B21J — Ковка; штамповка; прессование; клепка; кузнечные горны
Способ получения изделий с отверстием

Номер патента: 1761366
Опубликовано: 15.09.1992
Авторы: Власкина, Каковин, Карпов
Метки: отверстием
...которых оно эффективно действует.Пределы по данному соотношению устанавливает коэффициент К, который равен(0,96-1,18). Запредельные значениякоэффициента, по которым определяютвеличину заполнения отверстия, необеспечивает эффективности процессана стадии окончательной штамповки,Значение К=096 соответствует заполнению отверстия на стадии окончательной штамповки на 983, а значениеК=1,18 обеспечивает заполнение отверстия на 793.1Значение, коэффициентов К=(0,961,18) выведено эмпирически и подтверждено экспериментально.В процессе окончательной штамповки отверстие в изделии не должно пол"ностью заполняться штампуемым металлом, так как при доШтамповке резковозрастает удельное усилие.При коэффициенте К0,96 в процессе окончательной штамповки...
Устройство для штамповки стержневых изделий с развитым в плане фланцем

Номер патента: 1761367
Опубликовано: 15.09.1992
Авторы: Гильманов, Гордий, Корякин, Сурков, Чистяков
МПК: B21J 13/02
Метки: плане, развитым, стержневых, фланцем, штамповки
...Ь, определяемой из зависимости Ь) Ь эпЯ-Е едр, где Ь - высота ка.навки матрицы; Я - угол наклона образующей конуса к его основанию 1 Е - величина зазора между матрицей и выталкивателем. Величина угла на" клона обраэуоцей конуса к его основа" нию /3 определяется экспериментально 25 и составляет 20-40 в зависимости от предела текучести металла.Опробование способа проводили на прессе с качающимся пуансоном (сферодвижная штамповка). Заготовку из 30 стали 12 Х 18 Н 10 Т диаметром 30 мм и длиной б 8 мм предварительно осаживали до диаметра 50 мм. Заготовку устанавливали в матрицу, в которой вы" полнена радиальная канавка овальной Формы.Канавка выполнялась глубиной 0,4 мм (равной ЕЕ, где Е=0,2) и шириной - 1,5 мм. На торце выталкивателя...
Цилиндрическая плита для осадки

Номер патента: 1761368
Опубликовано: 15.09.1992
Авторы: Анохин, Белова, Боголепов, Быков, Гасанов, Звонарев, Колпишон, Онищенко, Селиверстова
МПК: B21J 13/02
Метки: осадки, плита, цилиндрическая
...пресса. Затем на верхнийторец заготовки накладывают плитуфиг. 1 и осуществляют осадку частейзаготовки в местах расположения. выступов. Затем пресс останавливают,поднимают верхнюю траверсу и произ"водят подьем и поворот плиты до перекрытия ее выступами 2 выступов,образовавшихся на верхнем торце заготовки. После чего осуществляют второй ход пресса и осаживают два дру"гих участка заготовки. 25Последовательным чередованием таких операций осуществляют осадку доокончательных размеров поковки,В случае плиты с наклонными поверхностями выступов окончательноевыравнивание торцов осуществляют плос"кой осадоцной плитой.Выполнение осадочной плиты с двумясимметричными секторными выступами с центральным углом при верши"оне каждого в интервалах...
Штамп для радиальной калибровки изделий с периодическим профилем

Номер патента: 1761369
Опубликовано: 15.09.1992
Авторы: Добровольский, Киселев, Смиллер, Тюрин, Харченко
МПК: B21J 13/02
Метки: калибровки, периодическим, профилем, радиальной, штамп
...а планка 29 под действием пружины 36 выдвинута из полости нижнейплиты и Фиксирующими поверхностями30 (см. Фиг, 2 и 7) прижата к фиксирующим поверхностям 28 Фиксирующих 25 ручек 27, а тяга 12 не связана с фиксатором 15 (см. Фиг, 2 и 8 слева).Предварительно выполненные, например,горячей штамповкой, заготовки 46(см. Фиг 2) устанавливают в заход ные части матриц 19 (штамп изготавливали четырехпозиционным и устанавливали две заготовки в диаметрально рас"положенные вдоль фиксированной ручки 27 матрицы 19). Во время рабочегохода пресса ползун вместе с верхнейплитой 1 двигается вниз. При этомустановленные в верхней плите 1 центрирующие втулки 9 и бандажные кольца3 взаимодействуют с секционными кольщ 0 цами 21, сдвигая последние,...
Устройство для подъема и выдвижения подштамповой плиты штамповочного молота

