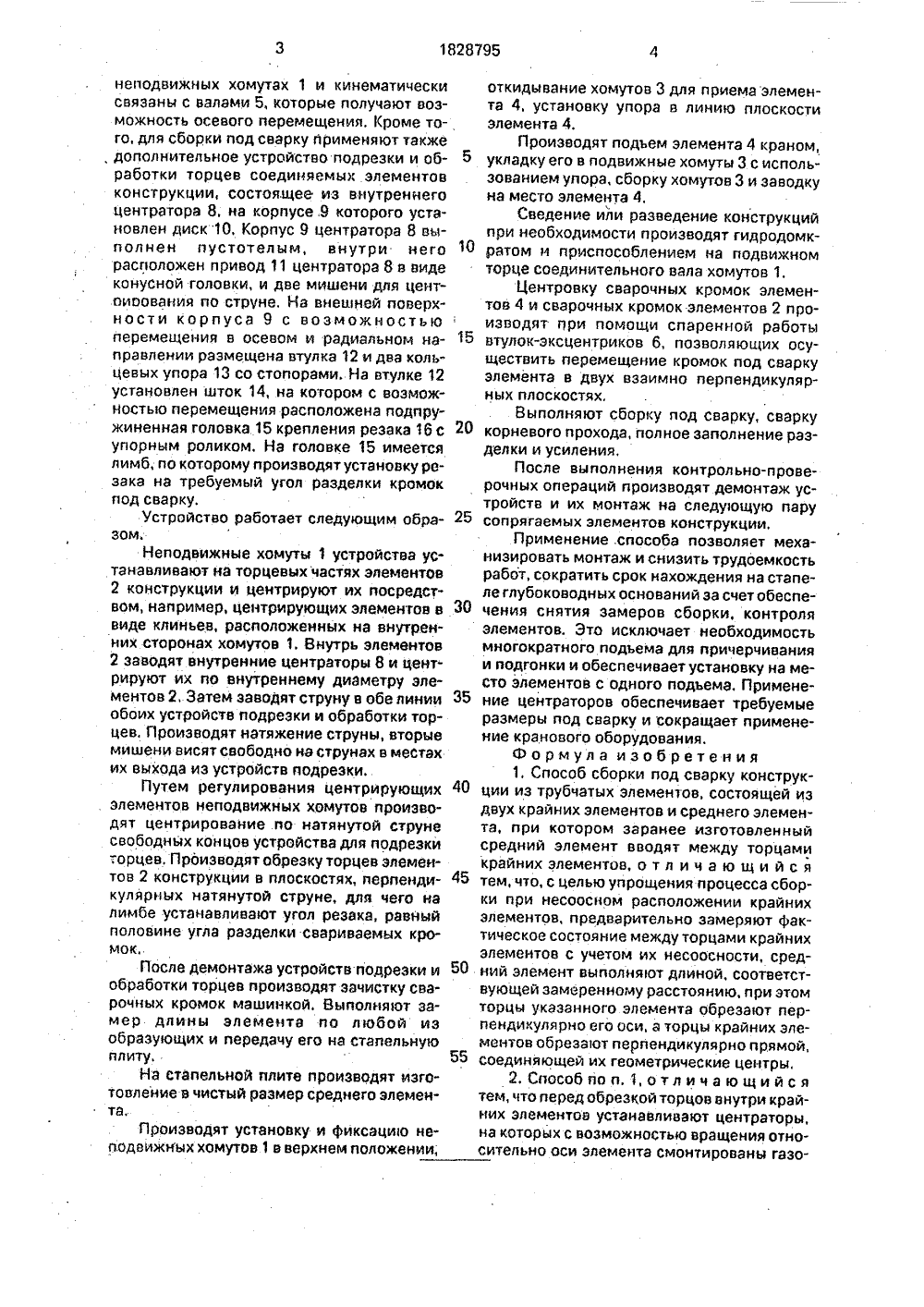
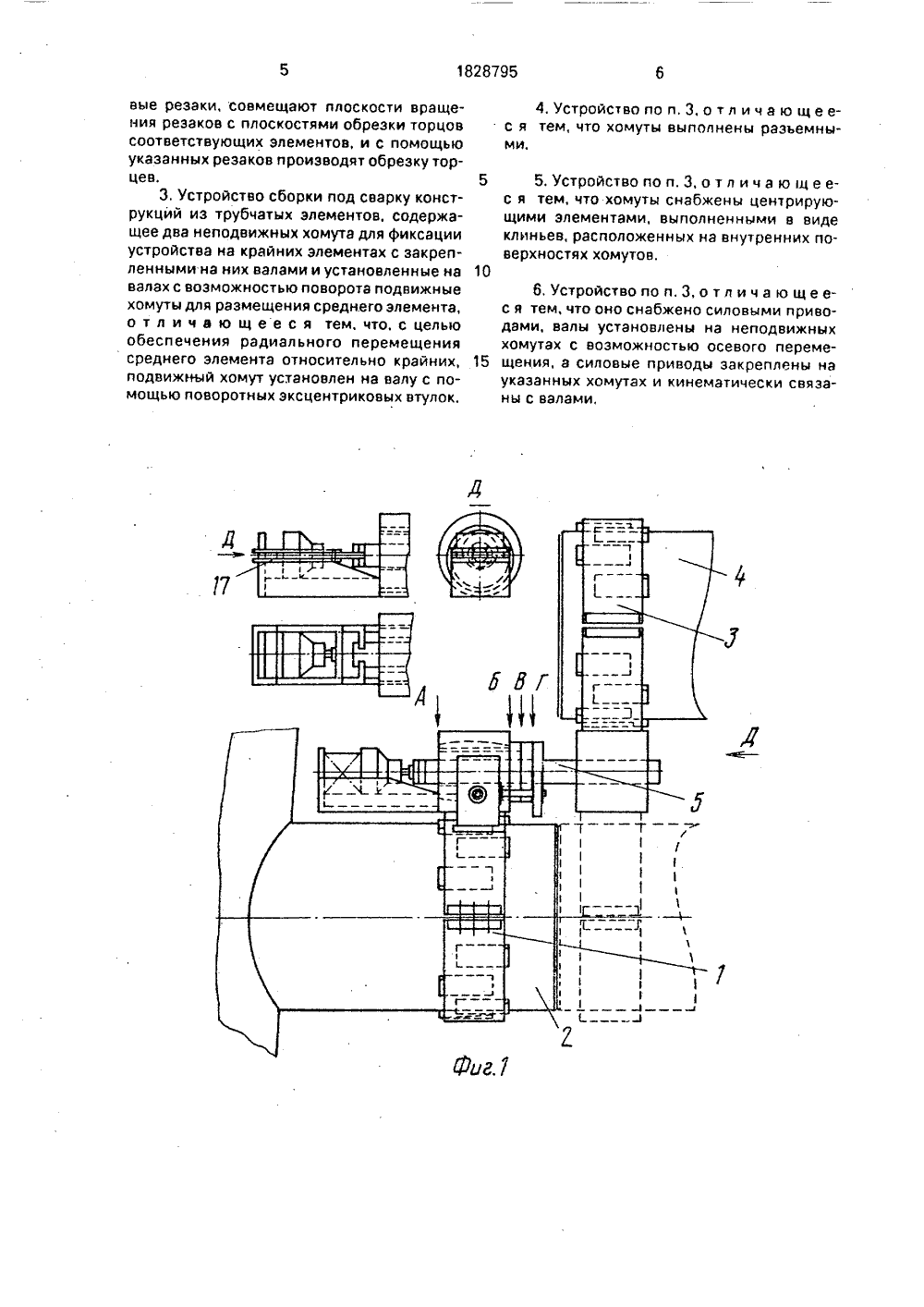
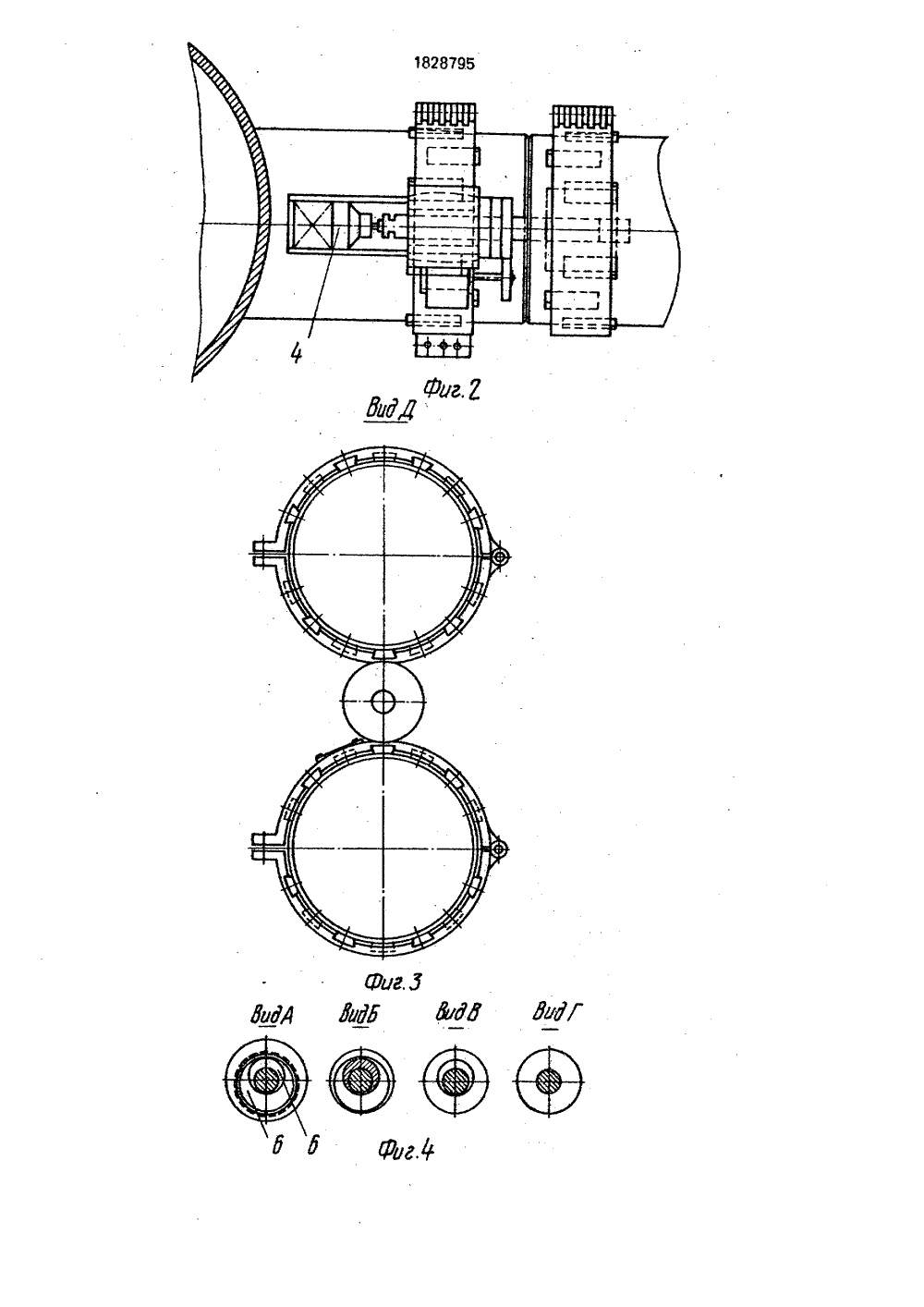
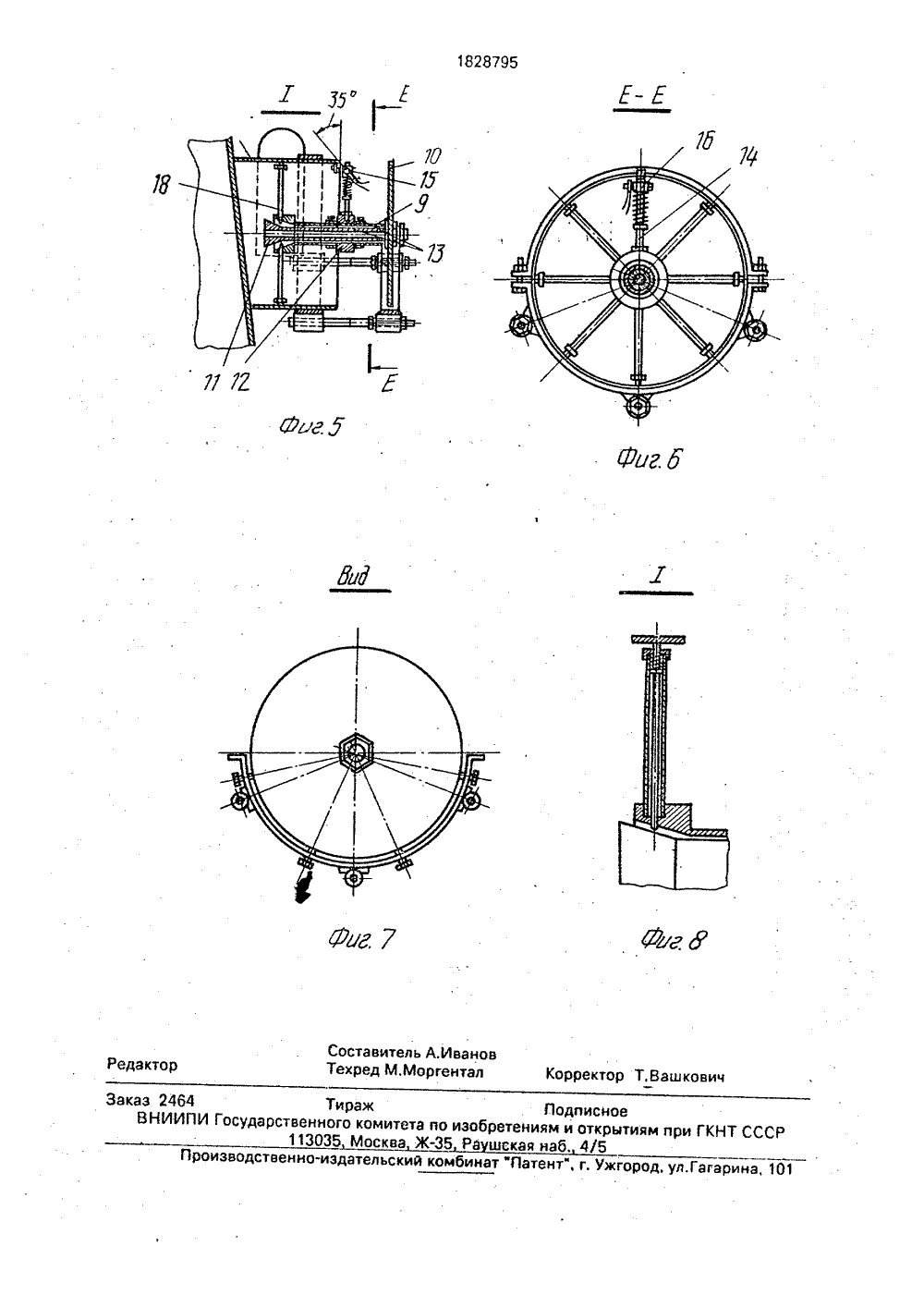
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 182879 5)5 В 23 К 31/02, Е 16 1 ГОСУДАРСТВЕННОВЕДОМСТВО ССГОСПАТЕНТ СС АТЕНТНО Ю"Оар, ,г(54) СПОСО СТРУКЦИЙ И УСТРОЙ НИЯ (57) Исполь начено для профильны мышленнос раслях на изобретениосу ществля бретение преднаэ аллоконструкций изв нефтяной проениии других отяйства, Сущность сборки под сварку и обработку торцев эование: из монтажа ме х элементо ти, судостр родного хо я; в процесс ют подреэку 6 - р иг(71) Центральный научно-исследовательский институт технологии судостроения (72) А.Ф.Иванов, А.С.Воеводский, А.И.Кокшаров, Ф.Н.Султанов и Т.Ш,Ширинов (56) Авторское свидетельство СССР В 1186439, кл, В 23 К 31/06, 1983.2. Авторское свидетельство СССР М 1566163, кл, Г 16 1 55/18, 1988.Б СБОРКИ ПОД СВАРКУ КОНИ 3 ТРУБЧАТЫХ ЭЛЕМЕНТОВСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕИзобретение относится к монтажу металлоконструкций и может быть использовано при строительстве глубоководных свайных оснований в нефтедобывающей промышленности, судостроении и других отраслях народного хозяйства,Целью изобретения является упрощение процесса сборки при несоосном расположении крайних элементов.На фиг. 1 представлен общий вид устройства для сборки; на фиг, 2 - то же, вид сверху; на фиг. 3 - вид Д на фиг. 1; на фиг. 3 "сечение А,Б.