Способ автоматического регулирования параметров процесса шлифования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
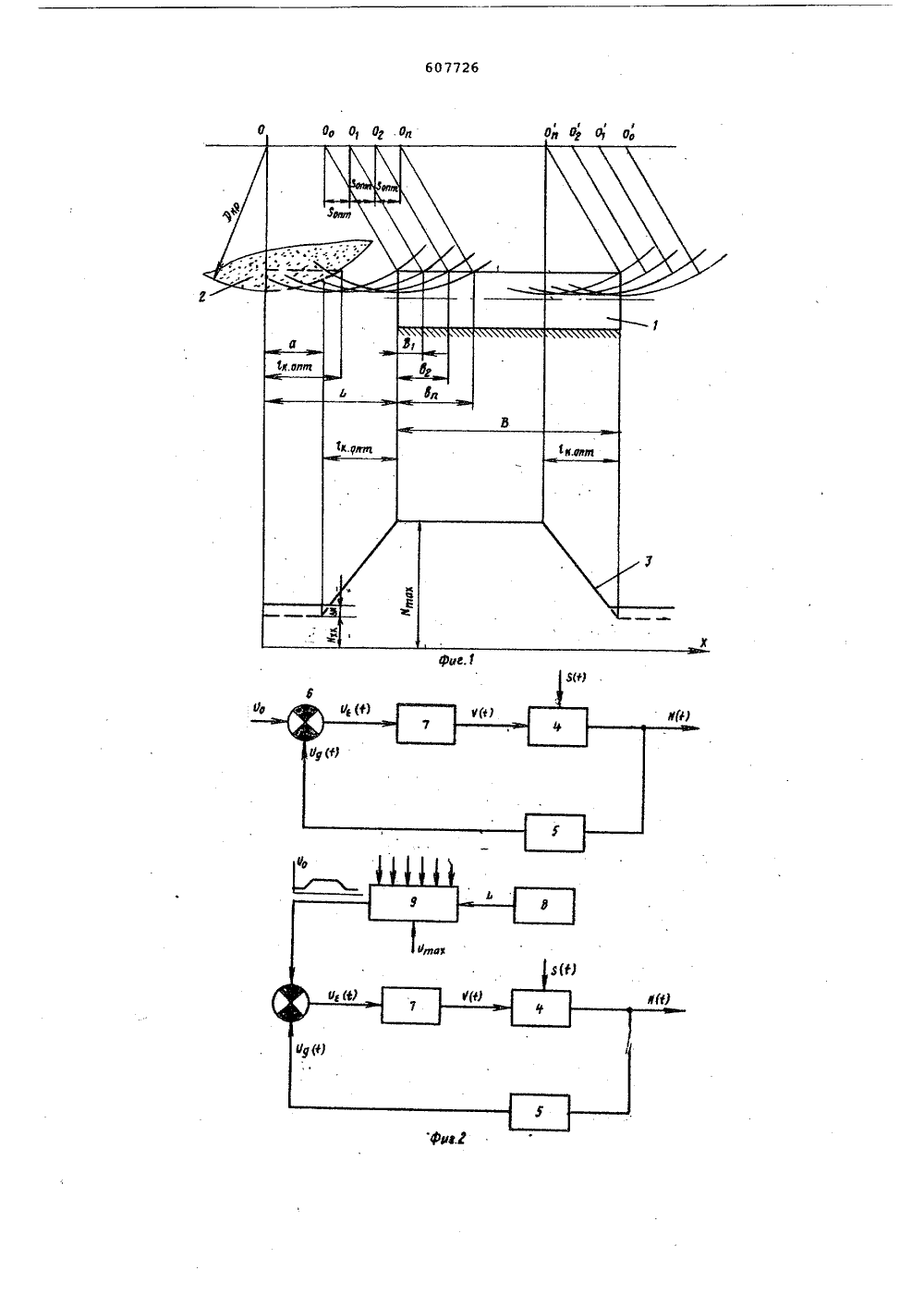
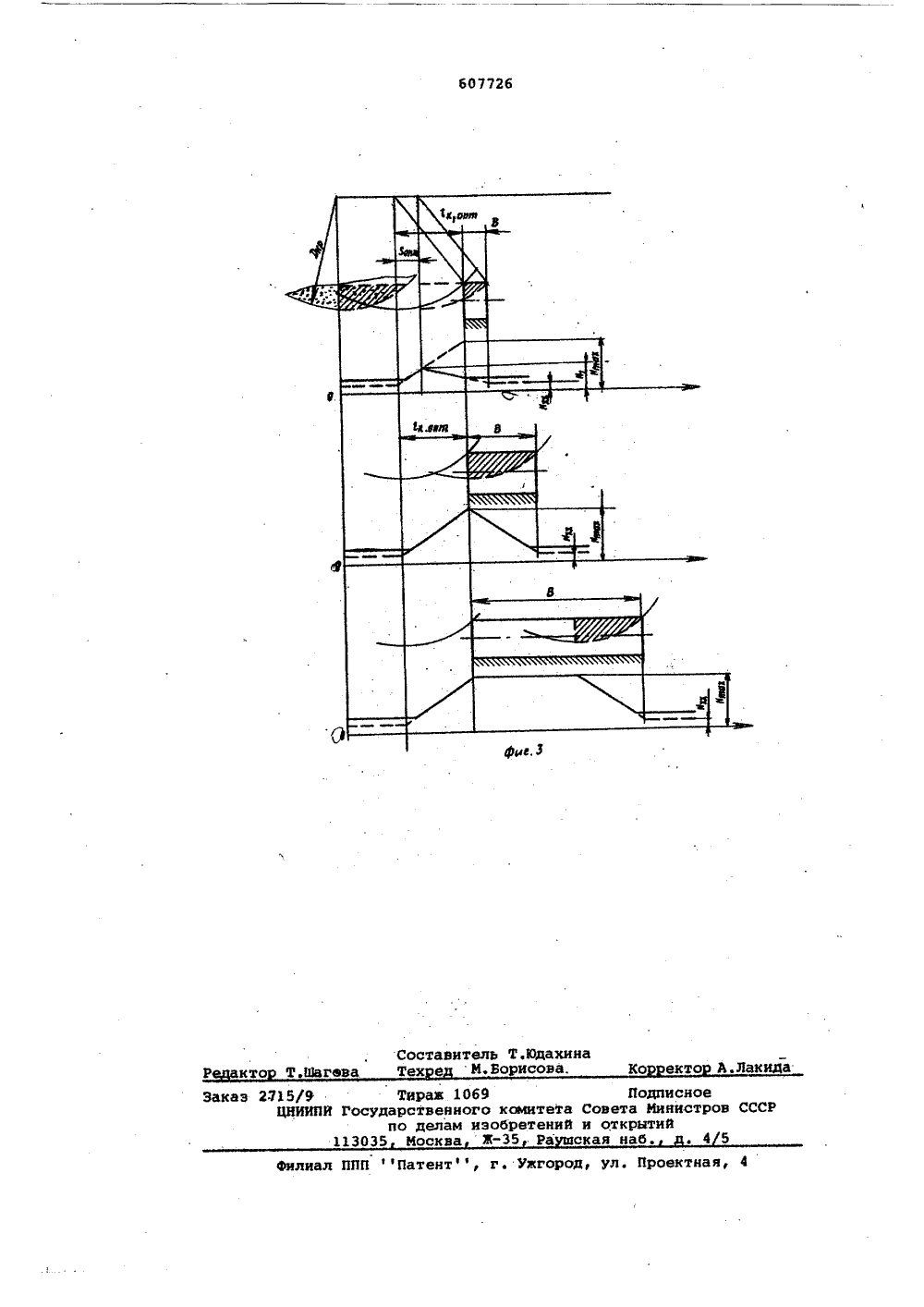
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоввтскихСоциалмсткческмхРсубяик(и) 607726 61) Дополнительное 22) Заявлено 11.11.75 т. сеид-ву2188051/ 51) М л. исоеаииеннем заявки йе В 51/00 Государственный комитет Севвтв Икнкстрое СССР ке делам кзобретеккй к открытийя описания 2804 45) Дата опубликова Двторйизобретен акин т.И.Артемьев, В.К.Ермолаев 1) Заявитель ковский завод шлиФовальных нков ПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПАРАМЕТРОРОЦЕССА ШЛИФОВАНИЯ НА СТАНКАХ С ТАРЕЛЬЧАТЫМИКРУГАМИ 5 п ина 3 Изобретение относится к станкостроению.Известны способы автоматического регулирования параметров процесса шлифования (силы, мощности, момента) на эубошлифовальных ставках, работющнх гарельчатыми кругами 11(.В известных способах регулировнйе сводится к поддержанию регулируемой личины на заданном постоянном уров- т 0 не путем изменения скорости подачи пропорционально величине рассогласования Между установленным параметром и фак- Фическим, измеряемым датчиком обратной связи. ИОднако регулирование параметров проЦесса шлифования по этому способу проИзводится без учета изменения величины пятна контакта круга и детали на входе и выходе шлифовального круга вдоль об- ЯО раэующей зуба. Это приводит к возрастанию на этих участках нагрузки, прихо;дящейся на единицу длины пятна контакта, которой определяется качество поверхностного слоя иэделия. 2Для повышения качества поверхности изделия путем регулирования мощности шлифования дополнительно изменяют в процессе обработки величину уставки в рависимости от относительного положе-,.ЗО ния круга и изделия вдоль образующей зуба. Нри этом плавно изменяют величину уставки от нуля до заданного значения при врезании и от аднного значения до нуля при выходе шлифовального круга.