Номер патента: 1761370
Опубликовано: 15.09.1992
Авторы: Зайцев, Мацнев, Родионов, Чукардин
МПК: B21J 13/02, B30B 15/02
Метки: выдвижения, молота, плиты, подштамповой, подъема, штамповочного
...подштамповой плиты 8. К подштамповой плите 8 на противоположном торце крепления опор каче" ния б, 7 закреплены стойки 9, 10 с опорами 11, 12 качения. Последние контактируют с направляющими балками 13, 14, Одни концы балок шарнирно связаны с шаботом 1 молота, а другие концы их шарнирно связаны с подставкой 15, закрепленной на фундаменте. Для лучшего направления подштамповой плиты 8 относительно шабота 1 молота, опоры качения 7 и 12 снабжены кольцевыми выступами, а направляющие 5 и 14 снабжены впадинами (не показаны). В концах направляющих балок 13, 14 в местах шарнирного соединения с подставкой 15, выполнены горизонтальные пазы 16, 17, а в верхней части указанные концы имеет упоры 18, 19. Механизм подъема содержит цилиндры 20, 21,...
Штамп для получения цилиндрических деталей с канавками на наружной поверхности

Номер патента: 1761371
Опубликовано: 15.09.1992
МПК: B21J 13/02
Метки: канавками, наружной, поверхности, цилиндрических, штамп
....взаимодействия с роликами одним участ.ком своей рабочей поверхности в плоскости, перпендикулярной укаэанной 15оси симметрию,На фиг. 1 представлено поперечноесечение штампа, слева от осевой линии положение штампа в начальный момент рабочего хода, справа - положе- рние в конце рабочего хода; на фиг.2вид штампа в открытом положении.Штамп содержит на нижней плитематрицу 1 с кольцевой ограничительнойканавкой 2, установленные в пазах 35матрицы с возможностью радиальногоперемещения секторы 3 с формообразуоцими элементами в виде роликов Ь,ограничители перемещения 5 секторовв пазах матрицы, смонтированный на на-ЗОправлякщей колонке 6 с возможностьюрегулирования постоянного рабочегоположения в вертикальном направленииподпружиненный копир 7,...
Устройство для фиксации стола

Номер патента: 1761372
Опубликовано: 15.09.1992
Автор: Шильман
МПК: B21J 13/08, B30B 15/00
...плунжером 2 максимального рабочего хода, опорная проставка 5 не выходила за его пределы. По периметру опоркой проставки 5 выполнены сквозные отверстия "В", позволяющие рабочей жидкости беспрепятственно заполнять внутреннюю полость плунжера и воздействовать на его дно.На проушинах опорной проставки 5 шарнирно закреплены качающиеся рычаги 8, соединенные между собой пальцем 9 С помощью последнего, через сквоз" ное отверстие в проставке 5, эти рычаги соединены через шток 10 с поршневым дополнительным цилиндром 11 двойного действия. Шток 10 проходит через направлякщую втулку, запрессованную соосно в дно цилиндра 7, пред" назначенную для разгрузки соответствующего уплотнения от боковых усилий, а для предотвращения вращения штока, на его...
Устройство для соединения клепкой металлических листов

