Патенты с меткой «фланцем»
Установка для сборки под сварку обечайки с фланцем

Номер патента: 1063569
Опубликовано: 30.12.1983
Авторы: Всеволодский, Терещенко, Филиппов
МПК: B23K 37/04
Метки: обечайки, сборки, сварку, фланцем
...центрирования фланца и обечайки; на фиг. 4сечение А-А на фиг. 1, соответствует 60положению сборки обечайки с фланцем.Установка для сборки под сваркуобечайки с фланцем состоит из закрепленных на корпусе 1 питателя 2 фланцев и вращателя 3, 65 Вращатель 3 установлен в опорныхроликах 4 и снабжен центратором дляфланца, выполненным в виде кольцевой планшайбы 5 с шарнирно установленными на ней подпружиненными двуплечими рычагами и приводом центратора для фланца, выполненным в виде.силового цилиндра 7, закрепленногона планшайбе.Планшайба 5 выполнена в виде трубы 8 и снабжена зубчатым венцом,взаимодействующим с приводом 9 поворота. В центре планшайбы размещенсиловой цилиндр 7, а в верхней части закреплены опорный фланец 10 снаправляющими...
Способ изготовления поковок с фланцем и ступицей

Номер патента: 1090478
Опубликовано: 07.05.1984
Авторы: Горбунов, Привалов, Сабриков, Черных, Юминов
МПК: B21J 5/02
Метки: поковок, ступицей, фланцем
...напуски на уклоны по флан.- цам и на дополнительные припуски на механическую обработку по отверстию 35 Целью изобретения является улучшение качества поковок за счет повышения их геометрической точности.Поставленная цель достигается тем,40 что согласно способу изготовления поковок с фланцем и ступицей, включающему получепие чашеобразпой промежуточной заготовки с дном и фланцем, перпендикулярным образующей при 45 легающего к нему участка центральной части, обрезку облоя по контуру Фланца, прошивку дна в промежуточной заготовке и раздачу ее центрапьной части с ограничением Формоизменения 50 Фланца, центральную часть промежуточной заготовки получают в форме усеченного конуса, перед раздачей центральной части производят отгиб" ку Фланца и...
Соединение коронной шестерни с зубчатым фланцем ступицы колесного редуктора транспортного средства

Номер патента: 1126463
Опубликовано: 30.11.1984
Авторы: Брижанев, Заславский, Шиленко, Шкирич
МПК: B60K 17/32
Метки: зубчатым, колесного, коронной, редуктора, соединение, средства, ступицы, транспортного, фланцем, шестерни
...стопорного элемента.Известно соединение коронной шестерни с зубчатым фланцем ступицы колесногоредуктора, содержащее канавку, выполненную в зубьях короннои шестерни и зуба 20чатого фланца ступицы, причем зубья коронной шестерни выполнены ступенчатыми,а канавка выполнена в форме круга и расположена асимметрично по длине и высотеступенчатых зубьев коронной шестерни и 25зубчатого фла нца ступицы, паз выполненна части окружности коронной шестерни,а стопорный пружинный элемент выполненв виде конуса с закругленной вершиной наодном конце и в виде загнутого уса на другом 12 .30Недостатком известного устройства является повышенная трудоемкость изготовления и монтажа соединения из-за наличияступенчатых зубьев коронной шестерни,асимметричной...
Штамп для объемной штамповки поковок с отростком и фланцем

Номер патента: 1139555
Опубликовано: 15.02.1985
Авторы: Лобанов, Самохин, Слыш
МПК: B21J 13/02
Метки: объемной, отростком, поковок, фланцем, штамп, штамповки
...поковок с .отростком и фланцем работает следующим образом.Исходная заготовка, обрез иная на пресс- ножницах, например из стали 38 ХС нагревается до ковочной температуры (1180 - 1220 С) и передается на и ровоздушный штамповочный молот. На лощадке для осадки штампа нагретую заг товку осаживают нг 2 - 3 удара молота а 25 - 30% и укладывают в предварител ный ручей (фиг. 2), в котором штампую промежуточную заготовку за 2 - 3 ударамолота.В результате наличия уклонов 15 - 20, выполненных на поверхнбсти фланца (фиг. 2) в сторону полости под стержень (отросток), металл хорошо за олняет стержневую часть полости предвари ельного ручья. Затем промежуточную загот вку, полученную в предварительном ручь, штампуют в окончательном ручье (фиг. 1)...
Коллиматор для измерения антенн в виде открытого конца волновода с фланцем

