Архив за 1989 год
Способ получения антифрикционных пористых покрытий на поверхности углеродистой или нержавеющей стали

Номер патента: 1530331
Опубликовано: 23.12.1989
Авторы: Антонова, Демушкин, Елиокумсон, Зюльков, Мигунов, Мыльников, Никитин, Переверзева, Старченко, Ульянченко
МПК: B22F 7/04
Метки: антифрикционных, нержавеющей, поверхности, покрытий, пористых, стали, углеродистой
...ПОКРЫТИЙ НА ПОВЕРХНОСТ 1УГЛЕРОДИСТОЙ ИЛИ НЕРБАВЕЮРЕЙ СТАЛИ1530331 Как следует иэ таблицы, использование присадки позволяет сохранить высокое значение прочности сцепления покрытия со стальной лентой и пористости покрытия. При этом значительно упрощается технология нанесения покрытия, так как операция меднения или латунирования стальной поверхности отсутствует,БР 010. Для уменьшения сегрегации порошков по удельному весу и размерамв шихту добавляют 0,037. спирта. Затем шихту при помощи специальногоразравнивающего устройства наносятна ленту из углеродистой или нержавеющей стали и подают в печь с защитной атмосферой для спекания при1123-1163 К в течение 10-20 мин. 10 формула изобретения Результаты испытаний припекаемости ленты с бронзовым...
Устройство для восстановления круговых направляющих стола карусельного станка

Номер патента: 1530332
Опубликовано: 23.12.1989
Авторы: Калачева, Реснянский
МПК: B23B 1/00
Метки: восстановления, карусельного, круговых, направляющих, станка, стола
...оправки 6 винтом 7 от проворота, Резец 12 крепится в оправке 6 винтами 14. Винт 13 упирается в резец 12 и фиксируется регулировочной гайкой 15, Гайка 16с винтом 7 Фиксирует оправку 6 нпланшайбе 1. На торце кулачка 5 устанавливают рычаг 17, жестко закрепив его к кулачку 5 винтами 18, обеспечив при этом контакт с винтом 13,Планшайба 1 связана с электродвигателем привода вращения через клиноременную передачу, редуктор (не показаны), конические шестерни 19 и 20,зубчатую пару 21 и 22, причем венцовое зубчатое колесо 22 жестко соединено с планшайбой 1. Механизм зажима 510 изделия состоит иэ электродвигателя 23, планетарного редуктора, в который входят шестерни 24-31, винтовой пары 32 и 33 и рычагов 34, которые контактируют с...
Токарный станок

Номер патента: 1530333
Опубликовано: 23.12.1989
Авторы: Верховодов, Гаврилов, Желобов, Желобова, Терентьев
МПК: B23B 3/34
...окружности с радиусои, определяемымместом положения резца на диске 1.Вращение втулки 2 с,частотой пф и,вызывает изменение расположенияэксцентричной кольцевой нарезки наее торце относительно втулки 3. Врезультате ползун 12 с резцами, своими дугообразными пазами связанныйс кольцевой нарезкой Аланца втулки 2,получает перемещение по пазу диска11 в радиальном направлении. Сочетаниекругового перемещения ползуна с резцами вокруг обрабатываемой деталии его прямолинейное перемещение врадиальном направлении обеспечиваетперемещение широкого резца в припуске на обработку по спирали. Эффективность изобретения заключается н тои, что предлагаемое устройство станка позволяет получить наибольший среди известных способов течения угол контакта инструмента...
Металлорежущий инструмент

Номер патента: 1530334
Опубликовано: 23.12.1989
Автор: Живоглядов
МПК: B23B 27/00
Метки: инструмент, металлорежущий
...инструмента,На фиг.1 изображен металлорежущий инструмент; на фиг.2 - вид А нафиг.1; на фиг,3 - вид Б на Ьиг.1; нафиг.4 - сечение В-В на фиг,1; нафиг.5 - сечение Г-Г на Лиг,1.Металлорежут 1 ий инструмент содержит 15державку 1 с закрепленной на ней режущей пластиной 2Режущая пластина 2имеет плоскую переднюю поверхность ибаску 3 переменной ширины вдоль главной режущей кромки 4, выполненнуюпод угломпри этом ширина фаски3 у вершины инструмента выполненаравной О. Угол наклонафаски 3 отличен от переднего углаи угла Ъ(не обозначен) наклона плоской передней поверхности пластины 2,В процессе обработки образующаясястружка (не показана) конкретной ши"рины сходит по передней поверхностипластины 2. Так как расстояние отглавной режущей...
Твердосплавная многогранная режущая пластина

