B24B 51/00 — Устройства для автоматического управления отдельными операциями при шлифовании изделий
Устройство для контроля скорости шлифования

Номер патента: 429942
Опубликовано: 30.05.1974
Авторы: Гуральник, Гусаков, Маршак, Носонов
МПК: B24B 49/04, B24B 51/00
Метки: скорости, шлифования
...15 аналог в к, схему 16 управления приводом шлифовального камня и электродвигатель 17.Устройство работает следующим образом.Осветители 1 и 2 обеспечивают необходимый световой поток и равномерную освещенность контролируемых полей 18 и 19 (фиг. 2), Размер поля 18 зависит от угла поворота обрабатываемого профиля 20. Фотоэлектрические сканирующие датчики 3 и 4 представляют собой полый цилиндр, приводимый во вращение исполнительным двигателем. По образующей цилиндра сделано щелевое отверстие (диафрагма), через которое приемник лучистой энергии (фотодиод), установленный неподвижно в центре вращающегося цилиндра, сканирует контролируемое поле 18, 19. За время нахождения диафрагмы в зоне контролируемого светового поля вызванные изменения...
Устройство для регулирования перемещения и компенсации износа режущего инструмента

Номер патента: 440245
Опубликовано: 25.08.1974
Авторы: Ильченко, Кузьмин, Оксенгендлер
МПК: B24B 51/00
Метки: износа, инструмента, компенсации, перемещения, режущего
...времени происходит в послепусковой момент.Таким образом, нажатием кнопки Кн, производится запуск электродвигателя ЭД, осуществляющего привод шпинделя станка с установленным в нем отрезным диском 2.При подаче в зону обработки магнитопровода срабатывает конечный выключатель ВК запитывая реле Р которое блокирует свои контакты, подавая при этом питание на электромагнитный клапан ЭМз, открывающий канал слива жидкости из гидроцилиндра 3.Под действием силы тяжести коромысла 1 шток входит в корпус гидроцилиндра 3, а кронштейн 4 и опирающаяся упором 8 на выключатель ВК, рейка б перемещается вниз относительно корпуса гидроцилиндра с закрепленной на нем планкой 5.В процессе опускания коромысла 1 вращающийся диск 2 соприкасается с поверхностью...
Способ бесконтактного измерения вибрации шлифовального круга

Номер патента: 444632
Опубликовано: 30.09.1974
МПК: B24B 51/00
Метки: бесконтактного, вибрации, круга, шлифовального
...станке. 20Однако этот способ имеет косвенный принцип измерения вибраций круга, отличающийся сложностью обработки результатов измерения и значительными погрешностями.Предлагаемый способ отличает 1 ся от известных тем, что шлифовальный круг смачивают электропроводнои жидкостью,Это позволяет использовать шлифовальный круг в качестве одной из обкладок датчика, что повышает точность измерений.Изобретение поясняется чертежом.Ввостной датчик образован металлической пластиной 1 с устройством 2 для измерения начального зазора Ь и поверхностью шлифовального круга 3, которую предварительно смачивают электропроводной жидкостью. В качестве электропроводной жидкости используют эмульсию или водопроводную воду. При измерении шлиовальный круг...
Способ автоматического регулирования усилия при продольном круглом шлифовании

Номер патента: 462710
Опубликовано: 05.03.1975
МПК: B24B 51/00
Метки: круглом, продольном, усилия, шлифовании
...ее сечениях про. исходят изменения глубины шлифования как в течение одного оборота детали, так и ее среднего значения при продольном перемещении. Это вызывает соответственно изменения усилия шлифования в течение одного оборота детали и его среднего значения при продольном перемещении. Частота их изменений будет разной. Сигнал, пропорциональный текущему значению усилия, содержит обе эти частоты, Он непрерывно сравнивается с заранее заданным оптимальным. Из сигнала рассогласования выделяются два сигнала, различных по частоте. Один из них, пропорциональный изменению усилия в течение одного оборота детали, направляется на изменение угловой скорости детали. Другой, пропорциональный изменению среднего значения усилия при продольном...
Способ автоматической настройки на оптимальный режим шлифования

Номер патента: 484977
Опубликовано: 25.09.1975
МПК: B24B 51/00
Метки: автоматической, настройки, оптимальный, режим, шлифования
...и потреб 5 ляемую мощность привода шлифовального круга.По результатам сравнения температур изменяют скорость перемещения обрабатываемой поверхности в направлении, пер пендикулярном образующей круга, соблюдая обратную зависимость между температурой обрабатываемой поверхности и скоростью перемещения обрабатываемой поверхности перпендикулярно образующей 15 круга, одновременно с этим по результатам сравнения фактически потребляемой мощности привода шлифовального круга с номинальной, измсряют величину скорости перемещения обрабатываемой поверхности 20 вдоль образующей круга (поперечная подача), соблюдая прямую зависимость между мощностью привода и величиной поперечной подачи, до значения, когда разница между заданными температурой и мощно...
Устройство для измерения температурыв зоне шлифования