Номер патента: 1761373
Опубликовано: 15.09.1992
Авторы: Давыдов, Кондаурова, Павлов, Потапов, Тихонов, Финагин
МПК: B21J 15/10
Метки: клепкой, листов, металлических, соединения
...роликами, подпружиненной матрицы, установленной соосно с пуансоном и размещенного внутри матрицы внутреннего подвикного пуансона, установленного с возможностью взаимодействия с внутренними полостями роликов,Такое конструктивное выполнение устройства для соединения клепкой металлических листов, позволяет улучшить качество соединения за счет того, что инструмент расположенв корпусе. являющимся элементом цепей, и имеет возможность перемещения вместе с соединяемыми листами. Это позволяет синхронизировать процесс склепывания и исключает необходимость в надрезах и смятии листов в зоне склеивания,Такое конструктивное выполнение позволяет соединять клепкой несплошные листы между собой, что расширяет его технологические возможности.На фиг.1....
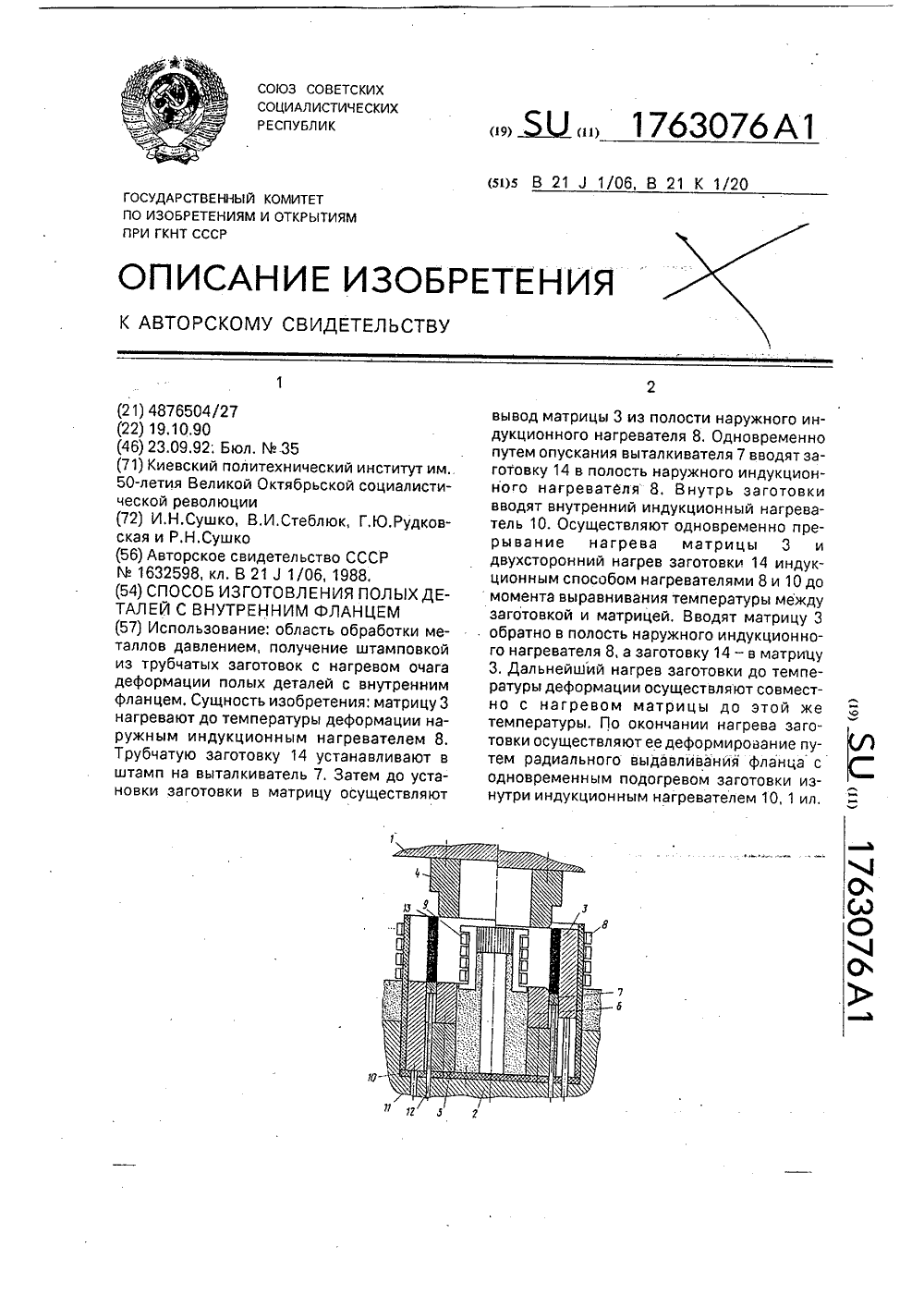
Способ изготовления полых деталей с внутренним фланцем
Номер патента: 1763076
Опубликовано: 23.09.1992
Авторы: Рудковская, Стеблюк, Сушко
Метки: внутренним, полых, фланцем
...заготовки в матрицу, двухсторонний нагрев заготовки до температуры деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от внутреннего индуктора и выдержки в контакте ее наружной поверхности с поврхностью матрицы, предварительно до установки заготовки в матрицу осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей с одновременным отключением нагрева матрицы до момента выравнивания температур заготовки и матрицы, а последующий нагрев заготовки до температуры деформации и матрицы ведут совместно.Штамп для осуществления способа содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, матрицу 3, закрепленные на соответствующих плитах верхний 4 и установленный на...
Матрица для выдавливания

