Щенев
Способ сращивания монокристаллов оксидов

Номер патента: 1814332
Опубликовано: 27.04.1996
Авторы: Васильев, Волков, Каргин, Скориков, Щенев
МПК: C30B 29/22, C30B 33/06
Метки: монокристаллов, оксидов, сращивания
...предварительно наВ 1 г 4 ВгОз 9, или В 11 оСбз 01 в или т,п,) толщи"ной -0,1 мм. Сверху накладывают вторуюмонокристаллическую пластину и устанавливают их в держателе в печь, Печь нагрева 5 ют до 770 - 780 С, т,е. до температуры на10-15 выше температуры плавления нанесенного поликристаллического слоя. Скорость нагрева 50 - 100 град/ч. После выдержкив течение 10-30 мин при конечной темпера 10 1 уре печь охлаждают со скоростью 50 - 100град/ч. Таким образом, получают необходимые монокристаллические элементы требуемого размера,П р и м е р 1, Берут монокрирталличе 15 ские пластины (ВЯО, В 60 или ВТО) размером 30 х 70 (40 х 80) ммг и толщиной 2 - 5 мм.На боковую сторону одной из пластин предварительно наносят равномерный слой порошка...
Уплотнительное кольцо

Номер патента: 892998
Опубликовано: 15.01.1990
Авторы: Дубровин, Кислов, Щенев
МПК: F16J 15/36
Метки: кольцо, уплотнительное
...в виде пустмо подвижных между негофрироасположеннап авлеофрированными итками спирали,шаг в альн аннцх торц мент ние влиметичгаемое кольцо вц-отелых, независисобой ячеек, обраГОСУДАРСТВЕННЫЙ КОМИТЕТпО иЗОБРетениям и ОтнРытияПРИ ГННТ СССР ИСАНИЕТОРСКОМУ Сви(54)(57) УППОТНИТЕЛЬНОЕторцового уплотнения, собочую поверхность в виде диска с отверстиями, обращенаправлении сопрягаемой плострения, отличающеетем, что, с целью исключениякоробления кольца на герметионо выполнено,в виде пустотелзависимо подвижных между собек, образованных гофрированнынегофрированными нитками спирасположенными через шаг в рном направлениц,ными через ради ом р нии,На чертеже изображено предлагаемое кольцоРабочая, поверхность 1 кольца в виде ячеек 2 из металлических...
Теплообменное устройство зоны кальцинирования вращающейся печи

Номер патента: 1368594
Опубликовано: 23.01.1988
Авторы: Азарочкин, Богомолов, Волков, Карамнов, Коган, Литвак, Рублев, Самойленко, Ткаченко, Щенев
МПК: F27B 7/16
Метки: вращающейся, зоны, кальцинирования, печи, теплообменное
...корпусе печи 1 .рельсообраэные профили 2, на которые при монтаже надвигаются монолитные рабочие элементы 3; имеющие в ниж" ней части основание в форме футеровочного блока. Конусность нижних бо- ковых поверхностей 4 равна конусности футеровочных блоков. Пазы 5 в основании элементов идентичны сечению рельсообразных профилей 2. Рабочий элемент 3 может иметь различную конфигурацию для обеспечения максимальной тепловой эффективности.Устройство работает следующим об" разом.При вращении корпуса печи 1 тепло- обменный рабочий элемент 3, насаженный на крепежный рельсообразный профиль 2, полностью его охватывает и предохраняет своей поверхностью от воздействия высокой температуры. Рабочий элемент 3, попеременно находясь ,то в газовом потоке, то...
Линия изготовления палочек из древесного шпона

Номер патента: 1248804
Опубликовано: 07.08.1986
Авторы: Валуев, Витвицкий, Камендо, Шарыпов, Щенев
МПК: B27L 9/00
Метки: древесного, линия, палочек, шпона
...узел 10 набора снабжен механизмом 16 удаления палочек с дефектами, установленным над конвейером 11 и выполненным в виде боковых профильных направляющих 17 и подвижных пластин 18 с вертикальными отверстиями 19, в которых подвижно размещены щупы 20 определения дефектных мест палочек 8, причем пластины 18 размещены над ячейками 12 конвейера 11 и между боковыми направляющими 17 продольного перемешения этих пластин 18, а механизм 16 удаления имеет кинематически соединенную с приводом 15 конвейера 11 зубчатую передачу 21.Кроме того, между полировочным барабаном 7 и конвейером 11 расположен бункер 22. Конвейер 11 снабжен упорами 23 с шарнирными грузами 24 для перемещения палочек хорошего качества 8 и,палочек 25 с дефектами. Палочки 8...
Способ многозонной высадки буртов

