Патенты опубликованные 23.05.1989
Штамп совмещенного действия

Номер патента: 1480930
Опубликовано: 23.05.1989
Авторы: Макаров, Парфенова, Пискарева
МПК: B21D 28/28, B21D 37/08
Метки: действия, совмещенного, штамп
...6, перемещают последние, и происходит пробивка отверстий в боковых стенках заготовки 16. Матрица 14 центрируется по пуансону 6 за счет своей подвижности, что позволяет компенсировать па, оснащены пружинами 15 и имеют флаицы. П 6 имеют пружины возврата и на рабочих торцах заходный поясок для центрирования М 14. При опускании плиты 1 М 4 производит обрезку фланца по П 12, П 3 пробивает отверстия в дне, В 7 упирается в дно детали 16, а клинья 5 перемещают П б и те пробивают отверстия в стенке. При этом П 6 центрирует М 14 свои.- ми поясками. 3 з.п. ф-лы, 1 ил. 2несоосность ввиду разнотолщинности материала. При подъеме плиты 1 вместе с ней поднимается матрица 4 и клинья 5.Выталкиватель под действием пружин (не показаны) перемешает...
Устройство для развальцовки труб

Номер патента: 1480931
Опубликовано: 23.05.1989
Авторы: Гуляков, Ефремов, Жоров, Кузнецов, Лукашенко, Просветов, Санников
МПК: B21D 39/06
Метки: развальцовки, труб
...Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101Изобретение относится к обработке металлов давлением и может быть использовано для деформирования труб.Целью изобретения является расширение технологических возможностей за счет обеспечения развальцовки труб на длине, превышающей длину рабочих роликов.На чертеже изображено предлагаемое Устройство работает следующим образом.Сепаратор 7 с роликами 8 устанавливают в трубу (не показана), и корпусу 2 сообщают вращение, которое через ведущий 4 и ведомый 5 диски передается коническому веретену 6. Ролики 8, получая вращение от веретена 6, обкатывают...
Способ калибровки тонкостенных оболочек

Номер патента: 1480932
Опубликовано: 23.05.1989
Автор: Замчалкин
МПК: B21C 37/30, B21D 41/00
Метки: калибровки, оболочек, тонкостенных
...1, зафиксированной на жесткой оправке 2, при этом зазоры создают сопротивление вытеканию эластичной среды, поэтому она одновременно течет и в продольном направлении, где нет препятствия ее переме. щению. За счет трения между оболоч 5 10 15 .20 25 30 3540 45 50 55 кой и растекающейся в нескольких на правлениях эластичной средой деформирукИ оболочку двухосным растяжением по жесткой оправке в двух отдельно расположенных участках 1 и 11 (если больше двух штампов, то в нескольких отдельно расположенных участках), Таким образом расправляют имеющиеся на оболочке гофры, ориентированные в любом направлении. Если деформация растяжения превосходит упругие напряжения в оболочке, то производят и калибровку по заданной кривизне жесткой оправки.При...
Устройство для поштучной выдачи длинномерных круглых заготовок в зону обработки

Номер патента: 1480933
Опубликовано: 23.05.1989
Автор: Ялкут
МПК: B21D 43/00
Метки: выдачи, длинномерных, заготовок, зону, круглых, поштучной
...заготовок состоит из корпуса 7 и подпружиненной втулки 8, К стенке 1 бункера прикреплены два корпуса 7 отсекателей заготовок. Корпус 7 имеет ограничивающий выступ 9, расположенный под щелью 6 бункера. Верхняя площадка О выступа 9 находится от нижнего торца 11 бункерана расчетном расстоянии и образует с ним разгрузочную щель.Для переноса заготовки 12 из бункера в рабочую зону служат два рычага 13, имеющие паз 14 под заготовку 12, образованный толкателем 15 и подпружиненной губкой 16, Глубина паза 14 превышает диаметр д. заготовки 12, К стенке 2 бункера прикреплена пружина-досылатель.Устройство работает следующим образом.Заготовки 12 укладывают в загрузочную щель 6 бункера, причем несмотря на кривизну, достигающую (2 - 3)а в любой...
Устройство для подачи штучных заготовок

