B21B — Прокатка металла
Устройство для измерения межклетевых натяжений

Номер патента: 1045972
Опубликовано: 07.10.1983
Авторы: Барановский, Зементов, Кузнецов, Лубенец, Панин, Порецкий
МПК: B21B 38/06
Метки: межклетевых, натяжений
...пропорционального усилителя 61.Выходной сигнал элемента 60 поступает на второй вход множительного элемента 59, а выходной сигнал последнего, пропорциональный полному момен 50ту Мд двигателя, поступает на кеинвертирующий вход интегрирующего усилителя 62, выход которого соединен снеинвертирующим входом усилителя 61,Выход усилителя 61, являющийся выходом блока вычисления статического момента М соединен с инвертирующим вхо"дом интегрирующего усилителя 62.72 4Схема блока 31 и аналогичного ему блока 33 измерения максимальных моментов с усреднением приведена на Фиг.Блок измерения максимальных моментов с усреднением состоит из двух пропорциональных усилителей 63 и 64, выходы которых соединены через диоды 65 и 66 соответственно с входами...
Выводная направляющая проводка

Номер патента: 1045973
Опубликовано: 07.10.1983
Авторы: Коломников, Мельников, Мериин, Морозов, Шеногин
МПК: B21B 39/16
Метки: выводная, направляющая, проводка
...и настройки вводной арматуры,конфигурации предчистового овала и т.д),и поэтому невозможно предвидеть зара 9732нее направление скручивания, Для бокову 1обжатия раската роликами выводной проводки он должен иметь в направлешшоси прокатки определенную жесткостьгарантирующую от продольного изгибаи застревания раската в выводнойарматуре. Поэтому необходимо приближать ролики выводной проводки к плоскости выхода металла из валков, особенно при прокатке металла небольших поплошади сечений, чем и характеризуетсямелкосортная прокатка и прокатка катанки,Цель изобретения - повышение точности фиксирования полосы.Поставленная цель достигается тем,1что в выводной направляющей проводке,содержащей направляющие пропуски,корпус, на котором...
Устройство для нанесения смазки на рабочий инструмент

Номер патента: 1045974
Опубликовано: 07.10.1983
Авторы: Воронин, Ошеверов, Смирнов, Струянский
МПК: B21B 45/02
Метки: инструмент, нанесения, рабочий, смазки
...станину, резервуар со смазкой,прижим со смазывающим элементом,узел регулирования давления на прижим, состоящий иэ регулировочнойпланки, установленной наклонно к образующей инструментаНедостатками известного устройст" 15ва являются невысокое качество смазки и трудность обслуживания устройства, что связано с необходимостьюпостоянного контроля и ручного регу"лирования усилия на прижим со смазывающим элементом,Наиболее близкии к изобретениюпо технической сущности и достигаемому. результату является устройство длянанесения смазки на рабочий инструмонт, например ножи дисковых ножниц,содержащее станину, резервуар со смазкой, прижим со смазывающим элеиентом,узел регулирования усилия прижатиясиазывающего элемента к рабочемуинструменту и...
Способ получения сортового проката

Номер патента: 1047551
Опубликовано: 15.10.1983
Авторы: Демидов, Зимин, Полухин, Потапов, Финагин, Харитонов
МПК: B21B 1/02
...структуры, анизотропии механических свойствДальнейшая продольная прокатка вследствие идентичного характера деформации не позволяет существенно 60 улучшить проработку структуры и снизить анизотропию свойств готового проката.Цель изобретения - снижение аниэотропии свойств готового проката 65 и улучшение проработки литой структуры,Поставленная цель достигается тем,что редуцирование ведут до получениязаготовки формы,близкой к овальнойс. отношением осей 1:1,05 - 1:1,3, апоследующую. деформацию осуществляютвинтовой прокаткой.Процесс получения сортового проката осуществляют следующим образом.После непрерывной разливки .слиткапрямоугольного сечения производятего редуцирование (обжатие по .большей стороне) до получения заготовкиовальной...
Способ прокатки фасонных профилей