Номер патента: 1140874
Опубликовано: 23.02.1985
Авторы: Дубровин, Щенев
МПК: B21J 5/08
Метки: буртов, высадки, многозонной
...заготовки, величину тока, проходящего через данный участок снижают,поддерживая на нем достигнутый уровень температуры до момента окончания нагрева последнего из нагреваемыхучастков заготовки до заданной температуры.На чертеже изображена схема многозонной высадки буртов с электронагревом.Подлежащую высадке прутковую заготовку 1 закладывают в. электровысадочную машину между шунтирующими 2и токоподводящими 3 электроконтактами, Последние охватывают заготовкупо ее концам и подсоединены к источнику 4 тока низкого напряжения, Накаждом участке 5 между токопроводящими контактами вдоль прутковой заготовки расположены шунтирующие контакты 2, охватывающие заготовку в местах,не подвергающихся нагреву. По заданной программе к токоподводящим...
Устройство для формирования и упаковки наборов спичечных этикеток

Номер патента: 1024373
Опубликовано: 23.06.1983
Авторы: Валуев, Камендо, Шарыпов, Щенев
МПК: B65B 9/04
Метки: наборов, спичечных, упаковки, формирования, этикеток
...заходную часть 14. В пазах 12 направляющих 11 размещены выступы 3 толкателей 2, а рабочие поверхности площадок 13 снабжены электроконтактами 15. Над приемными площадками 13 размещены механизмы 16 прижима этикеток 6 с фиксаторами 17, рабочие концы которых снабжены электро- контактами 18. Под направляющими размещен блок 19 подачи сигнала, выполненны 1 в виде набора электромагнитов 20 и сигнальной панели 21, имеющей сигнальные лампы 22 и ячейки 23 для запасных этикеток, После подающего механизма 1 установлен механизм 24 для запечатывания этикеток 25 в пленку 26 и далее режущий механизм 27 и механизм 28 укладки пакетов в кассету 29. Между механизмом 9 укладки и механизмом 24 размещен путевой выключатель 30. Устройство работает следующим...
Способ сборки рукавов высокого давления

Номер патента: 985544
Опубликовано: 30.12.1982
Авторы: Дубровин, Щенев
МПК: F16L 33/22
Метки: высокого, давления, рукавов, сборки
...с шах.матным расположением точек, выжимают на.ружный и внутренний слой резины до металлической оплетки и жестко эащемляют последнюю между муфтой и ниппелем.На чертеже представлена последовательностьосуществления предлагаемого способа, а именно: на фиг, 1 - подготовка рукава к сбор.ке; на фиг.обжатие муфты в зоне сило.вой заделки точечными обжимками по парал 985544лельным кольцевым периметрам с шахматнымрасположением точек; на фиг, 5 - то же,в зонах герметизации и зацепления муфтес ниппелем.Способ сборки рукава происходит следую. ьшим образом,На шланг 1 без снятия наружного и внутреннего слоев резины одевается муфта 2 3;тем на ниппель 3 одевается накидная гайка4, после чего во внутреннюю часть отверсгия 16шланга 1 вставляется хвостовик 5...
Устройство для формирования и упаковки спичечных этикеток

Номер патента: 981103
Опубликовано: 15.12.1982
Авторы: Валуев, Камендо, Шарыпов, Щенев
МПК: B65B 9/02
Метки: спичечных, упаковки, формирования, этикеток
...2 установлены рулоно 981103держатели 11 с верхней 12 и нижней 13 пленками, которые размещены между роликами механизма 14 запечатцвания этикеток в пленку. Далее смонтированы механизм 15 протягивания и механизм 16 резки пакетов 5 17. В конце линии размещен механизм укладки пакетов в кассету, который выполнен в виде набора верхних и нижних попарно установленных роликов 18, цепного транспортера 19 10 с подпружиненными захватами 20 С об" разной формы и приемного стола 21,Устройство работает следующим образом.Перед началом работы магазины 4 15 заряжают этикетками 7, предваритель- но опустив подъемники 5 и придерживая их в нижнем положении. При этом в каждую ячейку магазинакладут этикетки 7 одного вида, 20На рулонодержатели 11...
Способ изготовления полых изделий с фасонным профилем

