Патенты опубликованные 23.07.1987
Смесь для изготовления полупостоянных литейных форм

Номер патента: 1324742
Опубликовано: 23.07.1987
Авторы: Гималетдинов, Катаева, Коротков, Максунов, Моксунов, Поручиков, Шамрай
МПК: B22C 1/00
Метки: литейных, полупостоянных, смесь, форм
...материалов но многом определяются содерх;анием Л 1 ОЗ н шамоте, который колеблется в пределах от 24,0 до 80 мас. %. Поэтому в составы формовочной смеси с шамотом,бедным А 1 О , необходимо добавлять определенное количество мелкодисперсного корунда, Содержание глины в сос тане увеличивается или принимается минимальное ее количество в зависимости от размеров, веса., габаритов Формы; чем больше размеры литейной Формы, тем больше должно быть глины в 25 в составе смеси и наоборот. Использование отсева кокса, особенно отсева литейного кокса, являющегося отходом, придает новые свойства формовочной смеси на алюмофосфатном связующем, по сравнению с графитовым порошком: кокс. обладает пористостью до 45%, что обусловливает шероховатость...
Состав для получения самотвердеющего противопригарного покрытия на литейных формах и стержнях

Номер патента: 1324743
Опубликовано: 23.07.1987
Авторы: Большаков, Булатов, Дмитриева, Крупин
МПК: B22C 3/00
Метки: литейных, покрытия, противопригарного, самотвердеющего, состав, стержнях, формах
...С, миц 90 100 11(г 11. )бретение Отци.цгЯ к питейцому прои звопству е чанг тцОГти к топугению питейных фо)м и ст)1)жггей, ггг)едця.ня- ЧР НЕЕЫХ,ППЯ И 3 ГОТОНПР Егц Я (. Таг Езнгигх ОТ -ПИНОК.511 ель из( бретения - улуцзсцие качествая пок 1)ытия за (. Ее т гг) ньигге ци 5с е д им е ц т аи О н еО Й у с т ) Й чз ез О . тс( т (ввапрочос 2 и я исти 1)яци( ц тзрыо -Стойкости. 10В составе используется жидкое стекло 1122-24 (уд.вес 1,2 г/см.") которое выпоззезяет 4)уезе(цггг) свя.з) ющего, Ггоотвердитель - технический трияцетин,)который представляет дц-и трияиетатыг,ггицерина, получающиеся взяимодейГтвиеы глицерина (отходы произвол(.твяуцдиципеновой кислоте, и уксусцой кислоты, отходы произвоггства кумяриця)с последующим отделением миг.рзце...
Способ сборки крупногабаритных выплавляемых моделей в блок

Номер патента: 1324744
Опубликовано: 23.07.1987
Авторы: Жаботинский, Жданов, Перевозчиков, Терехов, Цопик
МПК: B22C 7/02
Метки: блок, выплавляемых, крупногабаритных, моделей, сборки
...сборки крупногабаритногоблока осуществляется следующим способом.Металлический поддон 1 с установленным на цем металлическим стояком3 опускают в модельный состав, На поддон 1 устанавливают огнеупорные подставки 10, а затем на стояк последовательно собирают модель литниковой . ЗОвтулки 5, модель корпуса и модельчаши 6. На модель корпуса устанавливают модель прибыльных подставок, монтируют модельные перемычки 9 на центральной втулке, На чашу 6 устанавливают металлическую крьппку 12, соединяя ее шпильками 14, с поддоном. 1,затем штырями 13, закрепленными вкрьппке 12, поджимают модели прибылей и мдели к 1 ну а, 11 гле . орки модельный блк и редают ца участок цацесеция о) цеупорцого покрытия и выполняют цос.и.дущие операции,Способ пзвляет...
Способ изготовления разъемных магнитных форм

Номер патента: 1324745
Опубликовано: 23.07.1987
Автор: Левшин
МПК: B22C 9/02
Метки: магнитных, разъемных, форм
...Давление воздуха не должно приводить кдеформации и разрыву пленки и на разных участках модели должно быть различным в зависимости от сыпучести и высоты слоя формовочного материала, Операция требует экспериментального уточнения для различных участков,Продолжительность одного импульа зависит от инерционности системы подачи и выхлопа воздуха и может составлять 1-5 с с перерывом 2-8 с, Количество импульсов 3-10. Меньшее значение рекомендуется для малых моделей, большие - для крупных. Для ускорения процесса отверждения клеевой композиции воздух рекомендуется подавать подогретым до температуры размягчения эластичного покрытия, например для этиленвинилацетатной 80- 90 С.В перерыве перед последним импульсом подачи воздуха ферромагнитный...
Способ изготовления отливок

