Патенты с меткой «корпусов»
Устройство для опрессовки корпусов радиоэлементов с однонаправленными выводами, преимущественно конденсаторов

Номер патента: 1471229
Опубликовано: 07.04.1989
Авторы: Ермоленко, Лысова, Чудин, Шулятев
МПК: H01G 13/00
Метки: выводами, конденсаторов, корпусов, однонаправленными, опрессовки, преимущественно, радиоэлементов
...корпусов.Устройство состоит из двух полуформ 1 и 2 с полостями 3 для Формования корпусов и размещения в нихэлементов корпуса 4, с полостью дляраспределительного литника 5, с каналами 6 в стенках полостей 3 дляразмещения в каналах 6 выводов 7.Кроме того, в полуформах 1 и 2 вполостях 3 со стороны каналов б выполнена одна или несколько выемок 8.Длина А выемок 8 равна или превышаетдлину Б каналов б выводов 7. Обе полуформы 1 и 2 снабжены выборками 9;выполненными в стенках каналов 6 увыходных концов каналов б. Иирина иглубина Ь выборок 9 превышает диаметр д каналов 6.Устройство работает следующим образом.Элементы корпуса 4 с выводами 7подаются на опрессовку группами вориентированном положении относительно полостей 3 и каналов 6 и...
Способ изготовления уплотнительных поверхностей корпусов с глухим отверстием трубопроводной арматуры

Номер патента: 1488164
Опубликовано: 23.06.1989
Авторы: Мясоедов, Троценко, Фальков
МПК: B23K 31/00
Метки: арматуры, глухим, корпусов, отверстием, поверхностей, трубопроводной, уплотнительных
...экранизации зоны наплавкиот окружающей атмосферы,Далее корпус охлаждают с печью дотемпературы на 3050 С ниже критической точки А , с последующим нас,гревом .и охлаждением в режиме нормализации металла корпуса, Выдержкаменее 5 мин приводит к неполному расплавлению металлопорошка и неудовлетворительному Формированию и качествууплотнительного элемента. Выдержкаболее 7 минут не приводит к улучшению качества наплавки. В этих условиях нагрева и выдержки под воздействием капиллярных сил происходит Формирование уплотнительного элементакольцевой формы.П р и м е р. Наплавку производятна образцах из стали 20, имитирующих корпус пароводяной арматуры общепромышленного назначения с условнымпроходом П 15, В выполненное глухоеотверстие с плоским...
Устройство для ориентации корпусов цоколей для электрических ламп

Номер патента: 1494072
Опубликовано: 15.07.1989
Автор: Алавердян
МПК: H01K 3/28
Метки: корпусов, ламп, ориентации, цоколей, электрических
...верхнего окна 15, на задней стенке верхней призматической полости 14 выполнен паз 20, в котором установлен грибовидный выступ 21, состоящий иэ головки 22 с шейкой 23, образованной в результате пе. ресечения двух цилиндрических поверх цостей 24 с боковыми плоскостями 25, сужающимися по направлению к головке 22, имеющей наклонную эллиптическую плоскость 26 и полусАерическую поверхность 27, выполненную между шейкой 23 и наклонной эллиптической плоскостью 26.В нижней части верхнего окна 15 с наружной стороны корпуса 10 установлена направляющая губка 28 в виде двухгранного угла 29 в верхней части, переходящего в торовую поверхность 30, Причем параметры профилей грибовидного выступа и направляющего уклона, а также остальных...
Способ производства корпусов конфет из грильяжных масс

Номер патента: 1507291
Опубликовано: 15.09.1989
Авторы: Гончаров, Демский, Карпунин, Мачихин, Хамитов
МПК: A23G 3/00
Метки: грильяжных, конфет, корпусов, масс, производства
...ной длш:путуде э)глуштичесусуух колебдшш 1,2 мм и лушпумдльноу амплит уде О, 4)лу. ЗОКоличество отходов утри этом снижзстсл усууус) и 1,2% и состлилле 5,1%.Срс.ууу полученных изделуш встречдуотсл корпуса кон 1)ет с. Вуступао)уи -ми зд и:уоскос.ть разреза Ор.хами. с)последу)ем ряду цорезанну)с изделийу усд кдой )уз усопеесть скОлы и выкрдооувдп)гл в конце корпусд. Эти де 1)екты характерны длл базопорногорезания. Дсул такого резания, когданаправление максимального смещешулплес )сих коуе бдшгй пдрдллелу,но движешпо пласт ов, хард кт ернд также бол ьшдл дмплптудд уузмененил скоростирозз)уил, Резкие колебдния значенийскс)рости резакя и процессс резания,от которой завис)ут качество получде 35 40 мс)й поверхности срез), не позво:лютпо)уу ать...
Устройство для изготовления сферических корпусов конфет