Номер патента: 1763077
Опубликовано: 23.09.1992
Авторы: Гезь, Гельман, Евстратов, Кузьменко, Торяник, Шапа
МПК: B21J 13/02
Метки: выдавливания, матрица
...формирующую вставку 1, состоящую из двух частей по форме усеченных конусов соответственно верхнего 2 и нижнего 3, обращенных одна к другой большими основаниями и конткатирующих свими торцами. Кроме того, матрица снабжена сборным разрезным бандажом, состоящим из промежуточного разъемного бандажа 4 и наружного разрезного бандажа 5. В свою очередь, промежуточный разъемный бандаж 4 состоит из двух частей - верхней и нижней, а наружный разрезной бандаж 5 выполнен из секторов, к примеру трех, Внешняя коническая поверхность 6 наружного разрезного бандажа 5 сопряжена с ответной конической внутренней поверхностью обоймы 7. Внутренняя поверхность наружного разрезного бандажа 5 выполнена цилиндрической с двумя кольцевыми выступами 8,...
Способ изготовления изделий горячей обработкой давлением

Номер патента: 1764753
Опубликовано: 30.09.1992
Авторы: Гуляев, Осколков, Поксеваткин
МПК: B21J 3/00
Метки: горячей, давлением, обработкой
...снижепроцесса, улучшения повышение качеа счет улучшениякрытия и равномерла,тем, что по способу,исходной заготовкией обработки, нанесеки в виде водной сусботку давлением, придо температуры горяку подвергают нагре 0400 С, после чегоние смазки,яется следующим обготовки из стали наре до температуры1764753 Составитель Ю,ГуляевТехред М,Моргентал Корректор Н,Тупица Редактор М,Егорова Заказ 3332 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 350400 С, передают на позиции смазки, наносят методом распыления графитоводяную смазку, дают на позицию нагрева, нагревают заготовку до...
Заготовка для горячей газовой экструзии

Номер патента: 1764754
Опубликовано: 30.09.1992
Авторы: Бербенцев, Дерюгин, Коротков, Секисов
МПК: B21J 5/04
Метки: газовой, горячей, заготовка, экструзии
...н и е, бо - диаметр отверстия уплотнительной втулки; б, - наружный диаметр уплотнительной втулки. При Верхний предел диаметра отверстия втулкИ равный 0,9 наружного диаметра обуслбвлен тем, что при увеличении отношения диаметра отверстия к диаметру втулки уменьшается толщина стенки втулки и надежное уплотнение в зоне заготовка- втулка-матрица становится трудноосуществимым.Втулка изготавливается из пластичного материала, имеющего прочность, равную (0.,9 - 1,1) прочности материала заготовки при температуре начала экструзии. Нижний предел прочности материала втулки,при температуре начала экструзии равный 0,9 прочности материала заготовки при той же температуре, обусловлен тем, что при меньшей величине прочности деформация втулки произойдет...
Штамп для высадки

Номер патента: 1764755
Опубликовано: 30.09.1992
Авторы: Вознюк, Красовский, Митрофанский, Шостак
МПК: B21J 5/08
...с заплечиками ловителя, 5Недостатком указанного штампа является невозможность высадки деталей притрех и более переходах, а также низкая безопасность эксплуатации,Цель изобретения - расширение технологических возможностей за счет увеличения предельного числа позицийвысадки и повышения безопасности эксплуатации.Это достигается тем, что пуансонодержатель снабжен полостью с размещеннойв ней магнитореологической жидкостью,причем направляющие пуансонодержателя выполнены из ферромагнитного материала, 20На фиг,1 изображен штамп для высадкив начальном (исходном) положении; нафиг.2 - разрез А-А на фиг,1; на фиг.3 - разрез Б-Б на фиг,1; на фиг.4 - штамп в положении штамповки первого перехода; на 25фиг,5 - штамп в положении штамповки...
Штамп для высадки на вертикальном прессе

