Способ изготовления разъемных магнитных форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1324745
Автор: Левшин

Текст
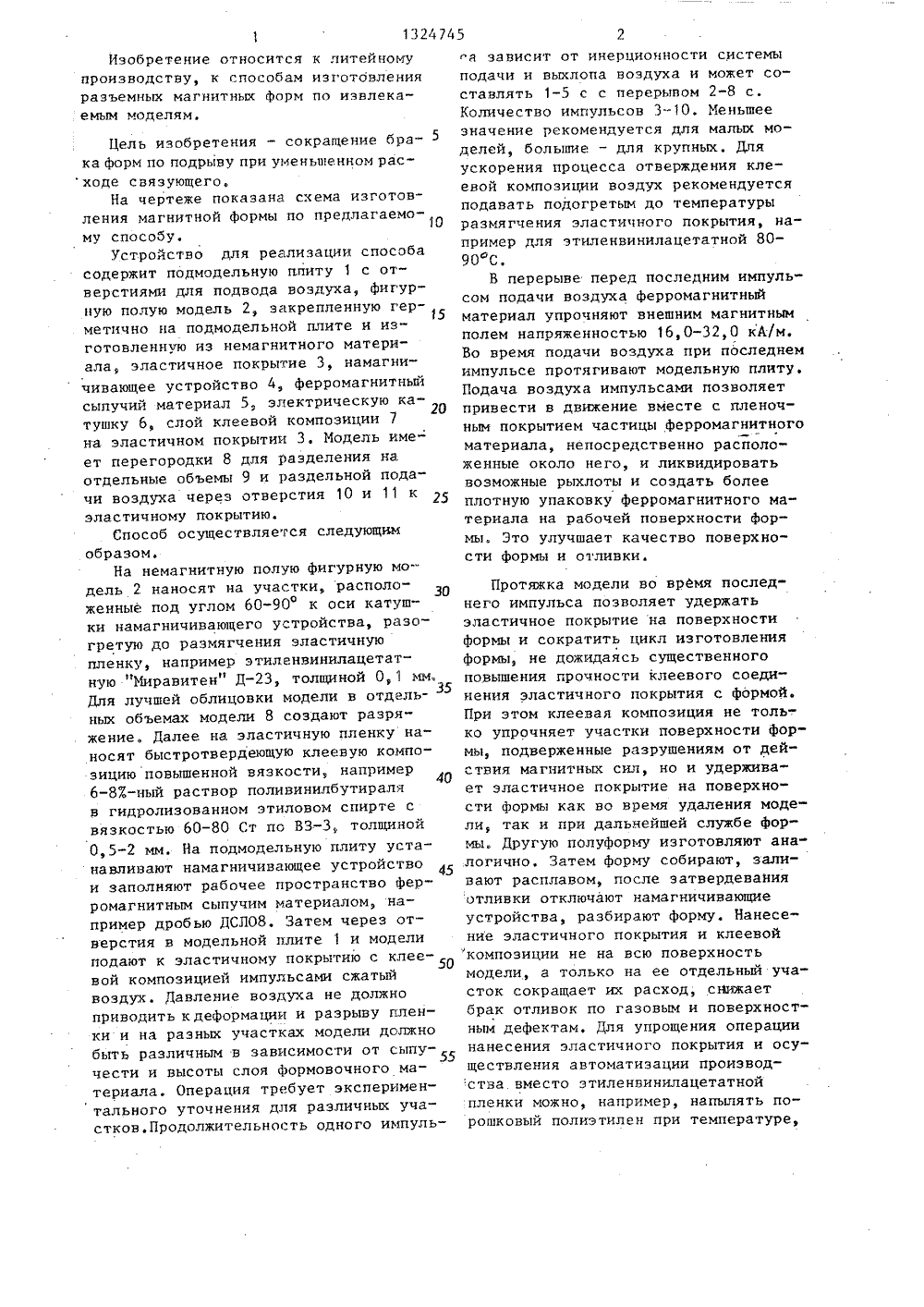
СОЮЗ СОВЕТСНИКСООИАЛИСТИЧЕСНИХРЕСПУБЛИК 19) И 474 22 С 9 02 ОПИСАН РЕТЕНИ ескии ин 4.52 19 ЗЪЕМНЫХ(57)му прпения обретение зводству,относи лите итных моделям. 1 ель и 9 10 ОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ ОРСКОМУ СВИДЕТЕПЬСТ(56) Патент ВеликобританУ 1377836, кл. В 3 Г, 19Патент Японии Р 53-19кл, В 22 С 17/00, 1974.Патент США У 3620286,кл. В 22 С 9/00 (164/34 4) СПОСОБ ИЗГОТОВЛЕНИЯГНИТНЫХ ФОРМ к способам изготов форм по извлекаемым обретения - сокраще ние брака магнитных форм по подрывупри уменьшенном расходе связующего.Цель достигается за счет того, чтомодели частично облицовывают эластичным покрытием 3 перед нанесениемна них клеевой композиции 7, приэтом уплотнение ферромагнитного материала 5 осуществляют импульсами сжатого воздуха, подаваемого через модель 1 к эластичному покрытию, причем упрочнение формы магнитным полем производят перед последним импульсом, а удаление модели - во время последнего импульса подачи воздуха через отверстия 10 и 11. Нанесение эластичного покрытия и клеевойкомпозиции не на всю поверхностьмодели, а только на ее отдельныйучасток, сокращает их расход, снижаетбрак отливок по газовым и поверхностным дефектам. 1 ил.Изобретение относится к литейному производству, к способам изготовления разъемных магнитных форм по извлекаемым моделям.Цель изобретения - сокращение бра ка форм по подрыву при уменьшенном расходе связующего.На чертеже показана схема изготовления магнитной формы по предлагаемому способу,Устройство для реализации способа содержит подмодельную ппиту 1 с отверстиями для подвода воздуха, фигурную полую модель 2, закрепленную герметично на подмодельной плите и из" готовленную из немагнитного материала, эластичное покрытие 3, намагыичивающее устройство 4 ферромагнитный сыпучий материал 5, электрическую катушку 6, слой клеевой композиции 7 на эластичном покрытии 3. Модель име- ет перегородки 8 для разделения на. отдельные объемы 9 и раздельной подачи воздуха через отверстия 10 и 11 к эластичному покрытию.Способ осуществляется следующим образом.На немагнитную полую фигурную модель 2 наносят на участки, расположенные под углом 60-90 к оси катушки намагничивающего устройства, разогретую до размягчения эластичную пленку, например этиленвинилацетатную "Миравитен" Д, толщиной 0,1 мм. Для лучшей облицовки модели в отдель 35 ных объемах модели 8 создают разряжение. Далее на эластичную пленку наносят быстротвердеющую клеевую композицию повышенной вязкости, например 6-8 Х-ный раствор поливинилбутираля в гидролизованном