На Фиг. 1 дана схема обработки ри шлифовании; на фиг. 2 покаэанй пр ципиальные схемы существующего и предл гемого способа. регулирования;на Фиг даны диаграммы мощности резания для постоянной глубины шлифования при различной ширине обрабатываемого изделий, полученные без автоматического регулировния (огибающие пиковых значении мощности резания).На фиг, 1 показано изделие 1 (эуб шестерни) ширины В, которое обрабатывается тарельчатым кругом 2, Ось кру га относительно изделия последовател- но занимает положения 0,0,0 00,Ое,РасстоЯние Ое, От, Равйое 3 равно отношению величины подачц к числу ходов обттата. Глубина шлифова" ния зыбиается заранее из условия по. лучения заданного качества иэделия.При определенных глубине шлифования, диаметре круга и размерах обрабатыв- емого изделия имеется определенная протяженность пятна контакта 1 е т Крут(,вступает в работу не всем пятном сразу а врезается постепенно с шагом 51,6 гб, причем 6(. ос . Мощность резания ,круга при этом изменяется от М+оК в начале вреэан 4 ия до М, кбгдаеличина пятна контакта максимальна.ри выходе круга, когда величина пятна контакта уменьшается, мощность резания уменьшается отМмхкс до Ыхх (см. по- ВициЮ 3 на фиг. 1 ) . При такой обработ 0 е (безСАР) при постоянной глубине Шлифования получают высококачественные Изделия. известные системы автоматичеФ Ького регулирования ставят своей зада" чей поддержание мощности резания на постьянном уровнепри переменных факторах процесса резания. При этом производят извчевения резания регулируемого пара-: метра объекта регулирования 4(см,фиг.2), и с помощью датчнка обратной связи 5 посылают сигнал на сумматор б,где,проИсходит его сравнение с установленным значением Уо и разница их Чб Ж поступает в регулятор 7, изменяющий скорость подачи. Известный способ характерен тем, что при врезании и выходе 25 Круга, когда 6 асс 1 о,на ширину шестер.; ни 6 приходится максймальная мощность Ищ , что может привести к прижогам и ухудшению качества иэделия. Вели:ина пятна контакта может менятся в широ ких пределах. Например, для шестерни свс4 у Ь = 30 при глубине 1 = 0,005 Мм,в11 мм, а. при 1=0,2 мм, 1 26,8 мм.