Номер патента: 1764756
Опубликовано: 30.09.1992
Авторы: Бронников, Лысков, Федоров
МПК: B21J 13/02
Метки: вертикальном, высадки, прессе, штамп
...подпружиненных бойков дает возможность фиксировать заготовку в любом месте, производить ее подштамповку и набор (высадку) металла в любом месте заготовки, в частности эксцентрично относительно центра, то есть расширить технологические возможности, что в свою очередь позволяет заменить процесс вальцовки, следовательно, снизить расход металла на поковку, исключить из состава оборудования ковочные вальцы, так какданный штамп может быть установлен в блок формообразующего оборудования.1764756 1 Ц 12 11 На чертеже изображен штамп для высадки на вертикальных прессах,Штамп состоит их верхней 1 и нижней 2 плит, подвижных вставок 3, 4, 5, 6, подпружиненных бойков 7, 8 с пружиной 9, направляющих 10, колонок 11, раскрывающего устройства,...
Способ получения горячедеформированных заготовок

Номер патента: 1019730
Опубликовано: 30.09.1992
Авторы: Вакулин, Годов, Захаров, Итин, Казаринов, Карасев, Коломейцев, Нисковских, Смирнов, Соловейчик, Сошников, Тарлинский, Хирджиев
МПК: B21J 1/04
Метки: горячедеформированных, заготовок
...расширение диапазона типоразмеров получаемых заготовок. 5Поставленная цель достигается тем, что в способе получения горячедеформированных заготовок из непрерывнолитого металла, вкотором отливают непрерывный слиток прямоугольного сечения, разделяют его на 10 мерные длины и деформируют в горячем состоянии, слиток отливают с соотношением ширины к толщине от 2,0 до 3,8, разделяют слиток на мерныедлины с отношением длины к толщине от 2,5 до 35,0, деформиру ют в замкнутой полости контейнера с касанием продольных ребер заготовки ее стенок, при этом деформйрование ведут до заполнения объема полости контейнера материалом заготовки. После деформирова-. 20 ния металл может быть выдавлен из полости контейнера через разъемную матрицу, диаметр...
Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления

Номер патента: 1766565
Опубликовано: 07.10.1992
Авторы: Рудковская, Сушко, Штакун
МПК: B21J 1/06
Метки: внутренним, заготовок, полых, трубчатых, фланцем
...упомянутого положения);С - расстояние от торцевой поверхности матрицы, установленной в положении, соответствующем началу деформирования, до магнитопровода внутреннего индукционного нагревателя. (Св, Сн - расстояния соответственно от верхней и нижней торцевых поверхностей матрицы до упомянутого магнитопровода);Пд, Бд - ширина паза и башмака магнитопровода внутреннего индукционного нагревателя;Таким образом:Ам=Аосв+ АоснАосв Сн+ Бд+ 0,1 Пд;АоснСв+ Бд+ 0,1 Пд;По окончании нагрева заготовки дотем пературы деформации осуществляют ее деформирование с одновременным подогревом изнутри нагревателем 8, Готовое изделие удаляют из штампа выталкивателем 9.П р и м е р. Производят штамповку кольцевой детали с внутренним фланцем из трубчатой заготовки...
Автоматическая роторно-конвейерная линия для штамповки изделий

Номер патента: 1766566
Опубликовано: 07.10.1992
Авторы: Бездольный, Борисов, Черешнев
МПК: B21J 5/08, B30B 11/12
Метки: автоматическая, линия, роторно-конвейерная, штамповки
...связанных карданными шарнирами 12.Инструментальный блок 8 состоит иэ корпуса 13, устанного в кольцах 11 конвейера 3; пуансона 14, расположенного в направляющей пуансона 15 корпуса 3; матричного блока 16, установленного в корпусе 13, выталкивателя 17, расположенного в направляющей выталкивателя 18, присоединенной к корпусу 13. Выталкиватель 18 снабжен пружиной 19, а пуансон - полиуретановой подушкой 20, пружиной 21 и ограничителем 22,Кроме того, пуансон 14 снабжен цилиндрической опорой 23, выталкиватель 17 снабжен цилиндрической опорой 24, а кольца 11 верхней и нижней ветвей 9 и 10 - соответственно цилиндрическими опорами 25 и 26,Роторы 4 и 5 блока штамповки 1, а также роторы 6 и 7 блока выталкивателя 2, расположены относительно...
Штамп для объемной штамповки поковок с переменным сечением