Номер патента: 299102
Опубликовано: 30.09.1982
Авторы: Ближевский, Дубровин, Игнатьев, Щенев
МПК: B21D 26/02
Метки: полых, профилем, фасонным
...профилем из заготовки, заполненной деформируемой средой, путем раздачи ее стенок в радиальном направлении в формообразующей фасонной матрице давлением деформируемой среды, создаваемым пуансоном при его рабочем ходе с одновременной осевой осадкой заготовки.С целью обеспечения возможности изготовления детали с отверстиями, типа масленок, и улучшения качества изделий предлагается одновременно с раздачей стенок заготовки и осевой ее осадкой осуществлять пробивку отверстия в дне заготовки избыточным давлением деформируемой среды, создаваемым внутри полости заготовки пуансоном в конце его рабочего хода,По предлагаемому способу пресс-масленки изготавливаются следующим образом,Из листовой заготовки в несколько переходов вытягивают...
Механизм подачи заготовок к прессу

Номер патента: 274978
Опубликовано: 30.09.1982
Авторы: Дубровин, Сницаренко, Тарасюк, Щенев
МПК: B21J 13/08
Метки: заготовок, механизм, подачи, прессу
...6. Контрольно- блокирующее устройство содержит проходной калибр, выполненный, например, из двух полуцилиндров верхнего 7 и нижнего 8. Верхний полуцилиндр 7 является неподвижным магнитом и снабжен радиальными проточками 9, в которых размещены зубья гребенки 10 нижнего полуцилиндра Для удаления бракованных деталей, застрявших в калибре, служат зубья гребенки, выполненной в виде дуги, радиус которой больше радиуса калибра. Заготовки из 1 О бункера через отсекатель поступают по наклонному лотку 5 в индуктор 3, в котором нагреваются. Через определенное время толкатель выталкивает нагретую заготовку 4, которая скользит по наклонному лот 5 ку к контрольно-блокирующему устройству.Если заготовка охлаждена ниже нижнего предела ковки, то магнит...
Устройство для непрерывного индукционного нагрева штучных заготовок

Номер патента: 332758
Опубликовано: 23.09.1982
Авторы: Дубровин, Щенев
МПК: C21D 1/42
Метки: заготовок, индукционного, нагрева, непрерывного, штучных
...9 и механизмом подачи заготовок в индуктор изпитателя 10, состоящим из кривошипношатунного механизма 11 и ползуна 12, который совершает возвратно-поступательноедвижение в направляющей втулке 13 и базовои позиции 14.11 редлагаемое устройство работает следующим образом,Заготовки из питателя поступают на базовую позицию и заталкиваются ползуномв индукционную нагревательную камеру,332758 Формула изобретения б Текред А, Камышникова Корректор Л, Орлова Редактор Л. Письман Заказ 1441,19 Изд. М 221 Тираж 587 ПодписноеНПО Поиск Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Типография, пр. Сапунова, 2 включенную в питающую электроцепь генератора ТВЧ. При этом настраивается...
Полочный элеватор для изделий в виде тел вращения

Номер патента: 935393
Опубликовано: 15.06.1982
Авторы: Дубровин, Мягков, Щенев
МПК: B65G 17/32
Метки: виде, вращения, полочный, тел, элеватор
...кривизне донной части транспортируемого колпачка 13 и шириной не менее расстояния между штуцером тяжести колпачка 13 и внешней вершиной его донной части. Каждая верхняя полка 11 снабжена козырьком 14, расположенным над основанием 10 на расстоянии не менее высоты транспортируемого колпачка 13. С задней стороны элеватора расположен приемный лоток 15.Изделия-колпачки 13 загружаемые навалом в бункер 8, захватываются перемещающими нижними полками 12. Колпачки, которые были захвачены в неправильно ориентированном положении из-за их неустойчивого положения их центра тяжести по отношению к ориентирующей полке скатываются в бункер 8. Это объясняется тем, что колпачки могут устойчиво базироваться лишь в одном случае, если положение колпачка будет...
Пневматическое устройство для контроля среднего диаметра резьбы