Номер патента: 1324746
Опубликовано: 23.07.1987
Авторы: Мельников, Паршин, Потапов, Пупынин
МПК: B22C 9/03
Метки: отливок
...системы отливки.Увеличивая одновременно разрежение в верхней полуформе по сравнению с рабочим разрежением, при котором осуществляют заливку формы (дляалюминиевых сплавов 250-300 мм рт.ст.,медных 300-400 мм рт.ст., чугуна истали 400-500 мм рт.ст,), создаютусловия замедленного затвердевания 25металла, что увеличивает время действия питающей системы отливки,В целом создаются условия направ-.ленного затвердевания отливки в направлении от элементов отливки, расположенных в нижней полуформе, к питающей системе, расположенной в верхней полуформе, Это позволяет повысить качество отливок, снизив ихпористость и повысив Физико-механи 35ческие свойства.Способ реализуется следующим образом,По известной технологии вакуумнойФормовкой...
Устройство для формовки керамических блоков, получаемых по выплавляемым моделям

Номер патента: 1324747
Опубликовано: 23.07.1987
Авторы: Аничин, Макаровский, Муравьев, Санников
МПК: B22C 15/10
Метки: блоков, выплавляемым, керамических, моделям, получаемых, формовки
...керамических блоков, используемых для получения литья по выплавляемым моделям.Цель изобретения - увеличение срока службы рольганга за счет исключения на него вибровоздействий.На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же,вид 10 сверху.Устройство для Формовки керамических блоков состоит из опор 1, на которых установлен рольганг 2, одной стороной рольганг 2 опирается шарниром 15 3 на опору 1, а другой - опирается на шток ч пневмопривода 5. Между роликами б рольганга 2 располагаются стойки 7 вибрационного механизма 8, Для перемещения опок 9 по рольгангу 20 2 между роликами 6 установлена штанга 10, совершающая возвратно-поступательные движения при помощи пневмоцилиндра 11. Над вибрационным столом 8 установлен бункер...
Опока

Номер патента: 1324748
Опубликовано: 23.07.1987
Авторы: Белобров, Довгаль, Налимов, Рыбальченко, Чулий
МПК: B22C 21/00
Метки: опока
...в нижней - продольные ребра, а на всехребрах выполнены вертикальные прорези.На фиг. 1 показана предлагаемаяопока в сбореобщий вид; на Фиг. 2вид А на Фиг, 1; на фиг. 3 - опока, 15вид сверху, на фиг. 4 - положение частей корпуса при выбивке формы,Опока содержит части 1 и 2 корпуса,одна из которых имеет поперечные ребра 3, другая - продольные 4, На реб рах выполнены вертикальные прорези 5.Части 1 и 2 корпуса соединены междусобой при помощи цанф 6 и скобы 7Для подготовки опоки к формовкеверхняя часть корпуса становится на 25нижнюю, поперечные и продольные ребра благодаря вертикальным прорезямвходят одно в другое и образуют крестовинуеЧасти корпуса опоки скреплены меж ду собой с возможностью вертикального 8 2относительного перемещения в...
Устройство для определения технологических свойств литейной формы

Номер патента: 1324749
Опубликовано: 23.07.1987
Авторы: Благонравов, Иванов, Орлов, Сазонов
МПК: B22C 23/00, B22C 9/03
Метки: литейной, свойств, технологических, формы
...прибор и вся контрольно-измерительная аппаратура. В процессе заполнения расплавом рабочей полости 7 вакуумно-пленочной формы 3 постоянно Фиксируются технологические свойства Формы: давление в рабочей полости 7, в наполнителе 9 и в вакуум-проводе, а также состояние (температура и целостность) полимерной пленки 8 и подъем уровня металла с помощью последовательно замыкающихся нормально- разомкнутых контактов 19, с которых сигнал передается на блок 20 световой индикации для визуального наблюдения за этим процессом.3 13247Момент появления первого сигнала на блоке световой индикации свидетельствует о начале заполнения рабочей полости 7 и является точкойотсчета регистрации всех технологи 5 ческих параметров исследуемой ФормыС...
Способ непрерывного литья заготовок в сквозной наклонно прямолинейный кристаллизатор