Номер патента: 1507292
Опубликовано: 15.09.1989
МПК: A23G 3/00
Метки: конфет, корпусов, сферических
...снабжено парой сицхрош 1 зироваццых роторов 6 и 7, вь 1 полнецнь 1 х ацаэ 1 ог 11 ц 1 о основным, Роторы 6 и/ смонтированы так, что плоскость ихвращения перпендикулярна плоскости1 эращеццл осцовнь 1 х роторов 4 и 3. 11 ат -ричцые гнезда 5 расположены с обраэогэацием сферической полости 8. Паповерхности роторов 3,4,6 и 7местах ра.эмещеция матричных гнезд 5 ыполцены двусторошше коцическис Фаски 9, Все роторы 3,4,6 11 7 прцодлтсл во ращс 1 ше общим приодць 1 м механизмом с помощью одицако 11 х конических шестерен 1 О,Устройсто работает следуи 1 цимобразо.1.Конфетная масса в цде пластисэц 111 Э 11 роээаццого жгута, Формируемого ци 40тателем 1, поступает беэ давленияпр 11 емцу 1 о эоцу Формующего механизма 2, где оца улекаетсл ротораьп...
Способ изготовления щитовых деталей и корпусов мебели

Номер патента: 1519871
Опубликовано: 07.11.1989
Автор: Жабков
МПК: B27D 1/00
Метки: корпусов, мебели, щитовых
...одновременно надрезают и 25 надламывают по всей длине линии раскроя, разделяют или складывают в корпус или полностью заполняют твердеющей композицией и формируют поверхности изломов корпуса или кромки де О талей2, Способ по п.1, о т л и ч а ющ и й с я тем, что изломы корпусаили поверхности кромок деталей формируют элементом, ответным их профилю посредством пластической деформации твердеющей композиции.3. Способ по и 1, о т л и ч а ющ и й с я тем, что надламывание заготовки осущестнляют вибрацией,Составитель НБеловРедактор И,Горная Техред М.Коданич Корректор И.Муска Подписно Заказ 6643/17 Тираж 452ВН 1 ПП 1 Государственного комитета по иэобре13035, Москва, Ж, Рауш ниям и открытиям при ГКНТ СССРая наб., д, 4/5 Гагарина,101...
Агрегатная линия для изготовления корпусов металлической сшивной посуды

Номер патента: 1521518
Опубликовано: 15.11.1989
Авторы: Гетманцев, Ларин, Харченко, Щуренко
МПК: B21D 39/02
Метки: агрегатная, корпусов, линия, металлической, посуды, сшивной
...механизм 20 окончательной обработки донной кромки, хехазм21 отбортовки верхней кромки, механизм 22 подачи днищ, механизм 23 закатки шва. Агрегат 1 снабжен приводом 24 синхронного вращения шпинделя 10 и вала 15 опорного узла, при этом шпиндель выполнен телескопическим с сопряженными ш яцевым соединением внешним приводным, зафиксированным в осевом направлении валом 25 и установленным в нем с возможностью осевого перемещения внутренним валом 26, который снабжен приводом 27 вертикального перемещения. Внутренний вал 26 шпинделя и вал 15 опорного узла снабжены ведущим 28 и ведомым 29 звеньями муфты сцепления. Линия снабжена единой системой управления 30. Линия работает следующим образом.Подлежащая обработке обечайка устанавливается на...
Способ сборки разъемных корпусов

Номер патента: 1521547
Опубликовано: 15.11.1989
МПК: B23P 19/00
Метки: корпусов, разъемных, сборки
...и крышка стягиваются межу собоц. 2 цл.( ч,:)р(л, у . 1;ии)рии(, (О Изобретение относится к машиностроению и может быть использовано при изготовлен(и изделий типа редуктор. Целью изобретения является упрощение 1)роцесса сборки за счет сокращения количества устанавливаемых крепежных и фиксир ющих элементов.На фиг. 1 изображен сообщаемый корпус, Об(цй вид; на фиг. 2 - сечение Л - -Л а фиг.Си Ос ос осу(цествля ют следующим образом. 11;1 а,к корпусре;вктора и крышку 2 :1 дукторн выверяот друг относительно дру- : 1 )ао(1)ын 1 О( н)1 р, гк 11 ю поверхностьбобы)ек1 конус. 3тел на Оооын(ки(сг,)1(11,111(п)( г кры(:кис гн,трег(ней ко(ч1 О 11 асср"(ость), Твс)ной конусу Ообып(к .1, ) 1.): 1(ят 1 х 1(1 корсе с )омощью винтов 5. При этом корпус 1...
Способ герметизации корпусов приборов