Номер патента: 509416
Опубликовано: 05.04.1976
Авторы: Горбунов, Маркевич, Степанов
МПК: B24B 51/00
Метки: зоне, температурыв, шлифования
...температуры по всей длине дуги контакта шлифоваль-. ного круга с обрабатываемой деталью, И толлещяь1 (Я) УЮ 621.9,,08(088.8) анияД 5,О 476 Цель изобретения - измерение температуры на всей длине дуги контакта шлифовального круга с обрабатываемой деталью,увеличение в связи с этим объема получаемой. информации и повышение точностиизм зрений.Это достигается тем, что в предлагаеустройстве на фланце шлифовальногоа установлена державка, На которойеплен отражатель под углом к осифовального круга, обеспечиваюший направление лучистого потока, идушего иззоны обработки через отверстие в шлифовальном круге, на приемник инфракрасно,го излучения, расположенный перпендикулярно к оси державки,На чертеже изображена схема предлагаемого...
Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа

Номер патента: 521124
Опубликовано: 15.07.1976
Авторы: Гришин, Рюмкин, Шлейфер, Элисман
МПК: B24B 51/00
Метки: внутришлифовального, подачей, поперечной, реализации, способа, станка, этого
...сравнения, выполненным в виде мембранных сумматоров 10 и 11; выходы которых соединены с сильфонным Дифференциальным. пневмоэлектроконтактнымпреобразователем 1 2,. управляющим леханиэмом подачи 4.1Камеры 13 и 14 сумматоров соединенй с измерительными ветвями соответствующих, датчиков непосредственно, а камеры 15 и 16 - через запирающие устройства, выполненные в виде клапанов 17 и 18, срабатывающих по команде от блока 19 контроля скорости съема припуска;Блок 19 представляет собой дифференциальный сильфониый пневмоэлектроконтактный преобразователь, камера 20 которого5соединена с измерительной ветвью датчика5 непосредственно, а камера 21 - черезинерционное звено, состоящее иэ регулируемого дросселя 22 и емкости 23,В процессе съема...
Способ контроля затупления шлифовальных кругов

Номер патента: 526499
Опубликовано: 30.08.1976
Авторы: Борисов, Каморкин, Козыряцкий, Костенко
МПК: B24B 51/00
Метки: затупления, кругов, шлифовальных
...сопровождается 0 налипанием и забиванием его пор частицамиобрабатываемого материала. При этом повышается температура в зоне шлифования, что приводит к образованию прижогов на шлифуемой поверхности. Разогретые частицы металла, находящегося на рабочей поверхности круга, светятся. Интенсивность этого свечения зависит от степени затупления круга: чем выше температура частиц, тем больше сила светового потока.0 В процессе шлифования детали изменяетсясостояние рабочей поверхности круга, и, следовательно, изменяется сила светового потока разогретых частиц металла, находящихся ня этой говерхнол и.5 Спосоо Вкл 10"е 1 след)о 1131 еРегистрируя)т световой потост 11 ц оор)1 ояьВ 1 емо о металповерхнгстп круга.Силу светового потока ч0 в...
Устройство для компенсации износа абразивного круга

Номер патента: 552182
Опубликовано: 30.03.1977
МПК: B24B 51/00
Метки: абразивного, износа, компенсации, круга
...электромагнитным стопором, управляемым от узла контроля тока электродвигателя станка.Недостаток этого устройства -- большая погрешность компенсации износа режущего инструмента.Цель изобретения - умепьшсние погрешности глубины обработки и повышение надежности устройства в работе.Это достигается тем, что в предлагаемом устройстве привод подачи снабжен механизмом смсценпя обрабатываемой детали па величину износа инструмента, причем узел контроля износа инструмента и блок управления механизмом компенсации представляют сооой ячейку И, один вход которой соединен с блоком касания, например с индуктивным пия и датчик положения через подсоединены к входу ячейкиРедактор С, Заика Корректор Н. Аук Заказ 3780 Изд.352 Тираж 1106 Подписное...
Устройство для автоматического поворота и фиксации шпинделя автомата

Номер патента: 560742
Опубликовано: 05.06.1977
Авторы: Бочаров, Климов, Розин, Юрьев
МПК: B24B 51/00
Метки: автомата, поворота, фиксации, шпинделя
...на валу редуктора электропривола 23. Слева от патрона с изделием 17 размещается постоянно врашаютцийся алмазный круг 24. Изделие 17 поджимается в патроне штотсом 25. Изделие 17, обрабатываемое алмазным кругом 24, зажимается в патроне 1 б штокол 25, пер:- лещающимся в шпинделе 15, 111 линдель 15 вращает ся от электропривода 23 через зубчатые колеса 22 и солнечные зубчатые колеса 2 и 1, т.е. от дифференциала, при условии, если зубчатый диск 11 застопорен зубчатой колодкой 12, В этом случае главньгй вал 5 дифференциала застопорен полностью. Когда 30 шлифование прекращается, каретка 14 отходит от алмазного круга 24, и клин 13 поднимает зубчатую колодку 12, Вал 5 полностью освобождается и получает возможность вращения, при этом вращаются...
Устройство для автоматического регулирования поперечной подачи шлифовальных станков