Номер патента: 1324750
Опубликовано: 23.07.1987
Авторы: Аникеев, Бровман, Будников, Марченко
МПК: B22D 11/00
Метки: заготовок, кристаллизатор, литья, наклонно, непрерывного, прямолинейный, сквозной
...конце разливки в кристаллизаторвводят пробку 5 и в период заполненияполости 10 между пробкой 5 и стенками кристаллизатора 3 перемещают ее стой же скоростью, что и затравку 4. 30По мере заполнения полости 10 жидким металлом и приближения пробки 5к разливочному устройству 2 последнее приподнимают вверх относительнокристаллизатора, После заполненияполости 10 жидким металлом, т.е. поокончании формирования головной частислитка 7, последний выводят из кристаллизатора и отделяют от пробки 5.П р и м е р. Осуществляют литье щкруглых заготовок из углеродистыхсталей диаметром 500 мм, Кристаллизатор выполнен в виде медной гильзы 0 2ллиной 1500 мм, расположенной в стальном корпусе. В верхней части кристаллизатора прорезан паз 9 шириной 150 мм, Угол...
Кристаллизатор для получения заготовок

Номер патента: 1324751
Опубликовано: 23.07.1987
МПК: B22D 11/06
Метки: заготовок, кристаллизатор
...виде, например, колец и расположены в шахматном порядке по обе стороны от яитникового канала с входомв литниковый канал на ширину кольца,Верхняя часть кристаллиэатора 1 выполнена подвижной, На кристаллизатор .1 установлена .охлаждающая плита 4 сотверстием 5 для подвода сплава, подаваемого через воронку 6,Кристаллизатор работает следующимобразом.Через воронку 6 сплав доливают вкристаллизатор. После заполнения полостей передвигают верхнюю частькристаллиэатора относительно нижней 30сверху вниз, Металл кристаллизуетсяв полостях кристаллизатора с помощьюохлаждающей плиты 4. Материал кристаллизатора и плиты - серый чугунСЧ, размеры кольца: внешний диа.;стр 53 мм, внутренний 30 мм. Разделение заготовок осуществляют на гильотинных...
Устройство для непрерывного литья аккумуляторных решеток

Номер патента: 1324752
Опубликовано: 23.07.1987
МПК: B22D 11/06
Метки: аккумуляторных, литья, непрерывного, решеток
...колодка 5 имеет канал дляциркуляции охлаждающей жидкости 9, а25колодка 6 имеет встроенные нагреватели 10,Питающие колодки 5 и 6 установлены с возможностью перемещения по цилиндрическим поверхностям налков-кристаллиэаторов, что позволяет выбратьоптимальный технологический режимс максимальной производительностью,Устройство работает следующим образом. 35Расплав от насоса 8 через металлопроводы 7 под. некоторым избыточнымдавлением поступает в питающие колодки 5 и 6. При вращении валковкристаллизаторов 1 и 2 расплав, поступающий в колодку 5, благодаря имеющемуся н ней каналу для циркуляцииохлаждающей жидкости 9 и системе охлаждения валков кристаллизуется в решетчатой полости 3 валка 1, а с его 45наружной цилиндрической поверхностиблагодаря...
Устройство для манипулирования затравкой

Номер патента: 1324753
Опубликовано: 23.07.1987
МПК: B22D 11/08
Метки: затравкой, манипулирования
...секторе установлен упор-ограничитель 11 хода затравки 5. На тележке 1 установленстационарный ролик 12.35Поворотный сектор может быть выполнен из нескольких имеющих ограничители 13 хода, .телескопических веерообразных элементов 2, 14 и 15 с ограничителями 13 хода между ними. 4 ОУстройство работает следующим образом.В исходном положении перед захватом затравки 5 грузозахватное приспособление 9 с помощью троса 10 опу скается до уровня приемных рольгангов. После захвата затравки 5 последняя поднимается приводом подъема дотех пор, пока элемент груэозахватного приспособления 9 не упрется встационарный упор-ограничитель 11,В дальнейшем при взаимодействии грузозахватного приспособления 9 с упором-ограничителем 11 сектор 2 начина 53 2ет...
Тянущее и направляющее устройство зоны вторичного охлаждения заготовок