Номер патента: 1480934
Опубликовано: 23.05.1989
Авторы: Грузинцев, Данилов, Зюзин, Левин, Фомин, Шмитман, Шуб
МПК: B21D 43/00
Метки: заготовок, подачи, штучных
...35 задержки поступает на Я-вход триггера 32 и на К-входы триггеров 36, 39 и 40. На выходе триггера 32 появляется сигнал логической единицы, а триггеры 36, 39 и 40 остаются в исходном состоянии,Сигнал с выхода триггера 32 поступает на усилитель ЗЗ, выход которого соединен с приводом вибробункера 24, последний включается, и первая заготовка поступает через лоток 54 (фиг. 8) в устройство 25 распознавания. В основу распознавания положения плоской детали заложен известный метод распознавания по трем точкам. Из данного метода известно, что практически на любой плоской детали можно найти точку, характеризующую необходимость ее ориентации по стороне, и точку, характеризующую необходимость ее ориентации по концу, а также общую точку для всех...
Штамп для многопереходной штамповки

Номер патента: 1480935
Опубликовано: 23.05.1989
Авторы: Артемов, Витас, Копылова, Крючков, Кузьма, Лагвешкин, Норкунас, Ткач, Шилейкис
МПК: B21D 43/00
Метки: многопереходной, штамп, штамповки
...пресса определяют упоры 50, закрепленные на нижней плите 1.4Штамп работает следующим образом.В полость цилиндров 41 подается сжатый воздух, в результате чего поршень со штоком 43 и проставками 44 перемещаются на середину подпружиненных пружинами рычагов 47. Ползун пресса опускается в крайнее нижнее положение. При перемещении ползуна пресса вниз упоры 45 через проставки 44 нажимают на рычаги 47, сжимая пружины 46. Рычаги поворачиваются вокруг осей 48. После поворота рычагов 47 штамп, который доставляется из магазина штампов к прессу в закрытом положении, специальным устройством (не показано) вводится в рабочую зону пресса. Перемещение штампа осуществляется до упоров 50. При введении штампа в рабочую зону пресса верхняя плита...
Способ отделения нижнего листа от стопы и подачи его в зону обработки

Номер патента: 1480936
Опубликовано: 23.05.1989
Авторы: Лукашевский, Шутов
МПК: B21D 43/00
Метки: зону, листа, нижнего, отделения, подачи, стопы
...при ГКНТ СССР113035, Москва, Ж - 35, Раушская наб д. 4/5Производственно-издательский комбинат Патент, г, Ужгород, ул. Гагарина, 101 Изобретение относится к холодной обработке металлов давлением и может быть использовано для отделения нижнего листа от стопы и подачи его в зону обработки.Цель изобретения - повышение надежности отделения листа от стопы.На чертеже изображена схема, поясняющая способ отделения нижнего листа стопы и подачи его в зону обработки,Способ осуществляют следующим образом.10Стопа листов 1, предварительно изогнутая, вводится в магазин 2. Расстояние между стенками магазина меньше длины листов, Концы изогнутой стопы, взаимодействуя со стенками магазина за счет сил упругости, удерживают стопу листов в изогнутом...
Устройство для изготовления кабельных наконечников

Номер патента: 1480937
Опубликовано: 23.05.1989
Автор: Пикулик
МПК: B21D 43/14
Метки: кабельных, наконечников
...1 вниз клин 2 перемещает каретку 14 с храповиком 17 и диск 7 поворачивается на заданный угол. В конце хода каретки 14 выступающая часть подпружиненного упора 20 входит в контакт с толкателем 23, и одновременно диск 7 тормозится за счет захода шарика 32 в гнездо 33. При дальнейшем опускании верхней плиты 1 буфер 3 осаживает диск 7 вниз до посадки оправками-фиксаторами 12 с заготовками наконечников на рабочие поверхности матриц штампов 8 - 1 О, а с определенного момента диском 7 осаживается толкатель 23, который стопорится в крайнем нижнем положении двуплечим рычагом 26, от взведенной пружины 27. Одновременно с осадкой диска 7 в направляющие втулки 29 фиксируются на направляющих колонках 28, после чего производятся технологические...
Автоматический укладчик деталей типа колец

