Способ автоматического регулирования параметров процесса шлифования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 588108
Авторы: Артемьев, Воскресенский, Ермолаев, Карабчиевский



Текст
(111 588 08 Со 1 оз Советских Социалистических Республик(22) Заявлено 24.10,73 (21) 1908314/25 л.з В 24 В 51(00 с присоединением заявкиГосударственнын комите Совета Министров ССС ло делам изобретенийи открытий 23) Приоритет43) Опубликовано(53) У 5) Дата опубликования описания 03.04.78(72) Авт Артемьев, Л. А. Воскресенский, В. К. Ермолае и Л. П. Карабчиевский Московский завод шлифовальных станков(54) СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВА ПАРАМЕТРОВ ПРОЦЕССА ШЛИФОВАНИЯ Изобретение относится к шлифованию различных изделий и может быть использовано при круглом шлифовании методом врезания, зубо- и шлицешлифовании.Известны способы автоматического регулирования параметров процесса шлифования (силы резания, мощности, момента на шлифовальном круге) путем изменения скорости подачи пропорционально величине рассогласования между установленным параметром и фактическим измеряемым датчиком обратной связи.Наиболее близким техническим решением по технической сущности к описываемому изобретению является способ автоматического регулирования подачи при круглом шлифовании методом врезания, который характеризуется изменяемой уставкой и изменением подачи п 1 ропорционально величине рассогласования между установленным и фактическим значениями параметров.Известный способ имеет тот недостаток, что изменяемая уставка не связана с мгновенной шириной обработки, а регулирование по этому способу производят без учета изменений ширины шлифования, считая, что она остается постоянной в процессе обработки, т. е, равной максимальной ширине контакта круга с изделием. Это может привести к снижению качества поверхности изделия на отдельных участках, так как в силу неравномерности исходного припуска при постоянной величине регулируемого параметра происходит мгновенное увеличение его значения, приходящегося на 5 единицу ширины шлифования, за счет уменьшения ширины даже в том случае, когда его фактическое значение не превышает заданный уровень. В этом случае приходится заведомо снижать режимы шлифования, чтобы ис ключить возможность появления прижогов итрещин на поверхности изделия,Целью изобретения является повышениепроизводительности шлифования при одновременном исключении прижогов на предельно 15 допустимых скоростях подачи.Для этого в процессе шлифования непосредственно измеряют значение мгновенной ширины обработки по свечению частиц на шлифовальном круге, например фотоприемником, и 20 изменяют значение установленного параметрапропорционально мгновенной ширине обработки.На фиг, 1 показаны виды обработки пришлифовании; на фиг. 2 - функциональная 25 схема известного способа регулирования; нафиг. 3 - функциональная схема предлагаемого способа регулирования.Понятие мгновенной ширины Вц и макспмалы 10 Й ширины Вмакс шлифования илл 10- зо стрируется на фиг, 1. На фиг. 1 а показан при588108 8 а 1 мер обработки для ируглого и плоского шлифования, в котором ширина круга Вк больше ширины изделия, Если ируг касается всей ширины детали Виг то Вмакс=Ви, если же касание происходит только по отдельным элементарным участкам ширины детали В;, то мгновенная ширина шлифования равна Вмгк= =ХЬпричем Вмг(Вмакс Пример шлифования, показанный на фиг. 1 б, отличается от предыдущего лишь тем, что за ВмВ, Ь; принимают их проекции на плоскость, перпендикулярную плоскости вращения круга. В случае плоского шлифования (см, фиг. 1 в) с попеРечной подачей о (где со(Вк) макси,- мальная ширина шлифования Вмакс=й.