Номер патента: 1530335
Опубликовано: 23.12.1989
Авторы: Грачева, Диденко, Кринзберг, Кудрявцев, Лисовский, Майстренко, Чеповецкий
МПК: B23B 27/16
Метки: многогранная, пластина, режущая, твердосплавная
...Подписное ИИПИ Государственного 113035, омитета осква, Ж иэводственно-издательский комбинат "Патент" г Ужгород у . Гжгород, ул. агарнна,1 Использование изобретения позволяет уменьшить количество поломок твердосплавного инструмента и увеличить его ресурс. Формула изобретения Твердосплавная многогранная режущая пластина, выполненная иэ различного по содержанию металла-связки материала, причем ее центральная часть содержит больше металла-связкио т л и ч а ю щ а я с я тем, что, сцелью повышения прочности пластины,ее центральная часть, ограниченнаяв поперечном направлении переднимиграняии, а в продольном - выполненными на ней 7-образными поверхностями, вершины которых направлены кцентру пластины, содержит в 1,2-4раза больше металла-связки,...
Резец

Номер патента: 1530336
Опубликовано: 23.12.1989
Авторы: Буряк, Жительный, Нагайцев, Остафьев, Румбешта
МПК: B23B 27/16
Метки: резец
...комбинат "Патент", г.ужгород, ул. Гагарина, 101 Изобретение относится к обработке металлов резанием и может быть использовано в конструкциях инструментов с регулируемой геометрией режу 5 щей части.Цель изобретения - расширение технологических воэможностей инструмента за счет изменения геометрических параметров режущей части пластины и повышения надежности ее закрепления и повышение ресурса работы,На чертеже изображен резец.Резец содержит державку 1, в радиусном гнезде 2 которой установлена режущая пластина 3 с центральным паэом овальной формы и полусферическими передней 4 и опорной 5 поверхностями со сферическими углублениями под прихват. Пластина закрепляется при помощи прихвата 6 со сферическойчастью и винта 7. Со...
Способ центрирования заготовок и устройство для его осуществления

Номер патента: 1530337
Опубликовано: 23.12.1989
Автор: Басов
МПК: B23B 31/00
Метки: заготовок, центрирования
...0 симметрично. На диск 12 нанесена шкала 19 ориентировки несоосности. Шкала 19 размечена в условных, безразмерных единицах.Устройство работает следующим образом. Совмещают нулевые отметки шкалы 17 вывода несоосности в ноль и шкалы 18 вывода несоосности в точку встречи. Фиксируют шкалы относительно друг друга. Выявляют величину биения детали; закрепляют деталь в патроне, подводят индикатор биения до касания с поверхностью детали и проворачиваютодеталь на 360 . Замеряют максимум биения по шкале индикатора, Определяют положение максимума биения (несоосности) относительно шкалы 19 ориентировки несоосности. Снимают показания этой шкалы (деление, соответст- вующее максимуму показаний индикатора). По величине биения (несоосности) в таблице...
Самоцентрирующий токарный патрон

Номер патента: 1530338
Опубликовано: 23.12.1989
Авторы: Бенин, Кузнецова, Левин
МПК: B23B 31/16
Метки: патрон, самоцентрирующий, токарный
...врагение двум коническим шестерплгг 12 и двум дополнительным коническим шестерцям 20, с которыми5ключ 17 в дацггый момент це взаимодецствует. 51 вллетсл посредством муАтьг 44 и шлангов 45, соединенных с органами управления силовым приводом.Самоцецтрирующий токарный патрон работает следующим образом.В исходном положении ключ 17 соединен с квадратом стержня 18, бородки 16 его при этом располагаются с эазорагш между секторными выступами 15, ролики 25 посредством подпружиненных плунжеров 30 и 31 эаклиненьг между скосами 27 и 28 и внутренней поверхностью обоймы 33 и расположены на углах Ы, от начала скосов 27 и 28.В процессе наладки патрона сближение кулачков 6 осуществляется вращением ключа 17 в направлении стрелки г ....
Оправка для центрирования и закрепления тонкостенных деталей