Номер патента: 1523811
Опубликовано: 23.11.1989
Автор: Чикуров
МПК: F16J 15/12, H05K 5/06
Метки: герметизации, корпусов, приборов
...на прессе, обеспечивающем нагрузку 400 кгс, приложенной к крышке, в течение 210 мин, снимают нагрузку и завинчивают винты крепления крышки.Опрессовка прокладки производится равномерно распределенной по периметру крышки нагрузкой, которая, воздействуя на торцовые поверхности прокладки, приводит ее в состояние текучести, а так как прокладка установлена в замкнутом объеме, то она изнадежности герегетггэацеги.,Ела ; гогоиспользуют 11 рокладку и пп(1 1 нчногоматериала а персгг эакрегеггегг.гегг т;рыг.ки с кожухом прокладку опрос.овываютравномерно распределенггой и" перггметру крышки нагрузкой. При этом Величина нагрузки состав:1 яет (О, 1,О, 2) б Б где (2- пределпрочности материала прокладки присжатии, кгс/мм, Б - площадь прокладки в...
Способ кантования корпусов судов под сварку на 180 и устройство для его осуществления

Номер патента: 1528633
Опубликовано: 15.12.1989
Автор: Арустамов
МПК: B23K 37/04
Метки: кантования, корпусов, сварку, судов
...прекращают и поднимают только сторону корпуса судна 3 крановой тележкой 8, 10 перемещая при этом крановую тележку 8 в сторону левой основной стойки 5, При достижении гаком стропа 10 крайнего верхнего положения продолжают движение крановой тележки 8 в сторо ну левой основной стойки 5, одновременно опуская траверсу 17 вместе с гнездом для упора 14, На сферическую поверхность 18 гнезда траверсы 17 ложится упор 14 стропа 12.Поворот корпуса судна на 90 осуществляется относительно верхнего шарнира 36 захвата 15При этом корпус судна 3 занимает вертикальное положение. Далее опускают траверсу 25 17, чтобы освободить силовой строп 12 от натяга, поднимают отводный блок 28 в верхнее положение и выводят упор 14 через паз 21 в гнезде. Включают...
Устройство для подачи штифтовых корпусов цоколей источников света на карусель заливочной машины

Номер патента: 1543479
Опубликовано: 15.02.1990
Автор: Алавердян
МПК: H01K 3/28, H05K 13/02
Метки: заливочной, источников, карусель, корпусов, подачи, света, цоколей, штифтовых
...части 8, Направляющаявтулка 7 выполнена с верхним боковым прямоугольным вырезом, образующим окно для приема корпусов цоколей, и с нижними диаметрально противоположными торцовыми клинами 29,расположенными вершинами вниз для обес-,печения стабильного положения корпусов 30 цоколей при их входе в участок ориентирующей втулки и во времяих ориентации. Иаятничковый рычаг 17пружиной 31 соединен с кронштейном 3,на котором закреплен наклонный лотокнакопитель 32,Цикл работы устройства начинаетсяс пуска заливочной машины, за полныйоборот распределительного вала которой карусель совершает поворот наодин шаг, а устройство - полный циклработы, заключающийся в вертикальномперемещении передаточного штока 23 вкрайнее нижнее и верхнее положенияот...
Способ контактной шовной сварки корпусов интегральных микросхем (ис) и устройство для его осуществления

Номер патента: 1558608
Опубликовано: 23.04.1990
Автор: Маланкин
МПК: B23K 11/06, B23K 31/02
Метки: и.с, интегральных, контактной, корпусов, микросхем, сварки, шовной
...установлены рабочие столики 2. К механизму 1 перемещения жестко прикреплен привод 3, представляющий собой электродвигатель с редуктором, и два механизма 4 поворота (не показан один механизм поворота, который возвращает рабочие столики в исходное положение) в виде путевых кулачкон, Привод 3 соединен .с блоком 5 управления. Последний соединен со схемами б управления сваркой, управляющими работой сварочных трансформаторов 7, вторичные обмотки которых соединены шинами 8 с электрододержателями 9 На электродоцержателях 9 неподвижно закреплены плоские невращающиеся электроды 10. Злектрододержатели 9,крепятся к кронштечнам 11 с помощью подшипников 12 и электрически изолированы от кронштейнов 11. На кронштейне 11 ус. , тановлен механизм...
Устройство для ориентации плоских деталей по ключу, преимущественно корпусов микросхем