На объект 1 регулирования действует во времени 1 возмущающее воздействие 5 (1) (см. фиг. 2). Фактическая регулируемая величина М(1) измеряется датчиком 2, сигнал с которого Уа(1) поступает в сумматор 3, где сравнивается с сигналом Ухарактеризующим установленную мощность. Сигнал рассогласования поступает в регулятор 4 и изменяет управляющее воздействие У(1) пропорционально Уе 11) танским образом, чтобы поддержать регулируемую величину У(1) на заданном уровне.По указанной схеме (см, фиг. 3) в систему вводят дополнительный контур обратной связи, включающий в себя датчик 5 щирины, блок 6 деления и блок 7 умножения. Работа системы по предлагаемому способу состоит в том, что датчиком 5 непрерывно или дискретно непосредственно измеряют мгновенную ширину шлифования Вмгк(1), вводят эту величину в блок 6 деления, где вычисляют ее отношение к максимальной ширине шлифования Вмакс. устанавливаемой заранее в зависимо сти от конщретных условий и вида обработки,и в блоке 7 умножают величину Ую, характеризующую установленную мощность Мна величину отношенияВмгнтак, что сигналВмакс10 рассогласования, пропорционально которомуизменяется управляющее воздействие, равенУ,(1)=У, В У Р).Вмакс 15 Применение описываемого способа повышает вроизводительность шлифованиия путем введения максимально допустимых скоростей подач для каждой конкретной детали с одновременным сохранением заданного качества 20 поверхности обрабатываемой детали. Формула изобретения Способ автоматического регулирования па раметров процесса шлифования путем автоматического изменения скорости подач пропорционально величине рассогласования между установленным и фактическим значениями параметров с изменяемой уставкой, отли ч а ю щ и й с я тем, что, с целью повышенияпроизводительности шлифования, непосредственно измеряют значение мгновенной ширины обработки по свечению частиц на шлифовальном круге, например фотоприемником, и 35 изменяют значение установленного параметрапропорционально мгновенной ширине обработки,.1 ПО Г апунова, 2 ипография, п дактор Г. Мозжечкова каз 259/3 Изд.329арственного комитета Спо делам изобрстснийРауш Тираж 1109овста Министровоткрытийская наб., д. 4/5
СмотретьЗаявка
1968314, 24.10.1973
МОСКОВСКИЙ ЗАВОД ШЛИФОВАЛЬНЫХ СТАНКОВ
АРТЕМЬЕВ ВЛАДИМИР ИЛЛАРИОНОВИЧ, ВОСКРЕСЕНСКИЙ ЛЕВ АЛЕКСЕЕВИЧ, ЕРМОЛАЕВ ВАДИМ КОНСТАНТИНОВИЧ, КАРАБЧИЕВСКИЙ ЛЕВ ПЕТРОВИЧ
МПК / Метки
МПК: B24B 51/00
Метки: параметров, процесса, шлифования
Опубликовано: 15.01.1978
Код ссылки
<a href="https://patents.su/3-588108-sposob-avtomaticheskogo-regulirovaniya-parametrov-processa-shlifovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического регулирования параметров процесса шлифования</a>
Способ определения пороговых значений параметра загрузки двигателя трактора при автоматическом управлении его ступенчатой трансмиссией

Номер патента: 648458
Опубликовано: 25.02.1979
Авторы: Клейн, Молоствов, Фрейдензон, Шипилевский
МПК: B60K 41/06
Метки: автоматическом, двигателя, загрузки, значений, параметра, пороговых, ступенчатой, трактора, трансмиссией, управлении
...А и В при установленных порогах переключения П" и П по нагрузке, кото рым соответствуют пороги недогрузки (Пнс и П ) и перегрузки (Пс,и Пз) на регуляторной характеристике двигателя ( 11 квадрат).На реальном тракторе ввиду неравно-у 5 мерности геометрического ряда трансмиссии точки А и В обычно расположены на разных ординатах, в связи с чем необходимы и различные пороги переключения по характеристике двигателя (пороги Пс, и Ппа - для передач 11-111 и П и П - для передачНЬ1-21 ).Кроме того, дайные испытаний тракторов и двигателей свидетельствуют об изменении характера протека ния крутильных характеристик в процессе эксплуатации, При этом точки пересечения крутильных характеристик смещаются относительно ранее установленных порогов, в...