Номер патента: 1530339
Опубликовано: 23.12.1989
Автор: Черноземов
МПК: B23B 31/40
Метки: закрепления, оправка, тонкостенных, центрирования
...антийрикционные накладки 17, составляющие с материалом секторов 1 антиЬрикционную пару (текстолит - алюминиевый сплав). Оправка установленав станочных центрах 18 и 19, одиниэ которых может быть ведущим. 1 ежду втулками 12 установлена упорнаятруба 20,Для осуществления закрепления деталь 21 устанавливают на сектора 1 оправки, помещают в центры 18 и 19. Последние сводят до попадания их конусов в отверстия 7. При дальнейшем сведении центров 18 и 19 разжимные элементы 3, сжимая пружину 16, перемещаются навстречу друг другу, разводя сектора 1 в средних сечениях. Благодаря тому, что угол конуса 5 значительно меньше угла конуса центрового отверстия 7 при одинаковом осевом усилии силы разжима в радиальном направлении будут больше на конусе...
Многошпиндельная головка

Номер патента: 1530340
Опубликовано: 23.12.1989
Авторы: Кахно, Малясов, Медведев, Семенов, Старов
МПК: B23B 39/16
Метки: головка, многошпиндельная
...оси части 2 корпуса, до вывода его иэ взаимодействия с копиром 5.На части 1 корпуса размещен фиксатор 13 с возиожностью взаимодействия с подвижной частью 2 корпуса. Подпружиненная кондукторная плита 14 установлена на скалках 15, закрепленных в части 2 корпуса. При этом скалки 5 роликом 7 и возвращается в исходноеположение, При обратном ходе многоыпиндельной головки собачка 6, опирающаяся на упор 9, взаимодействуетс роликои 7 и часть 2 корпуса начинает осуществлять поворот. При дальнейшем обратном ходе в контакт с роликом 7 вступает копир 5, в резуль"тате чего происходит окончательныйповорот части 2 корпуса в очереднуюпозицию 2. 2 ил. установлены с возможностью фиксирования в гнездах 16 стола 17, на которои размещается...
Устройство для сверления

Номер патента: 1530341
Опубликовано: 23.12.1989
Автор: Нагорняк
МПК: B23B 47/04
Метки: сверления
...Кроме этого, во втулке 9 наодинаковом с центрами шариков 7 уровне выполнено радиальное отверстие 12,диаметр которого превышает диаметршариков, а ось упомянутого отверстияпересекает ось сверла 1 и оси шариков 7 под углом 90 . Величина этогоугла выбирается иэ условия воэможности контакта шариков 7 с коническойповерхностью 8 втулки 9.Сверло 1 предназначено для взаимодействия с обрабатываемойдеталью13, Угол Р наклона диаметрально про тивоположных наклонных пазов 14, выполненных в нижней части корпуса 3,в которых установлены шарики 7, больше угла Я наклона винтовой канавкисверла.40 Сборка и настройка устройства проводится в следующей последователь- ности 45 Сверло 1 закрепляют в шпинделе 2,на который устанавливают корпус 3,...
Способ изготовления элементов стальной фибровой арматуры

Номер патента: 1530342
Опубликовано: 23.12.1989
Авторы: Евсеев, Портнягин, Пышминцев
МПК: B23C 3/00
Метки: арматуры, стальной, фибровой, элементов
...неодинаковы, Наиболее длинные режущие лезвия 5 располагают на Фреэах 6 блока 2 с большим диаметром и с большим торцовымшагом между лезвиямиДиаметр расположения режутих лезвий 5 равен5-7 длинам 1 режущих лезвий. Длина 1517 режущих лезвий 7 Ареэ 8 блока 3в два раза меньше, чем длина режущихлезвий Фрез 6. Диаметр расположениярежущих лезвий 7 Фрез 8 блока 3 составляет 0,994-0,998 от диаметра Ареяблока 6. Торцовый, шаг режущих лезвийблока 6 в 2-2,5 раза превьппает торцо.вый шаг лезвий 7 Фреэ 8. ПараметрыФрея 9 блока 4 усреднены по отношению к блокам 2 и 3. При ияготовлениисамые крупные элементы получаютсяпри обработке блоком 2 Фрея 6 с самыми длинными режущими лезвиями 5. Блоком 4 Фрея 9 с лезвиями 1 О изготавливаются средние по размеру...
Высечные ножницы