Номер патента: 1047552
Опубликовано: 15.10.1983
Авторы: Брышко, Выдрин, Гулько, Нагорнов, Панов, Фазлеев, Шустов
МПК: B21B 1/08
Метки: прокатки, профилей, фасонных
...образом, что участкам с меньшим геометрическим коэффициентом . вытяжки ,т.е. коэффициентом А, Рщ- д считанным с учетом только геометрических характеристик полосы и калибра) соответствует большая величина коэФфициента трения скольжения и наоборот, причем величину коэффициента трения регулируют степенью шероховатости контактирующих поверхностей.Известно, что с увеличением уменьшением) величины коэффициента трения скольжения увеличивается (уменьшается) опережение металла Я и в конечном счете коэффициент вытяжки. Различную шероховатость на поверхности полосы и калибра обеспечивают известными способами (например, шлифованием абразивным инструментом различной зернистости, на разных режимах и т.п.) . Величину шероховатости поверхности...
Способ горячей прокатки полосы на непрерывном широкополосном стане

Номер патента: 1047553
Опубликовано: 15.10.1983
Авторы: Гринчук, Погребняк, Пономарев, Федоров
МПК: B21B 1/26
Метки: горячей, непрерывном, полосы, прокатки, стане, широкополосном
...близким к предлагаемому является непрерывный широкополосный стан 2000 Череповецкого металлургического завода, предназначенный для прокатки стальной полосы толщинай 1,2-16 мм из слябов толщиной .до 250 мм, длиной до 10,5 м со скоростью 21 м/с в.рулоны массой до 36 т.50В .черновой группе этого стана установлено 5 рабочих клетей, причем, три последних универсальных клети объединены в непрерывную подгруппу . и выполнены с приводом от электро- двигателей постоянного тока с регулируемой скоростью.Это позволяет сократить длину рас" катных.полей черновой группы на 100.м, уменьшить капэатраты на строительство, улучшить температурный 60 режим прокатки, т.е. обеспечить меньшее понижение температуры металла при прокатке тонкой полосы за счет...
Устройство для деформации металла

Номер патента: 1047554
Опубликовано: 15.10.1983
Автор: Бахматов
МПК: B21B 13/00
Метки: деформации, металла
...нагреваемого металла вышевалки 1, выполненные. в виде кольцеточки Кюри. вых сегментов, на внутренних поНаиболее близким к предлагаемому 2 верхнОстях которых выполнены направпо технической сущности и достигае- ляющие 2. В валках 1. установлены смому результату является устройство . зазором рабочие охватываемые валкидля пластического растяжения прово-3, а в укаэанный зазор подается маглоки и ленты,состоящее из валковой нитная жидкость, которая поступаетпары с охватываемым и охватывающим 30 от источника 4 высокого давления.валками, зазор между которыми запол- .Направляющие 2 могут быть выполнейынен магнитной жидкостьЮ, перемещающий- . в виде винтовых канавок или в видеся в .направляющих, выполненных в намагниченного спиралеобразного...
Прокатная клеть с многовалковым калибром

Номер патента: 1047555
Опубликовано: 15.10.1983
Авторы: Брышко, Войцеховский, Выдрин, Гришин, Гулько, Нагорнов, Панов, Петров, Шустов, Щербанюк
МПК: B21B 13/10
Метки: калибром, клеть, многовалковым, прокатная
...разрез, на фиг. 2 - вид А на фиг; 1; ( с.частичными разрезами отдельных .уэлсам), на фиг. 3 - разрез Б-Б на фиг, 1 по нажимному устройству).Прокатная клеть состоит из станины1, смонтированных в ее расточках не- приводных вертикальных 2. и приводных горизонтальных 3 опорных валков, рабо".чих. валков. 4 на подшипниках в сменном корпусе 5, зксцентриковых нажим.ных устройств б с регулируемыми упора"ми 7 и устройствами включения в видеполумуфт 8-11.,Эксцентрнковое нажимное устройствоб содержит зубчатое колесо 12, жесткоскрепленное с валом опорного валка 3,сателлиты 13 с водилом 14, корпус 15,диск 16 с роликами 17, цевочное колесо 18 и упругий элемент 19, Подушка20 относится как к опорному валку 3,так и нажимному устройству 6. Внутренняя...
Валок для винтовой прокатки на трехвалковом стане

Номер патента: 1047556
Опубликовано: 15.10.1983
Авторы: Зимин, Потапов, Харитонов
МПК: B21B 19/02
Метки: валок, винтовой, прокатки, стане, трехвалковом
...расйоложенного у вершины,высота этого, участка Ь) составляет0,4-0,6 общей высоты гребня Н.Прокатка осуществляется следую" .щим образом.Нагретая сплошная заготовка задается в валки и встречается с ихучастком 1 захвата, в котором осущестФвляется предварительная деформация Для обеспечения высокого качестваметалла к создаются силы, вращаю поверхности и интенсивной проработкищие и перемещающие заготовку в осе- структуры высота участка у вершины. вом направлении. Основная деформация гребня должна составлять 0,4-0,6 обэаготовки происходит на обжимном греб. щей высоты. уменьшение высоты. этого,не.,При .этом металл, прилегающий к гоучастка приводит к сокращению длинытовому раскату, вышедший нз контакта гребня относительно шага подачи, чтос...
Валок трехвалкового раскатного стана

