Патенты с меткой «фланцем»
Способ изготовления деталей с фланцем

Номер патента: 1611514
Опубликовано: 07.12.1990
Авторы: Галкин, Гожий, Карманов, Кривда
МПК: B21D 37/00
Метки: фланцем
...минимальны и благоприятны. Для окончательного изготовления детали корпуса мощного полупроводникового прибора (диода или тиристора) тонкий фланец детали 8, имеющий толшину 112 = 0,5 мм, подвергают формовке как листовой материал, для получения термокомпенсируюшей канавки окончательного изделия 9 (фиг. 5).Для уменьшения сил трения между обкатываюшим инструментом и фланцевой чазЬ- высота бурта;д и дз - внутренний и наружный диаметры тонкого фланца;Ь 2 - толщина фланца.Из указанных величин д 1, дз, Ь определяются из размеров готовой детали, Ь 1 определяется расположением фланца на стержневой части детали, д 2 определяется из условия постоянства объема бурта и фланца и равенЦ 2= 2 61.2 1 21При осуществлении штамповки обкатываюгцим...
Способ центробежной отливки заготовок с внутренним фланцем

Номер патента: 1625583
Опубликовано: 07.02.1991
Авторы: Александров, Гришенков, Доброжанов, Зинченко, Мирзоян, Никольский, Попов, Семенов, Спасский, Тиняков
МПК: B22D 13/00
Метки: внутренним, заготовок, отливки, фланцем, центробежной
...и может бытьпри отливке заготовок с внуцем методом центробежногокальнай осью вращения.Цель изобретения - повышение качества заготовки за счет сокращения брака позасорам,На фиг.1 показано расположенковых включений при вращении фпостоянной скоростью К = 20; на фже, при К = 0,6; на фиг,3 - распопшлаковых включений при вращенисогласно предлагаемому способу,Сущность способа заключается в том,что изменение частоты вращения формы игравитационного коэффициента в заданныхг;ределах в сочетании с заданной скоростьюзаливки обеспечивает движение неметаллических включений в расплаве, формирующем разные части отливки (веотикальные собранную центробежпри вращеечивающей на наиболье более 0,1, дкага метал- рость подьвную 0,7 - 1,0 родных часалиВки...
Способ автоматической сварки углового соединения трубы с фланцем

Номер патента: 1627354
Опубликовано: 15.02.1991
Авторы: Дедов, Дроздов, Христенко
МПК: B23K 9/173
Метки: автоматической, сварки, соединения, трубы, углового, фланцем
...положения. Отсчет угла перемещения сварочной горелки производят от вертикальной оси в плоскости поперечного сечения трубы (сварного соединения) по направлению движения горелки.Форма сварного шва при сварке неповоротного соединения зависит от положения поверхности расплавленного металла сварочной ванны, величин и направления сил, действующих на нее (сила тяжести, газодинамическая сила электрической дуги, электромагнитная объемная сила, силы поверхностного натяжения, реакции твердых стенок).В различных пространственных положениях направление и величина этих сил меняются, при этом металл ванны в каждый момент сварки стремится занять положение динамического равновесия.Г 1 ри сварке в нижнем положении, когдасварочная горелка находится...
Способ изготовления полых деталей с внутренним фланцем

Номер патента: 1632598
Опубликовано: 07.03.1991
МПК: B21J 1/06
Метки: внутренним, полых, фланцем
...- повышениепроизводительности, увеличение коэффициента использования металла, повьшение качества изделий. Способ изготовления полых деталей с внутренним фланцем реализуется путем осадка трубчатой заготовки в торец. изакрытом штампе и с нагревом заготовки и матрицы до температур деформации. Процесс затекания металла заготовки во внутренний фланец интенсифицируется внутренним нагревом от индуктора высокой частоты, расположенного внутри трубчатой заготовки.1 ил. о рую заготовку 11 (фиг.1) уст в Формообразующую полость водят ее нагрев теплопровод нагревателя 4 и токами выоты дополнительным нагреДалее производят деформиубчатой заготовки пуансопри одновременном разогвысокой частоты внутрен- а 13 заготовки, заполняю,1632598 Составитель...
Способ изготовления полых осесимметричных изделий с фланцем