Номер патента: 1530343
Опубликовано: 23.12.1989
Авторы: Париенко, Пономарев, Церлюк
МПК: B23D 15/12
...противовесов 17, Распо 55 ложенных ло однусторону относительнс упомянутой вертикальной плоскости 114 - длины основного 2 и дополнительного 4 коленных рычагов;1- - длина шатуна 5;в 2 2/ (ф 2 4) Ум е/гвЗс 2. еа/гажэ=е /гв,е - расстояние от оси 07 кривошилного вала 7 до линииР Р, проходящей через крайние положения В и В коленоной оси 3;е- расстояние от линии, проходящей через опорную ось 8параллельно продольной осиполэуна 1, до этой оси; е- расстояние от той же линии,проходящей через опорнуюось 8, до среднего положенияВ коленной оси 3.Углы 4 установки радиусов центров масс противовесов 15 и 6 относительно линии продолжения кривошипа АО и7 углыустановки радиусов центров масс противовесов 17 и 18 относительно линии, проходящей через точку...
Станок для фасонной резки труб

Номер патента: 1530344
Опубликовано: 23.12.1989
Автор: Перешеин
МПК: B23D 21/02
Метки: резки, станок, труб, фасонной
...величину Н, траектории реза, расположенного со стороны левого торца обреэаемой заготовки, перемещением 28 устанавливают величину Н траектории реза со стороны правого торца, поворотом кулачка-диска 14 устанавливают угол реза относительно оси трубы 35. Подают сжатый воздух в правые полости пневмоцилиндров 33 и 34, перемещая вилку 32 со шлицевым валом 2 в крайнее левое положение, при этом правый фасонный кулачок 26 рабочей поверхностью прижимается к копирному ролику 30. Подают сжатый воздух через кольцевую камеру 23 муфты 22 в левую полость вращающегося пневмоцилиндра 20, при этом гильза пневмоцилиндра 20 перемещается влево и внутренней конической поверхностью воздействует на фиксаторы 21, перемещая их к центру, фиксируя при этом вал 13 на...
Труборез

Номер патента: 1530345
Опубликовано: 23.12.1989
МПК: B23D 21/04
Метки: труборез
...для сцепления с поверхностью трубы. Ролик 6 кинематически связан с режущей цепью 1 через реверсивный механизм 9 посредством звездочки 10. Реверсивньп механизм 9 закреплен на 25 одном из рычагов 4. В качестве реверсивного механизма 9 может быть использовано устройство - цепная передача с автоматическим изменением направления движения цепи (не показано). Режущая цепь 1 содержит режущие элементы 11.Трубореэ работает следующим образом.Труборез устанавливают опорными роликами 6 и 7 на разрезаемую трубу, 35 предварительно разомкнув одно иэ звеньев бесконечной режущей цепи 1 и установив необходимую длину для охвата разрезаемой трубы путем удаления или добавления необходимого числа звеньев. С помощью натяжного механизма 5 достигается...
Штамп для резки гнутых равнополочных швеллеров

Номер патента: 1530346
Опубликовано: 23.12.1989
Авторы: Войтович, Иващук, Фомин
МПК: B23D 23/00
Метки: гнутых, равнополочных, резки, швеллеров, штамп
...секции 4 соответственно этим винтам. Угол о. наклона каждой направляющей поверхности 5 к оси пуансона определяют из выражения1о. с а го т. рвкладышах 6 и 7, и пазов 10, вь 1 Т 1 ол-ненных в центральной неподвижной секции 4, При ходе ползуна пресса внизпервоначально разрезает правую полкушвеллера, вкладыш 6, а затем вкладыш7 разрезает левую полку швеллера.При дальнейшем перемещении пуансонразрезает стенку швеллера. 1 з.п.Ф-лы 5 ил. где 1 - длина боковой режущей кромки вкладыша;1 - длина нижней режущей кромки вкладыша.В полуматрицы 2 укладывают заготовку 11. В исходном положении боковые подвижные вкладыши 6 и 7 удерживаются стопорными винтами 9 и пазами 10 симметрично расположениюзаготовки 11,При опускании ползуна пресса...
Ножницы для резки сортового проката