Номер патента: 1047557
Опубликовано: 15.10.1983
Авторы: Грудев, Друян, Есаулов, Кондратьев, Кущинский, Лазоркин, Размахнин, Яловой
МПК: B21B 19/06
Метки: валок, раскатного, стана, трехвалкового
...с Р/Б 1 12, граненность концевых участков, потеря темпа прокатки и производительности являются главными недостатками известного валка, шероховатость поверхности которого 1,5-6,0 мк.Цель изобретения - повышение стабильности прокатки труб с отношением Ю/Я ).12.Поставленная цель достигается тем, что в валке трехвалкового раскатного стана, содержащем на бочке рабочие участки,и участки внеконтактного формирования профиля, участки внеконтактного формирования профиля выпол-, нены с шероховатостью поверхности в 15-25 раз большей, чем шероховатость поверхности рабочих участков.В неустановнвшихся фазах процесса повышается уровень осевых сил трения при контактном взаимодействии свализированных сечений трубы с шероховатой поверхностью нерабочего...
Опорная планка роликового стана холодной прокатки труб

Номер патента: 1047558
Опубликовано: 15.10.1983
Авторы: Алешин, Близнюков, Карпов, Козлов, Островский, Попов, Раушенбах, Шапиро
МПК: B21B 21/00
Метки: опорная, планка, прокатки, роликового, стана, труб, холодной
...эоны обжатия холостымучастком дает воэможность прерватьформоизменение заготовок во времяее интенсивной деформации, освободить ролики от контакта с металломи повернуть заготовку перед деформацией на оставшейся части обжимной зоны планки на дополнительный угол. Величина этого угла при заданной скорости вращения оправки равна сум ме углов поворота заготовки поворотным механизмом за время прохождения роликами холостого участка й силами упругой деформации справочного стержня, аккумулированными при его скручивании при прохождении роликами участКов обжимной зоны.Расположение дополнительного зева по длине обжимного участка, его протяженность, форма и глубина выбраны из условия обеспечения безударного режима работы планок в момент прохож,-...
Прокатный валок

Номер патента: 1047559
Опубликовано: 15.10.1983
Автор: Коротков
МПК: B21B 27/02
...для вращения валка необходим приводной двигатель с редукто" ром, муфтой и шестеренная клеть. Потери мощности в приводных элементах повышают энергоемкость прокатки и снижают ее эффективность.Цель изобретения - упрощение кон- струкции валка за .счет обеспечения самовращения.Указанная цель достигается тем, что валок снабжен статором, жестко связанным с цапфами, а на внутренней поверхности полости выполнены тангенциальные камеры, в которых размещены электроды,. установленные против друг друга. 35На фиг. 1 показан предлагаемый валок, продольное сечение, на фиг. 2- то же, поперечное сечение.Предлагаемый прокатныйвалок содержит выполненную в виде ультра звукового концентратора 1 бочку 2 с ручьем 3, цапфами 4 и полостью 5,Фзаполненной...
Способ устранения остаточного изгиба прокатного валка

Номер патента: 1047560
Опубликовано: 15.10.1983
Авторы: Берлин, Буданов, Злов, Мазур, Носенко, Поляков, Суховерхов, Тихоновский, Файнберг, Шичкин
МПК: B21B 28/02
Метки: валка, изгиба, остаточного, прокатного, устранения
...близким к предлагаемому является способ устранения остаточного изгиба прокатно валка, заключаю- . щийся в том, что нагрузку прикладывабт к валку в статическом состоянии и ее величину постепенно увеличивают до смещения контактной поверхности бандажа относительно оси, сопровождаемого звуковым эффектом, послечего нагрузку снимают и снова прикладывают до получения звукового 1 эффекта к валку в противоположном направлении.В результате в разъеме бандажа и оси возникают максимально возможные касательные напряжения,способствующие развитию максимально возможного сопротивления сдвигу волокон, бандажа и оси, прилегающих к сопря-. гаемым поверхностям Г 23Однако такой способ обеспечивает не полное устранение остаточного изгиба валка. Кроме того,...
Способ перевалки рабочих валков смежных клетей линейного прокатного стана и рабочая линия для его осуществления