этиловом спирте с вязкостью 60-80 Ст по ВЗ-З, толщиной 0,5-2 мм. На подмодельную плиту устанавливают намагничивающее устройство и заполняют рабочее пространство ферромагнитным сыпучим материалом, например дробью ДСЛО 8. Затем через отверстия в модельной плите 1 и модели подают к эластичному покрытию с клеевой композицией импульсами сжатый воздух. Давление воздуха не должно приводить кдеформации и разрыву пленки и на разных участках модели должно быть различным в зависимости от сыпучести и высоты слоя формовочного материала, Операция требует экспериментального уточнения для различных участков,Продолжительность одного импульа зависит от инерционности системы подачи и выхлопа воздуха и может составлять 1-5 с с перерывом 2-8 с, Количество импульсов 3-10. Меньшее значение рекомендуется для малых моделей, большие - для крупных. Для ускорения процесса отверждения клеевой композиции воздух рекомендуется подавать подогретым до температуры размягчения эластичного покрытия, например для этиленвинилацетатной 80- 90 С.В перерыве перед последним импульсом подачи воздуха ферромагнитный материал упрочняют внешним магнитным полем напряженностью 16,0-32,0 кА/м. Во время подачи воздуха при последнем импульсе протягивают модельную плиту. Подача воздуха импульсами позволяет привести в движение вместе с пленочным покрытием частицы Ферромагнитного материала, непосредственно расположенные около него, и ликвидировать возможные рыхлоты и создать более плотную упаковку ферромагнитного материала на рабочей поверхности Формы, Это улучшает качество поверхности формы и отливки. Протяжка модели во время последнего импульса позволяет удержать эластичное покрытие на поверхности Формы и сократить цикл изготовления формы, не дожидаясь существенного повышения прочности клеевого соединения эластичного покрытия с формой. При этом клеевая композиция не толь-. ко упрочняет участки поверхности формы, подверженные разрушениям от действия магнитных сил, но и удерживает эластичное покрытие на поверхности формы как во время удаления модели, так и при дальнейшей службе формы. Другую полуформу изготовляют аналогично. Затем форму собирают, заливают расплавом, после затвердевания отливки отключают намагничивающие устройства, разбирают Форму. Нанесение эластичного покрытия и клеевой композиции не на всю поверхность модели, а только на ее отдельный участок сокращает их расход, снижает брак отливок по газовым и поверхностным дефектам. Для упрощения операции нанесения эластичного покрытия и осуществления автоматизации производства. вместо этиленнинилацетатной пленки можно, например, напылять порошковый полиэтилен при температуре,24745 Формула изобретения Составитель В. БеляевТехред Л. Сердюкова Корректор В, Бутяга Редактор Н. Бобкова Заказ 2997/8 Тираж .740ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб д. 4/5 Подписное Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 3 13 которая на 10-15 ф выше температуры его плавления. Покрытие толщиной О, 15 мм наносят на участки модели, расположенные под углом 60-90 ф к оси катушки намагничивающего устройства.