Номер патента: 1766567
Опубликовано: 07.10.1992
Авторы: Дьяков, Кожевников
МПК: B21J 13/02
Метки: объемной, переменным, поковок, сечением, штамп, штамповки
...меньшего сечения контура поковки и выходом в магазин,На фиг. 1 показано сечение А - А штампа на фиг, 2; на фиг, 2 - нижняя половина штампа в плане.Штамп для объемной штамповки поковок с вытянутой осью состоит из нижней 1 и верхней 2 половины и содержитокончательный ручей 3 с облойным мостиком 41 снабженным тормозными канавками 5 и магазином 6.Выполнение на облойном мостике тормозных канавок под углом более 45 приводит к повышенному расходу металла в облой и незаполнению формы поковки.Выполнение тормозных канавок под уг лом менее 20 приводит к образованию штамповочных трещин (зажимов) на поковке в переходной зоне К.Лучшие результаты по снижению расхода металла и обеспечению качества штампу емых поковок получены при веерном...
Подвижные части штамповочного молота

Номер патента: 1766568
Опубликовано: 07.10.1992
Авторы: Кирдеев, Новиков, Сосенко, Товпыга
МПК: B21J 13/06
Метки: молота, подвижные, части, штамповочного
...части подвергаются динамическому нагружению, При штамповке в окончательном ручье, а также при соприкосновении штампов, величина времени удара ту соизмерима с полупериодом пробега продольной волны напряжений в подвижных частях 0,5 Т п,ч например, для штамповочных молотов с м.п,ч. 5-25 т; туа 1 п,001 с; 0,5 Тп.ч, = 0,001 - 0,002 с. В этом случае изменение действующих напряжений в подвижных частях имеет волновой характер. Кроме того, соотношение продольных и поперечных размеров, геометрическая форма подвижных частей предопределяет наличие не только продольных, но поперечных и отраженных волн, а также зон концентрации напряжений,Волновое возмущение, вызванное ударом подвижных частей по заготовке, распространяется по бабе 1, штоку 2...
Ковочный манипулятор

Номер патента: 1766569
Опубликовано: 07.10.1992
Авторы: Блик, Боков, Друй, Карасюк, Коряков
МПК: B21J 13/10
Метки: ковочный, манипулятор
...и надежности манипулятора за счет снижения его подвижных масс.Поставленная цель достигается тем, что в ковочном манипуляторе, содержащем хобот с захватом, смонтированный на тележке, установленной с возможностью возвратно-поступательного перемещения посредством передних и задних. колес по рельсовому пути, и приводной механизм перемещения тележки, последний выполнен в виде балки с цапфами на концах, установленной соосно передним колесам, и силового цилиндра, корпус которого смонтирован стационарно в проеме рельсового пути по оси манипулятора, а шток - шарнирно соединен с балкой, при этом ступицы передних колес, обращенные одна к другой, выполнены с отверстиями под цапфы балки для сопряжения с ними с возможностью свободного...
Способ автоматической клепки

Номер патента: 1766570
Опубликовано: 07.10.1992
Авторы: Венедиктов, Запольских, Звягинцев, Кривохижин, Лысенко
МПК: B21J 15/02
Метки: автоматической, клепки
...контакт с ее закладной головкой, что предотвращает появление зазора в соединении. На второй стадии удара формирующаяся замыкающая головка образует перехват по стенкам отверстия пакета 2 и начинает передавать часть усилия развиваемого обжимкой 5, непосредственно на пакет 2,обеспечивая постоянный контакт пакета 2 с закладной головкой заклепки 4, На конечной стадии удара, когда энергия обжимки израсходована на пластическую деформацию заклепки, разгон поддержки и преодоление сил упругого смещения пакета, пакет 2 с заклепкой 4 и обжимка 5 движутся как единое целое при наличии тормозящих сил упругого смещения пакета 2, В момент, когда скорость движения будет равна нулю,смещение пакета в сторону упора сверлильной головки достигает...
Способ клепки