В,Г фиг. 1, соответственно; на фиг, 5- вид устройства для подрезки торцов сопрягаемых с элементом патрубков в двух взаимно-параллельных плоскостях относительно оси системы патрубки-элемент, Для этого элемент устанавливают в откидные бугели и заводят на место. Сведение или разведение сопрягаемых конструкций осуществляют с использованием подгоняемого элемента в качестве силового звена. Одним гидродомкратом обеспечивают два движения сведения или разведения, центровку сварочных кромок элемента к сварочным кромкам патрубков в двух взаимно-перпендикулярных плоскостях за счет работы двух спаренных втулок-эксцентриков на соединительном валу бугелей, Использование способа и приспособлений позволяет сократить занятость грузоподьемных средств, трудоемкость сборочно-сварочных и монтажных работ, а также з повысить пропускную способность стапелей и качество сварных стыковых соединений в металлоконструкциях. 2 с.п. и 4 з.п. ф-лы, 8 ил.щ кромок; на фиг, азрефиг.7 - вид Р наф,5; наф у фиг. 5.Устройство для сборки под сварку конструкций из трубчатых элементов состоит из двух неподвижных хомутов 3 для размещения среднего элемента 4, На неподвижных хомутах 1 закреплены валы 5, на которых с возможностью поворота с помощью поворотных эксцентриковых втулок 6 установлены подвижные хомуты 3. Хомуты 1 и 3 выполнены раэьемными. Устройство так же имеет силовые приводы, например, в виде гидродомкратов, которые закреплены нзнеподвижных хомутах 1 и кинематически связаны с валами 5 которые получают возможность осевого перемещения, Кроме того, для сборки под сварку применяют также . дополнительное устройство подрезки и об работки торцев соединяемых элементов конструкции, состоящее из внутреннего центратора 8, на корпусе.9 которого установлен диск 10, Корпус 9 центратора 8 выполнен пустотелым, внутри него расположен привод 11 центратора 8 в виде конусной головки, и две мишени для центоиоования по струне. На внешней поверхности корпуса 