Устройство для определения значения параметра контроля
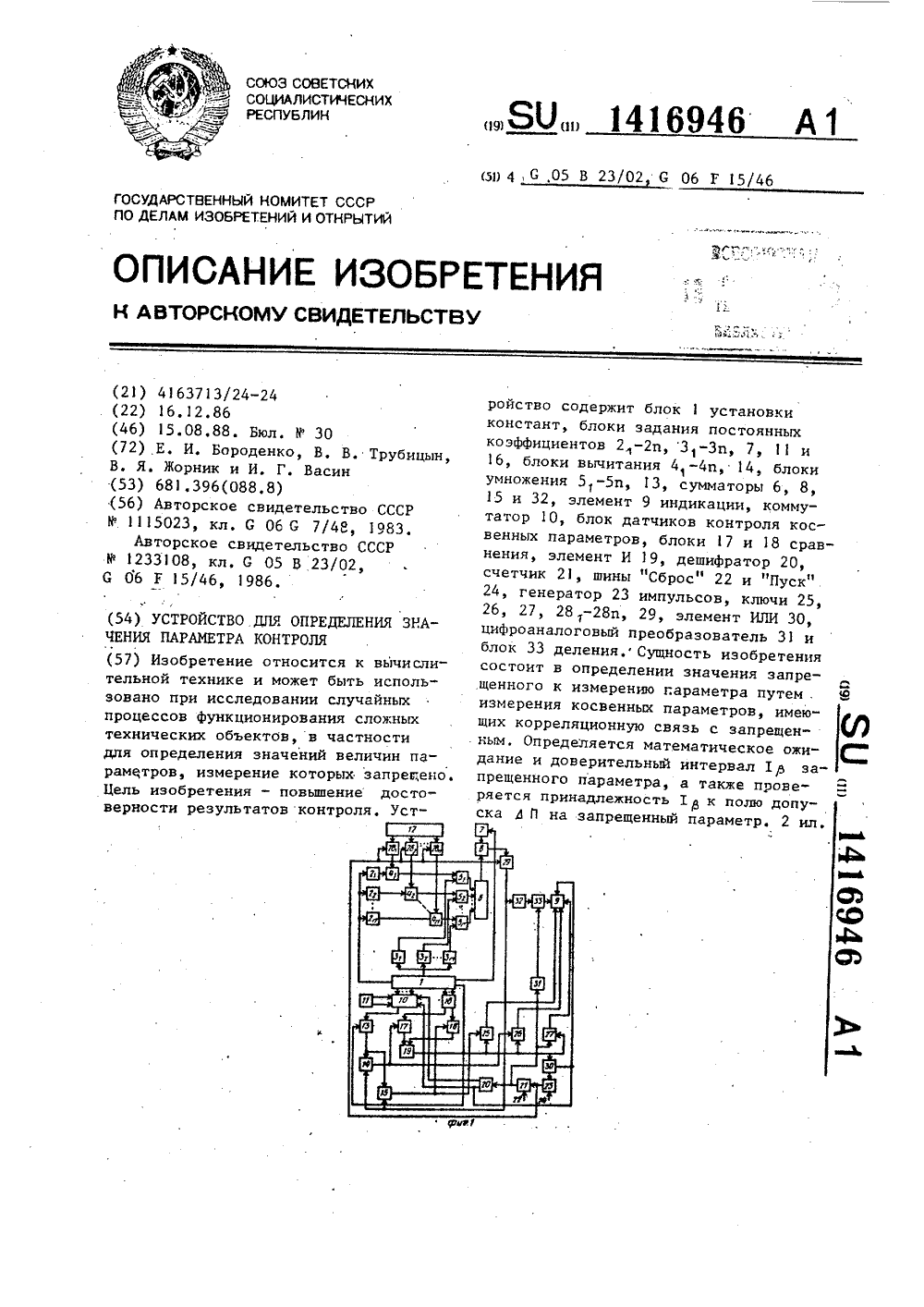
Номер патента: 1416946
Опубликовано: 15.08.1988
Авторы: Бороденко, Васин, Жорник, Трубицын
МПК: G06F 17/00, G06F 17/18
...времени11 ш 11 + фаВ,В 2,.аь а- В Ь В; фВ; Это напряжение подается через ключ 29 на сумматор 32, на блок 14 и сумматор 15. На вторые входы блока 14 и сумматора 15 с выхода блока 13 поступает напряжение Б 6, 1.и на их выВ;ходах напряжение равно нижней Б55И и верхней И границам доверигельнорго интервала. На выходе блока 14 присутствует напряжение 0Р 245 Если доверительный интервал не вошел в поле допуска на параметр, устройство работает до тех пор, пока на старшем выходе дешифратора не появится напряжение, которое подается через элемент 30 на вход останова генератора, запрещая его работу, и на пятый вход элемента 9, зажигая транспарант Г, а на выходе сумфаВ,. и Рматора 15 - Б= 11, +фв+ Б 6 13, Значения 13 с выходаЮ 1,блока 11...