Номер патента: 1530347
Опубликовано: 23.12.1989
Авторы: Суханов, Чижик-Полейко
МПК: B23D 15/00, B23D 23/00
Метки: ножницы, проката, резки, сортового
...сжимая пружину 35. Копиром 23 фиксатор 24 отведен вправо. Подушка 13 пружинами 16 и 20 поднята и упирается в ограничители 29. Ножи и прижимы разведены, причем полости ножа 11 и прижима 14 совпадают, подаче проката ничто не препятствует.Ножницы работают следующим образом,Прокат 37 рольгангом 38 подается до упора 2,после чего начинается ход ползуна 6 вниз. При этом сначала опускается поводок 36 и под действием пружины 35 через стержень 34 и многозвенную систему 33 ползушка 31 перемещается вниз. К моменту охвата проката 37 верхним прижимом 32 и нижним ножом 11 обе крайние пары звеньев многозвенной системы 33 примут положение, близкое к вертикальному, что обеспечит противодействие отгиОанию. проката 37 при дальнейшем резе. Прокат 37...
Штамп для резки проката

Номер патента: 1530348
Опубликовано: 23.12.1989
Автор: Рогов
МПК: B23D 21/00, B23D 23/00
...раэ- О рез; на фиг.2 - то же, в положении после отрезки; на фиг.3 - вид А на фиг.2; на фиг,4 и 5 - схема резки труб разного профиля в начальный момент резки; на фиг.6 и 7 - то же, в 15 момент касания внутренних стенок трубы. Штамп работает следующим образом.Отрезаемая труба 18 подается в зону разрезки на заданную длину заготовки. При опускании верхней плиты 1 клин 3 перемещает подвижную полу- матрицу 7,влево, которая вместе с неподвижной полуматрицей 5 зажимает трубу 18, При движении клина 4 вниз его скосы а взаимодействуют с прилегающими скошенными поверхностями Т-образных пазов ползушек 9 и 10 с ножами 11 и 12 и перемещают последние в направлении отрезки заготовки. При встречном движении ножей вступают в работу режущие участки...
Способ разделения проката на заготовки

Номер патента: 1530349
Опубликовано: 23.12.1989
Авторы: Васильева, Волков, Каганович, Рябикова
МПК: B23D 23/00
Метки: заготовки, проката, разделения
...направлении на уг олее 8 относительно неподвижной си вращения заготовки. 4 ил. неподвижные, а нож 3 подвижный, Неподвижные втулочные ножи 2 и 4 прикреплены к щекам 5, а последние к каретке 6, при помощи привода со" вершающей периодическое перемещение вдоль разделяемого прутка проката, т.е, происходит нанизывание каретки на пруток.При включении электропривода устройства через тягу 7 усилие скручива ния передается через предохранительную шпонку 8 на подвижный атулочный нож 3, который поворачивают относительно неподвижной оси вращения заготовки на угол 0 504 и по длине прутка производят несколько надрезов заготовок на длину 1 и тем самым происходит предварительное разрушение кристаллической решетки ме 1530349талла прутка, т.е. образуются...
Обрезной станок

Номер патента: 1530350
Опубликовано: 23.12.1989
Авторы: Ахметшин, Пермяков, Родиков, Сырников
МПК: B23D 31/00
...заготовку 24 из бункера-накопителя 22 и надевает ее на втулку 6, которая получает свое вращение от двигателя 11 через вал 12, солнечную шестерню 13, сателлит 7. На втулке 6 закреплен внутренний дисковый нож, образующий режущую кинематическую пару с наружным дисковым ножом, установленным под углом к внутреннему, и который приводится в движение двигателем 14, Заготовка 24, перемещаясь по вращающейся оправке вдоль ее оси, попадает в зону резания, где со стороны неров 55 ного края дисковыми ножами обрезается спиралевидная стружка, которая падает вниз. Во время обратного хода толкателя 21 стол 5 вместе с обрезанной деталью поворачивается на угловой шаг таким образом, что шток 9 устанавливается напротив толкателя 19 съема деталей,...
Способ задания режимов резания при шлифовании цилиндрических зубчатых колес

Номер патента: 1530351
Опубликовано: 23.12.1989
Авторы: Ермолаев, Серебряный, Трушакин
МПК: B23F 5/02
Метки: задания, зубчатых, колес, режимов, резания, цилиндрических, шлифовании
...обката отножки к головке; Л - передняя точкапятна контакта; Пш - диаметр шлифовального круга; в - продольная подача на ход обката; 1 - длина пятна 45контакта в направлении продольной подачи при глубине резания т; Ьпротяженность пятна контакта в направлении обката при глубине резанияЬ - протяженность пятна контакта в направлении обката при глубине резания т - г ; с - ширина пятна контакта на расстоянии я от передней точки пятна контакта в направлении обката; Ь - проглубление точкикруга, наиболее близкой к оси колеса, относительно плоскости, касательной к основному цилиндру; гв - глубина снимаемого слоя на расстоянии 4 ку- половина длины общей нормали 2в охвате кругами; с - глуби на резания на данном проходе . Обработке подвергается...
Способ профилирования режущих элементов