9 с возможностью перемещения в осевом и радиальном на правлении размещена втулка 12 и два кольцевых упора 13 со стопорами. На втулке 12 установлен шток 14, на котором с возможностью перемещения расположена подпружиненная головка 15 крепления резака 16 с 20 упорным роликом. На головке 15 имеется лимб, по которому производят установку резака на требуемый угол разделки кромок под сварку.Устройство работает следующим обра зом,Неподвижные хомуты 1 устройства устанавливают на торцевых частях элементов 2 конструкции и центрируют их посредством, например, центрирующих элементов в 30 виде клиньев, расположенных на внутренних сторонах хомутов 1. Внутрь элементов 2 заводят внутренние центраторы 8 и центрируют их по внутреннему диаметру элементов 2. Затем заводят струну в обе линии 35 обоих устройств подрезки и обработки торцев, Производят натяжение струны, вторые мишени висят свободно на струнах в местах их выхода из устройств подрезки.Путем регулирования центрирующих 40 элементов неподвижных хомутов производят центрирование .по натянутой струне свободных концов устройства для подрезки горцев. П роизводят обрезку торцев элементов 2 конструкции в плоскостях, перпенди кулярных натянутой струне, для чего на лимбе устанавливают угол резака, равный половине угла разделки свариваемых кромок.После демонтажа устройств подреэки и 50 обработки торцев производят зачистку сварочных кромок машинкой. Выполняют замер длины элемента по любой из образующих и передачу его на стапельную плиту, 55На стапельной плите произвОдят изготовление в чистый размер среднего элемента.Производят установку и Фиксацию неподвижных хомутов 1 в верхнем положении; откидывание хомутов 3 для приема элемента 4, установку упора в линию плоскости элемента 4.