Номер патента: 1141349
Опубликовано: 23.02.1985
Автор: Качалова
МПК: G01R 29/10
Метки: антенн, виде, волновода, коллиматор, конца, открытого, фланцем
...вдоль его оси на расстояние 0 , величина которого при смещении от зеркала вычисляется по формуламБлагодаря такому смещлучателя из Фокуса коллимпечивает увеличение точнрений для испытываемых авиде открытого конца волФланцем с диаметром Р ению об-. атор обесости иэментенн в йовода с до 3/4 Р. при 0,15 о: у(0,45,/ 5 у = - а Р Р - соответр /ственно диаметры зеркала коллима-.тора и испытываемой антенны.На чертеже представлен коллиматор, общий вид. Коллиматор содер жит осесимметричное параболичес-кое зеркало 1 и облучатель 2,смещенный из фокуса вдоль оси зеркалана расстояние 3 . Облучатель 2расположен под углом к оси зеркала.Испытываемая антенна 3 располагается в виде открытого конца волновода с фланцем на расстоянии отапертуры коллиматора...
Способ изготовления полых изделий с фланцем

Номер патента: 1142196
Опубликовано: 28.02.1985
Автор: Вайнтрауб
МПК: B21D 22/24
Метки: полых, фланцем
...- подпружиненное кольцо, в двух проекциях; на фиг. 5 - одна из ползушек, в трех проекциях; на фиг. 6 - процесс изготовления полого изделия с фланцем по переходам. 40Способ изготовления полых изделий осуществляют следующим образом.Производят вырубку плоской заготовки (не показана) и вытяжку полой заготовки с й, в штампе комбинированного действия с обрезкой борта на высоту Н. Осуществля ют вытяжку промежуточной полой заготовки второй операции с Ир с подпором борта, образованием вертикальной стенки фланца диаметром А и высотой, Ь. Р аспр ямля ют вертикальные стенки фланца с приданиемЮ50 ему плоскои формы диаметром дф. Эта. операция осуществляется с помощью штампа, который содержит пуансон 1 с плоским нижним торцом, обойму 2, поджатую...
Способ изготовления двуслойных трубчатых деталей с фланцем

Номер патента: 1147474
Опубликовано: 30.03.1985
Автор: Ульянченко
МПК: B21D 19/08
Метки: двуслойных, трубчатых, фланцем
...(осаживается), что отрицательно сказывается на антифрикционных свойствах Фланцев с рабочим слоем пористой структуры, поры кото рого заполнены смазкой, поскольку деформация продольного сжатия приводит к уменьшению пористости и обеднению рабочего слоя смазкой в результате ее выдавливания из нор, 30Цель изобретения - повышение качества трубчатых деталей.Указанная цель достигается тем, что согласно способу изготовления двуслойных трубчатых деталей с флан 35 цем дополнительно перед отгибом Фланца заготовку в зоне сопряжения конической и цилиндрической частей изгибают путем раскатки роликом.На Фиг. 1-3 изображено осуществление предлагаемого способа40Способ осуществляется следующим образом.Изготавливают из листа трубчатую заготовку с...
Способ изготовления втулок с фланцем

Номер патента: 1155342
Опубликовано: 15.05.1985
Авторы: Акулова, Круглов, Лузганов, Шелементьев
МПК: B21H 1/06
Метки: втулок, фланцем
...отзаготовки, освобождая место для валков 4, Валки 3 занимают положе э ние, при котором они касаются поверхности непрокатанной части заготовки 1, После этого заготовку 1 с усилием, передаваемым через матрицу 5 и центрователь 7 р переме- % щают в очаг деформации, При этом формирование фланца осуществляют обкаткой торцовой поверхности заготовки валками 4 с одновременным ее осаждением и Формированием наружной поверхности Фланца валками 3, Затем валки разводят и прокатанную заготовку с оправкой 2 с псмощью центронателя 7 выводят изматрицы 5 и перемещают на позициювыгрузки, где снимают с оправки ирвынодят с оси прокатки. В качестве примера выполненияспособа рассматривается процесспрокатки заготовки зубчатой обоймыдля муфты МЗ-З.Исходной...
Способ изготовления изделий типа стержня с фланцем