Номер патента: 1636089
Опубликовано: 23.03.1991
Авторы: Григорьев, Карачунский, Михайлов, Шингель
МПК: B21D 19/00
Метки: осесимметричных, полых, фланцем
...Юраничивают жесткими упорами (не показаны). Затем производят осевое перемещение выталкивателя 3, осуществляя отбортовку фланца на заготовке1. Осевое перемещение выталкивателя 353 ограничивают конечным выключателем(не показан)Затем пуансон 5 отводят в исходное положение и продолжаяосевое перемещение выталкивателя 3,выпрессовывают деталь 1 из матрицы 2. 40П р и м е р, Проводят штамповкудеталей втулка с фланцем из стальных .трубчатых заготовок диаметром 40 мм.Материал - сталь 1 О и сталь 20 с толщинойстенки 2 мм, Процесс осуществляют на гидравлическом прессе модели Д Б 2432, оснащенном сферодвижныммеханизмом СМ.Заготовку целикомпомещают в матрицу сс. зазором по диаметру 0,04 мм,50 9 4В процессе штамповки стенки заготовки обжимают между...
Способ получения трубчатых изделий с фланцем

Номер патента: 1637933
Опубликовано: 30.03.1991
МПК: B21K 21/08
Метки: трубчатых, фланцем
...с одновременной раздачей трубной части заготовки расширяющимся многосекционным пуансоном 5 при перемещении внутреннего пуансона 4 (в направлении движения пуансона 3 на первой стадии), взаимодействующего с расширяюное деформирующие кольцо 6, коаксиально 20установленные в нижней части штампа центральный шток 7, подпружиненное упрущимсямногосекционным пуансоном 5 и передающего через последний усилие деформирование трвердосплавному деформирующему кольцу 6, а также при одновременном перемещении обоймы 2, освобождающей матрицу 1, секции которой свободно расходятся под воздействием раздаваемой заготовки, Готовое изделие удаляется иэ штампа выталкивателем 10, связанным с толкателем пресса.На окончательном этапе деформирования путем согласования...
Инструмент для получения деталей с фланцем из цилиндрических заготовок торцовой прокаткой

Номер патента: 1639838
Опубликовано: 07.04.1991
Авторы: Босин, Вершинин, Сурков, Хомяков
МПК: B21D 37/12, B21H 1/02
Метки: заготовок, инструмент, прокаткой, торцовой, фланцем, цилиндрических
...углом к оси матрицы 1, Часть рабочей поверхности 4 матрицы 1, расположенная между боковыми поверхностями большей 5 и меньшей 6 ступеней, выполнена конической в соответствии с формой получаемой детали. Боковая поверхность меньшей ступени 6 выполнена конической с вершиной конуса, обращенной к пуансону, и углом при вершине, составляющим 0,6 - 1,0 угла наклона образующей конической поверхности 4 матрицы,Матрица 1 закреплена на поворотном основании 7 и оснащена выталкивателем 8.Инструмент работает следующим образомЦилиндрическую заготовку 9 устанавливают вертикально в матрице 1 на выталкиватель 8 и перемещают пуансон 3. Заготовка 9 под действием пуансона 3 поворачивается до контакта с конической рабочей поверхностью 4 матрицы 1.,...
Способ ротационной вытяжки полых деталей с фланцем

Номер патента: 1648601
Опубликовано: 15.05.1991
Авторы: Бакст, Кочетов, Могильный, Полянцева, Фрегер
МПК: B21D 22/14
Метки: вытяжки, полых, ротационной, фланцем
...конический участок 3 - 4 ит,д,После касания периферийной частиоболочки уступа оправки начинается процесс формообразования фланца. Движениедавильного инструмента при этом осуществляют только от периферии к дну (6-7), Затем давильный инструмент 2 перемещаютпо траектории 7 - 8 - 6. после этого - от периферии к дну 6-9) и т, д,На последующем переходе давильныйинструмент 2 перемещают по траектории6-11 и далее возвращают в исходное положение (11 - 9-11-6 - 11-9-7-5 - 3-1-12-13).При этом происходит проглаживание повсему контуру оболочки. За каждый последующий шаг вытяжки при формообразовании фланца происходит приращение угланаклона траектории движения инструментадо значения, например, уЪ О.П р и м е р. Деталь - кожух в формецилиндра...
Устройство для сборки трубы с фланцем