Применение предлагаемого способа позволяет сократить брак форм по подрыву и сократить в 2-3 раза расход дорогого связующего. Способ изготовления разъемных магнитных форм, включающий нанесение на модель клееной композиции, заполнение опоки ферромагнитный сыпучим материалом, его уплотнение и последующееупрочнение путем намагничивания магнитным полем, о т л и ч а ю щ и й , -с я тем, что, с целью сокращения брака форм по подрыву при уменьшенномрасходе связующего, модель частично облицовывают эластичным покрытием перед нанесением на нее клеевой композиции, при этом уплотнение ферромагнитного материала осуществляют импульсами сжатого газа, который подают через модель к эластичному покрытию, а упрочнение формы магнитнымполем производят перед последним импульсом, удаление модели - во времяпоследнего импульса.
СмотретьЗаявка
3790130, 18.09.1984
АЛТАЙСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. И. И. ПОЛЗУНОВА
ЛЕВШИН ГЕННАДИЙ ЕГОРОВИЧ
МПК / Метки
МПК: B22C 9/02
Метки: магнитных, разъемных, форм
Опубликовано: 23.07.1987
Код ссылки
<a href="https://patents.su/3-1324745-sposob-izgotovleniya-razemnykh-magnitnykh-form.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления разъемных магнитных форм</a>
Композиция для нанесения на металлическую поверхность покрытия методом электроосаждения

Номер патента: 612967
Опубликовано: 30.06.1978
Авторы: Барабанов, Вяселева, Коноплева, Ярошевская
МПК: C25D 13/06
Метки: композиция, металлическую, методом, нанесения, поверхность, покрытия, электроосаждения
...данно уются плотные нестеокрытия, равномерно оверхности подложки,изделия получаются обладающие высоким еханических свойств, го класса соединения,но тавленная цель достигается тем, олит дополнительно содержит хлопри следующем содержаниями ко4 - 6,вес. % .полиамидокислоть 4,4-диаминодифенилового эфира и итовото диангидрида, 0,1 - 0,2 вес го железа и остальное - диметил П р и м ер 2 - 7. В условиях, указанных 5 в примере 1, получают полиимидные покрытия при различных соотношениях ингредиентов. и м ед 1. 0,15% хлорното железа до- Свойства, полученных покрытий представт к 5%-,ному раствору полиамидокис- Зо лены в таблице. бавл Пос алектр железо пентов основе ромелл хлорночто рное мпона пио/ форлоты (П лов ого и диме осажден тодамп, типовые...