Номер патента: 1171174
Опубликовано: 07.08.1985
Автор: Алиев
МПК: B21K 23/04
...значениями степениредуцирования на первой стадии обработки давлением являются значения впределах 6-20%,Обработка в указанной последовательности способствует уменьшениюнеравномерности деформации и упрочнению металла в поверхностных (работающих в условиях контактного воздействия) слоях изделия. Предварительнаядеформация заготовки улучшает качество поверхностей, так как вызываетзначительное снижение высоты неровностей поверхности и способствуетустранению дефектов. Повышение качества поверхности заготовки передвыдавливанием фланца способствуетполучению более широких и тонкихфланцев без образования трещин, поскольку более качественная заготовкадает возможность деформировать еев холодную с более высокой степеньюдеформации без...
Способ штамповки деталей с наклонным фланцем

Номер патента: 1174125
Опубликовано: 23.08.1985
Авторы: Калиновский, Кальнишевский, Мельников, Мозгов
МПК: B21D 19/00
Метки: наклонным, фланцем, штамповки
...8 тока повышенной частоты,В результате получают детали с равномерным по периметру фланцем. Обработку его механическим способом ведут по наружной поверхности или 55 периметру, обеспечивая этим требуемую точность под свариваемые поверхности, Трудоемкая механическая обработка эллипсных и наклонных поверхностей устраняется,П р и м е р. Необходимо изготовить переходник с наклонным фланцемдиаметром 300 мм, диаметр переходного сечения детали 80 мм угол наоУклона 45, толщина детали 5 мм, Материал - алюминиевый сплав, например, АМгб,Так как известным способом обеспечивается исходная толщина заготовкив любой части фланца эа счет егоподсадки при раздаче, то толщинаисходной заготовки рассчитываетсяиэ условия ее обжатия с начальногодиаметра...
Способ изготовления кольцевых поковок со ступицей и фланцем

Номер патента: 1174143
Опубликовано: 23.08.1985
Авторы: Горбунов, Привалов, Пучин, Храброва, Черных
МПК: B21J 5/02
Метки: кольцевых, поковок, ступицей, фланцем
...относится к обработке металлов давлением, а именнок способам изготовления кольцевых поковок со ступицей и фланцем,Целью изобретения является повышение точности получаемых деталей эасчет устранения искривления фланца.На фиг. 1 показана начальнаястадия обработки правкой; на фиг.2 конечная стадия. 1 ОСпособ осуществляется следующимобразом.Отштампованная с развернутымпоперечным сечением заготовка 1 устанавливается на пуансон 3, размещен" 15ный в,матрице 4, и перемещаетсяпуансоном 2 под воздействием усилияраздачи Р.В процессе раздачи вследствие возникновения изгибающего момента от 20.сил Р и Я со стороны пуансона 3прошивки происходит изгиб фланцаи отход его от боковой поверхностипуансона 2,На заключительной стадии правки 25.в...
Способ изготовления изделий типа патрубков с фланцем

Номер патента: 1181771
Опубликовано: 30.09.1985
Авторы: Байбиков, Жовтобрюх, Сурков
МПК: B21K 1/14, B21K 23/04
Метки: патрубков, типа, фланцем
...параметры зоны приложения усилия выворота получены экспериментально и являются оптимальнымидля обеспечения пластического кругового изгиба сечения полуфабриката,При увеличении диаметра окружностиприложения усилия, например, до1,3 диметра основания конической по,ерхности происходит только отбортовка по наружному диаметру плоскойчасти полуфабриката без измененияформы внутреннего борта. Уменьшениедиаметра зоны приложения усилия, например, до 0,8 диаметра основаниявнутренней конической поверхностивызывает только частичный круговойизгиб плоской части полуфабриката,т,е. приводит к получению бракован -ных изделий,Поскольку процесс формообразования патрубка выворотом сопровождается действием внеконтактных деформаций и зависит от ряда...
Способ изготовления полых деталей с фланцем

Номер патента: 1186325
Опубликовано: 23.10.1985
Автор: Сизов
МПК: B21D 22/20
Метки: полых, фланцем
...2 - 4 усилиями Р, Рр, и Ри, которые исклк)чают истечение материала в последние из участка 1 осаживания. В этом случае обеспечивается истечение осаживаемого материала из участка 1 в вытяжной зазор между пуансоном и матрицей, определяемый цилиндрическими поверхностями диаметром Ро и Ом После того, как исходная толщина заготовки Яд осажена до толщины Я (фиг. 3) с получением цилиндрической части изделия высотой Ь, осадку материала в участке 1 прекращают и обеспечивают соответствующее перераспределение усилий во фланце заготовки для осуществления следующего этапа вытяжки. Для 5 1 О 15 20 25 30 того, чтобы обеспечить осадку в кольцевом участке 2 (ограниченного цилиндрическими поверхностями диаметром Ри 0) необходимо в кольцевом участке 1,...
Способ формовки деталей с фланцем