Номер патента: 911154
Опубликовано: 07.03.1982
Авторы: Дубровин, Шейнман, Щенев
МПК: G01B 13/08
Метки: диаметра, пневматическое, резьбы, среднего
...15 которых придана форма, Вписывающаяся в проекцию впадинырезьбы на плоскость, параллельнуюплоскости расположения измеритель Еных сопл.Губки 2 и 3 закреплены на корпусе 1 неподвижно,. а губки 4 и 5 установлены в пазах 16 и 17 с возможностью перемещения вдоль корпуса 1. 15Устройство работает следующим образом,Контролируемое изделие 18 устанаваивают в базирующие губки 2-5 и перемещают в губках.на проход. Губки 4и 5 перемещаются в пазах 16 и 17вдоль.оси корпуса 1 и резьбы изделия18 и таким образом самоустанавливаются по резьбе в осевом направлении,что .компенсирует накопленную погрешность шага. При этом происходит радиальное и осевое базирование резьбыконтролируемого изделия 18 относительно сопл. Иежду боковыми гранями резьбы и соплами...
Способ лечения копытной гнили овец и коз

Номер патента: 895427
Опубликовано: 07.01.1982
Авторы: Алчангян, Бочаров, Зеленая, Мельникова, Павлов, Фролов, Щенев
МПК: A61D 7/00, A61K 31/00
Метки: гнили, коз, копытной, лечения, овец
...меди.Установлено, что из 136 овец подвергнутых указанному лечению, выздоровело 67, т,е. 49,27. Повторные заболевания и осложнения отмечены у 26 овец.П р и м е р 2. При установлении диагноза на копытную гниль овец после расчистки копытец, как указано в примере 1, прогоняют через ванну следующего состава, вес. 7:Сернокислая медь 10,0Ся Сп-Алкилсульфонат натрия 0,25Вода 89,75После лечения из 40 овец выздоровело 26, или 65%. П р и м е р 3. Овец с диагнозомна копытную гниль после расчисткикопытец прогоняют через ванну спрепаратом следующего состава,вес -7.;,С 1 о- Сц-Алкилтриметиламмонийхлорид 5Цетилпиридинийхлорид 1Вода 94После лечения.из 72 овец выздоровело 58, или 80,67. Отмечено повторное заболевание у одной овцы.П р и м е р 4,...
Способ охлаждения металлическихформ