Номер патента: 1480938
Опубликовано: 23.05.1989
МПК: B21D 45/00
Метки: автоматический, колец, типа, укладчик
...18.Укладчик работает следующим образом.Детали из магазина 1 по выходному лотку 5 подаются в транспортную зону А наклонной кассеты 2, По мере прохождения по транспортной зоне А детали заполняют поочередно каждую из секций кассеты. После заполнения всех секций избыточное количество деталей по лотку 9 возврата попадает в бункерную чашу магазина 1 ориентированных деталей. Неподвижная крышка 6 предотвращает опрокидывание деталей в транспортной зоне, подвижная крышка 7 - опрокидывание деталей в секциях приемной зоны кассеты.После заполнения всех секций деталями подвижная крышка 7 автоматически смещается в сторону, открывая кассету сверху. Одновременно шибер-отсекатель 8, жестко связанный с крышкой 7, разделяет транспортную и приемную...
Способ изготовления деталей типа стопорных колец с отогнутыми внутрь усиками и устройство для его осуществления
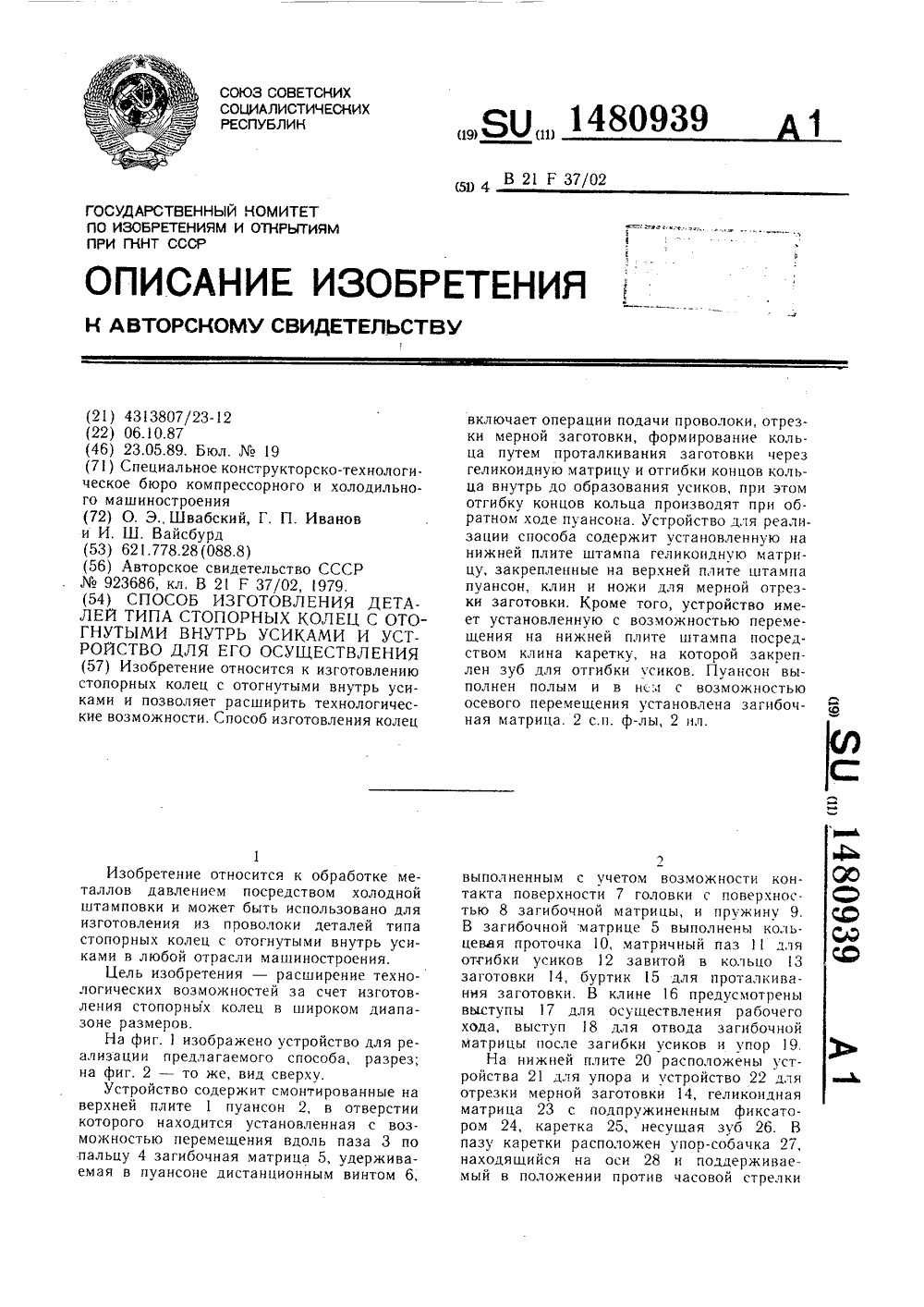
Номер патента: 1480939
Опубликовано: 23.05.1989
Авторы: Вайсбурд, Иванов, Швабский
МПК: B21F 37/02
Метки: внутрь, колец, отогнутыми, стопорных, типа, усиками
...ось 32,Способ осуществляют следующим образом.При ходе пресса вниз заготовка 14, находящаяся между упором 21 и отрезным устройством 22, отрезается на нужный размер, захватывается буртиком 15 пуансона 5 и, проходя через геликоидную матрицу 23, превращается в кольцо 13, при этом упор 19 клина 16 упирается в упор-собачку 27 и, продвигаясь, разворачивает его вокруг оси 28 по часовой стрелке, не оказывая действие по перемещению каретки 25, удерживаемой в нерабочем положении пружиной 31. В дальнейшем упор- собачка срывается с упора 19 и возвращается пружиной 29 в исходное положение, упираясь в ползушку поверхностью 30. В конце хода пресса вниз фиксатор 25 входит в проточку 10 загибочной матрицы 5 и задерживает ее в начале хода пресса...
Способ изготовления цельнокатаных колес