Номер патента: 1194535
Опубликовано: 30.11.1985
Авторы: Арефьев, Горохов, Пакало, Петунин
МПК: B21D 19/00
Метки: фланцем, формовки
...слева от оси симметрии, в конечный момент - справа от оси симметрии; 5 на фиг,З - то же, для формовки деталей прямоугольного сечения; на Фиг.4 - разрез А-А на фиг.З.Устройство для реализации способа содержит матрицу 1 с выступом 2, 20 помещенную в контейнер 3, отбортовочный пуансон 4 и нажимное кольцо 5,Способ осуществляется следующим образом.25Заготовку 6 диаметром 3 , толщиной 5 с отверстием сто устанавливают на кольцевой выступ 2 высотойшириной 1 матрицы 1, помещенной в контейнер 3, подводят нажимное коль-ЭО цо 5, отбортовочный пуансон 4 и возпействием усилий Р и Р 2 осуществляют формообразование заготовки 6,получая деталь с Фланцем с внутреп -ним диаметром горловины 0 и высотойборта 8(фиг.1,21. В связи с тем,что боковая поверхность...
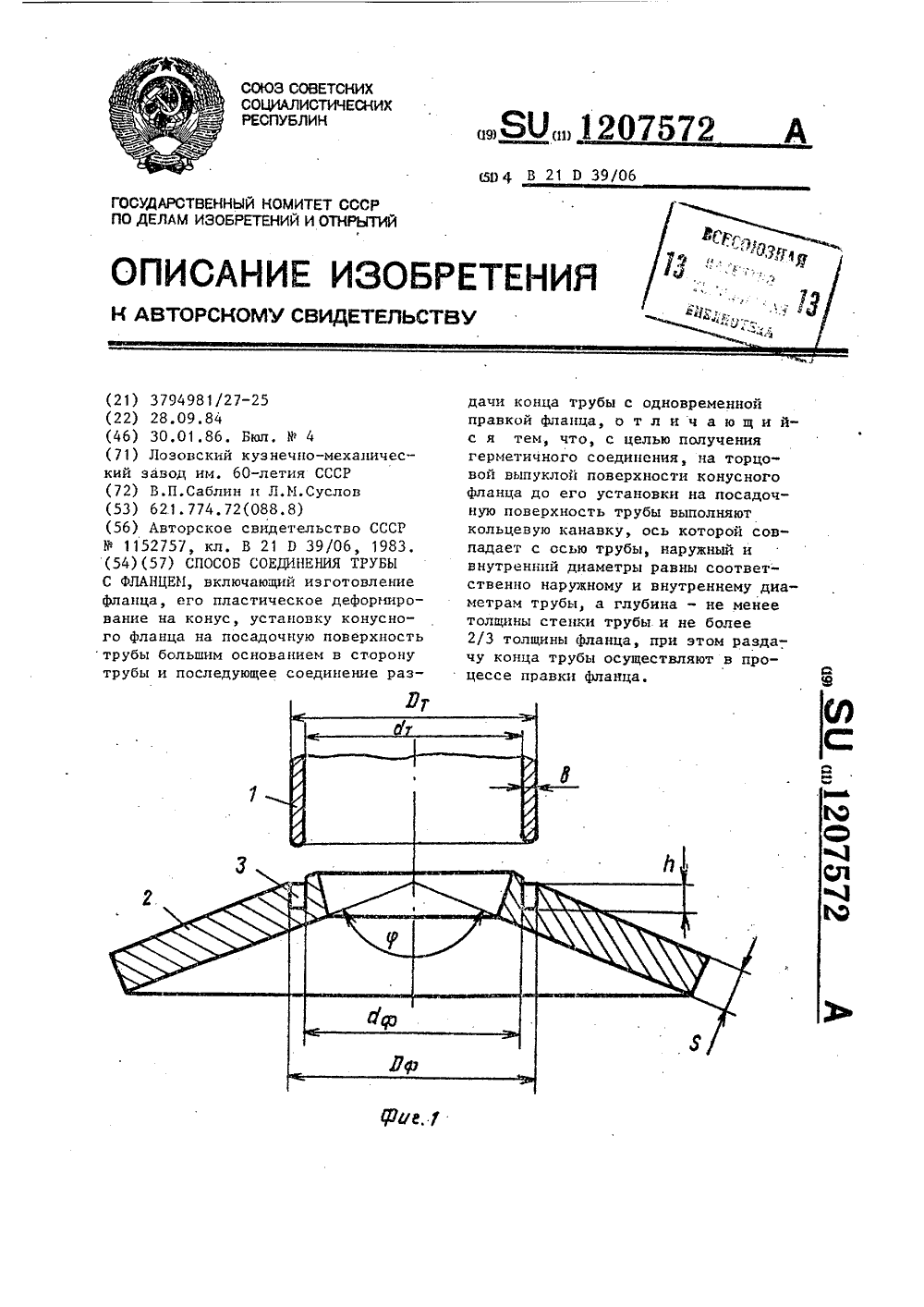
Способ соединения трубы с фланцем
Номер патента: 1207572
Опубликовано: 30.01.1986
МПК: B21D 39/06
Метки: соединения, трубы, фланцем
...правки фланца.оставитель И.Кехред А. Бойко актор О.Колесников Заказ 92 Тираж 783 ПодНИИПИ Государственного комитета СССРпо делам изобретений и открытий13035, Москва, Ж, Раушская наб д,сно илиал ППП "Патент", г,ужгород, ул.Проектн 1 12Изобретение относится к области машиностроения и может быть использовано во всех отраслях промышленности для изготовления труб и полых . валов с фланцами.Цель изобретения - обеспечение герметичного соединения труб.На фиг. 1 и 2 представлены эскизы технологических переходов по изготовлению трубы с фланцем.Способ изготовления трубы с фланцем осуществляется следующим образом,Любым способом, например горячей штамповкой в открытых штампах, изготавливают плоский фланец,Отверстие во Флайце 2 выполняют меньшим...
Устройство для обратного выдавливания полых изделий с фланцем