Номер патента: 1047561
Опубликовано: 15.10.1983
Авторы: Баталкин, Корякин, Семовских
МПК: B21B 31/10
Метки: валков, клетей, линейного, линия, перевалки, прокатного, рабочая, рабочих, смежных, стана
...для валков ГЗ.Известная линия на позволяет в случае использования клетей со станинами закрытого типа сократить зоны обслуживания и состав оборудования на монтажной площадке.Цель изобретения - обеспечение возможности использования клетей за 50 крытого типа с повышенной жесткостью,бО а также уменьшение эоны обслуживанияклетей при перевалке.Поставленная цель достигаетсятем, что согласно способу перевалки,включающему отсоединение шпинделейот валков смежных клетей, удаление перевалки рабочих валков линейного стана, включающий отсоединение шпинделей от валков, демонтаж крышки ста нины рабочей клети, удаление комплекта валков иэ клети,замену его и установку нового комплекта в клеть, установку крышки станины 2.Данный способ не позволяет исполь...
Шпиндель привода прокатного стана

Номер патента: 1047562
Опубликовано: 15.10.1983
Авторы: Корюков, Путинцев, Фомичев, Штаньков
МПК: B21B 35/14
Метки: привода, прокатного, стана, шпиндель
...несколько дополнительных. элементов, а наружный диаметр надпружиненной гильзы механизма удержания превышает диаметр самой муфты, что ограничивает выбор оптимального диаметра рабочих валков.Цель изобретения - упрощение операций сцепления - расцепления полу- муфт при перевалках и конструкции устройства.Эта цель достигается тем, что в шпинделе привода прокатнОго стана, содержащем два телескопически соеди- б 0 ненных вала со шлицевыми и зубчатыми венцами, соединительную муфту прокатной клети, выполненнуюв виде полумуфт, центрируемых по коничес-.кой поверхности и снабженных торцо- б 5 выми зубьями, механизм удержанияполумуфт в зацеплении с приводомосевого перемещения и гильзой, механизм удержания полумуфт выполнен ввиде полуколец и...
Способ регулирования скорости вращения роликов отводящего рольганга широкополосного стана горячей прокатки

Номер патента: 1047563
Опубликовано: 15.10.1983
Авторы: Абиев, Антонов, Белянский, Кавыгин, Котлюба
МПК: B21B 37/46
Метки: вращения, горячей, отводящего, прокатки, роликов, рольганга, скорости, стана, широкополосного
...прокатки, заключающемусяв том, что ролики отводящего рольганга приводятся во вращение электродвигателями постоянного тока с незаФвисимым возбуждением, причем общеенаприжение электродвигателей роликов.согласовано со скоростью последней 40прокатной клети, напряжение на обмотке возбуждения электродвигателя каж-.дого ролика увеличивают в момент начала транспортирования полосы, обеспечивая равенство скорости вращенияролика и скорости транспертируемойполосы, и дальнейшим его увеличениемскорость электродвигателя уменьшаюти электродвигатель переводят в гене-раторный режим, когда окружная скорость ролика меньше поступательнойскорости транспортируемой полосы иток якоря электродвигателя меняет.свой знак.В момент транспортирования полосыскорость...
Устройство управления подачей эмульсии на многоклетевом стане