Согласно предложенному способу дополнительно измеряют относительное пов ложение )- (см, фиг, 1) круга и иэде,. лие вдоль образующей зуба с помощью измерителя 8 перемещений, начиная с, некоторого положения ва (см.фиг. 1)определяемого началом касания круга .40 ,и Изделия п 1 и номинальной глубине резания, плавно изменяют величину устав ки Чо от Ихх до максимального,.эна" чения в точке а+3 о,с помощью преобра,зователя 9. В положении круга а+6 на-,45 чинают плавно уменьшать величину устав 1 вки до Х . в точке а+В+ 1 оесЭтот изменяющимися сигнал уставки йосылают в сумматор.б, где он суммируется с сиг-. ;налом связи и поступает на регулятор 7,50Применеяие пРедлаГаемого способа повысит качество поверхностного слоя иэделия, так как путем изменения велкчины установленной мощности предлага,емый способ обеспечит поддержание постоянной мощности резания, приходявййсвя ,на единицу длины пятна контакта, кота;рая в основном определяет температуру в зоне резания, и, следовательно, качество поверхности изделия. ас к,овсеса)в вхкс Ц г де Чо- величина ув,кпротяженность пятна койтакта изделия о кругома - координата точки касания круга и иэделия приноминальной глубине рев.зания;Ъ - ширина изделия.Источники информации, принятые вс внимание при экспертизеф1. Авторское свидетельство СССР М 251354, кл. В 23 В 25/06, 1967,формула изобретения1. Способ автоматического регулирдвания параметров процесса шлифования да станках с тарельчатыми кругами пу- тем автоматического изменения скоросви продольной подачи пропорционально радогласованию между установленным и актическим значениями параметра, изеряемого датчика обратной связи, о т -и ч а ю щ и й с я тем, что, с целью овышения качества обрабатываемого изв. Илия, в процессе обработки дополнительно измеряют относительное положение: круга и изделия вдоль образующей веуба иизменяютвеличину вставки от уля до заданного значения при врезанвиот эаданногоэначения до нуля при вы 4 Коде шлифовального круга.2. Способ по п, 1, отличаю щ и й с я тем, что в эавввсимости от бтносительного положения круга и нэдера вввия уставку изменяют по формуле:607726 оставитель Т.