Номер патента: 1212675
Опубликовано: 23.02.1986
Авторы: Богоявленский, Елкин, Соколов
МПК: B21J 13/02
Метки: выдавливания, обратного, полых, фланцем
...корпуса 2.В радиальных отверстиях матрицы 4 выполненных на участке размещения кольцевой обоймы 7, располагаются толкатель 12 и фиксирующий кольцевую обойму толкатель 13, опирающиеся на размещенные в соосных с ними отверстияхв корпусе и подпружиненные большой14 и малой 15 пружинами фиксирующийматрицу палец 16 и палец 17 соответственно. Выталкиватель 18 предназначен для выпрессовки готовых деталей из зоны раскатки.Устройство работает следующимобразом.В крайнем верхнем положении матрицы 4 в ее полость на опору 5 помещают заготовку 6. На матрице 4 размещают кольцевую обойму 7, фиксируемую толкателем 13 таким образом,что ее секторный выступ 8 помещаетсяв секторном пазу на торце матрицы 4.На кольцевой обойме 7 размещают. коль"цо 9,...
Способ изготовления деталей с фланцем из трубчатой заготовки

Номер патента: 1214276
Опубликовано: 28.02.1986
МПК: B21D 19/02
Метки: заготовки, трубчатой, фланцем
...длины. В результате этого следующий этап дальнейшая формовка гофра с одновременным осаживанием материала до сплюшивания внутренних поверхностей трубной заготовкипроисходит с дополнительным наборомматериала по объему, доходящим до0,4-0,6) первоначального критического участка трубчатой заготовки,подвергаемого раздаче на первомучастке. Это и позволяет полнее использовать высокую пластичность материалов и достигнуть больший диаметр фланца детапи.На чертеже изображено завершениепервоначальной стадии - раздача заготовки в зоне образования фланца(слева 1 и начало завершающей стадиисплющивания заготовки в зоне образования фланца справа) .Полая трубчатая заготовка 1 ус"танавливается на штырь 2 и матрицу 3. При перемещении верхней частиштампа...
Способ обработки цилиндрической поверхности патрубка с наклонным фланцем

Номер патента: 1222421
Опубликовано: 07.04.1986
МПК: B23B 5/36
Метки: наклонным, патрубка, поверхности, фланцем, цилиндрической
...патрубка кфланцу, град 3подача, мм/об.1222421 х = г Бь.п 2%пй; лСоставитель А. Шаров Редактор И. Дербак Техред М.Моргентал Корректор Г. Решетник Тираж 1001 Заказ 1647/11 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Изобретение относится к металлообработке.Цель изобретения - упрощение способа и повышение производительности.Цель достигается за счет того, что перемещение инструмента и патрубка осуществляют в плоскости, параллельной плоскости фланца. Это обеспечивает простое и надежное базирование патрубка на плоскости фланца, позволяет увеличить скорость относительного перемещения патрубка и инструмента за счет...
Способ изготовления трубчатых деталей с фланцем и устройство для его осуществления