Номер патента: 576205
Опубликовано: 15.10.1977
Авторы: Бейнарович, Бородин
МПК: B24B 51/00, G05B 19/02
Метки: подачи, поперечной, станков, шлифовальных
...поперечного суппорта и устройство формирования программы съема припуска во времени, введены запоминающее устройство, вход которого подключен к датчику величины снимаемого припуска, и вычислительное устройство, входами соединенное с запоминающим устройством и датчиками величин снимаемого припуска и перемещения поперечного суппорта, а выходом - с устройством формирования программы съема припуска во времени,На чертеже приведена блок-схема предлагаемого универсального программирующего устройства для формирования самоизменяющейся программы съема припуска во времени в системах адаптивного управления шлифовальных станков.Универсальное программирующее устройство содержит датчик 1 величины перемещения поперечного суппорта, запоминающее устрой...
Электрогидравлическое многокоординатное управляющее устройство

Номер патента: 576567
Опубликовано: 15.10.1977
Авторы: Байкалов, Домрачев, Спыну, Тимошенко
МПК: B24B 51/00, F15B 21/02
Метки: многокоординатное, управляющее, электрогидравлическое
...числу координат управления (в данном случае их две). Каждой координате соответствует узел обратной связи, состоящий из ролика 9 (10) и троса 11 (12),Работу устройства рассмотрим на примере привода радиального перемещения рабочего органа, Блок управления, в соответствии с программой, содержащейся в программном блоке 2, подает электрические импульсы на вход шагового двигателя 3, вал которого вместе с гайкой винтового преобразователя 5 поворачивается на угол, пропорциональный числу поданных импульсов. При этом смещается распределительный золотник 7, открывая дросселирующие щели. Рабочая жидкость под давлением по трубопроводам 22 и 2 б подводится, например в поршневую полость гидроцилиндра 13. Его штоковая полость при этом линиями 23 и...
Способ автоматического регулирования параметров процесса шлифования

Номер патента: 588108
Опубликовано: 15.01.1978
Авторы: Артемьев, Воскресенский, Ермолаев, Карабчиевский
МПК: B24B 51/00
Метки: параметров, процесса, шлифования
...установленного параметрапропорционально мгновенной ширине обработки.На фиг, 1 показаны виды обработки пришлифовании; на фиг. 2 - функциональная 25 схема известного способа регулирования; нафиг. 3 - функциональная схема предлагаемого способа регулирования.Понятие мгновенной ширины Вц и макспмалы 10 Й ширины Вмакс шлифования илл 10- зо стрируется на фиг, 1. На фиг. 1 а показан при588108 8 а 1 мер обработки для ируглого и плоского шлифования, в котором ширина круга Вк больше ширины изделия, Если ируг касается всей ширины детали Виг то Вмакс=Ви, если же касание происходит только по отдельным элементарным участкам ширины детали В;, то мгновенная ширина шлифования равна Вмгк= =ХЬпричем Вмг(Вмакс Пример шлифования, показанный на фиг. 1 б,...
Устройство управления поперечной подачи шлифовального станка

Номер патента: 588109
Опубликовано: 15.01.1978
Автор: Новиков
МПК: B24B 51/00
Метки: подачи, поперечной, станка, шлифовального
...импульсы, количество коропорционально величине скорости изпрппуска, фиксируемой датчиком 12. та импульсов преобразователя 11 за588109 7 агр г А Форм изо брет одачеи чиком тором атора, увелиельнооростив имУстроиство у шлифовального врезания, датчи и задатчиком о отличающее чения точности сти станка, оно подачи, преобр(;ьие.2 оставитель Т. 10 дахи Техред Н. Рыбкин корректор Л. Брахнин едактор Г. Мозжечко Подпнс ираж 1109та Мннистроткрытпйн наб., д, 4/ Изд. Ы 101 осударствснного кохштета Сов по делана пзобрстенпй п113035, Москва, К, Раушск аказ 292 ипотрафпн, пр. Сапунов висит от напряжения, подаваемого на его вход с датчика 12.Начало отсчета интервала времени 1, задается с момента врезания шлифовального круга 7 в изделие 16, а конец...
Способ управления рабочим циклом поперечной подачи при шлифовании врезанием