Номер патента: 1562982
Опубликовано: 07.05.1990
МПК: H05K 13/02
Метки: ключу, корпусов, микросхем, ориентации, плоских, преимущественно
...Верхняя часть наклонных лотков11 и 12 расположена против роликов3, 4 и 7 с возможностью отвода деталей 10 после соприкосновения их с роликами 3, 4 и 7, а нижняя часть -Над соответствующими наклонным лоткам11 и 12 пеналами 13 и 14, Перемещение 45детали 10 в каждом из пеналов 13 и 14осуществляется механизмом вертикального перемещения (не показано).Устройство работает следующим об)азом. 50 Деталь 10 из вибробункера 1, получив первичную ориентацию, поступает в наклонный лоток 2. По наклонному лотку 2 деталь 10 скользит под действием собственного веса и в вертикальном положении поступает на ориентирующие ролики (фиг. 2).В случае попадания детали 10 на механизм ориентации короткой стороной с выступом выступ касается ролика , и деталь 10...
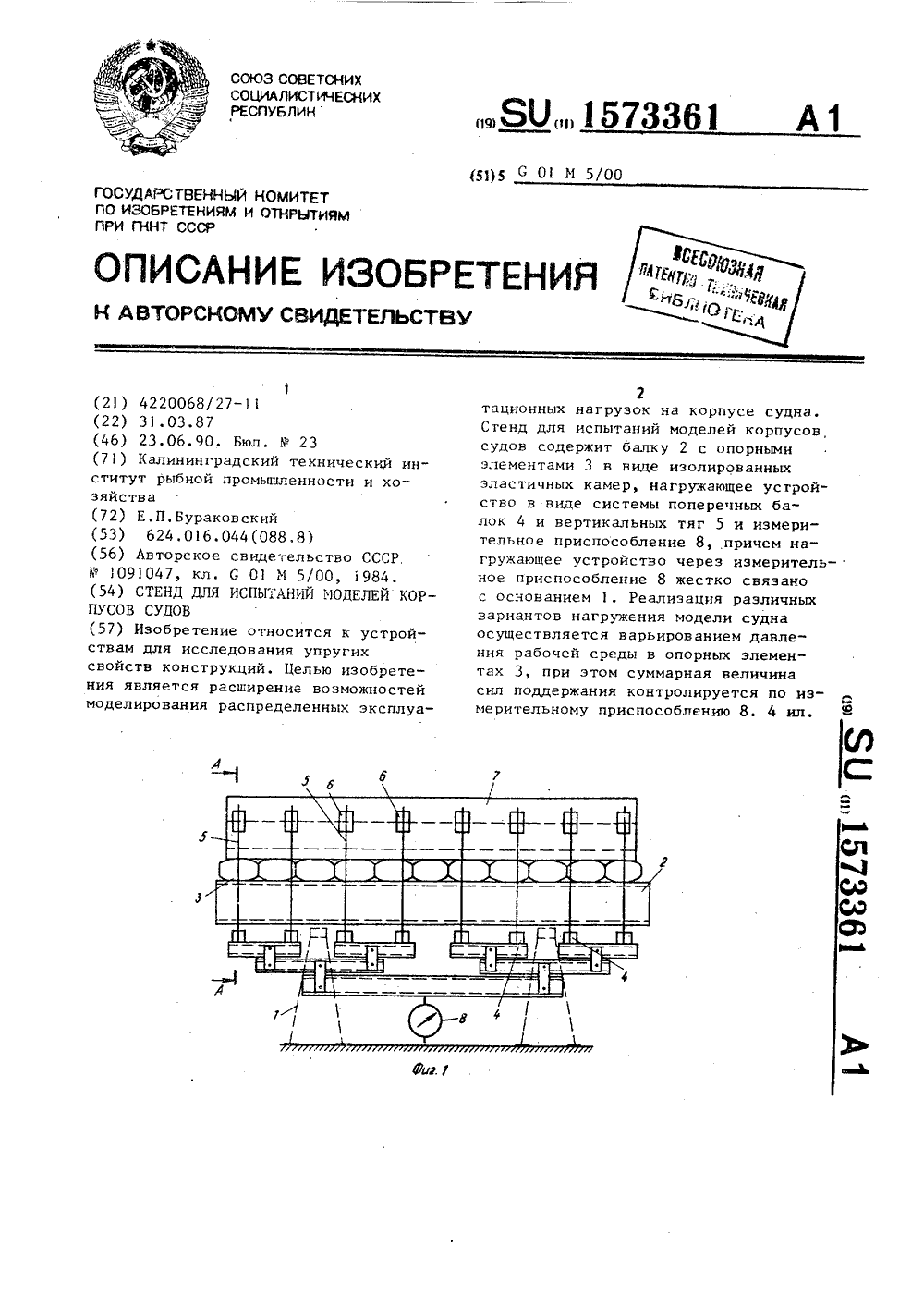
Стенд для испытаний моделей корпусов судов
Номер патента: 1573361
Опубликовано: 23.06.1990
Автор: Бураковский
МПК: G01M 5/00
Метки: испытаний, корпусов, моделей, стенд, судов
...с ними вертикальных тяг 5 е хомутами 6 для крепления их на модели 7 корпуса судна, и измерительное приспособление 8, при этом нагружающееустройство через измерительное приспособление 8 жестко связано с основанием 1.Для проведения. испытаний конструктивно-подобных моделей при наличии распределенных по верхней палубе грузов, по палубе модели устанавливаются дополнительные опорные элемен ты с опорной плитой 9, соединенной с балкой 2 планками 1 О.Реализация различных вариантов нагружения модели судна осуществляется варьированием давлением рабочей среды в эластичных камерах опорных элементов 3, при этом суммарная величина сил поддержания контролируется по измерительному приспособлению 8. Формула изобретенияСтенд для испытаний моделей...
Устройство для зиговки корпусов картонных барабанов