Номер патента: 1530352
Опубликовано: 23.12.1989
МПК: B23F 21/04
Метки: профилирования, режущих, элементов
...поодной и той же поверхности, увеличитьполезную площадь базовой плоскости 7,устранить взаимодействие режущих элементов друГ с друГОм и тем самым по 45высить точность сборки,Способ позволяет устранять отклонение угла профиля режущих элементовв рабочем корпусе от его номинального значения непосредственно при их50профилировании.,цля этого определяютполученный профильный угол всех режущих элементов в раьочем корпусе 9инструмента. Режущие элементы и пазыкорпуса маркируют. Затем режущие эле 55менты вынимают из раЬочего корпуса иустанавливают в технологическое приспособление 2 соответствующим ОЬразом. Режущие элементы 10, угол профиля которьх меньше номинального угла профиля ь,устанасливают с дополнительным доьоротом Е от исходного...
Червячная фреза

Номер патента: 1530353
Опубликовано: 23.12.1989
Авторы: Ершов, Пейсахович, Сошников, Фрагин, Хуморов
МПК: B23F 21/16
...и леваябоковые режущие кромки аЬ и сд образуют профильные углыс осью, параллельной оси ОУ.Благодаря смещению Г имеет местоотрицательный угол наклона режущихкромок, . В частном случае Ъ = 0,плоскости С ипараллельны осевойплоскости фрезы ОЕ, Рабочие линии,на которых расположены точки касанияе и 2 режущих кромок, например линияй, представляют собой пространственные спирально-винтовые линии, разворачивающиеся в противоположные стороны. Поэтому точки касания режущихкромок к боковым поверхностям производящего червяка лежат на переменныхрасстояниях Г от оси фрезы ОЕ, Например, для правой боковой стороны приобходе против часовой стрелки, глядяс положительного направления оси ОЕ,расстояния К увеличиваются, а для левой стороны уменьшаются.Тр...
Способ чистовой обработки зубчатых колес

Номер патента: 1530354
Опубликовано: 23.12.1989
МПК: B23F 21/28
Метки: зубчатых, колес, чистовой
...и ремещение дисков вд та. Для образования продольной модифика у торцов зубьев сня а Ьа больше, чем в с этой целью достатобы в крайних положениях колеса зубчатый хон дополнительно углубилсяна величинуЬ, = сии, (1)где М,- угол исходного контура колеса.Величина подъема Ь зубьев 2 ханадолжна быть равна величине углубления Ь 4,. При перемещении дисков вдоль 10оси инструмента на величину 1 в туили иную сторону зубья 2 хона поднимаются то на одном, то на другомторце на величинуЬ =1 сд(д, (2) 15где Я - угол конуса дисков.Учитывая, что Ь = Ь, после преобразований (1) и (2) получима сткМ,й (3)Я 20В конце цикла обработки после снятия всего оставленного под хонингование припуска зубчатый хон и изделиевозвращают в исходное положение.,Зубчатый...
Устройство для нарезания наружной резьбы

Номер патента: 1530355
Опубликовано: 23.12.1989
МПК: B23G 1/26
Метки: нарезания, наружной, резьбы
...радиально смонтированы два штифта 8 своэможностью взаимодействия со шпонками при развороте винта.Плашка (не обозначена) крепитсяв гнездо плашкодержателя с помощью35торцовой гайки 9 и стопорных винтов 10.Для возможного закрепления плашекразных типоразмеров предусмотренапромежуточная втулка 11. Для вращенияплашкодержателя с помощью специального ключа или рукоятки предусмотрены отверстия 12 а для подачи смазкина нарезаемый участок и выхода стружки - отверстия 13.Устройство работает следующим образом,Копирная пара (гайка 1 и винт 2)и стакан 3 с закрепленной плашкойв собранном виде надеваются на конец50трубы или прутка до соприкосновенияторца обрабатываемой детали с плашкой. При этом плашкодержатель (копирная пара, -айка 9, втулка 11,...
Устройство для обработки резьбовой поверхности