Номер патента: 1480940
Опубликовано: 23.05.1989
Авторы: Валетов, Королев, Тагунов, Тубольцев, Яндимиров
МПК: B21H 1/04
Метки: колес, цельнокатаных
...равно отношению объемов верхней и нижней частей обода вготовом изделии, после чего в процессе прокатки разницу внутреннихдиаметров обода, полученную при формовке, сохраняют постоянной,Разбег отношения диаметров внутренних поверхностей обода нижней иверхней его частей (или отношениедиаметров нижнего и верхнего формовочных штампов), равный 1,01 - 1,027, 40определяется в зависимости от изготовляемого типоразмера изделия снесимметричным ободом. Для изготавливаемых типоразмеров колес с несимметричным ободом отношение масс нижней к верхней части обода колеблетсяв пределах 1,05-1,3, Так, у цельнокатаного колеса Ф 965 мм, отношениеуказанных масс обода равно 1,05, чтотребует использования Формовочных1штампов с отношением их диаметров1,...
Способ прокатки кольцевых изделий

Номер патента: 1480941
Опубликовано: 23.05.1989
Авторы: Левицкий, Лященко, Осипенко, Староселецкий, Хейфец, Шулежко, Якубович
МПК: B21H 1/06
...после прокатки,лля бранного типоразмера изделий, и Ьостоянно сравниваются с этим значением. При достижении толщины кольцевого ИЗделия я=ь ь, датчик 5 подает сигнал на устройства (не показаны), которые изменяют направления вращения валков 3 и 4 на противоположные, при этом осуществляют чистовую прокатку в противоположном направлении до получения конечных размеров излелия.,Черновую и чистовую прокатку производят в одной клети стана.Изменение направления вращения валков может быть осугцествлено, например, путем изменения направления вращения55 Формула изобретения Способ прокатки кол 1 цевых изделий в радиальном направлении между двумя валками с приложением крутящего момента вала электродвигателя (реверса) или путем изменения крутящего...
Стан для раскатки колец

Номер патента: 1480942
Опубликовано: 23.05.1989
Авторы: Гавриков, Казанская, Чеботарев
МПК: B21H 1/06
...поверхностью матрицы 1.Раскатка цилиндрической наружной поверхности кольца производится матрицей 1,а раскатка наружных радиусных фасок кольца - фасочными левым 14 и правым 15 валками. Раскатка внутреннего профиля осуществляется профильным внутренним валком 16. Матрица 1 между фасочными валками 14 и 15 установлена с небольшим суммарным зазором (0,20,3 мм). Кольцевая 35заготовка (кольцо) 17 загружается в матрицу 1 подающим устройством, (не показано)Удаление раскатанного кольца 17 из матрицы 1 осуществляется механизмом выпрессовки, установленным со стороны левого 40фасочного валка 14.Стан для раскатки колец работает следующим образом.Перед раскаткой кольца матрица 1 устанавливается между фасочными валками 14и 15, после этого проводится...
Устройство для раскатки кольцевых деталей