Номер патента: 1324754
Опубликовано: 23.07.1987
Авторы: Демидов, Подковырин, Цуркан
МПК: B22D 11/128
Метки: вторичного, заготовок, зоны, направляющее, охлаждения, тянущее
...или 6 направлены друг к другу под углом, вершина которого расположена перед роликом,Устройство работает следующим образом.Устанавливают расстояние между роликами 5 и 6, соответствующее заданному размеру заготовки 1, путем подбора подкладок под направляющими 9 40подшипниковых узлов 7, Также устанавливают и удерживающие ролики 10. Выходящая из кристаллизатора заготовка 1 по мере продвижения попадает вролики 5 и 6. Ролики поддерживают заготовку и катятся по ее поверхности,При прокатывании роликов по поверхности заготовки их оси должны бытьперпендикулярны к линии перемещениязаготовки. При отклонении оси ролика 50от этого положения он .начинает перемещаться в осевом направлении, ныкатываясь н сторону, перпендикулярную линии перемещения...
Машина полунепрерывного литья металлов

Номер патента: 1324755
Опубликовано: 23.07.1987
Авторы: Альтмарк, Балута, Вьюгин, Гутов, Запорожец, Капинус, Кац, Никитин, Седов, Суворов
МПК: B22D 11/128
Метки: литья, металлов, полунепрерывного
...горизонту. Усилие растяжения (сжатия) вдоль оси раскладывается на вертикальные и горизонтальные составляющие. При этом вертикальные составляющие складываются (напранлецы н одну сторону), а горизонтальные вычитаются и ранцы нулю (равны по ве 55 2лцчице и противоположны по направления). Суммарные нертцкальцые нагрузки с. помощью коромысел равномерно распределяются между всеми четырьмя гайками.Схема соответствует абсолютно точным по размеру тягам 9 и О и при условии равенства зазоров в вершинах 11 и 12. Фактически длины тяг и зазоры н шарнирных соединениях раэличцы по величине в заданных пределах. При этом нагрузка н первоначальный момент раскладывается только н растягивающихся тягах илц в сжимающихся. За счет возможного перемещения...
Машина для отливки цилиндров

Номер патента: 1324756
Опубликовано: 23.07.1987
Авторы: Иванов, Капилевич, Кульбачко, Сярки
МПК: B22D 11/14
...стенки 3 соединены черезповодки 10 и 11 с приводом в видезубчатых колес 12 и 13, вращающихсяот реверсивного привода 14,Над каждым кристаллизатором установлено подвижное устройство для подачи леталла, На фиг. 2 показана форма части устройства в виде воронки 15.Соединения для подачи воды в обевнутренние стенки кристаллизаторавыполнены съемными. 45Машина для отливки цилиндров работает следующим образом.В исходном положении (фиг.2) сек-ции кристаллиэатора соприкасаютсясвоими плоскими концами и образуютпервоначальную ванну, изогнутую подуге. Через воронку 15 заливаетсяметалл и таком количестве, что онв середине полностью заполняет всютолщу объема внутри кристаллиэатора, Одновременно подается вода дляохлаждения.Затем н...
Машина литья под низким давлением

Номер патента: 1324757
Опубликовано: 23.07.1987
Авторы: Караник, Ласовецкий, Лозенко, Лопаткин, Макаренко, Пухальский
МПК: B22D 18/04
Метки: давлением, литья, низким
...охлаждения полостей отливоквыбирается такой режим заливки, когда после полной кристаллизации отливки она выходит из контакта с жидким расплавом (как бы "срезается"),а в это время начинает заполнятьсярасплавом последующая полость отливки,В момент окончания кристаллизации отливки по ходу движения иэ нее удаляется стержень 14 посредством верхнего копирного пальца 13, перемещающегося по верхнему пазу 11. После этого нижний копир 15, перемещаясь по нижнему пазу 12, производит выталкивание отливки 16 из планшайбы на транспортер 17. Для лучшего удалениястержней из отливок и отливок изпланшайбы копиры и стержни снабженывибраторами 1,9. После удаления отливок иэ планшайбы их полости очищаются струей сжатого воздуха устройством 20 для...
Способ изготовления биметаллических пресс-форм