Производят подъем элемента 4 краном, укладку его в подвижные хомуты 3 с использованием упора, сборку хомутов 3 и заводку на место элемента 4.Сведение или разведение конструкций при необходимости производят гидродомкратом и приспособлением на подвижном торце соединительного вала хомутов 1.Центровку сварочных кромок элементов 4 и сварочных кромок элементов 2 производят при помощи спаренной работь 1 втулок-эксцентриков 6, позволяющих осуществить перемещение кромок под сварку элемента в двух взаимно перпендикулярных плоскостях,Выполняют сборку под сварку, сварку корневого прохода, полное заполнение разделки и усиления,После выполнения контрольно-проверочных операций производят демонтаж устройств и их монтаж на следующую пару сопрягаемых элементов конструкции,Применение .способа позволяет механизировать монтаж и снизить трудоемкость работ, сократить срок нахождения на стапеле глубоководных оснований эа счет обеспечения снятия замеров сборки, контроля элементов. Зто исключает необходимость многократного подъема для причерчивания и подгонки и обеспечивает установку на место элементов с одного подъема, Применение центраторов обеспечивает требуемые размеры под сварку и сокращает применение кранового оборудования,Формул а изобретения 1, Способ сборки под сварку конструкции из трубчатых элементов, состоящей из двух крайних элементов и среднего элемента, при котором заранее изготовленный средний элемент вводят между торцами крайних элементов, о т л и ч а ю щ и й с я тем, что, с целью упрощения процесса сборки при несоосном расположении крайних элементов, предварительно замеряют фактическое состояние между торцами крайних элементов с учетом