Номер патента: 1480943
Опубликовано: 23.05.1989
Автор: Канторов
МПК: B21H 1/06
...ул. Гагарина, 01 Изобретение относится к обработке металлов давлением, в частности к раскатке обечаек и бандажей на кольцепрокатных станах.Цель изобретения - уменьшение металлоемкости.На чертеже изображена схема устройства.Устройство для раскатки кольцевых деталей содержит опору 1, матрицу 2, установленную с возможностью взаимодействия с рабочей поверхностью опоры 1, и внутренний рабочий валок 3. Опора 1 выполнена в виде ложемента с вогнутой рабочей поверхностью внутренний рабочий валок 3 размещен в ложементе с зазором относительно него, а матрица 2 выполнена в виде бесконечной приводной ленты, размещенной с охватом опоры 1 и в зоне зазора между вогнутой рабочей поверхностью ложемента и рабочим валком 3.Приводом синхронного перемещения...
Способ прокатки изделий с внутренними спиральными ребрами

Номер патента: 1480944
Опубликовано: 23.05.1989
Авторы: Дерябин, Сердега, Сычев
МПК: B21H 3/08
Метки: внутренними, прокатки, ребрами, спиральными
...сталей колеблется в пределах 300 - 600 град/с. При этом в материале заготовки происходят структурные изменения, сопровождающиеся увеличением внутреннего диаметра в пределах 0,02 - 0,04 мм, что обеспечивает уменьшение сил трения между оправкой и изделием при вывинчивании оправки, а следовательно, повышает ее стойкость,Дополнительное увеличение зазора между изделием и оправкой обеспечивается зг счет дополнительного поверхностного нагрева изделия, например, токами высокой частоты до температуры отпуска данной марки13стали, При этом на заготовке одновременно снимаются внутренние напряжения и исключается коробление.Пример. Прокатывают опытную партию муфт для винтовой арматуры диаметром 14 мм. В качестве исходной заготовки используют...
Способ ковки ступенчатых поковок

Номер патента: 1480945
Опубликовано: 23.05.1989
Авторы: Грушко, Ефимов, Камалов, Карнаух, Касилов, Кривошеев, Машнин, Соколов, Чередник, Шахматов
Метки: ковки, поковок, ступенчатых
...диаметр деформированной зоны столбчатых кристаллов в отработанном валке;У - уков бочки перекованноговалка;- коэффициент перераспределения зоны внеосевой ликвациии деформированной зоныстолбчатых кристаллов в перекованном валке, К 1= (0,951,0)У;Осантка ср - СРЕДНИЙ ДИВМЕТр СЛИТКа ДЛЯполучения поковки отработанного валка, мм;У 1 - уков бочки отработанноговалка;25К 2 - коэффициент перераспределения зоны внеосевой ликвациии деформированной зоныстолбчатых кристаллов в отработанном валке, К 2=(0,70,9) уУ 1 15 К 20 30 35 40455055 ВаЛКа, ВЕЛИЧИНЫ Оман И С 1 макс ОПРЕДЕЛЯЮТСЯ на основе опытных данных и зависят от многих параметров процесса получения слитка И КОВКИ. ДЛЯ ОПРЕДЕЛЕНИЯ дмакс ВОЗМОЖНО использование следующих эмпирических форму...
Устройство для контроля и регулирования температуры нагрева заготовок перед штамповкой

Номер патента: 1480946
Опубликовано: 23.05.1989
Авторы: Григоренко, Пашин, Раева, Родионов
МПК: B21J 1/06, G05D 23/19
Метки: заготовок, нагрева, температуры, штамповкой
...10 коэффициентов рассеяния соответственно температуры и усилий устанавливаются значения К и К,. которые лолжны удовлетворять условиям0 К, 1; 0 К, 1; К, +К, 1.Конкретные значения коэффициентов К, и К, определяются в зависимости от соотношения характеристик законов распределения погрешностей измерения температуры и усилия при штамповке деталей, а значения Й, и Е, находятся по результатам прелварительных экспериментов.Кроме того, датчик 15 усилия деформирования настраивается таким образом, чтобы измерение усилий осугцествлялось при начальных фазах перемещения леформирующего инструмента с целью исключения влияния на результаты измерения усилий трения металла заготовки об инструмент и колебаний объема заготовки, которое существенно на...
Способ изготовления полых изделий