Номер патента: 601146
Опубликовано: 05.04.1978
Авторы: Куперман, Курган, Михелькевич, Пряничников, Чабанов
МПК: B24B 51/00
Метки: врезанием, подачи, поперечной, рабочим, циклом, шлифовании
...предложенного. рабочего циклао юЧоу н 5 э являются эавнсямыми отжесткости системы СПИД,В частности, скорость поперечной подачина операции чистового шлифованияУе уствгнавливают прямо пропорцйонально величинежесткости системы СПИЦУс н, а величину првпуска Ь , при котором производится переключение с операции чистовогошлифования на размерное выхаживание, устанавливают обратно пропорциональной жесткос ти системы СПИЦ бв =Р1 Д", Коэффициен-ты П, Ю, р и К выявляются экспериментальноили расчетным путем,При этом коррекцию параметров Уг и6 осуществляют перед началом цикла йв Зо. основании результатов измерения жесткостисистемы СПИД, соответствующей предшествующему циклу обработки,Представленные на фиг. 1 графики изменения скорости...
Быстродействующий механизм переключения

Номер патента: 601147
Опубликовано: 05.04.1978
МПК: B24B 51/00
Метки: быстродействующий, механизм, переключения
...конце толкателя закреплена серьга 10, связанная с супподтом или кареткой (не изображена), На корпусе 1 крепится кронштейн 11 с переключающим рычагом 12. В нижней части кронштейна расположены две собачки 18 л 11, входящие в пазы корпуса 1 сн толкателя. Собачки закреплены на осях 15. Снаружи собачек расположены пружины 16.Механизм переключения работает следу. ющим образом.. 4/5 132 Тирао комитета Совета Мизобретений и открь35, Раушская наб.,Тип. Харьк. фил. пред. Патент При перемещении суппорта или,каретки влево (на чертеже не показаны) толкатель 2 перемещается также влево и своим правым окосом паза выжимает собачку 14. При этом упор 4 остается, неподвижным, упираясь под действием пружины б в перекл 1 очающий рычаг 12. Штифт 9...
Способ коррекции припуска на выхаживание при шлифовании

Номер патента: 601148
Опубликовано: 05.04.1978
Автор: Новиков
МПК: B24B 51/00, G05B 19/02
Метки: выхаживание, коррекции, припуска, шлифовании
...времени системы СПИД, суммируют с опорным сигналом, суммарный сигнал сравнивают с сигналом текущего размера, н при их равенстве формируют сигнал на изменение лодачн. Способ поясняется чертежом, где обозначено: кривая 1 - цикл шлифования изделия с большей постоянной времени системы СПИД, 25 кривая 2 - цикл шлифования изделия с меньшей постоянной времени системы СПИД.При обработкс изделия с большой постоянной времени системы СПИД на выхаживание (шлнфозанпе без подачи) оставляют приЗо пускРедактор Л. Утехина Корректор В. Гутман Заказ 177/330 Изд.132 Тираж 1075НПО Государственного комитета Совета Министров СССРпо делам изобретений и открытийМосква, )К, Раугпская иаб., д. 4/5 Подписное Тип. Харьк. фил. пред. Патент При Оорабоке изделия с...
Устройство для управления шлифовальным станком