Номер патента: 1574510
Опубликовано: 30.06.1990
Автор: Парусов
Метки: барабанов, зиговки, картонных, корпусов
...валом 5 (фиг, 3,пунктир),Устройство обеспечивает зигованиекорпусов барабанов диаметром от 266до 500 мм. Переналадка осуществляется за счет замены секторов 26 ролика 3 и регулировкой коромысла 9,Устройство для зиговки корпусов картонных барабанов работает следующим образом.Корпус картонного барабана 17 с надетыми на его концах металлическими обручами устанавливается на устройстве соосно внутреннему зигующему ролику 3 и центратору 12. После включения устройства пневмоцилиндр 11 через центратор 12 перемещает барабан 17 на ролик 3 до упора кромкой в планшайбу 20. При этом от упора 13 конечный выключатель 14 дает команду пневмоцилиндру 23, который через шток 22, серьги 24 и рычаги 25 перемещает сектора 26 от центра роли 25 ка 3, жестко...
Линия обработки, облицовывания кромок и сверления щитовых деталей деревянных корпусов

Номер патента: 1576320
Опубликовано: 07.07.1990
Авторы: Беленков, Ильин, Короткевич, Лавренов, Лебедев, Чудаков, Шайко, Юринский
МПК: B27C 9/00
Метки: деревянных, корпусов, кромок, линия, облицовывания, сверления, щитовых
...два типоразмера дна, а группу силовых головок 25 и 27, расположенную слева от рольганга - на два типоразмера щита. Относительно агрегатных 1головок 24 и 25, настраиваются механизмы 16 - 19 отсекания и базировки и на требуемую ширину устанавливаются планки 12 и 13 с роликами манипулятора 7. В зависимости от прогиба щитовых деталей настраиваются плаваюгие упоры 39, а от толщины гитовых деталей настраиваются регулируемые жесткие упоры 40 на рольганге 9 и упоры 23 на опорных поверхностях в зонах обработки,Аналогичнонасграивается модуль 4сверления, Опоры 22 модуля сверле 5ния настраиваются в зависимости отустановленных технологических баэобрабатываемых щитовых деталей, Принеобходимости вместо сверлильныхнасадок устанавливается плита 37...
Способ сборки цилиндрических сварных корпусов аппаратов

Номер патента: 1579690
Опубликовано: 23.07.1990
Авторы: Иванченко, Панков, Тетенев
МПК: B23K 31/02, B23K 37/04
Метки: аппаратов, корпусов, сборки, сварных, цилиндрических
...положение обечаек путем объединения их попарно по минимальной разности пери- метров их торцов и дискретного поворота на угол, равный шагу разметки, в каждой паре обечайки о (торец 5 с точками 1, 2, 3, , 7.) относительно обечайки р торецс точками 1, 2, 3, , 1.), определяют то положение собираемых торцов обечаек, при котором максимальная разница диаметров Л,. собираемых торцов цаимецьшая.Таким образом, в результате моделирования определяются номера стыкуемых обечаек, торцов и точек, сочетание и взаимная ориентация которых обеспечивают минимальное смещение кромок. Ориентацию осуществляют, совмещал торцы поворотом одой обечайки вокруг оси до указанного поожения, фиксируют и производят сварку,дальнейшем сборка корпуса происходит...
Устройство для опрессовки корпусов радиоэлементов, преимущественно конденсаторов с однонаправленными выводами