их несоосности, средний элемент выполняют длиной, соответствующей замеренному расстоянию, при этом торцы указанного элемента обрезают перпендикулярно его оси, а торцы крайних элементов обрезают перпендикулярно прямой, соединяющей их геометрические центры,2. Способ по и. 1, о т л и ч а ю щ и й с я тем, что перед обрезкой торцов внутри крайних элементоа устанавливают центраторы, на которых с возможностью вращения относительно оси элемента смонтированы газо 1828795вые резаки, совмещают плоскости вращения резаков с плоскостями обрезки торцов соответствующих элементов, и с помощью указанных резаков производят обрезку торцев.3. Устройство сборки под сварку конструкций из трубчатых элементов, содержащее два неподвижных хомута для фиксации устройства на крайних элементах с закрепленными на них валами и установленные на валах с возможностью поворота подвижные хомуты для размещения среднего элемента, о т л и ч а ю щ е е с я тем. что. с целью обеспечения радиального перемещения среднего элемента относительно крайних, подвижный хомут установлен на валу с помощью поворотных эксцентриковых втулок. 4. Устройство по и, 3, о т л и ч а ю щ е ес я тем, что хомуты выполнены разъемными,5 5,Устройство поп.З,отл ича ющеес я тем, что хомуты снабжены центрирующими элементами, выполненными в виде клиньев, расположенных на внутренних поверхностях хомутов.106, Устройство по и, 3, о т л и ч а ю щ е ес я тем, что оно снабжено силовыми приводами, валы установлены на неподвижных хомутах с возможностью осевого переме щения, а силовые приводы закреплены науказанных хомутах и кинематически связаны с валами,1828795 Составитель А.Иван Техред М,Моргентал ектор ТЯашков актор Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Заказ 2464 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035 Москва ЖРа щская наб. 4/5