Номер патента: 822984
Опубликовано: 23.04.1981
Авторы: Дубровин, Щенев
МПК: B22D 15/00
Метки: металлическихформ, охлаждения
...воздуха через нерабочую полость формы, заполненную сыпучим материалом, и подачу в полость охлаждения хладагента 1.Однако в указанном способе металлический песок находится в замкну" том объеме, а воздух, продуваемый через металлический песЬк, не создает 4 условия для его интенсивного перемешивания и охлаждения, что не обеспечивает достаточной интенсификации охлаждения формы, а также не позволяет управлять во времени скоростью 20 охлаждения и поддержания заданного режима температуры металлических литейных Форм.Цель изобретения - управл цессом охлаждений н улучшени обмена.Поставленная целчто сыпучему материбочей полости сообщкольцевое движение, 3 а ение прое теплоь достигается талу внутри нераают замкнутоенаправленное в. Стец аз...
Уплотнительное кольцо для радиаль-ного уплотнения
Номер патента: 815385
Опубликовано: 23.03.1981
Авторы: Дубровин, Щенев
МПК: F16J 15/28
Метки: кольцо, радиаль-ного, уплотнения, уплотнительное
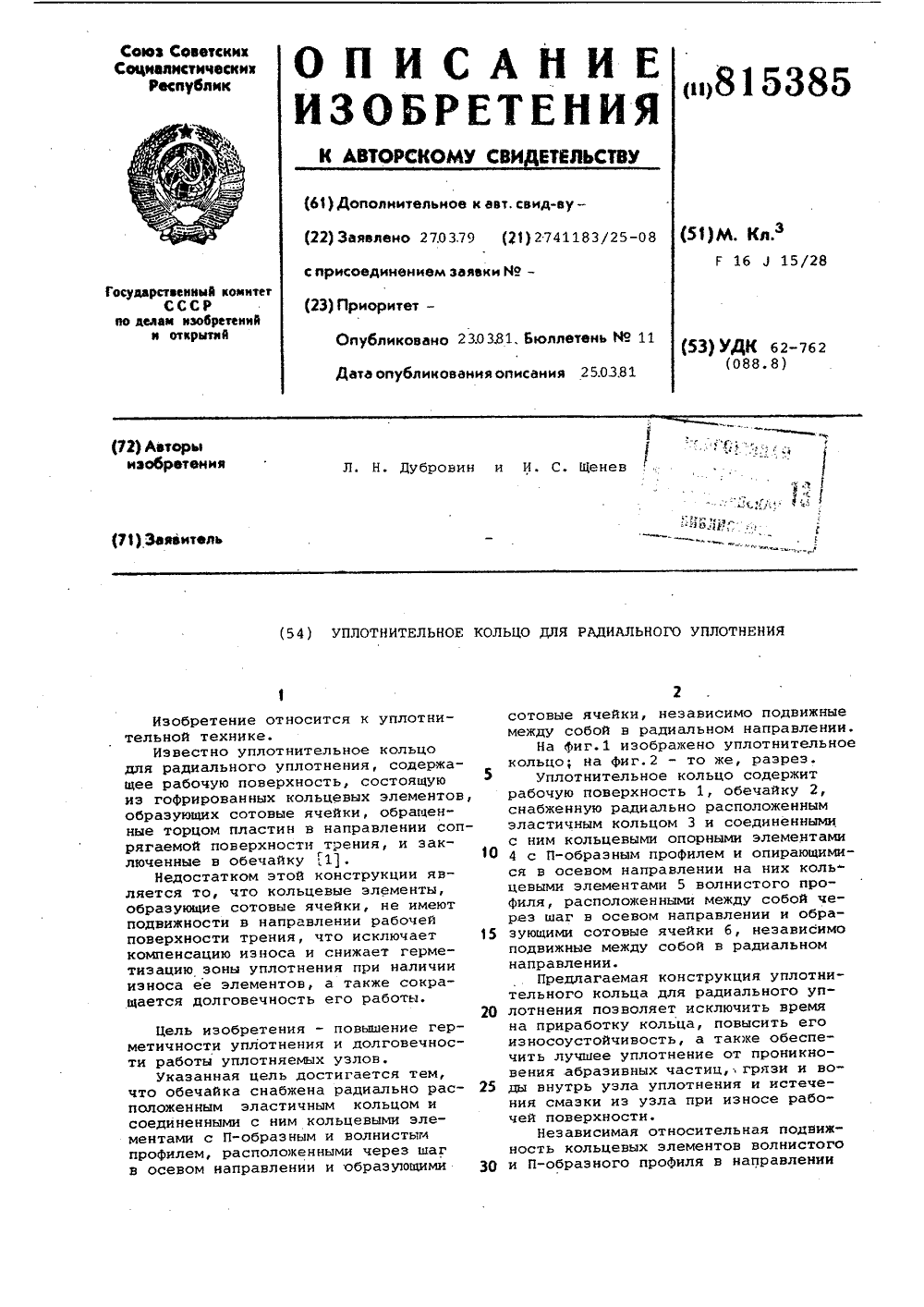
...кольцо; на фиг.2 - то же, разрез.Уплотнительное кольцо содержит рабочую поверхность 1, обечайку 2, снабженную радиально расположенным эластичным кольцом 3 и соединенными с ним кольцевыми опорными элементами 4 с П-образным профилем и опирающимися в осевом направлении на них кольцевыми элементами 5 волнистого профиля, расположенными между собой через шаг в осевом направлении и образующими сотовые ячейки 6, независимо подвижные между собой в радиальном направлении.Предлагаемая конструкция уплотнительного кольца для радиального уплотнения позволяет исключить время на приработку кольца, повысить его износоустойчивость, а также обеспечить лучшее уплотнение от проникновения абразивных частиц, грязи и воды внутрь узла уплотнения и истечения...
Пневматический калибр для контролясреднего диаметра резьбы

Номер патента: 807056
Опубликовано: 23.02.1981
Авторы: Дубровин, Лаптева, Шейнман, Щенев
МПК: G01B 13/08
Метки: диаметра, калибр, контролясреднего, пневматический, резьбы
...контролируемой резьбы, а парысопел установлены оппозитно нарасстоянии, равном среднему номинальному диаметру контролируемой резьбы,На фиг. 1 изображен общий видкалибра для контроля среднего диаметра резьбы на фиг. 2 - разрез А-Ана фиг. 1.Калибр состоит иэ осесимметричногокорпуса 1, на котором установлены две .базирукзаие губки 2 и 3 и упор4 для базирования контролируемогоизделия 5 Медлу баэирующимигубка807056 Формула изобретения От сети ми установлена измерительная пневмосистема 6 с пневмоканалами 7 и 8, включенная в пневмосеть через пневмосильфонный датчик 9, и двумя парами сопел 10-13.Сопла 10-13 расположены в осевой плоскости корпуса 1 под углом к его оси, равным углу профиля резьбы изделия 5. Расстояние О между осями сопел 10...
Металлическая форма для полученияотливок