Устройство для определения максимального значения параметра
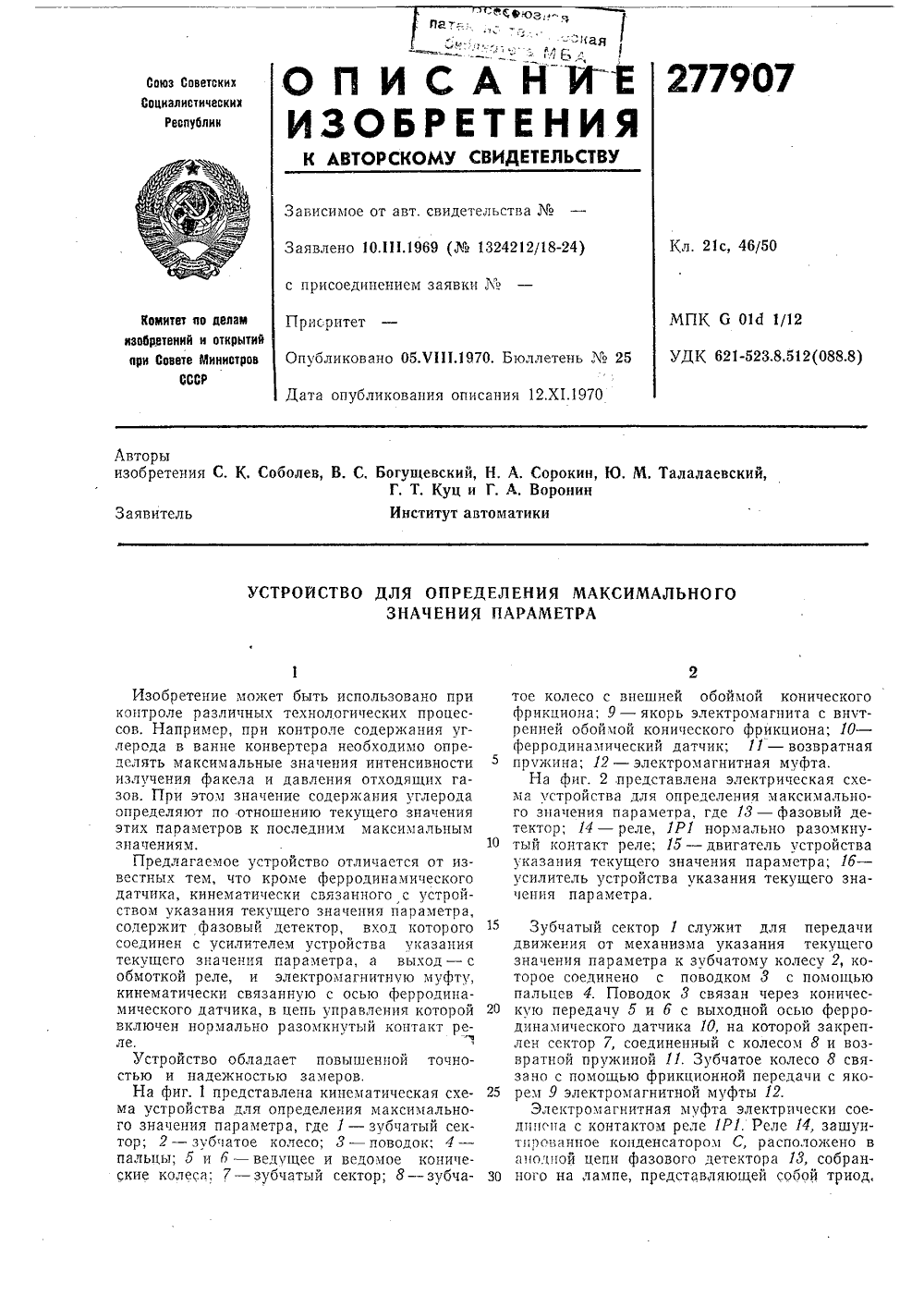
Номер патента: 277907
Опубликовано: 01.01.1970
Авторы: Богущевский, Воронин, Куц, Соболев, Сорокин, Талалаевский
МПК: G01D 1/12
Метки: значения, максимального, параметра
...указания текущего значения пар аметра. Зубчатый сектор 1 служит для передачи движения от механизма указания текущего значения параметра к зубчатому колесу 2, которое соединено с поводком 3 с помощью пальцев 4. Поводок 3 связан через коническую передачу 5 и 6 с выходной осью ферродинамического датчика 10, на которой закреплен сектор 7, соединенный с колесом 8 и возвратной пружиной 11. Зубчатое колесо 8 связано с помощью фрикционной передачи с якорем 9 электромагнитной муфты 12.Электромагнитная муфта электрически соединена с контактом реле 1 Р 1. Реле 14, зашунтированпое конденсатором С, расположено в анодной цепи фазового детектора 13, собранного на лампе, представляющей собой триод,277907 Предмет изобретения фи Составитель 3....
Устройство для определения текущего и накопленного значений параметра
Номер патента: 571816
Опубликовано: 05.09.1977
Автор: Першин
МПК: G06G 7/18
Метки: значений, накопленного, параметра, текущего
...подклюЧенык соответствующим выходам фазового селейатора, вход которого. подсоединен.к Выходуусилителя. 3 то повышает точность рабаътустройства.571816 3редуктора 10 и указателя текущего значении параметра 11.