Способ прокалки керамических форм, получаемых по выплавляемым моделям

Номер патента: 829316
Опубликовано: 15.05.1981
Авторы: Березовский, Кириевский, Марфунин, Цайзер, Чихачев, Шипулин
МПК: B22C 9/12
Метки: выплавляемым, керамических, моделям, получаемых, прокалки, форм
...или калиевой селитры, или пятиокись ванадия, приготавливают вемкости с подогревом. Температурараствора выбирается в интервале 20100 ОС в связи с необходимостью максимального увеличения содержанияокислителя в растворе, В зависимости от температуры раствора изменяется согласно данным растворимостии предложенное содержание растворителя (насыщенный раствор) . После выливания насыщенного раствора изполости оболочки последняя подаетсяна сушку. При этом часть насыщенного раствора остается на стенках формы и внутри ее, При сушке (нагреве)жидкость раствора испаряется и навнутренних стенках оболочки остаетсяслой окислителя. В процессе прокалкипри нагреве выше 300-700 С окислиотель разлагается с выделением кислорода. Остатки модельного состава...
Опока для форм литья по выплавляемым моделям

Номер патента: 295341
Опубликовано: 30.09.1982
Авторы: Агафонов, Велемицын, Головач, Дружкин, Матвеев, Орлов
МПК: B22C 21/00
Метки: выплавляемым, литья, моделям, опока, форм
...корпус снабженцапфами и установлен поворотно в опорах цапф, электроды выполнены в виде 20дополнительных подвижных стенок с винтовой регулировкой расстояния междустенками.В предложенной опоке можно формоватькерамические блоки различных габаритов 25и производить в ней как сушку и прокалку форм, так и выплавку модельного материала из форм и заливку их металлом.На фиг. 1 и 2 изображена предлагаемаяопока в двух проекциях, 30Опока включает корпус 1, съемные дно 2 и крышку 3, наптановлены дно ицапфы 6, два винподжатия.В опоку формуют керамический блок, поджимают электроды к смеси, обеспечивая надежный контакт их со смесью.На электроды подают напряжение и осуществляют операции сушки покрытия и выплавки модельной массы. Затем опоку кантуют на...
Суспензия для изготовления литейных форм, получаемых по выплавляемым моделям

Номер патента: 876251
Опубликовано: 30.10.1981
Авторы: Малашонок, Назаренко, Носалевич, Симановский, Шевченко
МПК: B22C 1/06
Метки: выплавляемым, литейных, моделям, получаемых, суспензия, форм
...растворителем, используемым для придания необходимой ЗО вязкости, могут быть спирты, фурфурол, ацетон и т.д.Кислотным отвердителем, необходимым для отверждения связующего, могут быть сульфокислоты.35 1 4При термодеструкции смолы образуются макрорадикалы углерода, активно взаимодействующие с дисперсным алюминием, имеющим высокую активную поверхность, с образованием полукарбидов и карбидов.Образование карбидов сопровождается увеличением объема, которое можно определить по формуле:Ч,айда - Нд 04 СЗч + дд50,26 - 61,50 100 = 22,5 Ж50,26Таким образом, увеличение объема при образовании карбидов компенсирует усадку, происходящую при карбонизации смолы, что приводит к уменьшению усадки форм. Образовавшиеся карбиды алюминия имеют...
Суспензия для изготовления литейных керамических форм, получаемых по удаляемым моделям
Номер патента: 880607
Опубликовано: 15.11.1981
МПК: B22C 1/16
Метки: керамических, литейных, моделям, получаемых, суспензия, удаляемым, форм
...кислота 0,10-0,13В,ода 0,80-1,0Силикатная глыбав виде порошкафракции 0,050,005 мм0,50-2,0Пылевидный кварц ОстальноеСиликат натрия ГОСТ 13079-67 явля - ется готовым продуктом силикат-глыбой , полученным путем сплавления кварцевого песка с карбонатом натрия. Силикат-глыба получается заводами- потребителями в твердом виде в форме прозрачных и полупрозрачных кусков, из которых путем помола в шаровой мельнице получают порошок фракции 0,0-0,005 мм.Силикат натрия не растворяется в гидролизованном растворе этилсиликата и поэтому не носит явно выраженный880607 щелочной характер. По этой причине введение его в укаэанных количествах не способствует коагуляции гидролизованного раствора этилсиликата.Нижний предел содержания ингредиентов...
Предыдущий патент: Способ сборки крупногабаритных выплавляемых моделей в блок
Следующий патент: Способ изготовления отливок
Случайный патент: Устройство для доводки деталей