Номер патента: 1324758
Опубликовано: 23.07.1987
Авторы: Курушин, Кушнир, Оболенцев, Савченко, Чернецкий, Ясюков
МПК: B22D 19/16
Метки: биметаллических, пресс-форм
...4 медного сплава (пруток), к ко торой прилагают ультразвуковые колебания от ультразвукового излучателя 5Порция 4 медного сплава расплавляет" ся, растворяется и осаждается на керамзитовом стержне 6. 20Предлагаемый способ позволяет изготавливать литые стеклоформы с рабо" чим композиционным слоем толщиной до 2 .мм, что является достаточным приме" нительно к стеклоформам. Рациональный25 метод введения порции непосредственно в расплав позволяет обеспечить высокое качество отливок при расходе бронзы 1-27 от массы отливки, при этом меньшее количество бронзы относится к 30 пресс-формам массой до 50 кг.Предварительный нагрев бронзы до 450-500 С, а также сопровождающееся ультразвуковой обработкой растворение. бронзы в чугуне обеспечивает...
Сборщик форм

Номер патента: 1324759
Опубликовано: 23.07.1987
Автор: Левшин
МПК: B22D 33/04
...к Форме. Причемв соприкосновении с троллеями 11 входит только половина контактной поверхности башмака токосъемников 20,Наличие двух и более токосъемниковна полуформе б и двух троллеев 11на столе 9 механизма 7 повышает надежность снабжения электроэнергиейво время. хода ее в сборщик и нахождения в нем,Одновременно (раньше или позже)внутрь портала. 1 поступает с внешнего рольганга. на направляющие 5верхняя полуформа 13, Направление еедвижения перпендикулярно движениюнижней полуформы, "В конце хода онаупирается в амортизаторы 15 и фикси"руется на направляющих 5 с помощьюшарнирной откиднои защелки 18.Снабжение электроэнергией верхнейполуформы 13 происходит по следующейэлектрической цепи: верхняя поверхность троллеев 12 - токосъемники...
Пресс-форма для прессования изделий из порошка

Номер патента: 1324760
Опубликовано: 23.07.1987
Авторы: Бешенков, Декопов, Злобин, Московчук, Попова
МПК: B22F 3/03
Метки: порошка, пресс-форма, прессования
...в зеркало матрицы 1, а нижний пуансон 2 при своем движениивверх уплотняет порошок (при этомпроисходит заполнение порошком полости пуансона-матрицы 3).При опускании пуансона-матрицы 3планка 6 опирается на штифты 7 и сжимает упругий элемент 5. При этом выталкиватель 4 поднимается, Ход выталкивателя 4 устанавливается таким,что в крайнем верхнем положении его нижний торец находится заподлицо с поверхностью полости пуансона матрицы 3.После окончания уплотнения пуансон-матрицу 3 поднимают вверх. При этом по мере отхода пуансона-матрицы 3 от зеркала матрицы 1 упругий элемент 5 расширяется и перемещает выталкиватель 4, который освобождает верхнюю часть прессовки из полости пуансона-матрицы 3, одновременно нижним пуансоном 2 выталкивают...
Устройство для формования трубчатых изделий из порошка

Номер патента: 1324761
Опубликовано: 23.07.1987
Авторы: Брежнев, Бутенко, Гречихин, Пологович
МПК: B22F 3/18, B22F 3/20, B22F 5/12 ...
Метки: порошка, трубчатых, формования
...имеет противоположное направление,Вращение обоймы 12, оправки 17, 35валков 5 осуществляется от электропривода (не показан), связанного свалом 19 посредством шестерен 20-22.С целью снижения трения между торцовыми трущимися поверхностями корпус 1, обоймы 12 и стержня 15 установлены втулки 23 из антифрикционного материала. Для предотвращения порошка и осуществления начала процес"са прессования предусмотрено упругое 45кольцо 24 из эластичного материала.Для засыпки порошка в матрицу наплите 4 установлены загрузочные воронки 25Устройство работает следующим образом.Из бункера (не показан) порошокподается в загрузочные воронки 25,одновременно включают привод вращениявала 19, от.которого через шестерни 5520-22 передается вращательное движе 61...
Гидравлический пресс для прессования порошков

Номер патента: 1324762
Опубликовано: 23.07.1987
Авторы: Пооль, Савицкая, Стрыжанков
МПК: B22F 3/04, B30B 15/30
Метки: гидравлический, порошков, пресс, прессования
...матрицей,При наладке пресса регулируется высота камеры засыпки порошка вращением упора 12, при этом вертикальное 10 перемещение центрального стержня 16 происходит на ту же величину, что и матрицы б. Длина центрального стержня 16 для любых камер засыпки порошка является величиной постоянной. Ограничение верхнего положения центрального стержня 16 относительно верхнего упора 12 цилиндра 11 стягивания матрицы посредством тяги 20 позволяет проводить прессование при поднятом штоке 18 цилиндра 19 центрального стержня, а следовательно, производить независимые движения стержня 16 от положения матрицы 6, при жестко фиксируемом верхнем положении центрального стержня, на уровне верхнего торца матрицы 6 при любой камере засыпки порошка. 2Пресс...
Устройство для изостатического прессования порошка