Номер патента: 606718
Опубликовано: 15.05.1978
Авторы: Акчурин, Баронников, Брятова, Новиков
МПК: B24B 51/00, G05B 19/02
Метки: станком, шлифовальным
...системыСПИД (станок-приспособление инструментдеталь), фиксируемая датчиком 9, достигаетвеличины, заданной задатчиком 10 уставок.Количество импульсов, считанное в течение интервала времени с момента врезания шлифовального круга в йзделие до момента достижения упругой деформации заданной величины, пропорциональное постояннойвремени системы СПИД, используется дляформирования корректирующего сигнала, изменяющего юпорный уровень первого нульоргана, 2, выдающего команду на выхаживание,Каждый последующий импульс, поступающий на счетчик импульсов отпирает один задругим ключевые элементы 13-18, которыешунтируют соответствующие резисторы 1925 делителя напряжения, и первый нуль орган 2 выдает команду на выхаживание.25В делителе 26 изменяются ток и...
Способ автоматического регулирования параметров процесса шлифования
Номер патента: 607726
Опубликовано: 25.05.1978
Авторы: Артемьев, Ермолаев, Трушакин
МПК: B24B 51/00
Метки: параметров, процесса, шлифования
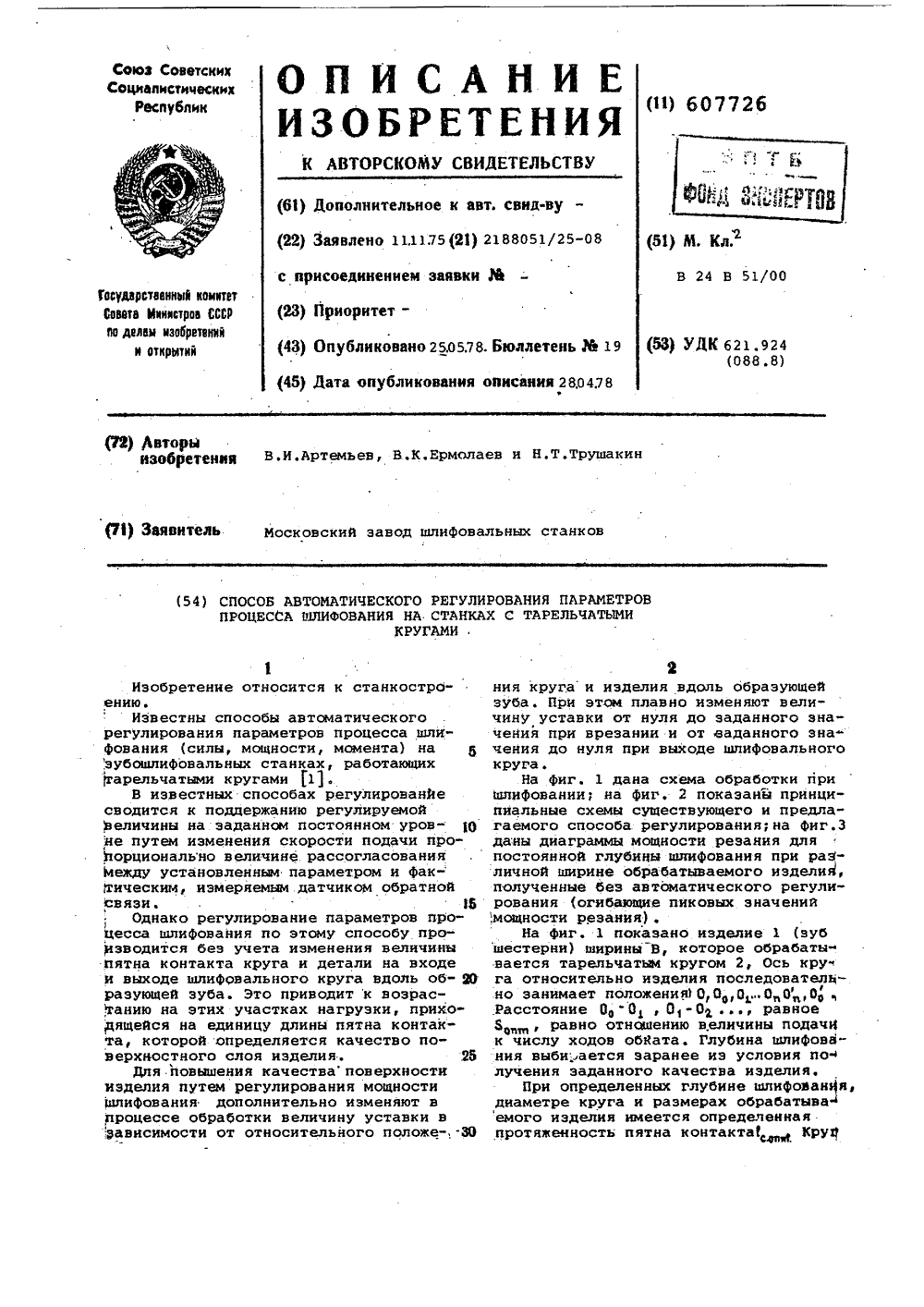
...М+оК в начале вреэан 4 ия до М, кбгдаеличина пятна контакта максимальна.ри выходе круга, когда величина пятна контакта уменьшается, мощность резания уменьшается отМмхкс до Ыхх (см. по- ВициЮ 3 на фиг. 1 ) . При такой обработ 0 е (безСАР) при постоянной глубине Шлифования получают высококачественные Изделия. известные системы автоматичеФ Ького регулирования ставят своей зада" чей поддержание мощности резания на постьянном уровнепри переменных факторах процесса резания. При этом производят извчевения резания регулируемого пара-: метра объекта регулирования 4(см,фиг.2), и с помощью датчнка обратной связи 5 посылают сигнал на сумматор б,где,проИсходит его сравнение с установленным значением Уо и разница их Чб Ж поступает в регулятор 7,...
Устройство для автоматического управления циклом врезного шлифования

Номер патента: 619330
Опубликовано: 15.08.1978
Авторы: Кокоулин, Коротков, Полянский, Серебренников, Яровинский
МПК: B24B 51/00
Метки: врезного, циклом, шлифования
...устройства от кратковременных колебаний мощности.В момент начала цикла шлифования поступает команда иэ цепей управления станком на управляющий .блок 9,. который переводит блок 8 в режим фиксации решения, т.е. на выходе блока 8 запоминается на период обработки оц ной детали уровень сигнала, который был на его входе до начала цикла. Сигнал с выхода блока 8 запоминания поступает в схеьаю суммирования 2 и 3 с Ьбратным знаком, в результате. чего у 5 пройсходит вычитание сигнала мощности холостого хода привода иэ теку" щего значения сигнала активной мощности. Сигнал,с выхода. датчика 5 диаметра шлифовального круга, который производит замер диаметра круга косвенным методом.по положению бабки в конце цикла обработки предыдущей детали,...
Способ управления процессом шлифования