Номер патента: 1530356
Опубликовано: 23.12.1989
МПК: B23G 1/32
Метки: поверхности, резьбовой
...через шпонки 5 и с 20возможностью осевого перемецения валавследствие проскальзывания шпонокв пазах 6. Сопряженный с колесом 4червячный винт 7 оснащен маховичком8. Противоположный от патрона торец 25вала оснащен неподвижно закрепленным винтом 9, составляющим сменнуювинтовую пару с гайкой 10, неподвижно установленной в корпусе и скользяце сопряженной со ступицей колеса 4.Устройство работает следукицим образом.После подбора сменной винтовойпары (9 и 10) по соответствующемушагу резьбы обрабатываемого калибра 35кольца 11, закрепленного в патроне3, устройство крепят на столе вертикально Фрезерного станка и, исполь-зуя поперечно-горизонтальные и вер 40 тикальное перемещения стола, подводят заходной виток резьбы калибра- кольца до...
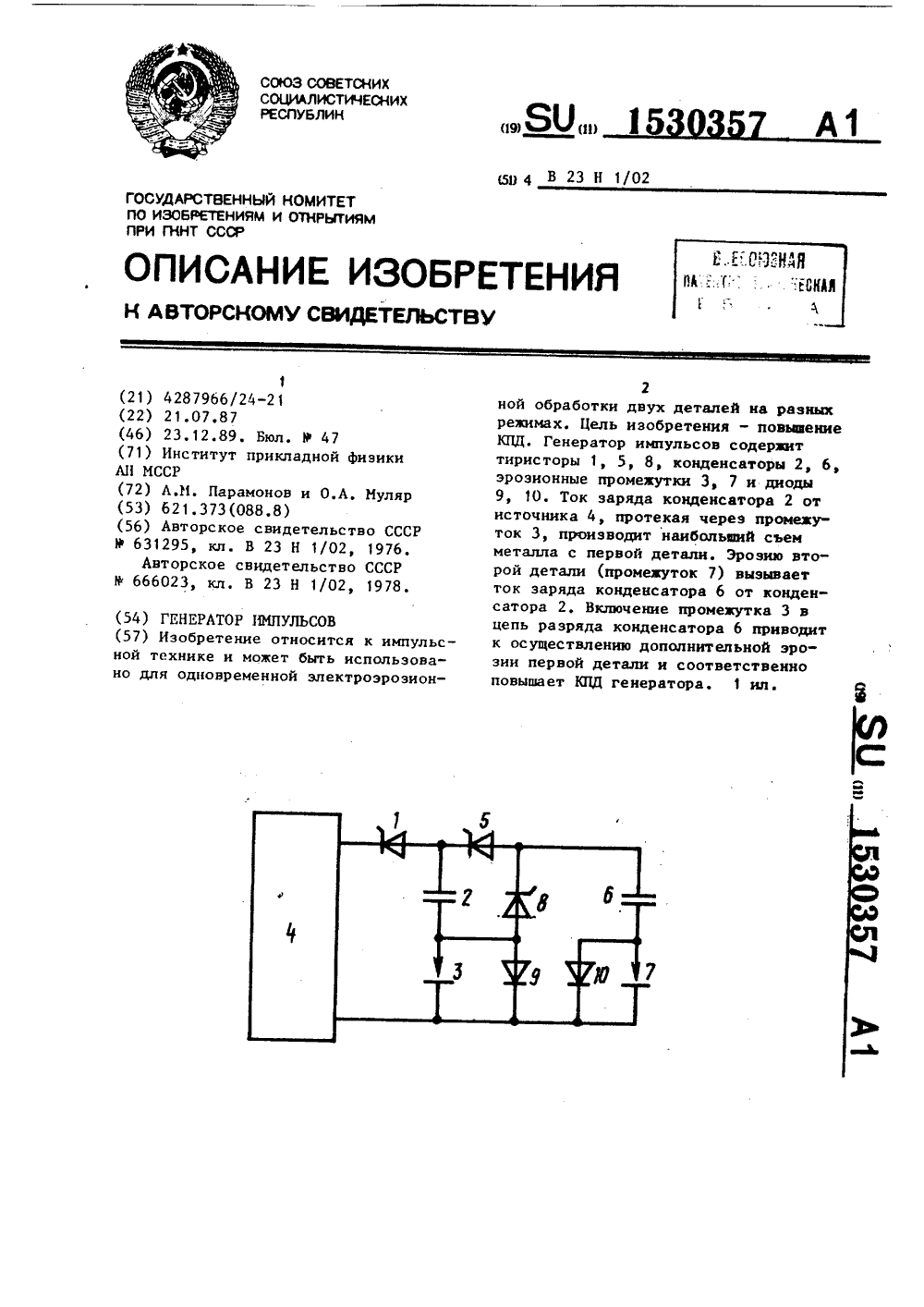
Генератор импульсов
Номер патента: 1530357
Опубликовано: 23.12.1989
МПК: B23H 1/02
...током разряда второго конденсатора,На чертеже представлена принципиальная электрическая схема генератопрямом направлении по отношению кнапряжению источника , второй тиристор 5, включенный согласно с тиристором 1 между точкой соединения тиристора 1 с конденсатором 2 и первымвыводом второго конденсатора б, второй вывод которого через второй эрозионцый промежуток 7 соединен с первым выводом (станиной) промежутка 3.Точка соединения конденсатора 2 спромежутком 3 подключена к точкесоединения тнристора 5 с коцпецсатором б через третий чиристор 8, включенный в прямо напр,влеции по отцо.шению к напряжению к гочника л, а/промежутки 3 и 7 зашу тир нзцы пс;вым и вторым дионамп 9 и 10 с.оответ т:нно, включеццымп в обры цом цяв .нп.нии по...
Способ электрохимической обработки зубчатых колес