Номер патента: 793708
Опубликовано: 07.01.1981
Авторы: Анисович, Дубровин, Ломова, Орловский, Щенев
МПК: B22D 15/00, B22D 27/04
Метки: металлическая, полученияотливок, форма
...на нем соплами 13, расположенными в двух плоскостях и направленными вверх и под углом к охлаждаемой 0 стенке рабочей полости 3. Охлаждающаяполость 4 засыпается сыпучим материалом, например корундом, до уровня, перекрывающего отверстия верхних сопел.Рабочий процесс состоит в следующем, 5 Сжатый воздух с заданной скоростью подается через коллектор 12 к соплам 13, через которые струи воздуха устремляются к охлаждаемой стенке, создавая при этом повышенное давление воздушного потока, на правленного вверх и под утлом к охлаждаемой стенке, тогда как в камере 9 создается относительно камеры 8 меньшее давление, благодаря чему сыпучий материал в камере 8 захватывается воздушным потоком, и, 5 отбирая тепло от охлаждаемой стенки, за....
Устройство для горячей раскатки колец

Номер патента: 774734
Опубликовано: 30.10.1980
Авторы: Дубровин, Сницаренко, Щенев
МПК: B21H 1/06
Метки: горячей, колец, раскатки
...межцу собой рычажной схемой 10, управляемой гидроцилиндром 11, неподвижно закрепленным на станине. В полости гидроцилиндра имеется поршень 12, соединенный с 15 верхним штоком 13 и нижним штоком 14.Вращение приводного шпинделя с раскатным инструментом осуществляется посредством механизма 15 приво-. да, Устройство снабжено компенсирующим устройством, выполненным в виде конической разрезной втулки 16, угол конуса которой больше суммы углов трения по ее внутренним поверхностям 17 и наружным поверхностям 18, уста новленной между инструментом и шпинделем, и мембраны 19, упруго поджатой в направлении основания 20 конуса шпинделя с усилием, меньшим усилия ее выталкивания при остывании 30 раскатного инструмента.Устройство работает...
Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления

Номер патента: 766719
Опубликовано: 30.09.1980
МПК: B21H 3/00
Метки: головка, изделиях, конической, накатыванием, полых, резьбонакатная, резьбы
...2-го ролика; на фиг.4 - участок 3-го ролика.Резьбонакатную головку закрепляют, например, в шпинделе сверлильного станка соосно с осью вращения шпинделя, а заготовку закрепляют на столе станка таким образом, чтобы ось заготовки совпадала с осью вращения головки. Затем включают станок и перемещают вращающуюся головку до контакта накатных роликов с заготовкой, Примером заготовки малой радиальной жесткости под накатывание является корпус пресс-масленки с патрубком, имеющим следующие размеры: наружный диаметр 9,72 мм, внутренний диаметр 7,3 мм, длина патрубка 8,0 мм. Материал заготовки - сталь листовая марки 08 КП. С момента контакта с заготовкой резьбонакатные ролики своей заходной частью образуют на заготовке резьбоъой профиль полной...
Автомат для контроля среднего диаметра наружной резьбы деталей

Номер патента: 734498
Опубликовано: 15.05.1980
Авторы: Лубровин, Розовский, Шейнман, Щенев
МПК: G01B 3/40
Метки: автомат, диаметра, наружной, резьбы, среднего
...9 закреплено на основании 1 неподвижно. Измерительные полукольца 8 и 9 связаны с датчиком 10. На основании установлен магазин загрузки 11 и транспортирующий механизм 12, выполненный в виде ползуна с вырезом 13 для деталей 14. Между магазином загрузки 11 и резьбовыми полукольцами 8 и 9 помещены направляющие планки 15 и 16, при этом планка 16 одновременно является и ориентирующей. За планками 15 и 16 размещены планки 17, образующие лоток выгрузки, а в промежутке между ними установлена откидная планка 18, отсекающая брак от годных деталей.Ориентирующая планка 16 (см. фиг. 2) выполнена в виде ножа с толщиной лезвия а, меньшей ширины в впадины контролируемой резьбы, и установлена к направлению транспортирования деталей (см. фиг. 3)...
Способ образования резьбы в тонколистовых отбортованных отверстиях