При сигнале датчика параметра 1, равном нулю, на входе усилителя 4 сигнал также равен нулю. Двигатели 8 и 9 не включены. При измененчи сигнала датчика параметра появляется сигнал разбаланса на входе уси лителя 4. Усиленный сигнал подается на вход фазового селектора, котооый в зависв мости от фазы сигнала управляет работой 1 р одного иэ двигателей. Двигатель с помощью дифференциального редуктора изменяет уотввку компенсатора до тех пор, пока с входа усилителя не будет снят сигнал разбаланса. Так как основной двигатель кинема)Ь...
Устройство для фиксации заданного значения параметра

Номер патента: 666516
Опубликовано: 05.06.1979
Автор: Гительман
МПК: G05B 11/14
Метки: заданного, значения, параметра, фиксации
...сигнал, период которого обратно пропорционален значению параметра. Сигнал с выхода датчика 1 подается на входы формирователей 2 и 3, квторые фор666516 Формула изобретения Составитель Г. Нефедоватор Л.утехина Техред И, Аст алош Корректор Г. Решет ни аж 1014 Подписноеенного комитета СССРтений и открытийРаушская наб., д. 4/5 3183/37 ЦНИИ по 113035, МЗака И Государс делам изоб сква, Жлиал ППП Патентф, г,ужгород, ул,Проектная,мируют импульсы, соответствующие пе- реднему и заднему фронтам сигнала датчика 1. Сигналы с формирователей 2 и 3 через элемент ИЛИ-НЕ поступают на вход счетчика 5, на другой вход которого подаются импульсы от генератора б. 5Таким образом, счетчик 5 заполняется импульсами от генератора 6 в течение каждого...
Предыдущий патент: Механизм врезной подачи шлифовального станка
Следующий патент: Устройство управления поперечной подачи шлифовального станка
Случайный патент: Устройство для охлаждения молока