Номер патента: 1597946
Опубликовано: 07.10.1990
Авторы: Лейбин, Чудин, Шушпанов
МПК: H01G 13/00
Метки: выводами, конденсаторов, корпусов, однонаправленными, опрессовки, преимущественно, радиоэлементов
...комитета но изобретениям и открытиям при ГКНТ СССР13035, Москва, Ж - .35, Раугнская наб., д. 4/5Г 1 роизводственно-издательский комбинат Гатснт, г. Ужгород, ул. Гагарина, 1 О 1 Изобретение относится к устройствам для герметизации радиоэлементов методом опрессовки расплавленными пластмассами.Цель изобретения - улучшение технологичности изготовления устройства.На чертеже изображено предлагаемое устройство.Устройство для опрессовки корпусов радиоэлементов, преимущественно конденсаторов с однонаправленными выводами, содержит две полуформы 1 и 2 с полостями для распределительного литника 3, с полостями 4 для формообразования корпусов радиоэлементов 5, вкладыши 6 с каналами 7 для выводов 8 радиоэлементов 5 и со сквозными выемками 9 для...
Контактная конденсаторная сварочная машина для герметизации корпусов полупроводниковых приборов

Номер патента: 1602652
Опубликовано: 30.10.1990
Авторы: Глаголев, Кононец, Пентегов, Стемковский, Шейковский, Шульман
МПК: B23K 31/02
Метки: герметизации, конденсаторная, контактная, корпусов, полупроводниковых, приборов, сварочная
...момент опускание электрода 2 приостанавливается. Между корпусом 26 прибора и его крышкой 25 сохраняется зазор, позволяюшнй откачать полость прибора (вместе с камерой) и заполнить ее газом заданного состава, При дальнейшем опускании стакана 1 корпус" ные детали 25 и 26 прибора сжимаются электродами 2 и 3. 1( корпусу прибора подается сварочный ток, который от контактной колодки 16 трансформатора через гибкую шину 17 подводится к утолщенному фланцу 18 стакана 1, распределяется по нему и затем, по более тонким стенкам стакана и его дну подводится к верхнему электроду 2 и корпусу 26 прибора. После прохождения тока и герметизации прибора шток 20 цилиндра привода отводится вверх, поднимая стакан 1 с электродом 2, и освобождает...
Способ герметизации прямоугольных корпусов полупроводниковых приборов

Номер патента: 1613271
Опубликовано: 15.12.1990
Авторы: Карлюченко, Кочан, Куришко
МПК: B23K 11/06
Метки: герметизации, корпусов, полупроводниковых, приборов, прямоугольных
...сторонамкорпуса.На чертеже приведена схема устройства для реализации описываемого способа.Устройство содержит предметный столик 1, корпус 2 полупроводникового прибора, крышку 3 полупроводникового прибора,сварочные ролики. 15Способ герметизации прямоугольныхкорпусов полупроводниковых приборовконтактной шовной сваркой выполняют следующим образом, На предметном столике1, который расположен под сварочными роликами 4, устанавливают корпус полупроводникового прибора 2 с крышкой 3,зафиксированной относительно основания корпуса 1, Для выполнения процессагерметизации корпус 2 выводят в плоскость 25действия сварочных роликов 4 и перемещают ролики вдоль боковых кромоккрышки 3, При одновременном перемещении четырех роликов по контуру в...
Способ изготовления корпусов банок многогранной формы и устройство для его осуществления

Номер патента: 1625323
Опубликовано: 30.01.1991
Автор: Гервиг
МПК: B21D 51/26
Метки: банок, корпусов, многогранной, формы
...вакуумными присосками 43, связанными с вакуум-насосом (не показан).На стойке 44; закрепленной на станине 4, размещен инструмент 45 для выполнения продольных углублений на заготовках 1,Устройство оснащено дополнительным передающим конвейером (не показан), выполненным аналогично основному передающему конвейеру и расположенным на позиции съема заготовки 1 с оправки 25 для передачи ее на дополнительный продольный конвейер 46.Устройство для изготовления корпусов банок работает следующим образом.Заготовка 1 со сварочной машины 47 подается на продольный конвейер 8, где, перемещаясь на ленте 9, одновременно обжимается с двух сторон сближающимися лентами 10 и приобретает овально-цилиндрическую форму (фиг. 7). Продольный сварный шов 2 расположен...
Устройство для контроля расположения корпусов лемешного почвообрабатывающего орудия

Номер патента: 1625359
Опубликовано: 07.02.1991
Автор: Повилюнас
МПК: A01B 63/02, A01B 71/02
Метки: корпусов, лемешного, орудия, почвообрабатывающего, расположения
...изготовленную из прорезиненной ткани ленту 1, на которой имеются метки - сквозные прямоугольные отверстия 2, определяю. щие требуемое положение носка и пятки кромки лезвия лемеха корпуса плуга, аналогичные отверстия 3, определяющие положение переднего и заднего концов кромки полевой доски корпуса, и такие же отверстия 4, определяющие позицию носка лемеха предплужника. Размеры отверстий 2, 3 и 4 в плоскости ленты 1 соответствуют полям допуска регулирования указанных рабочих элементов орудия, а их общее расположение - схеме расположения корпусов право- отвального плуга. Для удобства перемещения ленты 1 на ее концах имеются просечки 5, На ленте 1 могут быть нанесены позиционные метки, обозначающие расположение рабочих элементов...
Способ герметизации прямоугольных корпусов микросхем