Номер патента: 1766571
Опубликовано: 07.10.1992
Авторы: Андрющенко, Большаков, Васильченко, Гребеников, Губарев, Павлов, Пупышев
МПК: B21J 15/02
Метки: клепки
...головки заклепки для достижения требуемого качества внешней поверхности заклепочного соединения, что, в свою очередь, позволяет избежать возможных повреждений детали зачистным инструментом и сохранить защитное антикоррозионное покрытие пакета и заклепки,Использование технологического элемента в виде заформованной в эластичную оболочку составной втулки из высокопрочного материала, которую устанавливают на хвостовик стержня заклепки по плотной посадке и которая не превышает торец стержня вставленной в отверстие заклепки, повышает технологичность способа клепки (втулка соосна стержню и фиксируется на нем, фиксируя одновременно заклепку в отверстии, в результате чего исключается возможность дефектной осадки стержня, а процесс клепки может...
Ручной клепальный инструмент

Номер патента: 1766572
Опубликовано: 07.10.1992
Автор: Плечистов
МПК: B21J 15/38
Метки: инструмент, клепальный, ручной
...2 кольцом 17, а приводной плунжер 11 в канале 13 - кольцом 18. Пружина 3 заперта в надпоршневэм пространстве 19 крышкой 20.Постановка заклепки осуществляется следующим образом,В исходном положении плунжер 11 находится в крайней верхней позиции, пор,шень 4 - в нижней и упирается во внутренний торец цилиндра 2, масло из которого вытеснено почти полностью в глухой канал 13, Захватное устройство 6 также находится в нижнем положении, где цанга заклинена и удерживает обрывок стержня предыдущей заклепки, Легким ударом трубчатой выколотки по внешнему торцу цанги ее расклинивают; Инструмент в это время находится в перевернутом положении и обрывок стержня проваливается в полость за цангой, откуда его вытряхивают через пазы 10. Следующую...
Высадочный автомат

Номер патента: 1768346
Опубликовано: 15.10.1992
МПК: B21J 5/08
Метки: автомат, высадочный
...крайнему переднему положению ползуна 3, когда коромысла 8 находятся в крайнем левом положении, а составляющие по оси Х сил инерции, развиваемых этими звеньями, максимальны по своей величине.Это условие записывается в виде 5- Е 1 соз ув + Х Рх =О, (2) где уп 1 - максимальное значение угла отклонения коромысел 8 от оси, перпендикулярной оси Х движения ползуна 3, имеющее место в момент, когда ползун 3 находится в крайнем переднем положении; г 1 1+1 =и щ 1 аРа 1ве 1 соз (уп - а ) личина суммарной силы инерции, развиваемой коромыслами 8; РгхП 12 Й Г 2 / Г 2соз а 0.1 г1 + - величина проекции на ось Х силы инерции, развиваемой ползуном 3; РЗх = П 13 ОР Г 21 Г 2 а 2 а 2х 1 + 1 тд ао соз а - величина Гг . 2 2) проекции на ось Х силы...
Способ изготовления плоских плит

Номер патента: 1770016
Опубликовано: 23.10.1992
Авторы: Губанова, Пименов, Погорелов, Соловьев, Токарев
МПК: B21J 1/04
...перед сваркой, бурта на поверхности заготовки позволяет продеформировать сварной шов и околошовную зону с относительным обжатием 40 о, что обеспечивает получение в сварнокованной плите равнопрочных свойств.При выполнении бурта высотой меньше 1,04,толщины стенкйфва 1 отовки деформации будет недостаточной и не обеспечит достижения в плите равнопрочных свойств. Выполнение бурта больше 1,4 толщины стенки заготовки ведет к увеличению деформации, которое незначительно влияет на свойства металла, но усложняет технологию изготовления кольцевых заготовок, Если ширина бурта на каждой кольцевой заготовке меньше 0,5 толщины стенки заготовки, то в сварнокованной плите возможно полное оплавление этого бурта в процессе сварки. Увеличение ширины...
Способ радиальной ковки

Номер патента: 1770017
Опубликовано: 23.10.1992
Авторы: Курашева, Лазоркин, Михнев, Мошкевич, Николов, Рантелов, Рашев, Скрынченко, Тюрин
МПК: B21J 1/04
Метки: ковки, радиальной
...области слитка по поперечному сечению подвергаются большейстепени деформации, чем его центральнаячасть, образуются торцевые утяжины, которые после ковки также удаляют в обрезь,Если головная часть слитка удаляется передпластической деформацией, то на торцевыеутяжины расходуется годный металла, чтоснижает его выход, а если головная частьслитка будет удалена после пластической. деформации, то снижается производительность процесса и возрастают энергозатраты на тонну годных поковок, так какприходится подвергать деформации всю головную часть слитка, объем которой на70.95 о . превышает объем металла, расходуемого на торцевые утяжины,Наиболее рациональным способом будет удаление головной части слитка в 2 этапа. Последовательность...
Линия горячего деформирования