Номер патента: 1225648
Опубликовано: 23.04.1986
МПК: B21C 37/29
Метки: трубчатых, фланцем
...трубчатой заготовки. Далее деформируемая часть эаготов 40 ки соударяется с режущей кромкой иразрезается на две части. Затем окончательно оформляются фланцы обеихдеталей,Изменившееся напряженно-деформированное состояние описывается другимиформулами. Для них величину деформации после разрезки Ь Н определяютпо формуле ЬН =Н-Г (фиг. 1),10 дНЕ,с ЬН=э(1 )2 с где, , Е главные линейчатые деформации, возникающиена втором этапе деформирования (после разрезки);радиус середины толщины стенки заготовки;окончательная толщинафланца. 20 25 ФЕ,=Е,Е,г г кЕ =6+з з з СЕ, - с ),40 деи Н= с.- агсоз где Ыполовина централобразованного дути, соединяющейку кольцевого нопроточки;радиус дуги, прорез режущую кромпроточки,ого уг ои окружно ежущую кро кр одящей чеу и...
Способ изготовления полых осесимметричных изделий с фланцем

Номер патента: 1225657
Опубликовано: 23.04.1986
Метки: осесимметричных, полых, фланцем
...а ЬЬ = Са К Ки =90 ПО ПОСтрОЕНИЮ. ЗначитсаЬЬ = сК К, т.е. имеем два треугольника с равными углами, Но толщины стенок цилиндрической и конической частей заготовки одинаковы, поэтому а Ь =ак 0-Й . Отсюда2можно утверждать, что а а ЬЬ = й а К К, Учитывая, что й а ЬЬ и д а К ки имеют общий угол 6 и вершины соответствующих углов противолежат одна другой можно заключить, что линия является осью симметрии четырехугольника акиКЬ, а отсюда следует, что линия ак делит угол о пополам. В данном случае линия ак характеризует наклон плоскости сопряжения конической и цилиндрической частей заготовок, т,е. определяет поло 31 жение указанной плоскости по отношению к углу конуса. Если наружная линия перегиба образующих конуса и цилиндра лежит н...
Устройство для групповой сборки деталей преимущественно в виде стержня с фланцем с деталями в виде диска с отверстиями

Номер патента: 1233309
Опубликовано: 23.05.1986
Автор: Мякинченко
МПК: H01L 21/00, H05K 13/02
Метки: виде, групповой, деталями, диска, отверстиями, преимущественно, сборки, стержня, фланцем
...деталей, содержащая раму 21, установленную в шариковых направляющих 22, на раме установ.лены две траверсы 23 с четырьмя отверстиями 24 под стыковочные штыри19 заслонок.В открытом положении заслонок.подвижная опора фиксируется относительно виброоснования регулируемымупором 25 и защелкой 26, в закрытом - регулируемом упором 27 и защелкой 28.Ход подвижнои опоры относительновиброоснования равен расстоянию 1между осями Й и Р проема профильныхотверстий 12 заслонок.Для размещения деталей в видедиска с отверстиями, например стеклотаблеток 29, на выводах 30 предназначена кассета 31, в которой233309 4ствуют (с допуском+0,03 мм) координа- там отверстий 32 в кассете 3. Устройство содержит также вибропрйвод виброоснования 1 (не показан)....
Штамп для вытяжки деталей с фланцем

Номер патента: 1250357
Опубликовано: 15.08.1986
Авторы: Краснопольский, Ястровская
МПК: B21D 22/06
Метки: вытяжки, фланцем, штамп
...квадратного или прямоугольного сечения для размещения тяг 5.Ползушки 10 выполнены с выступами 19, направленными в сторону промежуточной плиты 13, а на внутренние стенки указанных выступов и внутренние стенки отверстий 18 ползушек 10 выполнены с одинаково направленными клиновыми скосами 20 и 21, выполненными под несамотормозящимися углами у, и Ы., взаимодействующими соответственно с клиновыми скосами 14 и 6 промежуточной плиты 13 и тяг 5. Величина углаВ меньше 45, а величина угла находится в пределах 45 - 60.На промежуточной плите 13 по обеим стооонам от матрицы 15 устанавливаются ограничители 22, высота головки 23 которых равна толщине заготовки, а на нижней плите г по оси давления штампа с целью исключения упругих деформаций...
Устройство для штамповки деталей типа стакан с фланцем