Номер патента: 1655709
Опубликовано: 15.06.1991
МПК: B23K 11/06
Метки: герметизации, корпусов, микросхем, прямоугольных
...усеченного конуса высотой 2 - 2,5 мм и угломкоиусиости 20 - 25. Смещение рабочих крамак электродов относительно крышки, задаваемое фиксаторам и р.-виае 0.4 мм,обуславливает наличие гараитираваниагазазоаа между выводной рамкой корпуса иэлектродам.Например, при герметизации карггсав42942-3 ЩИО 487,024 ЧТУ примеияатсяэлектроды с углом каиусиасти 25 и высотойконуса 2,5 мм. Если да соприкас-ювеиияэлектродов с крышкой корпуса смещение ихрабочих крамок отиагительио крышки внаправлении припахения усилия сжатия устанавливают равным 0,4 мьл, та при расстоянии от крышки до вывод:., корпуса 42942-3,равным 3,7 - 0,8 мм, зазор между электродам )основанием каиуся, л плоскостью выводов составы 0,03-3.13 мм. А приусяиавке смещения раиного 8,2 мм...
Способ изготовления алюминиевых корпусов модулей

Номер патента: 1657311
Опубликовано: 23.06.1991
Авторы: Калинникова, Маркин, Цыкин
МПК: B23K 1/20
Метки: алюминиевых, корпусов, модулей
...наносимое на труднопаяемые материалы, как ппавило, химическим способом легиролан эе покрытие выполняет одновременно никоррозион 5 10 15 20 25 30 35 40 45 50 55 ную защитную функцию по отношению к основному материалу,Обычно толщина покрытия в этом случае составляет Ь = 9 - 18 мкм, При уменьшении толщины покрытия на таких материалах как алюминий и титан возможно растрескивание и нарушение сплошности покрытия в условиях циклического изменения температуры. Увеличение толщины покрытия более 18 мкм приводит к увеличению напряженности в верхних слоях покрытия и его скалыванию, Чем тоньше верхний слой, тем активнее происходит его раскисление легирующим компонентом из подслоя,Однако при отношении толщины внешнего слоя к толщине...
Торцовая зачистная головка для очистки корпусов силовых конденсаторов

Номер патента: 1667944
Опубликовано: 07.08.1991
МПК: B08B 1/04
Метки: головка, зачистная, конденсаторов, корпусов, силовых, торцовая
...(не показан), Уплотнительное кольцо 8 защищает внутреннюю поверхность иэделия 9 от проникновения мелкодисперсной пыли, образующейся в процессе обработки. Постепление воздуха в головку осуществляется через отверстия 15 - 19, при этом поток воздуха продувает проволочный ворс изнутри (фиг. 1), удаляя таким образом продукты очистки из эоны обработки. Другой поток воздуха, поступающий через патрубок нижней части корпуса 14, способствует удалению продуктов очистки по воздуховоду 15. Пути потоков воздуха на фиг. 1, 2 показаны стрелками. После окончания обработки, при отходе подающего гидроцилиндра, изделие 9 пружиной 13 снимается с уплотнительного кольца 8 гильэы 7, При этом отверстия 19 гильзы 7 перекрываются верхними кромками отверстий...
Гибкая производственная система для изготовления деталей типа корпусов и индукторов электрических машин

Номер патента: 1668105
Опубликовано: 07.08.1991
Авторы: Демидов, Киреев, Хаймов, Шевченко
МПК: B23Q 41/02
Метки: гибкая, индукторов, корпусов, машин, производственная, типа, электрических
...датчиков 35 и 36 подъемники 40 с фиксаторами 41 позиционируют на заданной высоте Н (фиг.9) порожнее и заполненное приспособления 8 соответственно на позициях 28 и 31, После получения от устройства 9 сигнала о готовности к работе манипулятор 27 робота 21 захватывает заготовку 44 иэ приспособления 8 и устанавливает ее на позицию 12 загрузки устройств 9 маркирования, После этого устройство 9 срабатывает и заготовка 44 загружается на позицию 1. Далее на позиции устройства 9 заготовка 44 переориентируется по отверстию б, а в зоне - маркируется, после чего перемещается в зону 1 Ч, где выгружается и перемещается на позицию 15 разгрузки. Удаление заготовки 44 с позиции 15 осуществляется манипулятором 27 робота 22, который устанавливает ее...
Устройство для испытаний корпусов аксиально-поршневых гидромашин