Номер патента: 1530358
Опубликовано: 23.12.1989
Авторы: Азеев, Жужжалкин, Струков
МПК: B23H 3/00
Метки: зубчатых, колес, электрохимической
...зацепления обрабатываемого колеса 4 и шестерни 3. Требуемый межэлектродный зазор на указанном участке, а также на участке аналогичного контакта между обрабатываемым колесом 4 и шестерней 2 мо - жет обеспечиваться за счет синхронизирующих шестерен, соосных с шестернями 2-5 (фиг. 2), либо за счет установки диэлектрических прокладок на зубья шестерни 3 (фиг. 3),На фиг. 2 показан узел 1 на фиг. 1, который конструктивно выполнен так, что зазор обеспечивается за счет синхронизирующих шестерен: 3 - инструмент, 4 - обрабагываемое зубчатое колесо.На фиг. 3 показан уз л 1 на фиг1, который конструктивно выполнен так, что зазор между инструментом и обрабатываемой заготовкой обеспечивается за счет установки диэлектрических прокладок на зубья...
Способ формирования зубьев шестерен

Номер патента: 1530359
Опубликовано: 23.12.1989
Авторы: Богомолов, Кравец, Самсоненко, Танчук
МПК: B23H 3/08
Метки: зубьев, формирования, шестерен
...на заключительной стадии обработки в раствор электролита дополнительно вводят сополимер метакриловой кислоты и моно-И-(3-диметиламинопропил)амида малеиновой кислоты. Нагрузку на шестерни, доводят до эксплуатационной. Одновременно увеличивают температуруораствора выше 83 С. П р и м е р. Формируют покрытие и профиль зуба шестерни, изготовленной из стали 18 ХГТ, шестеренного гидронасоса типа НЫ. В качестве электролита используют водный раствор для нанесения бронзы, содержащий сернокислой меди 30 г/л, хлорида олова 5 г/л, триполифосфата натрия 200 г/л. После нанесения покрытия при плотности тока 2-5 А/дм , темпег ратуре 25 оС в течение 900-1200 с в электролит вводят водный раствор сополимера метакриловой кислоты и...
Способ бесфлюсовой пайки деталей из алюминия или покрытых слоем алюминия

Номер патента: 1530360
Опубликовано: 23.12.1989
Автор: Ивин
МПК: B23K 1/20
Метки: алюминия, бесфлюсовой, пайки, покрытых, слоем
...позволяет произвести полноедаление окисной пленки весьма прос1530360 Операции закрепления пластины на адгезионной пленке (приклеивание), скрайбирование и разламывание пластины выполняют при температуре ниже 26,5 С с тем, чтобы сплав алюминий - галлий находился в твердом состоянии. Перед сборкой кристалл нагревают до температуры твердожидкого состояо ния припоя (выше температуры 26,5 С), снимают с адгезионной ленты. При этом окисная пленка остается на центе. Кристалл прижимают к рамке, нагревают сборку до 30-50 С, выдерящвают несколько секунд с вибрацией,о поднимают температуру до 148 С и выСоставитель Л.АбросимоваТехред Л.Сердюкова Корректор М Максимишинец Редактор С.Пекарь Заказ 7811/13 Тираж 894 ПодписноеВНИКЛИ Государственного...