Номер патента: 1047564
Опубликовано: 15.10.1983
Авторы: Глушкин, Егерев, Оржель, Цветков
МПК: B21B 37/32
Метки: многоклетевом, подачей, стане, эмульсии
...диаметра средней зоны рабочих валков увеличивается, Такое перераспределение охлаждающей эмульсии вдоль бочки валков, вызывающее изменение тепловой составляющей профиля рабочих валков последней клети происходит до востановления плоской Формы полосы.Кроме того, положительные сигналы с выходов усилителей 28 и 30 поступают на входы коммутаторов 31 и 33 клети 2, которые передают эти сигналы на входы инверторов 34 и 38, Отрицательные сигналы с выходов инверторов 34 и 38 поступают на первые входы компараторов 40 и 44. Отрицательный сигнал с выхода усилителя 29 поступает на вход коммутатора 32 клети 2, который передает сигнал на вход инвертора 36. Положительный сигнал с выхода инвертора 36 поступает на первый вход компаратора 42. ,При...
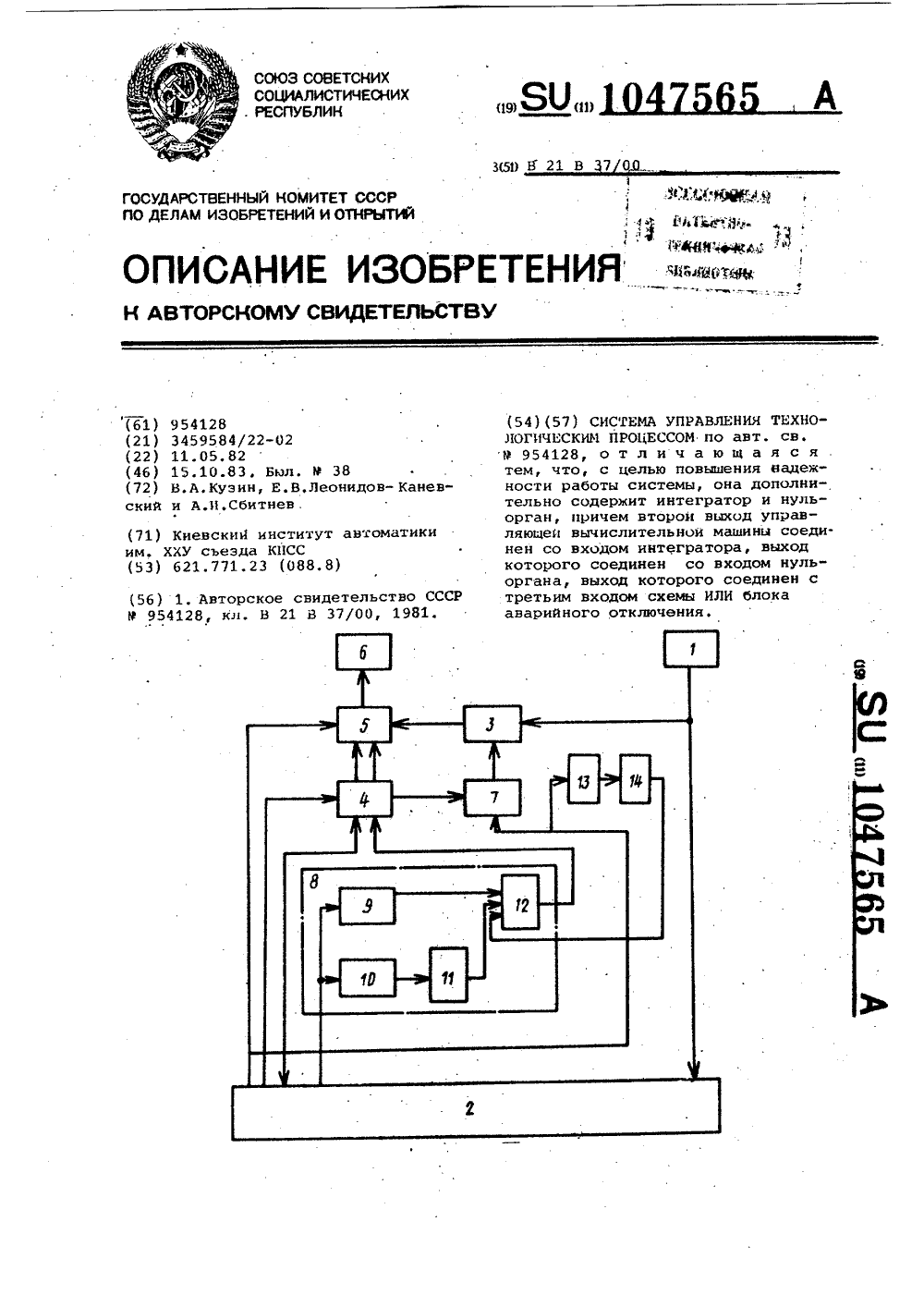
Система управления технологическим процессом
Номер патента: 1047565
Опубликовано: 15.10.1983
Авторы: Кузин, Леонидов-Каневский, Сбитнев
МПК: B21B 37/00
Метки: процессом, технологическим
...соединен с выходом эле" мента 9 задержки на включение, а . второй - с выходом схемы 11 НЕ, вход которой соединен с выходом элемента 10 задержки на отключение, а входы элементов 9 и 10 соединены с пер- вым выходом УВМ 2, второй вход которой соединен с третьим входом выход ного преобразователя 5, четвертый 15 вход которого соединен с выходоМ блока 3 локальных регуляторов, второй выход УВМ соединен со входом интегратора 13, выход которого соединен со входом нуль-органа 14, выход которо 2 О го соединен с третьим входом схемы 12 ИЛИ.Интегратор 13 служит для суммирования управляющего сигнала, имеющего случайный характер. Постоянная 25 интегрирования выбирается из условия конкретного технологического процесса.сНуль-орган 14 служит для фиксиро-...
Отводящий рольганг листового прокатного стана