Номер патента: 631322
Опубликовано: 05.11.1978
Автор: Жвирблис
МПК: B24B 51/00
Метки: процессом, шлифования
...круга, мм; Ь - показатель степени,631322 ЦНИИПИ Заказ 6254/15 Тираж 1027 Подписное Филиал ППП Патент", г. Ужгород, ул. Проектная, 4 Показатель степени принимается в предедах О,85-1,2 в зависимости от материала, диаметра и других габаритов дета лие а также в зависимости от конкретных требований к точносги обработки. 3Регулирование частоты вращения детали одновременно с изменением скорости шлифования по мере износа и уменьшения диаметра шлифовального круга позволяет обеспечить. постоянную. удельную . нагрузку 10. иа зерна шлифовального круга при определенной величине соотношения скоростей шлифова ниии вращения детали, вследствие чего, как показали проведенные аксперименты, существенно повышается стабильность всех точностей...
Способ автоматического управления шлифовальными станками

Номер патента: 633721
Опубликовано: 25.11.1978
Авторы: Бахвалов, Ларшин, Якимов
МПК: B24B 51/00
Метки: станками, шлифовальными
...подач и с помощью системы обратной связи изменяют вс633721 Составитель Б. Жиганов Редактор Б. Днбобес Техрсл О.,1 утоная Корректор Л. Небола Заказ 6676,16 Тираж 1027 11 одиисное ЦНИИГИ Государстьснного комитета Совета Министров СССР по делам изобретен ий и открытий 113035, Москва, Ж.35, Раушская наб., д. 4/5 Филиал П 11 Г Г 1 атент, г Ужгород, ул. Проектная, 4личину второй подачи так, чтобы это отношение поддерживалось на определенном заданном уровне.Известно, что отношение мощности шлифования к произведению указанных пара метров пропорционально энергии резания, затрачиваемой на удаление металла с единичной площади поверхности обработки, и определяет количество теплоты, поглощаемое поверхностью в пределах этой площади.10При плоском...
Способ определения длины и числа единичных срезов при шлифовании

Номер патента: 638456
Опубликовано: 25.12.1978
Авторы: Ершов, Новоселов, Сарапкин
МПК: B24B 51/00
Метки: длины, единичных, срезов, числа, шлифовании
...схема осуществления способа.Токопроводящее зерно 1 заделывается в абразивный круг 2 при его изготовлении и соединяется электрическим проводом с кольцом токосъемника 3.Абразивный круг расположен на шпинделе шлифовального станка. В центрах шлифовального станка устанавливается З) деталь 4, которая через токосъемник 5 включена в единую электрическую цепь с регистрирующим прибором 6, ис точником 7 постоянного тока, токосъемником круга 3 и токопроводным зерном 1После включения вращения круга и детали и включения регистрирующего прибора производится поперечная подача круга, В момент контакта зерна 1 с деталью 4 по цепи проходит элект рический сигнал, длительность которо го регистрируется прибором 6. Подсчет длины единичных срезов о про"...
Система управления шлифовальным станком

Номер патента: 643315
Опубликовано: 25.01.1979
МПК: B24B 51/00
Метки: станком, шлифовальным
...одновременно на входы компараторов 2 и 3, на диф ференцируюшее звено 7 и на запоминаю;щее устройство 6 через переключатель 5,Пока щлифовальный круг 10 це подведен к изделию 11 на выходе дифференци рующего звена 7 сигнал отсутствует. При подводе круга 10 к изделию 11 начинается съем металла, на выходе дифферециируюшего звена 7 появляется сигнал, пропорциональный скорости съема припус- ЗО кц, Сигнал постуйеет це олин из входов переключателя 5 и подключает выхол преобразователя 1 перемещений к запоминающему устройству 6, тем самым фиксируется начало шлифования. Нифферец- И пирующее звено выполняет функцию нуль- органа касания щлифовальцого круга с изделием.При дальнейшем шлифовании скорость съема црнпуска увеличивается н, когда 40...
Способ управления процессом врезного внутреннего шлифования