СмотретьЗаявка
4856590, 31.05.1990
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТЕХНОЛОГИИ СУДОСТРОЕНИЯ
ИВАНОВ АЛЕКСАНДР ФИЛИППОВИЧ, ВОЕВОДСКИЙ АЛЕКСАНДР СТАНИСЛАВОВИЧ, КОКШАРОВ АНАТОЛИЙ ИВАНОВИЧ, СУЛТАНОВ ФАИК НЕФТАЛИЕВИЧ, ШИРИНОВ ТОФИК ШИРИНОВИЧ
МПК / Метки
МПК: B23K 31/02, F16L 55/18
Метки: конструкции, сборки, сварку, трубчатых, элементов
Опубликовано: 23.07.1993
Код ссылки
<a href="https://patents.su/5-1828795-sposob-sborki-pod-svarku-konstrukcii-iz-trubchatykh-ehlementov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ сборки под сварку конструкции из трубчатых элементов и устройство для его осуществления</a>
Устройство для совмещения кромок стыкуемых элементов под сварку

Номер патента: 935243
Опубликовано: 15.06.1982
Автор: Головко
МПК: B23K 37/04
Метки: кромок, сварку, совмещения, стыкуемых, элементов
...концах штанги 2 установленыс возможностью перемещения относи-,.1 ально опорной стойки 1 нажимныеэлемента 4 и 5,.выполненные, в виде авинтовых пар, Причем оси нажимныхэлементов расположены. параллельнооси опорной стойки 1. Перемещениенажимных элементов 4 и 5 может бытьосуществлено путем различного вы Еполнения конструкции штанги 2. Наконцах штанги могут быть выполненырасположенные вдоль ее плеч направляющие пазы 6, в которых с возможностью перемещения установлены нажимные элементы 4 и 5.На штанге 2 могут быть выполненынаправляющие пазы 7 в центральнойее части, посредством которых штанга установлена на опорной стойке1. Посредством направляющих пазов 7штанга 2 может перемещаться относительно стойки 1, одновременно перемещая нажимные...