Номер патента: 1047566
Опубликовано: 15.10.1983
Авторы: Антонов, Белянский, Будницкая, Кавыгин, Каретный, Корышев, Швыдков
МПК: B21B 39/14
Метки: листового, отводящий, прокатного, рольганг, стана
...образуется зазор, в которьЩ может попадать кромка транспЬУгируемой.полосы, что приводитк, дйуриванию полосы,Цель йзобретения - предотвращение попадания"крамки полосы в зазор между центрирующей линейкой и роли.ком отводящего рольганга.Эта цель достигается тем, что отводящий рольганг листового,прокатного 25 стана, содержащий транспортные ролики и центрирующие линейки, расположенные под углом к .продольной оси рольганга, снабжен установленными на рабочей стороне каждой из них в пространстве между роликами рольганга коническими роликами, верхние образующие которых наклонены к плоскости рольганга, при этом верхние участки конических роликов выступают над уровнем рольганга, а ниж ние расположены ниже него.При,движенииполосы ее кром- ки...
Проводка прокатной клети

Номер патента: 1047567
Опубликовано: 15.10.1983
Авторы: Гром, Гурин, Дмитриев, Калугин, Кукуй, Полторапавло, Феник
МПК: B21B 39/16
Метки: клети, проводка, прокатной
...с вертикальны. ми штырями, установленным в корпусес возможностью. продольного перемеще-.ния и несущим шарнирно закрепленныена вертикальных штырях планки, взаимодействующие споверхностями роликоДержателей, обращенными к направляющим пропускам и выполненными клиновыми.На Фиг. 1 представлена проводка,общий вид; на фиг, 2 - вид А нафиг. 1; на Фиг. 3 - разрез Б-Б наФиг. 1 проводки по горизонтальной 60оси роликодержателя; на Фиг. 4 - по-.ложение элементов проводки при некотором осевом перемещении ползуна.Проводка прокатной клети состоитиз полого коробчатого корпуса 1, в 65 основании которого выполнен направляющий паэ н виде ласточкиного хвоста. В корпус ввинчиваются оси-болты 2, на которых над подшипниках скольжения 3 посажены...
Способ регулирования профиля полосы

Номер патента: 1048980
Опубликовано: 15.10.1983
МПК: B21B 13/14, B21B 37/30
...однойклети, согласно фиг. 2; на фиг. 3сечения полосы 1, причем левая частьпоказывает сечение до прокатки, аправая - после. Фиг. 4-7 представляют собой графики, на которых каждое значение натяжения приведено наоси ординат, а каждое значение шири"ны - на оси абсцисс, причем левыеграфики показывают натяжения, определенные равиым измерителем формы3 О, а правые - натяжения, опреде-.ленные вторымизмерителемформы 11,:при этом на фиг. 4 представлено распределение натяжения в сеченииплоской формы до ипосле прокатки;на фиг. 5 - распределение натяжения в сечении плоской формы до прокатки и в сечении с волнистостьюполосы после прокатки; на фиг.браспределение натяжения в сеченииплоской формы до прокатки и в сечении с коробоватостью Полосы...
Опора нажимного винта прокатной клети

Номер патента: 1049127
Опубликовано: 23.10.1983
МПК: B21B 1/24
Метки: винта, клети, нажимного, опора, прокатной
...А,Ива Редактор П.Горькова Техред М.Ходаннч из 634/1 Тираж 481 Подпис ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб,,д.4 водственно-полиграфическое предприятие, г.ужгород, ул.Проектная, 4 1 1049Изобретение относится к черной металлургии, а именно к устройствамдля установки и регулирования положения валков прокатных клетей.Целью изобретения является уменьшение габаритов ло высоте, упрощениеконструкции эа счет сокращения числадеталей и упрощение сборки,На фиг.1 изображен опорныйузел нажимного винта; на фиг.2 - вариант 10опорного узла; на фиг.3 - разрез ААфиг, 1 и 2; на фиг.4 - разрез ББ, фиг.1 и 2.Опорный узел нажимного винта прокатной .клети имеет пяту 1 нажимноговинта, подушку 2...
Валковая система прокатной клети