Номер патента: 1480947
Опубликовано: 23.05.1989
Авторы: Алиев, Бондарь, Воронцов, Еремин, Ефимов, Кащенко, Соколов
МПК: B21J 5/00
Метки: полых
...зазор 24 сохраняется до конца процесса,В зоне его наличия деформация радиальнойраздачей полой кромки продолжается также30 до конца процесса. Это позволяет путем свободной радиальной раздачи получить изфасонированного с целесообразной геометрией полуфабриката изделия с профилированной ступенчатой или суженной кромкой.Штамповку заканчивают в момент достижеЗ 5 ния требуемых размеров изделия.Деформацию на заключительной стадииможно вести и с вытеснением металла в компенсационную полость в прямом направлении, Для низких цилиндрических полуфабрикатов с фасонированными торцами ком 40 пенсация избытка в прямом направлениив технологический отросток предпочтительнаи может быть выполнена при силовом воздействии на торец (фиг. 3). На...
Устройство для моделирования поверхностей формообразующих инструментов

Номер патента: 1480948
Опубликовано: 23.05.1989
Автор: Мухин
МПК: B21J 13/02
Метки: инструментов, моделирования, поверхностей, формообразующих
...образом.Полностью собранное устройство со стержнями устанавливают торцами 19 на1480948 Формула изобретения фиг 1 плоскость и, убедившись, что все стержни касаются плоскости, ключом вращают винты 11 и 12. Пластина 6 начинает двигаться и поверхностями отверстий давит в поперечном направлении на стержни 17, которые прогибаются на стрелу прогиба а. Стрела прогиба а тем больше, чем больше равнодействующая всех сил Р (от действия винтов 11 и 12) и расстояние А между пластинами 2 и 6. В отверстии 16 стержень 17 заклинивается в точках б и в, вследствие чего в указанных точках создается сила трения. Такая же сила трения возникает и в отверстии противоположной пластины. Устройство устанавливают на подкладки на столе станка с ЧПУ так, чтобы...
Устройство для смены штампов

Номер патента: 1480949
Опубликовано: 23.05.1989
Авторы: Зима, Телявский, Шилов
МПК: B21J 13/02, B30B 15/02
...в одной вертикальной плоскостис осью Оз пресса. Далее платформа 8, выдвигаясь, входит в зазор 15 между столом 1и размещенной на нем щтампонесущей плитой 3 со штампом 4 и приподнимает плиту 3вместе с использованным штампом 4, приэтом плита 3 фиксируется на фиксаторах 9,Затем платформа 8 возвращается в исходноесреднее положение, разворачивается вокругоси Ог на 180, снова выдвигается и, опускаясь, устанавливает плиту 3 со сменнымштампом 4 на фиксаторы 11 стола 1. Послеэтого платформа 8 возвращается в исходноесреднее положение и поворачивается на 90в исходное транспортное положение. Такимобразом, происходит обмен штампами между платформой и подъемно-поворотным столом 1, при этом механизм поворота столапозволяет обеспечить поштучную...
Штамп для горячей штамповки поковок и способ его изготовления

Номер патента: 1480950
Опубликовано: 23.05.1989
Авторы: Арефьев, Горохов, Пакало, Скащенков, Шестаков
МПК: B21J 13/02
Метки: горячей, поковок, штамп, штамповки
...волокон на радиусах, превышающей твердость материала волокон остальных участков менее, чем в 1,3 раза, не обеспечивается равномерный износ ручьев штампов, работающих в тяжелых условиях, в первую очередь выходят из строя радиусы закруглений из-за трещин, износа и потери размеров. При твердости материала волокон на радиусах, превышающей более, чем в 2 раза, твердость материала волокон на остальных участках рабочей поверхности, происходит выкрашивание рабочей поверхности на радиусах закруглений, стойкость штампов падает.В качестве плакирующего материала может быть использован плакируюший материал с коэффициентом трения, составляющим 0,150,8 коэффициента трения материала волокон. Это может быть, например, 148095010 15 20 25 30 35 40...
Инструментальный узел устройств для горячего деформирования металлов