Линия для сборки покрышек пневматических шин радиальной конструкции

Номер патента: 786172
Опубликовано: 15.11.1991
Авторы: Кармацкий, Киверштейн, Колоколов, Пиновский, Хомяков
МПК: B29D 30/20, B29D 30/26
Метки: конструкции, линия, пневматических, покрышек, радиальной, сборки, шин
...браслета, Транспортная система смонтирована выше уровня пола и обеспечивает, как шаговое перемещение всех барабанов, так и их независимое перемещение(непрерывное или прерывное). Устройства 6 для наложения на барабаны 1 соответствующих деталей собираемых браслетов. Устройства 6 установлены вдоль направления перемещения барабанов 1 в последовательности, определяемой порядком наложения деталей браслета, Транспортная система 4 выполнена замкнутой, обеспечивающей кругооборот, барабанов 1,Участок для сборки брекерно-протек- торных браслетов 11 также содержит сборочные барабаны 7, смонтированные на подвесках 8 консольно, Подвески 8 установлены с возможностью поворота вокруг вертикальной оси на транспортных тележках 9. Транспортные...
Способ сборки продольных кромок обечайки под сварку

Номер патента: 1742017
Опубликовано: 23.06.1992
МПК: B23K 37/04
Метки: кромок, обечайки, продольных, сборки, сварку
...1представляет собой как бы виток пружины,выполненной из полосы, у которой ширинамногократно превышает толщину и, еслиразводить продольные кромки данной пружины с одного ее торца, то противоположный торец пружины будет реагировать на это перемещение с запаздыванием, величина которого зависит от упругих свойств пружины (обечайки 1),После разведения продольных кромок 4 и 5 их зажимают прижимами 11 и 12, установленными на балках 2 и 3, затем упоры 8 и 9 выводят из зазора между продольными кромками 4 и 5 и, перемещая балки 2 и 3 по направлению одна к другой, сводят продольные кромки 4 и 5 обечайки 1 между собой с гарантированным сварочным зазором (при необходимости).П р и м е р, Берут обечайку из стали 4 диаметром 1 м, длиной 1 м, толщиной...
Нагревательный элемент для сварки пакетов из термопластичных материалов

Номер патента: 905143
Опубликовано: 15.02.1982
Авторы: Готвиг, Фрезоргер, Щербаков
МПК: B65B 51/10
Метки: нагревательный, пакетов, сварки, термопластичных, элемент
...длина планки 2 больше, чем длина планки 3, расположенной ближе к линии 4 разреза, по которой происходит отделение друг от друга пакетов 5. В связи с тем, что планка 2 длиннее, чем планка 3, 20 электрическое сопротивление планки 2 больше и она нагревается меньше, чем планка 3.Нагревательный элемент работает следуюшим образом.905143 формула изобретения Составитель Л. Соловьев Техред А. Бойкас Корректор М. Демчик Тираж 705 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д, 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор М. КелемешЗаказ 265/31 Г 1 ри оптимальных режимах сварки и оптимальных параметрах упаковочного материала хорошее качество имеют швы от...
Устройство для сборки обечаек под контактную роликовую сварку

Номер патента: 1388242
Опубликовано: 15.04.1988
Авторы: Высоцкий, Кононец, Макаров, Ющенко
МПК: B23K 11/06, B23K 37/04
Метки: контактную, обечаек, роликовую, сборки, сварку
...1 схематическИ изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг, 3 - вид А на фиг. 1.Устройство для сборки обечаек.состоит из рамы 1, смонтированной на роликах 2, перемещающихся по направляющим 3. На раме 1 установлена на трех опорах .4-6 опорная балка 7, к которой крепится токопроводящая формирующая подкладка 8 и фиксирующие элементы 9, а на концах ее установлены нахлесточные механизмы 10. Опоры 4 и 6 выполнены с возможностью поворота вокруг оси 11 в вертикальной плоскости, проходящей через продольную ось опорной балки, а опора 6, кроме того, имеет возможность с помощью винтовой пары регулироваться по высоте. В средней части рамы 1 смонтированы с возможностью регулировки ролики 12, являющиеся нижней...
Предыдущий патент: Устройство для сварки и наплавки
Следующий патент: Флюс для пайки металлических конструкций
Случайный патент: Формующий орган ленточного пресса для многопустотных керамических изделий