Номер патента: 645826
Опубликовано: 05.02.1979
Авторы: Глазков, Земсков, Костюков, Куперман, Курган, Михелькевич, Чабанов
МПК: B24B 51/00
Метки: внутреннего, врезного, процессом, шлифования
...а переключение с чистовой подачи на выхаживание осуществляется в Функции действительного ра.змера обрабатынаемой детали (наприМер, по команде калибра-датчика гриПуска), Кривые 1 имеют место приналадке режимных параметров рабоЧего цикла шлифования на требуемыйразмер, почучающийся после снятияприпуска 5 в ) кривые П соответствуютслучаю, когда режимные параметрыцикла шлифования остались такимиже, что и для кривых Х, но режущаяспособность круга значительно ухудшилась) кривые 1 П приведены для случая, когда режущая способность шлифовального круга (как и для кривых Ц )резко снизилась, но управление процессом шлифования ведется по данному способу.,Кроме этого на фиг, 1 обозначены".а, б, в, г - отдельные этапы рабочего цикла шлифования,...
Способ поддержания мощности шлифования и устройство для его осуществеления

Номер патента: 650794
Опубликовано: 05.03.1979
Авторы: Рашкович, Спектор, Тростановский, Шкловский
МПК: B24B 51/00
Метки: мощности, осуществеления, поддержания, шлифования
...и степенью адаптации по сравнению с известными.Изобретение поясняется чертежом, где показано предлагаемое устройство поддержания мощности шлифования, установленное на плоскошлифовальном станке с круглым столом и вертикальным шпинделем.Станок содержит станину 1 с круглым столом 2 и колонну 3, по направляющим которой движется шлифовальная бабка с электродвигателем привода шлифовального круга 4. Устройство поддержания мощности шлифования включает: привод 5 подачи на вре зание, осуществляющий вертикальные перемещения шлифовальной бабки; датчик величины подачи на врезание, например тахогенератор б, контролирующий величину подачи на врезание; 10 датчик 7 мощности, контролирующий мощность, потребляемую электродвигателем привода шлифовального...
Устройство для измерения вибраций круга

Номер патента: 656820
Опубликовано: 15.04.1979
Авторы: Потемкин, Свирщев, Якимов
МПК: B24B 51/00
...устройства; на фиг. 2 в . го же, разрез; на фиг.3 - схема подключения пьезодагчиков.Шлифовальный круг 1, укрепленный в20оправке 2, ус та пав лив ае гся на ш пинд ельщлифовального станка. На шейке оправки2, изготовленной соосцо с ее конусом, установлен прецизионный шариковый подшип 25цик 3,иа внешнее кольцо которого насажена крестовина 4, несущая два чувствительных элемента - пьезодатчики 5, установленные взаимно перпендикулярно. Кресговица 4 удерживается ог вращения тягойЗО6, связанной с кожухом 7 шлифовальногокруга. С целью ттредотврашения передачивибрации с кожуха шлифовального кругана крестовину крепление тяги к кожуху икрестовине производится с помощью сфери 35ческих кинемагических пар 8 Ш класса.Описанное устройство работаег...
Система управления врезанием
Номер патента: 676430
Опубликовано: 30.07.1979
Автор: Новиков
МПК: B24B 51/00
Метки: врезанием
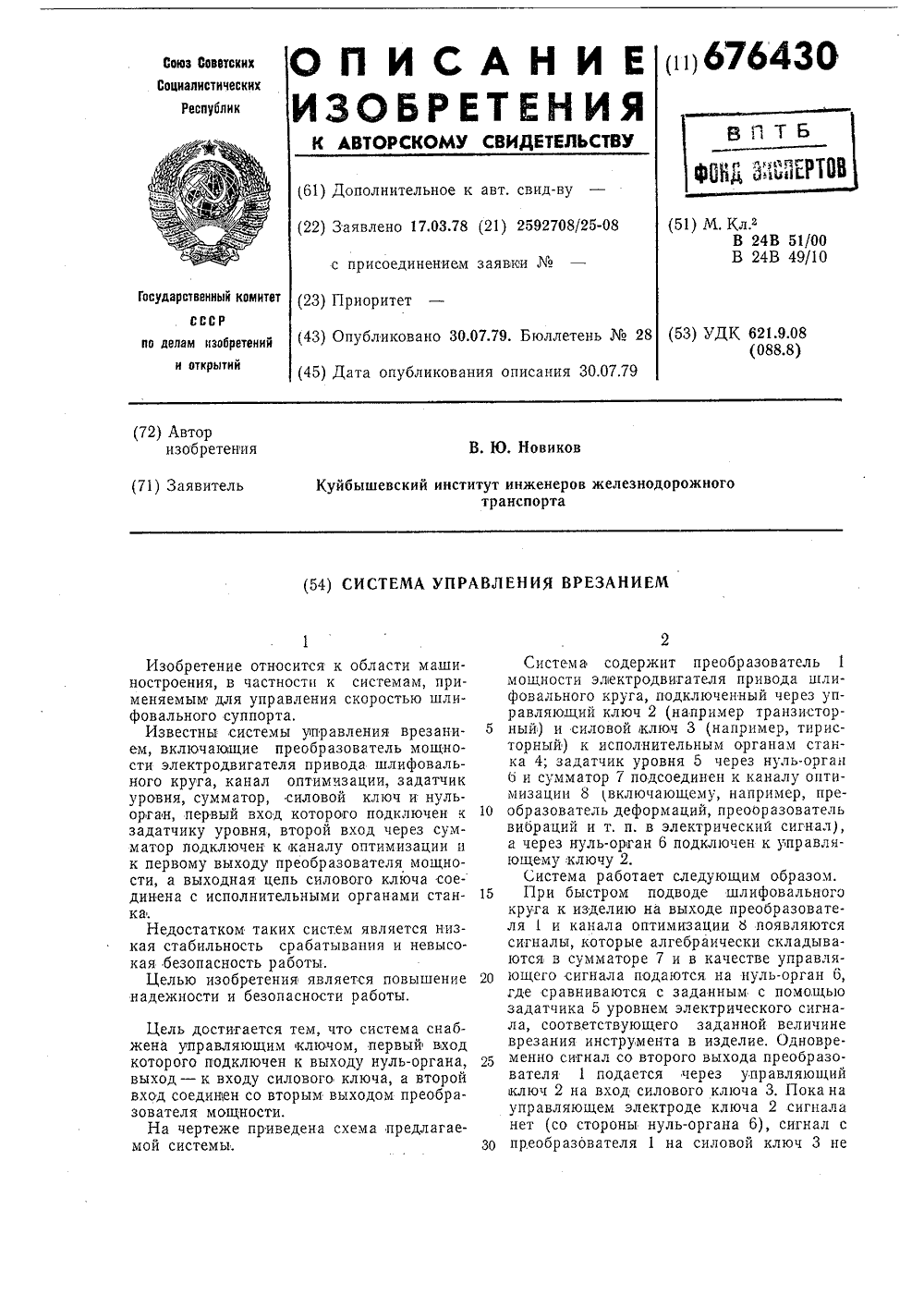
...преобразователь деформаций, преооразователь вибраций и т. п. в электрический сигнал), а через нуль-орган 6 подключен к управляющему ключу 2.Система работает следующим образом.При быстром подводе шлифовального круга к изделию на выходе преобразователяи канала оптимизации б появляются сигналы, которые алгебраически складываются в сумматоре 7 и в качестве управляющего сигнала подаются на нуль-орган 6, где сравниваются с заданным с помощью задатчика 5 уровнем электрического сигнала, соответствующего заданной величине врезания инструмента в изделие, Одновременно сигнал со второго выхода преобразователя 1 подается через управляющий ключ 2 на вход силового ключа 3. Пока на управляющем электроде ключа 2 сигнала нет (со стороны...
Устройство автоматической стабилизации качественных характеристик шлифуемых деталей