Юдахинаех е М,Ворисова. Ко екто А.Лакида Р кто Т.Шаге аказ 271ЦНИИП СССР П фПатент, г. ужгород, ул. Проектная Фил Тираж 1069 Государственного коми по делам иэобре 113035 Москва ЖПодписнета Совета Иинисний и открытийа окая наб.
СмотретьЗаявка
2188051, 11.11.1975
МОСКОВСКИЙ ЗАВОД ШЛИФОВАЛЬНЫХ СТАНКОВ
АРТЕМЬЕВ ВЛАДИМИР ИЛЛАРИОНОВИЧ, ЕРМОЛАЕВ ВАДИМ КОНСТАНТИНОВИЧ, ТРУШАКИН НИКОЛАЙ ТИМОФЕЕВИЧ
МПК / Метки
МПК: B24B 51/00
Метки: параметров, процесса, шлифования
Опубликовано: 25.05.1978
Код ссылки
<a href="https://patents.su/4-607726-sposob-avtomaticheskogo-regulirovaniya-parametrov-processa-shlifovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического регулирования параметров процесса шлифования</a>
Способ задания режимов резания при шлифовании цилиндрических зубчатых колес

Номер патента: 1530351
Опубликовано: 23.12.1989
Авторы: Ермолаев, Серебряный, Трушакин
МПК: B23F 5/02
Метки: задания, зубчатых, колес, режимов, резания, цилиндрических, шлифовании
...обката отножки к головке; Л - передняя точкапятна контакта; Пш - диаметр шлифовального круга; в - продольная подача на ход обката; 1 - длина пятна 45контакта в направлении продольной подачи при глубине резания т; Ьпротяженность пятна контакта в направлении обката при глубине резанияЬ - протяженность пятна контакта в направлении обката при глубине резания т - г ; с - ширина пятна контакта на расстоянии я от передней точки пятна контакта в направлении обката; Ь - проглубление точкикруга, наиболее близкой к оси колеса, относительно плоскости, касательной к основному цилиндру; гв - глубина снимаемого слоя на расстоянии 4 ку- половина длины общей нормали 2в охвате кругами; с - глуби на резания на данном проходе . Обработке подвергается...