Номер патента: 1672015
Опубликовано: 23.08.1991
Авторы: Балахнов, Кучин, Огнев, Пасынков
МПК: F15B 19/00, G01M 19/00
Метки: аксиально-поршневых, гидромашин, испытаний, корпусов
...аксиально-поршневых гидромашин содержит нижнюю траверсу 1, стойки 2, на которых с помощью гаек 3 закреплена верхняя траверса 4 с фланцем 5 и радиальной опорой 6 скольжения. К верхней траверсе 4 прикреплен испытываемый корпус 7 гидромашины посредством крепежных болтов 8. Внутри1672015 4 Фиг 1 нижней части корпуса 7 на подшипниках 9 качения, воспринимающих радиальную 10 и осевую 11 силы. расположен вал 12, выходной хвостовик 13 которого фиксирован в квадратном отверстии гильзы 14, Другой ко нец вала 12 выполнен в виде эксцентрично расположенной относительно оси вала 12 шаровой опоры 15, контактирующей через полусферическое углубление в наклонной плоскости контакта с вертикально располо женным толкателем 16, установленном в Опоре 6...
Установка для ультразвукового контроля вертикальных цилиндрических каналов типа корпусов ядерных реакторов

Номер патента: 1682918
Опубликовано: 07.10.1991
Авторы: Бровцын, Здесенко, Сергеечев
МПК: G01N 29/26
Метки: вертикальных, каналов, корпусов, реакторов, типа, ультразвукового, цилиндрических, ядерных
...для ультразвукового контроля вертикальных цилиндрических каналов типа корпусов ядерныхреакторов содержит перфорированные ребра 23 жесткости, установленные внутри цилиндра 18,Установка для ультразвукового контроля вертикальных цилиндрических каналовтипа корпусов ядерных реакторов работаетследующим образом, 50Перед началом контроля вертикальный цилиндрический канал заполняетсяжидкостью (водой), после чего с помощьюгрузозахватных приспособлений (обозначено пунктиром) и кранового оборудования платформа 1 устанавливается висходное положение в верхней части канала контролируемого изделия. С помощью пневмосистемы по шлангу 16 полость 17 наполняется воздухом в количестве, требуемом для установки платформы 1 на требуемой глубине. Установка...
Устройство для разделения корпусов ящичного типа на детали

Номер патента: 1687340
Опубликовано: 30.10.1991
МПК: B21D 43/20
Метки: детали, корпусов, разделения, типа, ящичного
...угол а (угол наклонаплоскости рамки 9 относительно плоскостистенки 1 разбираемого фильтра). Предварительное значение угла а определяется сучетом усилия, которое нужно приложить кстенке 1 корпуса, чтобы преодолеть силытрения, удерживающие рабочие скобы 4 вторцах стенки 2 или днища 3 корпуса фильтра, без разрушения материала стенок. Усилие передается на стенку корпуса фильтраповоротной рамкой 9, соединенной с штоком 5 рычагом 10 и подвеской 12. Угол аустанавливают с помощью подвески 12, увеличивая или уменьшая глубину ввертываниявтулки 16 в стакан 13. При ввертываниивтулки 16 тяга 14 сбуртом 15 вцщгэется внутрь стаканапружина 17 сжимается, общая длина подвески 12 уменьшается, рамка 9 с рычагом 10поворачивается относительно торца...
Способ ремонта литых корпусов

Номер патента: 1687417
Опубликовано: 30.10.1991
Авторы: Анохов, Израилев, Орлов, Тиллиб
МПК: B23P 6/00
Метки: корпусов, литых, ремонта
...4 заваривают металлом 7 до глубины Ьв1/3 Н,Заварку отверстия 4 производят следующим образом: сначала на донную часть 6 отверстия 4 наплавляют металл 7, оставляя не заваренной часть отверстия глубиной Ьв1/3 Н, После чего, механическим способом удаляют часть наплавленного металла на глубину. равную 1/3 Н (см.фиг.3), зачищая стенки 5 от наплавленного металла, до выхода в основном металле корпуса 1 на стенках 5 отверстия 4 концов трещины 2. При этом глубина отверстия не должна превышать 1/3 Н. Это позволяетуменьшить остаточные напряжения в зоне ремонтной заварки,Корпус изолируют, вводят в эксплуатацию до следующего контроля металла в капитальный ремонт. До тех пор, пока трещина не пройдет через дно отверстий 3 и 4 дополнительных мер...