Номер патента: 1480951
Опубликовано: 23.05.1989
Авторы: Бровман, Капорович, Лысенко
МПК: B21J 13/02
Метки: горячего, деформирования, инструментальный, металлов, узел, устройств
...нарастании давления охлаждающей среды осуществляется выпрессовка рабочего инструмента совместно с опорной втулкой.1 з. п. ф-лы, 1 ил. охлаждающей среды от источника ее по- ОО дачи. Для отвода охлаждающей среды изполости рабочего инструмента предназна- ф чен канал 7.Инструментальный узел снабжен полым корпусом 8, соединенным индивидуальной магистралью 9 и каналом 10 с напорной магистралью 5, В корпусе 8 размещены подвижные шары 1 с возможностью последовательной подачи под действием охлаждающей среды к отверстию опорной втулки.В зоне канала 10 установлена приводная от силового цилиндра 12 заслонка 13 с перепускным отверстием. Шары 11 могут быть выполнены из материала с плотностью меньшей плотности охлаждающей среды.При смене рабочего...
Штамп-автомат для изготовления деталей с фланцами

Номер патента: 1480952
Опубликовано: 23.05.1989
МПК: B21J 13/02
Метки: фланцами, штамп-автомат
...на другом конце, ввинченной в резьбовые отверстия верхней плиты 13 лля возможности регулировки по высоте и вывода ползушек из-под револьверного лиска. На нижней плите также установлен загрузчик 7 леталей в зону штамповочного ручья револьверного диска.Штамп-автомат работает следующим образом.Заготовка с помощью загрузчика 17 перемещается в зону штамповочного ручья револьверного диска и под собственным весом попадает в отверстие диска 5. Передача заготовок с позиции загрузки на позицию штамповки производится в револьверном диске, поворот которого осуществляется с помощью собачки 6, закрепленной на ползушке 7, перемещаемой пневмоцилиндром 8, когда ползун пресса находится в верхнем положении. Заготовки поочередно попадают на позиции...
Способ клепки

Номер патента: 1480953
Опубликовано: 23.05.1989
Авторы: Корчак, Лысенко, Сабанов
МПК: B21J 15/02
Метки: клепки
...формированием замыкающей головки; на фиг. 4 - готовое заклепочное соединение.Способ клепки заключается в том, что в отверстие, выполненное в пакете деталей 1, изготовленных из волокнистого композиционного материала, например углепластика, устанавливают стержневую заклепку 2. После этого осуществляют сжатие пакета посредством прижима 3 и плунжера 4. Внутри прижима размещают пуансон 5 с прошивным инструментом 6, выполненным в виде стержня. Инструментом 6 осуществляютпрошивку углубления в выступающей части стержня заклепки, после чего инструмент 6 отводят, а посредством расклепывающего пуансона 7 с плоской рабочей поверхностью осуществляк)т окончательное формирование замыкающей головки 8.Пример, В отверстие пакета деталей из...
Приспособление для изготовления клепаных лонжеронов

Номер патента: 1480954
Опубликовано: 23.05.1989
Авторы: Звягинцев, Коновалов, Старостенко
МПК: B21J 15/28
Метки: клепаных, лонжеронов
...быть использовано в авиационной промышленности при изготовлении клепаных лонжеронов.Целью изобретения является расширение эксплуатационных возможностей.Указанная цель достигается путем обеспечения возможности переналаживания приспособления при изготовлении лонжеронов для крыльев с различным углом стреловидности. На чертеже схематически изображено предлагаемое приспособление.Приспособление содержит раму, выполненную в виде неподвижно установленной на опорах 1 секции 2 и смонтированной на ней посредством шарнирных поворотных узлов 3 секции 4. Секции 2 и 4 соединены между собой механизмом фиксации секций в рабочем положении, выполненным в виде регулируемой по длине тяги 5. На каждой секции установлены ложементы 6, содержащие...
Поддержка для одноударной клепки профилей

Номер патента: 1480955
Опубликовано: 23.05.1989
Авторы: Бородин, Несоленый, Саблуков
МПК: B21J 15/38
Метки: клепки, одноударной, поддержка, профилей
...Последний может быть покрыт амортизационным материалом.Поддержка работает следующим образом.В исходном положении винт 2 вывернут в крайнее положение, коромысло 3 откинуто, освободив место для профиля 7. Клепалыцик, поворачивая поддержку, заводит ее на полку профиля и придает ей поступательное движение, Затем поворачивает коромысло 3 вокруг оси 4 и завертывает винт 2, который, воздействуя на плошадку 10 коромысла 3, поворачивает его вокруг оси 4. Опорный конец1 коромысла воздействует на профиль 7. Гри этом поддержка перемещается вверх до образования требуемого зазора между поверхностями 8 и 9 и верхней полкой профиля, что необходимо для постановки заклепок в отверстия. В таком положении поддержка может свободно перемешаться вдоль...
Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца

Номер патента: 1480956
Опубликовано: 23.05.1989
Авторы: Корина, Олешко, Стеблюк, Сушко
МПК: B21J 5/12, B21K 21/08, B23K 20/02 ...
Метки: венца, виде, краевым, многослойным, полых, профильного, тонкостенных, утолщением
...состоянием очага деформации в плоской заготовке при свертке ее в полый стакан исходная толщина листа на участке от координаты р, составляющей 0,607 от радиуса заготовки Й-;, до кромки возрастает от значения 5 =Яю до Я=5 о-/К, где К - степень вытяжки.При зазоре между формующими поверхностями матрицы и пуансона, роль которых выполняют в конечный момент соответствующие поверхности армирующих заготовок, равном 0,8 - 1,0 градиента толщины, который составит АЯ=Яю(1 - К), телескопическая сборка всех слоев будет происходить с натягом за счет утонения края полой заготовки.При этом обеспечивается разрушение оксидных и других видов пленок на контактных поверхностях заготовок, создаются сжимающие напряжения в зоне контакта слоев, что...
Способ сборки втулочно-роликовых цепей

Номер патента: 1480957
Опубликовано: 23.05.1989
Автор: Таныгин
МПК: B21L 9/02
Метки: втулочно-роликовых, сборки, цепей
...цепи; на фиг, 2 - последовательность подачи и сборки элементов цепи.Собираемая втулочно-роликовая цепь включает следующие элементы: нижнюю наружную пластину 1, нижнюю внутреннюю пластину 2, втулки 3, ролики 4, верхнюю внутреннюю пластину 5, валики 6 и верхнюю наружную пластину 7.Сборку цепи осуществляют на непрерывно движущемся сборочном конвейере 8 с захватными штырями 9, взаимодействующими с неподвижным копиром 10, на сборочных позициях 1, 11, 111, 1 Ч, Ч, И и Ч 11. Сборку втулочно-роликовой цепи осуществляют следующим образом.На позиции 1 на штыри 9 конвейера 8 подают нижнюю наружную пластину 1. Затем на позициях 11 - Ч последовательно осуществляют подачу элементов, образующих катушку, На позиции 11 подают нижнюю внутреннюю...
Перепускной клапан

Номер патента: 1480958
Опубликовано: 23.05.1989
Авторы: Бажанов, Лотов, Негрешный, Панченко
МПК: B22C 9/03
Метки: клапан, перепускной
...производству и может быть использовано в составе оборудования, предназначенного для реализации процесса вакуумной формовки.Целью изобретения является упрощение конструкции и повышение степени герметизации клапана за счет применения в качестве запорного органа трубчатой оболочки, скатываемой при срабатывании в кольцевой валик.На чертеже изображен перепускной клапан в исходном запертом состоянии и ответная втулка литейной опоки. Клапан содержит эластичный запорный орган, выполненный в виде оболочки 1, закрепленной посредством кольца 2 на наружной поверхности у меньшего основания конического корпуса 3 и образующей у большего его основания кольцевой валик 4. При этом питающий вакуум-провод 5 выведен во внутреннюю полость 6 корпуса,...
Способ разливки стали

Номер патента: 1480959
Опубликовано: 23.05.1989
Авторы: Аверьянов, Литвинов, Фролов, Фролова
МПК: B22D 7/00
...на 0,7 - 1,2%, улучшить качество готовых заготовок, повысить производительность разливочных цехов на 20 - 4000.1 табл. роятность всплывания, благодаря чему уве. личивается выход годного металла.Нагрев поверхностей теплоизол яционн ых плит и клиньев, обращенных вовнутрь изложницы, позволяет улучшить не только их теплофизические характеристики, но и улучшить условия крепления плит клиньями в изложнице.Температурный режим нагрева теплоизоляционных плит определяется с одной стороны наилучшими условиями крепления плит а с другой - формированием усадочной раковины в головной части слитка.Нагрев поверхности теплоизоляционных плит и клиньев ниже 0,1 температуры разливаемого металла приводит к недостаточному удалению газов и влаги с...