Номер патента: 1770018
Опубликовано: 23.10.1992
Авторы: Акайчев, Бойков, Коневская, Юсин
МПК: B21J 13/02
Метки: горячего, деформирования, линия
...уровне центра питания иобразующие участок загрузки, который припомощи соответствующих желобов связан синдукторами 7, к которым присоединеныконденсаторные батареи 8. Нагреватели,образованные индукторами 7 и батареями 8расположены под наклоном к горизонтумежду вторым и третьим уровнями центрапитания и связаны с преобразователями частоты 2, Индукционный нагреватель связан50 55 1020253040 с молотами и прессами 9 и 10, В се участки соединены между собой транспортной системой 11, выполненной в виде крана, перемещаемого по круговой рельсовой системевокруг центра питанияГорячий воздух по воздухопроводу 12,связанному одним концом с теплосборником 13 (фиг,1), поступает в тепловой рекуператор 4, а затем по воздухопроводу 14 поступает на...
Способ образования герметичного заклепочного соединения

Номер патента: 1770019
Опубликовано: 23.10.1992
Авторы: Аксютин, Гладышева, Плауцин
МПК: B21J 15/02
Метки: герметичного, заклепочного, образования, соединения
...композиции и тем, что композицию наносят ввиде компонентов в определенном порядке;что позволяет устранить недостаток прототипа и получить положительный эффект.Таким образом, заявляемый способ соответствует критерию изобретения "новизна". Анализ известных техническихрешений (аналогов) в исследуемой области 10.позволяет сделать вывод об отсутствии вних признаков, сходных с существеннымиотличительными признаками в заявляемомрешении, и признать заявляемое решениесоответствующим критерию "существенные ОтличияНа момент подачи заявки проведеноопытное опробование заявленного способа,Для достижения цели изобретения надо 20осуществить следующие приемы;1. Обезжиривание заклепок и соединяемых поверхностей.2. Обработка заклепок окунанием в...
Способ клепки

Номер патента: 1771859
Опубликовано: 30.10.1992
МПК: B21J 15/02
Метки: клепки
...Последнее анавливается из условия, стадии размещения стер в заклепке 3 линия разьлагалась в центральной вкладыша 6.но рассчитывают глубину жневого вкладыша 6 в донглухой полости из усло 2б В отверстие прижима 5 у ют пуансон 7.Реализация изобретения осуществляется следующим образом.Прикладывая усилие Р к торцевой поверхности пуансона 7, вызывает его перемещение в осевом направлении. При этом первоначально в силу разности диаметров стержневого вкладыша 6 и отверстия в заклепке бо, а именно бгбо, имеет место раздача стержня заклепки 3 до диаметра отверстия в пакете (фиг. 2),Для обеспечения равномерной раздачи стержня заклепки 3 на толщине пакета, в момент, когда стержневой вкладыш 6 достигнет донной пове хности гл хой полор...
Способ изготовления поковок типа вал

Номер патента: 1773541
Опубликовано: 07.11.1992
Авторы: Жидков, Завражнов, Зоненко, Калъченко, Кривошеев, Машнин, Пименов, Портняга, Фельдман, Филимонов
...части и больше, чем 2/3 нельзя, так как увеличивается время ковки участков,проковываемых в последнюю очередь, что ведет в конце ковки к практическому эахолажи вани ю металла и невозможности получения вала заданных размеров.Для валов с отношением длины к диаметру от 30 до 35 рекомендуется выбирать участки под протяжку, равные 2/3 длины непрокованной части, а для валов с отношением от 50 до 70 - 1/2 длины непрокованной части, Данные пределы определены исходя из того, что для валов с большим отношением Е/О требуется больший объем протяжных работ, и поэтому под протяжку45 требуется участок меньшей длины для того,чтобы нагрев заготовки обеспечил на последних стадиях протяжки полный обьемработ без захолаживания металла,Поправочный...