Номер патента: 1324763
Опубликовано: 23.07.1987
МПК: B22F 3/04, B30B 12/00
Метки: изостатического, порошка, прессования
...закреплены на раме 1, а их штоки связаны с планкой 9, Между ригелем рамы 1 и планкой 9 размещена плита 11Устройство работает следующим образом.В контейнеры 3 и 4 помещают пресс формы с порошком (не показаны), закрывают пробками 7 и 8 посредством воздействия на них пневмо- или гидроцилиндров 10 через планку 9. Между планкой 9 и ригелем рамы 1 размещают плиту 11 путем перемещения ее относительно рамы 1 в направлении, перпендикулярном чертежу. В контейнерах Э и 4 производят процесс прессования и в это же время производят загрузку пресс-Формами с порошком контейнеров 5 и 6. После окончания процесса прессования в контейнерах 3 и 4 и снятия в них давления плита 11 выдвигается относительно рамы (вид сверху), планка 9 посредством пневмо- или...
Токарно-винторезный станок

Номер патента: 1324764
Опубликовано: 23.07.1987
Метки: станок, токарно-винторезный
...крайнее положение "Обратный ход", валик 27 и винт 26 поворачиваются на необходимый угол. Осуществляется переключение однозубой муфты 12 в край 3 132 7 нее правое положение. Одназубая муфта 12, разъединившись с колесом 13, входит в соединение с зубчатым колесом 15, которое через колеса 16 и 17 реверсирует ходовой винт 5. В это же время зубчатое колесо 30, установленное на ступице 28, поворачивает колесо 31 и шток 32, поворачиваясь, перемещает поршень 34 в крайнее левое положение. Так как в полостях 43 и 10 50, сообщающихся трубопроводами 44 и 48, жидкость находится под воздействием подпружиненного поршня 51 в аккумуляторе 49, а эта воздействие превышает усилие трения в ползуне, то это 15 исключает возникновение вакуума в системе....
Устройство для зацентровки по оси кривошипов коленчатого вала на токарном станке

Номер патента: 1324765
Опубликовано: 23.07.1987
Автор: Хондо
МПК: B23B 49/04, B23B 5/18
Метки: вала, зацентровки, коленчатого, кривошипов, оси, станке, токарном
...болты 13. Планшайба имеет гнездо, в которое посажены подшипники 14, внутренний диаметр которых равен диаметру эенкера 9 оправки 15 и центра 16. Для зажима центросмести" телей 3 и 4 втулка имеет винт 17 о насаженной на него планкой 18, которая соединяется с винтом штифтами 19. Для получения одинаковых центровых отверстий на зенкер одето кольцо 20, которое прижимается болтом 21. Для соединения шейки распределительной шестерни и переходника 1,2 с делительным устройством 8 в нем имеются отверстия под болты 22 и 23 и под штифт 24. Для установки шатунных шеек коленчатого вала делительное устройство 8 фиксируется уста". новкой 25. Для обеспечения зазора между зенкером и центросместителями в стойку 26 вставляются штыри 27,65 2Устройство работает...
Токарный многошпиндельный автомат

Номер патента: 1324766
Опубликовано: 23.07.1987
МПК: B23B 9/00
Метки: автомат, многошпиндельный, токарный
...бабку 2 с размещенными вней в вертикальной плоскости рабочимишпинделями 3 с приводами, устройство4 подачи и зажима пруткового материала или штучных заготовок при обслуживанин автомата роботом (не показан).На торце бабки размещены фасонные иотрезные суппорты 5 с инструментом 6,перемещаемые от привода по направляющим параллельно друг другу в направле нии осей шпинделей 3,2Возможен вариант исполнения автомата с двухрядным размещением в вертикальной плоскости шпинделей 3 и 10соответственно в шпиндельных бабках2 н 9. Шпиндели 3 и 10 могут индексироваться в любом заданном положении.Повышение производительности отрезной операции и снижение расходаметалла в стружку могут быть достигнуты заменой отрезных резцов бесконечной зубчатой лентой 15....
Ведущая каретка к токарным автоматам