Номер патента: 724256
Опубликовано: 30.03.1980
Авторы: Дубровин, Прагер, Щенев
МПК: B21H 3/08
Метки: образования, отбортованных, отверстиях, резьбы, тонколистовых
...конической, так и цилиндрической резьбыв тонколистовых изделиях снизить технологические расходы на изготовлениемашин и приборов, повысить качество идолговечность выпускаемой продукции. 3бу на всей длине, так как жесткостьотбортовки в направлении действия сил"н 6 катывания за счет увеличения конусности отбортовки повышается,На чертеже схематично изображенопоэтапное образование резьбы в отбортованном отверстии,Поскольку угол конусности заборнойчасти раскатного инструмента меньше,чем угол конусности отбортованного отверстия, то образование первых витковпроисходит со стороны кромки отбортовки в направлении фланца, По мере перемещения (ввинчивания) инструмента срезьбовыми витками большего диаметра, 15возрастают усилия, действующйе на...
Устройство для контроля цифровых автоматов

Номер патента: 723579
Опубликовано: 25.03.1980
Авторы: Гуменюк, Кириллов, Молчанов, Щенев
МПК: G06F 11/08
...нормальной работы цифрового автомата (работа без ошибок) на каждое срабатыва.ние триггера цифрового автомата 1 происходитизменение тока в обмотке 3 дифференцирующего блока 2 на величину Ь 3 так как величины сопротивлений всех резисторов 11 выбйрагются для автомата, закодированного в кодеГрея, одинаковыми. Изменение тока в обмотке 3 на величину Ь 3 вызывает появление навторичных обмотках 4, 5 дифференцируюшего трансформатора импульсов напряжения, причемнезависимо от направления изменения тока впервичной обмотке (увеличение или уменьшениетока) элемент ИЛИ й отрабатывает импульсыодинаковой полярности, так как вторичные обмотки 4, 5 включены встречно и согласно по отношению к первичной обмотке 3 дифференцирующего трансформатора.С выхода...
Способ сборки рукавов высокого давления

Номер патента: 703723
Опубликовано: 15.12.1979
Авторы: Дубровин, Кислов, Клебанов, Клейман, Цфас, Щенев
МПК: F16L 33/22
Метки: высокого, давления, рукавов, сборки
...муфты.Способ сборки рукавов происходит следующим обраэоМПеред сборкой рукав по концам шланга 1 обреэается, внешний слой 2 резины - до металлической оплетки 3 на расстоянии равном осевому размеру зоны 4 силовой заделки и муфта703723 Формула изобретения 7 5 одевается на шланг, Затем на ниппель б одевается накидная гайка 7,после- чего во внутреннюю часть отверстия шланга вставляется хвостовик 8и оправка 9 и производится обжатиезамка 10 эоны силовой заделки, которую обжимают в два этапа, вначале" затемкшлангу прйкладывают осевоеусилйе-растяжения, превышающее гидростатическую осевую рабочую нагруз-,ку и йе снимая ее, производятпоследовательно обжим в зоне силовойзаделки 12 и зонегерметизации 13, амуфту в зоне 14 разгрузки от изгибающих...
Устройство для воспроизведения цифровой информации с магнитного носителя

Номер патента: 690554
Опубликовано: 05.10.1979
Авторы: Гуменюк, Кириллов, Молчанов, Щенев
МПК: G11B 5/09
Метки: воспроизведения, информации, магнитного, носителя, цифровой
...на магнитный носитель отдельными посылками, Посылки располагаются на дорожках магнитного носителя ин 90554 4 формации последовательно одна за другой без промежутков. При записи информации на магнитный носитель каждой посылке присваивается признак достоверности, контрольная сумма по глоб7 - три контропьных разряда,Воспроизведение информации с магнитного носителя производится последовательно отдельными посылками, причем10 в одном цикле обращения к магнитномуносителю происходит воспроизведениетолько одной посьглки информации. Посылка информации, воспроизводимая смагнитного носителя, поступает в регистр15 посылки информации 11. Информационнаячасть посылки информации свертываетсяпоо 4 7 в схеме свертки потоа 7-12,Результат свертки...
Способ изготовления полых цилиндрических изделий с утолщенной головкой

Номер патента: 688262
Опубликовано: 30.09.1979
Авторы: Дубровский, Романов, Цфас, Щенев
МПК: B21D 22/28
Метки: головкой, полых, утолщенной, цилиндрических
...Геометрическими парамсГрамн. пи тем, что ительно льцевой цировадо обетс пня ула пз Способ ских пзд тем посл Вой загот нусами р липдричевкой пупз лпстоными коощи йс я 1Изобретение относится к производству пустотелых деталей, например гидроарматуры для соединения трубопроводов, и может быть широко применено в станкостроительной, автомобильной, сельхозмашиностроительной и других отраслях промышленности.Известен способ изготовления полых цилиндрических изделий с утолщенной головкой путем последовательной вытяжки из листовой заготовки ступеней с переходными конусами и редуцирования 11.Основной недостаток известного способа - потеря устойчивости при редуцироваЦелью изобретсшя является повышение продольной устойчивости заготовки в процессе...
Питатель для длинномерных стержней