Номер патента: 1263405
Опубликовано: 15.10.1986
Автор: Альперович
МПК: B21D 37/12
Метки: стакан, типа, фланцем, штамповки
...1, закрепленную на опорной 0плите 2 дополнительную опору 8, при этомна контрпуансоне 6 выполнен сочлененныйс дополнительной опорой бурт 9, контрпуансон 6 выполнен длиной, превышающей обгцую длину подвижной опоры 4 и основания 5,а формующий пуансон выполнен с внутренней конической поверхностью с угломнаклона образующей 1, равным углу наклона1 г оси сферодвижного механизма 7.Матрица 3 закреплена на плите. 2 прижимным кольцом 1 О и болтами 11, внутриоснования 5 размещены выталкиватели 12,а внутри плиты 2 - толкатель 13. Устройство работает следующим образом.В исходном положении заготовку 14 укладывают на контрпуансон 6. Пуансонопускается вниз и обкатывается по фланцевой части заготовки 14, намечая полость стакана 15. В этот момент усилие...
Устройство для изготовления полых деталей с фланцем

Номер патента: 1265006
Опубликовано: 23.10.1986
МПК: B21D 26/02
Метки: полых, фланцем
...вставкой 12 и режущей кромкой 11выступа 10 матрицы 4 в этот моментотсутствует, а пуансон 2 одновременно создает усилие на поверхностьЬ вставки 12 и прижимает ее к.втулке3. Вытяжка прекращается при соприкосновении вытянутой части заготовки 16 с режущей кромкой 9, после чего начинается процесс пробивки отверстия. В этот же момент коническая поверхность с вставки 12 поддействием пуансона 2 перемещается кстенке контейнера 1 по коническойповерхности д втулки 3, создавая зазор между вставкой 12 и режущейкромкой 11, и начинается обрезкаФланца 17 вытягиваемой детали 19.После пробивки отверстия при дальнейшем перемещении пуансона 2 осуществляется отбортовка. При этом торец борта перемещается по поверх"ности а, которая осуществляет под-пор,...
Способ вытяжки полых деталей с фланцем

Номер патента: 1266605
Опубликовано: 30.10.1986
МПК: B21D 22/10
Метки: вытяжки, полых, фланцем
...у Редактор М. ТовтЗаказ 5699/7 Корректор Подписное ета СССР крытий на 6., д. 4 л. Проектн. М аксимишинец ВНИИПИ по 113035, М илиал ПППИзобретение относится к листовой штамповке, в частности к способам штамповки эластичными средами,Цель изобретения - повышение качества деталей путем уменьшения неравномерности.На фиг. 1 показана схема процесса; на фиг. 2 - неравномерно вытянутый фланец заготовки и технологической прокладки; на фиг. 3 - схема разворота технологической прокладки относительно заготовки.Плоскую заготовку 1 и технологическую прокладку 2 укладывают на жесткую матрицу 3, При рабочем ходе пресса контейнер 4 с эластичным пуансоном 5 опускается и эластичный пуансон 5 воздействует на технологическую прокладку 2 и заготовку 1,...
Способ изготовления разрезных втулок с фланцем

Номер патента: 1269883
Опубликовано: 15.11.1986
Авторы: Добровольский, Сизов, Сизова, Сухов, Ульянченко
МПК: B21D 19/08
Метки: втулок, разрезных, фланцем
...наотбортовываемую часть заготовки,при этом жесткая фиксация выступовпредотвращает раскрытие стыка нафланце. Одновременно пуансон 9 воздействует на эластичный пуансон 8,который, сжимаясь, поддавливаниемизнутри предотвращает возможное искажение формы и размеров откалиброванной цилиндрической части втулкив момент отбортовки фланца, Усилиепадданлинация регулируется диаметром отверстия пуансона 9, н которое выходит избыток эластичного пуансона 8 при ега сжатии, а также упругостью эластичного пуансона. Сдвиг рабочего слоя на цилиндрическом участке втулки исключен, поскольку эластичный пуансон воздействует нормально к его поверхности,П р и м е р. Втулку с фланцем по ОСТ 1 10289-78 с внутренним диаметром д = 120 дз мм; наружным диаметром Р =...
Устройство для сборки под сварку балки с фланцем