Система управления врезанием шлифовального круга в изделие

Номер патента: 545455
Опубликовано: 05.02.1977
Авторы: Брятова, Новиков, Соколов
МПК: B24B 49/10
Метки: врезанием, изделие, круга, шлифовального
...станка через последовательно соединенные 0 ключ 11 и генератор 12 импульсов подключенк нуль-органу 5, вход которого соединен с задатчиком 13 опорного уровня,Система работает следующим образом.При подводе шлифовального круга 3 к де тали 9 возрастает величина упругой деформации, фиксируемой преобразователем 6 (например, по прогибу приспособления 8). Электрический сигнал с преобразователя 6, пропорциональный величине упругой деформации си стемы СПИД, подается на первый вход сумматора. Одновременно возрастает и велпчина активной мощности в цепи электродвигателя 2. С преобразователя 1 на второй вход сумматора 4 подается сигнал, пропорциональный 5 величине изменяющейся активной мощностидвигателя 2.Пропорциональный увеличивающп"чине врезания...
Устройство автоматического поддержания момента резания при шлифовании

Номер патента: 469579
Опубликовано: 05.05.1975
Авторы: Воскресенский, Гуревич, Старостин, Трифонов
МПК: B23Q 11/04
Метки: момента, поддержания, резания, шлифовании
...присоединена камера управляющего плунжера 18, шток которого 19 через рычаг 20 с переменным плечом соединен с регулятором 21 0 скорости основного гидродвигателя. Подвижная опора рычага 22 соединена с кареткой 23 шлифовального круга.Устройство работает следующим образом.При шлифовании на шпинделе шлифоваль ного круга 1 возникает момент резания, который при постоянном диаметре круга пропорционален тангенциальной силе резания, Скорость продольной подачи детали 8, закрепленной на столе станка 7, определяется поло469579 Редактор 11. Ь,:1;сдс. аи Корректор Я. Пззииковская Составитель Н. КорниловЗаказ 1860,18 Изд712 Тираж 1061 Подписное Типография, пр, Сапунова, 2 жением дросселя 11, зависящим от усилия пружины 24 и от перепада давлений...
Система управления врезанием шлифовального круга в изделие

Номер патента: 622661
Опубликовано: 05.09.1978
Авторы: Баженов, Брятова, Новиков
МПК: B24B 49/10
Метки: врезанием, изделие, круга, шлифовального
...предельную скорость Чя, существенно превышающую Чр, При такой скорости подачи круг может расколоться. Для создания безопасных условий работы переключение на рабочую подачу осуществляют при величине вреэания ЗВфг 2.В известной системе, с целью создания безопасных;условий( работы, задают величину припуска вр г на 2 О вреэание, соответствующую наихудшей режущей способности шлифовального круга. Тогда, в случае лучшей режущей способности круга (процесс нарастания скорости идет по кривой А), ,в Конце заданной величины вреэания 8 Щч.а переключение быстрого подвода осуществляется при скорости (точка В), значительно меньшей скорости рабочей подачи Мр. Дальнейшее нарастание скорости идет медленно (кривая Г). ЗО Это приводит к потере...
Способ определения параметров пятна контакта инструмента с обрабатываемой деталью в процессе обработки поверхностным пластическим деформированием

Номер патента: 1226150
Опубликовано: 23.04.1986
Авторы: Бутько, Волчуга, Глазунов, Пятосин
МПК: G01N 3/56
Метки: деталью, деформированием, инструмента, контакта, обрабатываемой, параметров, пластическим, поверхностным, процессе, пятна
...изолирующей пленкой. Осуществляют процесс поверхностного пластического деформирования путем обкатывания ролика 2 относительно детали 1, В зону пятна контакта подается электрический ток, Для регулирования силы тока в цепи 4 используется добавочное сопротивление 5. Падение напряжения (электрический сигнал) измеряется на сопротивлении шунта 6 и фиксируется с помощью самописца 7, Питание схемы осуществляется источником 8 питания,Часть пятна контакта аь совпадающая с узкой полоской, проводит электрический ток. Причем в зависимости от ширины контакта ролика 2 с неизолированной полоской изменяется и активное сопротивление участка. Рабочая подача Ь инструмента во время обработки параллельна оси детали 1 и обеспечивает постепенное...
Предыдущий патент: Способ переключения скорости быстрого подвода шлифовального круга на рабочую подачу
Следующий патент: Устройство для дробеметной очистки изделий
Случайный патент: Конвейерная агломерационная машина