Номер патента: 1049128
Опубликовано: 23.10.1983
Авторы: Белан, Макаров, Ошеверов, Смирнов
МПК: B21B 27/02
Метки: валковая, клети, прокатной
...полос, так как величина упругого сжатия буртов колеблется в пределах 0,1-0,2 мм, Увеличение деформации сжатия буртов приВодит к большим контактным нагрузкам и разрушению буртов,Целью изобретения является регулирование сжатия буртов при прокатке,Поставленная цель достигается тем; что в валковой системе прокатной клети, ".одержащей рабочие валки с буртами и подушки, система снабжена электромагнитами, охватывающими бурты, которые выполнены из магнитострикционного материала,На фиг. 1 изображена валковая систе,ма прокатной клети, общий вид; на фиг. 2 - разрез А-А на фиг. 1,Валковая система прокатной клети содержит рабочие валки из магнитострик- ционного материала, имеющие бочку 1 и бурты 2, Валки снабжены электромагнитами 3,...
Устройство для настройки клетей сортопрокатного стана

Номер патента: 1049129
Опубликовано: 23.10.1983
Авторы: Бардин, Бобров, Викулов, Дунаев, Захаров, Петров, Пугачев, Сакин, Стерник
МПК: B21B 31/18
Метки: клетей, настройки, сортопрокатного, стана
...клети и переходес одного. калибра на другой необходимо демонтировать, а затем снова установить вводную арматуру предыдущей клети.Все перечисленные недостатки практически исключают возможность использования приборов в линии действующего станаи ограничивают область егоприменениятолько настройкой вводной арматуры относительно калибра клети на стенде, вне линии стана, что малоэффективно.Целью изобретения является сокращение времени настройки, увеличение точности установки последовательно расположенных клетей и улучшение условий труда путем обеспечения контроля за настройкой группы клетей с помощью одного вводимого на ось прокатки прибора.Поставленная цель достигается тем, чтов устройстве для настройки клетей сортопрокатного стана, состоящем...
Способ дрессировки полос

Номер патента: 1049130
Опубликовано: 23.10.1983
Авторы: Байков, Богатырев, Закарлюка, Калинин, Космынина, Налча, Онищенко, Тодуров, Шебаниц
МПК: B21B 1/22, B21B 37/40
Метки: дрессировки, полос
...для уменьшения волнистостн на левой кромке полосы 1 (фнг. 2), величина которой из-за неравномерности распределения вытяжек у 4 по ширине больше, чем на правой кромке, силу натяжения Т прикладывают под угол г к оси полосы, при этом наклон силы Т под углом осуществляют в сторону левой кромки.Приложение силы натяжения Т к полосе 1 под углом(фнг. 2) приводит к уменьшению неравномерности распределения вытяжек 3 ц 1 по кромкам; полосы к снижению волнистостн и к увеличению выхода готовой полосы по классу точности А,В результате этого возникает гориэонтальная составляющая сила Я, равнаяЯ =Тз 1 пМ, (цгде Т - сила натяжения;Р в уг наклона силы Т к осн полосы,Для стабилизации полосы,по оси ста.на необходимо соблюсти условие, чтобы10 сила Я...
Устройство для автоматической коррекции межвалкового зазора прокатной клети

Номер патента: 1049131
Опубликовано: 23.10.1983
Авторы: Лаврентьев, Мериин, Семин, Храбров, Шеногин
МПК: B21B 37/62
Метки: автоматической, зазора, клети, коррекции, межвалкового, прокатной
...с другом носрелствомштоков. Поршень 15, кроме того, связанподвижно с крышкой гилроцилинлра 2. Длина штоков, связывакнцих поршни 15-17, выбрана таким образом, что каждый поршеньимеет хол, соответственно Х, 2 Х, 4 Х, отли.чающийся от хола смежного поршня в лвараза. Г 1 ор 1 инн 15-17 образуют четыре рабочие полости а, в, с и д, Полости а, еи с каждого вспомогательного гилроцилиндра 2 соединены с источником давления ц через распределители 3 (иа фиг. 2 лля наглядности схемы показан только один из распределителей 3). Полость й каждого гидроцилинлра 2 постоянно соединена с источником лавления ц.РДля автоматического управления работой,исполнительных и вспомогательных гидроцилиндров преляазначены вычислительноеустройство 8 и блок 19...
Рольганг прокатного стана