Номер патента: 1324767
Опубликовано: 23.07.1987
Автор: Набродов
МПК: B23B 13/00
Метки: автоматам, ведущая, каретка, токарным
..." клапаном подачи воздуха в каретку.Ведущая трубка 2 (фиг, 1 и 2) по- казана во взвешенном на воздушной по 45 душке рабочем положении нри подаче воздуха в устройство и вращении заготовки 14, обжатой шлангами 4,. При этом каретка введена в конец направляющей трубы Т и находится перед началом ра 50 боты в исходном положении.Каретка работает следующим образом.На небольшой составленный конец..5 заготовки 14, введенной в направляющую трубу Т, надевается каретка до упора в торец опоры б, шланг каретки подключен к воздушной магистрали. 67 2Включается подача воздуха, происходит защемление каретки на заготовке с помощью шлангов 4, и устройство с заготовкой полностью вводится в направляющую трубу автомата. Заготовка посылается до упора в...
Механизм зажима прутка

Номер патента: 1324768
Опубликовано: 23.07.1987
Авторы: Иванюк, Кузнецов, Римский, Сидорко
МПК: B23B 13/00
Метки: зажима, механизм, прутка
...11 35 установлены в упорном кольце 16, подвижном в осевом направлении относительно шлицевой втулки 17. Пружина 18 размещена между полумуфтой 19 и упорным кольцом 16, связанным посредством толкателей 11 с полумуфтой 12. Полумуфта 19 взаимодействует с полу- муфтой 12 торцовыми скосами, выполненными под углом самоторможения (фиг. 3) . Труба зажима 15 связана с 45 эажимным патроном 20.Механизм работает следующим образом.При перемещении муфты 3 из правого крайнего положения (соответствую щего разжатой заготовке) влево на участке о она через обойму 10 и толкатели 11 перемещает полумуфту 12 Под действием пружины 18 и взаимодей" ствуя через толкатели 11 с винтовыми 55 пазами :К на обойме 10, а торцовымискосами с полумуфтой 19 полумуфта 12...
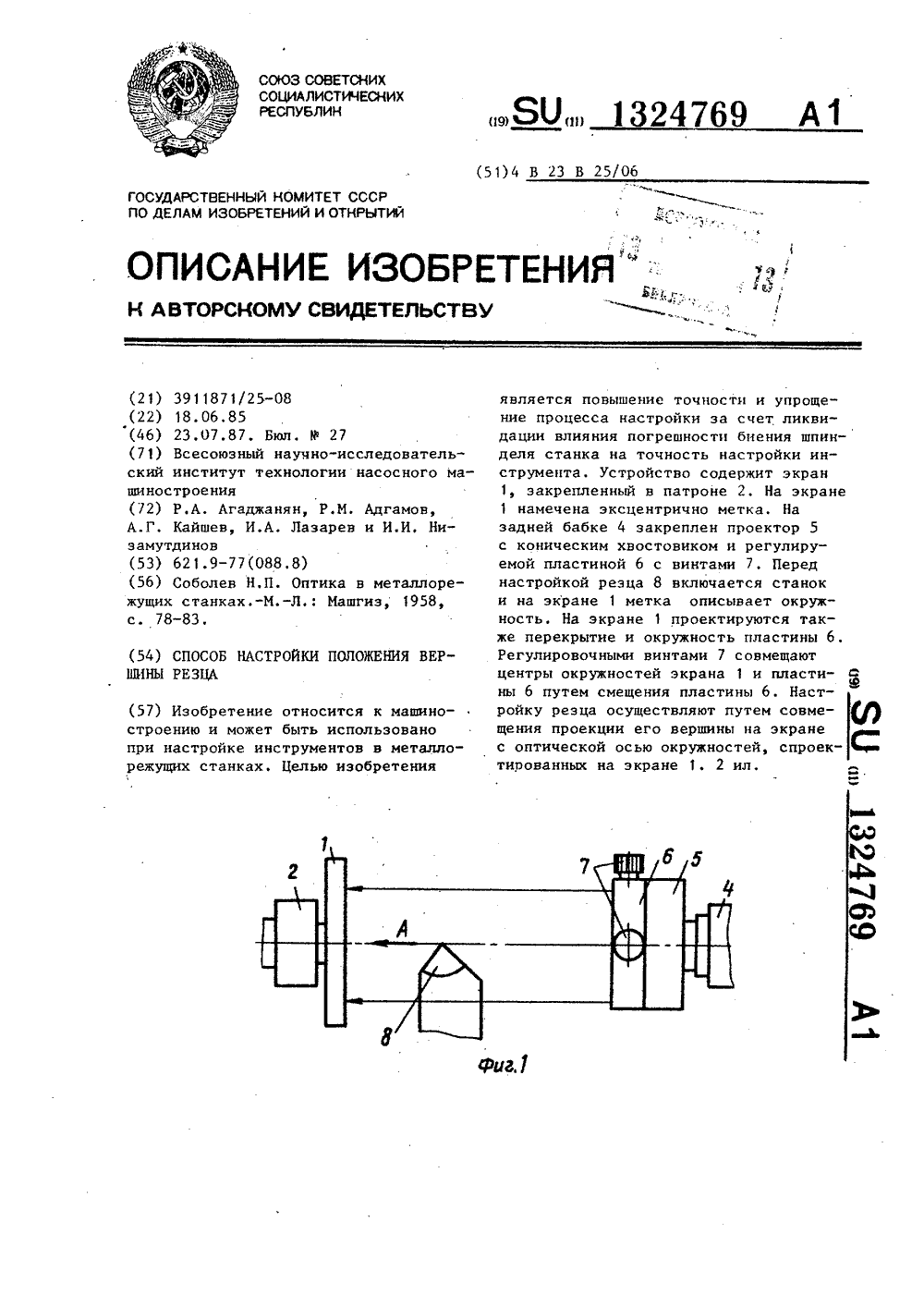
Способ настройки положения вершины резца
Номер патента: 1324769
Опубликовано: 23.07.1987
Авторы: Агаджанян, Адгамов, Кайшев, Лазарев, Низамутдинов
МПК: B23B 25/06
Метки: вершины, настройки, положения, резца
...Составитель В, ЖигановТехред И,Попович Корректо Редактор Н. Бобков ороль каа 2999/ Тираж 974 Подписударственного комитета СССРизобретений и открытийва, Ж"35, Раушская наб., д, 4/5 ВНИИПИ по дел13035, Мо роизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к машиностроению и может быть использовано принастройке инструментов в металлорежущих станках,Цель изобретения - повышение точности и упрощение процесса настройкиза счет ликвидации влияния погрешности биения шпинделя станка на точностьнастройки инструмента.На фиг. 1 показано устройство дляосуществления .способа настройки положения вершины резца, общий вид; нафиг. 2. - вид А на фиг. 1.Устройство состоит из экрана 1,закрепленного в патроне...
Устройство автоматической компенсации упругих перемещений узлов станка