Номер патента: 653187
Опубликовано: 25.03.1979
Авторы: Дубровин, Иванов, Щенев
МПК: B65G 47/14
Метки: длинномерных, питатель, стержней
...3, установленными на станине 4, барабана 5 с приемцьм лотком 6 и гнездами 7, вращающимися. вместе с барабаном от механизма привода 8. Бункер 1 выполнен за одно целое с барабаном 5 и состоит из ориентирующих стержней 9, расположенных в шахматном порядке по окружности барабана между зоной загрузкиО и гнездами 7 барабана.Питатель работает следующим образом.Заготовки, загружаемые навалом в бункер 1 через загрузочный лоток 2 при вращении барабана 5 от механизма привода 8, захватываются ориентирующими стержнями 9, которые при захвате стремятся повернуть их в направлении своей образующей. За653187 Фор,нула изобретения 1 НИИПИ Заказ 1208/1 б Тираж 957 нлиал ППП Патент, г. Ужгород, ул Подписноероектнан, 4 готовки, получившие...
Способ отбортовки

Номер патента: 637178
Опубликовано: 15.12.1978
Авторы: Буров, Дубровин, Прачер, Щенев
МПК: B21D 19/00
Метки: отбортовки
...в процессе ортовки осуществляют с числом оборотов,определяемым соотношениг м1,7 Ф ЛП(Т,-T )Р Созарйгде Л - козффициент теплопроводности;Э - диаметр отбортовываемого отверстия;Т-Т - разность температ1 2хлений стационарного режима377 н Составитель Н, АильцовРедактор Т, Юрчикова Техред 3. Чужик Корректор И, Гоксич Заказ 7006/5 Тираж 1045 ПодписноеЦНИИПИ Государственного комитета Совста Министров СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская набд. 4(5 Филиал ППП Патент", г, Ужгород, ул. Проектная, 4 Р - усилие контакта пуансона с заготовкой;Способ осуществляют следующим образом.Тонколистовую заготовку с замкнутымконтуром укладываот на матрицу. Вращающийся инструмент подводят к заготовке Едо соприкосновения с ее...
Штамп для изготовления изогнутых деталей

Номер патента: 633640
Опубликовано: 25.11.1978
Авторы: Дубровин, Нузов, Шаталов, Шифрин, Щенев
МПК: B21D 22/02
...головки. На фнг. 1, 2 изображен предлагаемый штамп, две проекции,Штамп содержит матрицу 1, закрепленную на плите 2, грибовидный пуансон 3, закрепленный на нижней плите 4, и ножи 5, установленные с возможностью взаимного перемещения по плите 4, В головке пуансона 3 выполнены сквозные параллельные пазы, в которых установлены толкатели б и пакеты тарельчатых пружин 7. Кривизна поверхности головки пуансона 3 непостоянна : радиус кривизны на вершине головки превьлдает радиус кривизны боковых участков головки("к ьт) , а расстояние между выступающими наружу торцами толкателей 6 равно двум радиусам кривизны зерши633640 ны головки (2 Ю и обеспечивается за счет пазов 7 и упоров 8.Штамп работает следующим образом.Заготовку 9 помещают между...
Устройство для очистки заготовок деталей

Номер патента: 622652
Опубликовано: 05.09.1978
Авторы: Денисова, Дубровин, Сницаренко, Щенев
МПК: B24B 31/02
Метки: заготовок
...корпуса.Причем полочный захват 10, установленный под острым углом к торцовой стенке секции, образует полость 12 для захвата и перемещения изделий в направлении горловины при вращении барабана от эдектропривода.13, управ ляемого командоконтролером 14 черезисполнительное устройство 15.Устройство работает следующим образом. Изделия 9 подаются во вращающийся барабан через загрузочный лоток 2. Скользя по внутренней наклонной по верхности лотка, изделия попадают в первую секцию 5 барабана. В этой сек- ции изделия галтуются и находятся там в течение заданного программой времени до тех пор, пока командоконтролер 14 не подаст команду исполнигельному устройству 15 для вращения барабана в обратном напразлении.Формула изобретения ЦНИИПИ...