Номер патента: 1049132
Опубликовано: 23.10.1983
Авторы: Брехов, Ермакова, Занин, Парамонов, Пономарев
МПК: B21B 39/00
Метки: прокатного, рольганг, стана
...в корпусе подшипника. Для увеличениягрузоподъемности с сохранением шага между роликами, как правило, ролики снабжаютчетырехрядными подшипниками 121.45Однако ио своей конструкции четырехрядные подшипники качения лишены возможности перемещения в корпусе вдоль осиролика относительно рамы рольгангз.Целью изобретения является повьидениенадежности работы рольганга за счет комиенсации теплового расширения роликовири прохождении горячего проката.Указанная цель достигается тем, что врольганге прокатного стана, включающемраму, несущую приводные ролики, подшип,чиковые узлы которых установлены в опорах,55размещенных в расточках рамы, опоры подшипниковых узлов роликов, расположенныес их неириводной стороны, установлены с возможностью их перемещения...
Устройство для поверхностной обработки движущегося горячего металла

Номер патента: 1050769
Опубликовано: 30.10.1983
Авторы: Борисенко, Гладуш, Голосинский, Горбанев, Грачев, Лисицкий, Филонов, Цыбанев, Чернобривенко, Шевцов
МПК: B21B 45/02
Метки: горячего, движущегося, металла, поверхностной
...6 в .сопловую вставку 7 и далее после прохождения рабочей камеры 3 уда. ляется через перфорированнъ 1 й насадок 12. При этом обрабатывающая среда после сопла 6 эжектирует через кольцевой канал 10 часть обрабатывающей среды через рециркуляционные каналы 8 и их заборную часть 9 из основного потока.1 Таким образом, во входной части рабочей камеры из-за смешения двух потоков обраба. тывающей среды повьппается ее расход, что приводит к увеличению теплоотбора с поверх. ности охлаждающего металла.Влагодаря наличию сопловой вставки в камере смешения, выполненной во входной части рабочей камеры предлагаемого устройства, увеличивается теплообмен с поверхности движу; щегося горячего металла иэ-за рециркуляции обрабатъвающей среды, сокращается ее...
Индивидуальный безредукторный привод горизонтальных прокатных валков

Номер патента: 774044
Опубликовано: 30.10.1983
Авторы: Азимов, Жарницкий, Зюзин, Кольчицкий, Макеев, Пономарев, Попов, Рокотян
МПК: B21B 35/00
Метки: безредукторный, валков, горизонтальных, индивидуальный, привод, прокатных
...шпинделями в ограничиваемых бочками прокатных валках габаритах, в 2-3 раза выше по сравнению с другими типами прокатных станов. В таких тяжелых0 режимах работы могут быть использонаны только шпиндели с шарнирами скользящего трения, (например с бронзовыми вкладышами), отличающиеся Изобретение касается обработки ме- наиболее высокой нагрузочной способталлов давлением, в частности приво - ностью,дов рабочих клетей обжимных и шиюо" В условиях свервысоких нагрузоккополосных прокатных станов. работоспособность таких шпинделйИзвестен индивидуальный беэредук- определяется величиной угла перекосаторный привод горизонтальных прокат-5ных валков, расположенных в одной чить минимальные значения этих углов.вертикальной плоскости, преимуществен. Для...
Способ получения рулонированной металлической полосы

Номер патента: 1052292
Опубликовано: 07.11.1983
Автор: Канторов
МПК: B21B 1/26
Метки: металлической, полосы, рулонированной
...тем, что согласно способу получения рулонированной металлической полосы, прокатку ведут на части образующей рулона, периодически смещая рулон, вдоль образующей.Способ заключается н следующем,Полосовую заготовку, свернутую в рулон, имеющую ширину меньше, чем ширина готовой полосы, разме,щают в трубе, вместе с трубой задают в кольцепрокатный стан. Раскатку ведут в направлении, протиноположном направлению смотки витков по- лосы н рулоне, причем на части образующей рулона, двигаясь с заданным шагом вдоль образующей. На чертеже показано устройство . для реализации предлагаемого спо соба. 10 15 20 25 35 45 Рабочие валки 1 кольцепрокатного стана , на один иэ которых установлен обрабатываемый рулон-заготовка 2, находящийся в трубе 3,...