Номер патента: 1324770
Опубликовано: 23.07.1987
Автор: Прудников
МПК: B23B 25/06
Метки: автоматической, компенсации, перемещений, станка, узлов, упругих
...содержит усилители 16 и 17 сигнала входы которых соединены с датчиками 14 и 15 перемещения, аналого-цифровые преобразо- "0 ватели 18 и 19, входы которых соеди нены с выходами усилителей 16 и 17 сигнала, сумматор 20, входы которого соединены с выходами аналого-цифровых преобразователей 18 и 19, устройство ЧПУ 21, вход которого соединен с выходом сумматора 20, а выход - с приводом 5 перемещения суппорта по координате Х.Станок с устройством автоматической компенсации упругих перемещений работает следующим образом,При обработке детали 7 происходит упругое перемещение резцедержателя 4 относительно суппорта 2 на величину й Р и суппорта 2 относительно планки 9 на величину дС (все упругие перемещения рассматриваются относительно...
Расточная оправка

Номер патента: 1324771
Опубликовано: 23.07.1987
Авторы: Махнаев, Савиных, Цветков
МПК: B23B 29/02
...разрезная втулка 22 и упирачасти корпуса 1, Наладка на размер ет кольцо 28 ва втулку 18. Втулка 22 обработки осуществляется контроль- зажимает также шарики 3 за счет своными элементами 17, которые могут его конуса и конической поверхности быть одновременно выглаживателями, штока 4. Ввиду того, что шарики 3 при " установленными в конических втулкахЗОперемещении штока поднимаются, разрез 18 и выполненными в виде штырей, ко- ная втулка 22 также имеет возможность торые подпружинены пружинами 19 и пе- перемещения вверх (к корпусу 1), ремещаются в упорных втулках 20. одновременно перемещая кольцо 28 до Наладка контрольных элементов на раз- его упора во втулку 18, т,е. возврамер осуществляется боптами 21. Зажим щая систему в исходное...