Номер патента: 1281366
Опубликовано: 07.01.1987
Автор: Михайлюк
МПК: B23K 37/04
Метки: балки, сборки, сварку, фланцем
...Подвижная плита 12снабжена центрирующими штырями 13для Фланца 5, расположенными соответственно отверстиям, выполненным внаклонной плите 8.Подвижная плита 12 соединена сприводом 14 узла захвата, Узел захвата содержит коромысло 15 связанное вилкой 16 со штоком 17 привода 14На коромысле 15 закреплены с возможностью поворота эажимные рычаги18, В рычагах 18 выполнены пазы 19,с помощью которых они взаимодействуют с пальцами 20, установленнымина наклонной плите 8,Устройство работает следующимобразом,Балка 3; подлежащая сборке, устанавливается в узел 2 фиксации,Затем на выдвинутые из наклоннойплиты 8 центрирующие штыри 13 устанавливается привариваемый Фланец 5,При этом зажимные рычаги 18 расжаты.При включении привода 14 узла захвата его шток...
Способ изготовления деталей с фланцем из трубчатой заготовки

Номер патента: 1296267
Опубликовано: 15.03.1987
Авторы: Лобанов, Манжелевский, Пономаренко, Слыш
МПК: B21D 41/00
Метки: заготовки, трубчатой, фланцем
...трубчатую заготовку 9 устанавливают в нижнюю полуматрицу 1 с зак 20 репленным на ней ножом 5. На нижнюю полуматрицу 1 устанавливают верхнюю полу- матрицу 2 с образованием кольцевой полости, Внутрь заготовки 9 помещают эластичную среду 4, Под действием пуансона 3 эластичная среда 4 передает давление на внутреннюю поверхность заготовки, в результате чего в заготовке 9 формуется наружный кольцевой гофр диаметром д, равным 0,7 - 0,85 диаметра Р фланца готовой детали 10. При диаметре гофра менее 0,7 диаметра фланца готовой детали 10 образуются складки в процессе осадки гофра, а при диаметре гофра более 0,85 диаметра фланца готовой детали 10 работоспособность эластичной среды 4 снижается, что приводит к необходимости частой замены...
Штамп для вытяжки ступенчатых деталей с фланцем

Номер патента: 1303218
Опубликовано: 15.04.1987
Автор: Ярцев
МПК: B21D 22/02, B21D 37/08
Метки: вытяжки, ступенчатых, фланцем, штамп
...на матрицу 3. Наружный ползун пресса опускается и.зажимает заготовку между матрицей 3 и прижимом 2. При дальнейшем ходе пресса внутренний ползун опускает пуансон 1, который заходит в дополнительную матрицу 6, производя вытяжку меньшего диаметра на определенную глубину. На первой фиг. 3) стадии штамповки дополнительная матрица 6 остается неподвижной, так как давления в подпоршневой полости 10 не достаточно, чтобы приподнять золотник 7, преодолевая усилие пружины 12, передаваемое через рычаг 13 и клин 14. При дальнейшем опускании пуансона 1 в момент касания большим диаметром пуансона 1 дополнительной матрицы 6 резко возрастает давление в подпоршневой полости 10, которое через канал 9 и чувствительную камеру 8 моментально перемещает...
Заготовка для получения крутоизогнутого патрубка с фланцем

Номер патента: 1311805
Опубликовано: 23.05.1987
Авторы: Задурний, Свешников, Фомин
МПК: B21C 23/12, B21C 37/28
Метки: заготовка, крутоизогнутого, патрубка, фланцем
...геометрических размеров детали и величины захода меньшего диаметра заготовки в криволинейную часть матрицы (фиг. 4 и 5). Решая треугольник ОВА (фиг. 5), нахо- дим я - Л =;йгу - Иг;5откуда ба=уев Рг - Не, где Л 1 - глубина проточки; Я - наружный радиус изгиба заготовки; Н - максимальная высота проточки заготовки на меньшем диаметре (выби рается конструктивно в зависимости от оптимальной величишд захода заготовки в криволинейную часть матрицы).1 ля исключения возможности появлениясил трения в зоне торца заготовки при прессовании к расчетному значению Л 1 необхо димо прибавить величину Л = 0,1 0,3 мм (величина 2 определена экспериментально).Тогда Л 1 = Й - ф- - Н- + 7.Величина скобы 5 по торцу заготовкирассчитывается по общеизвестным...