Номер патента: 701781
Опубликовано: 05.12.1979
Авторы: Григорьян, Усов, Якимов
МПК: B24B 51/00
Метки: автоматической, качественных, стабилизации, характеристик, шлифуемых
...управлении процессом шлифования5 по величине временных напряжений и глубине прижога, являющихся качественными характеристиками шлифуемых деталей, текущие значения сил резания, контактной и импульсной темпера. тур в зоне цглифования поступают с выхода датчиков 1 и 2 на вход интегрирующего блока 7, После соответствутощих преобразований сигналы поступают на вход арифметических блоков 14, 15, 1 б, В этих блоках определяются текущие значения глубины прижога шлифуемой поверхности от температур Ти Тй и времени теплового воздействия их на обрабатываемую поверхность, а также временные напряжения в зависиости от сил резания температур Тх и 1 скоростей нагрева и охлаждения. С выхода арифметических блоков 14, 15, 16 значения глубины прижога и...
Способ задания скорости шлифовального круга и устройство для его осуществления

Номер патента: 742123
Опубликовано: 25.06.1980
Авторы: Булгар, Корытин, Лотар, Молчановский, Рашкович, Тростановский, Шкловский, Шопарев, Явор
МПК: B24B 51/00
Метки: задания, круга, скорости, шлифовального
...не вносит ощутимых погрешностей в точность поддержания постоянной скорости резания.Двигатель шлифовального круга 1 с укрепленными на его валу шлифовальным кругом 2 и тахогенератором 3 питается от тиристорного регулируемого преобразователя 4. Тахогенератор 3 подключен к одному из входов нуль-органа 5, ко второму входу которого подключен блок б задания10 частоты вращения ы, например, ввиде подстроечного потенциометра,К выходу нуль-органа 5 подсоединенблок 7 отсчета и эапоминания времени раэгонар до частоты вращенияк5Блок 7 может быть реализован,например, в виде малоинерционногоасинхронного или синхронного серводвигателя, на валу которого укрепленпреобразователь угол-нагряжение,сельсин, потенциометр и др.).Выход блока 7 подключен на один...