Номер патента: 1648707
Опубликовано: 15.05.1991
МПК: B23K 37/047
...22 и устанавливается по угловой шкале 4 на полученный расчетным путем угол относительно продольной оси основания 1, Перемещая каретку 6 по направляющей 2, основной поэиционер 8 устанавливают в расчетное положение по линейной шкале 3 и указателю 11.В зажимные кулачки 31 планшайбы 27 устанавливают фланец 32. Синхронно перемещаемые приводом (не показано) кулачки 30 сближаются, ориентируют фланец 32 таким образом, что его ось совпадает с осью планшайбы 29 и в таком положении зажимают его в планшайбе 29, Затем по угловой шкале 30 устанавливают планшайбу 29, а вместе с ней и фланец 32 в заданный расчетный угол разворота болтовых отверстий фланца 32.Один конец трубы 20, поддерживаемой цепными талями (не показано), устанавливается по...
Соединение волновода с фланцем

Номер патента: 1663645
Опубликовано: 15.07.1991
Авторы: Голубев, Козлов, Перегудов
МПК: H01P 1/04
Метки: волновода, соединение, фланцем
...контура отрезка 2 меньше диаметра внутренней поверхности дроссельной канавки 5 сохраняет паяный шов между фланцем 1 и отрезком 2 при изготовлении дроссельной канавки 5. Кроме того, скругление внешних поверхностей узких стенок делает их более тонкими только по углам, что повышает их прочность, особенно при малых размерах сечейия отрезка 2, т,е. повышает надежность соединения в миллиметровом диапазоне, 2 ил,стенок 3 отрезка 2 на толщину ф выполнена скругленной. Во флан полнено отверстие 4 под отрезок 2 зок 2 установлен в нем на толщину 1 и соединен с ним посредством паНа рабочей поверхности флан полнена дроссельная канавка 5, максимальный размер внешнего отрезка 2 меньше диаметра внутре верхности дроссельной канавки 5,Соединение...
Устройство для поштучной подачи предметов с фланцем

Номер патента: 1668097
Опубликовано: 07.08.1991
Автор: Пейсахов
Метки: подачи, поштучной, предметов, фланцем
...предметов в гнездо 9 захвата 4, а на выходе направляющей б имеется вырез 14, который совместно с нижним выступом 10 гнезда 9 образует окно для выдачи предметов 15. Загружаемые предметы 15 поступают в ячейки в термоформуемой пленке 16.Устройство работает следующим образом,В бункер 1 загружают цилиндрические предметы 15 с фланцами (шприцы), которые во время качания бункера 1 западают цилиндрической частью в продольные пазы 8 и удерживаются в них своими фланцами, Когда бункер 1 находится в своем верхнем положении, ориентированные в пазах 8 предметы поступают в подающие лотки 3 и перемещаются по ним под действием собственного веса к входу направляющих 6, где удерживаются от выпадения отсекателями 1. Когда захваты 4 занимают верхнее поло 5...
Способ штамповки полых изделий с наружным фланцем

Номер патента: 1669630
Опубликовано: 15.08.1991
Авторы: Карпов, Мозгунов, Поксеваткин
МПК: B21K 21/08
Метки: наружным, полых, фланцем, штамповки
...изделия (фиг, 2 В).По окончании процесса штамповки подвижная матрица 4 вместе с фланцем 6 пуансона 5 возвращается в исходноеположение посредством буртов направляющих колонок 7,Превышение на 20 - 40 объема металла при предварительном наборе постепенно утолщающегося фланца над объемомфланца изделия необходимо для созданияпротиводавления в основании фланцевойполости, обеспечивающего формированиефланца при различных формах и соотношениях размеров фланца и центральной частидетали,В основу выбора граничных значенийинтервала 20 - 40 положены результатыисследования кинематики течения металлапри осадке в щелевых штампах и при ковкена подкладных кольцах, соответствующейсхеме течения металла при окончательномформировании фланца по...
Способ изготовления деталей типа стаканов с фланцем

Номер патента: 1671395
Опубликовано: 23.08.1991
МПК: B21K 21/00
Метки: стаканов, типа, фланцем
...на фиг.З - угловые насечки на матрице,Полученную любым способом плоскую с отверстием цилиндрическую заготовку 1 подвергают предварительному формированию (фиг.1), образуя фланец и корпус стакана, Изменение формы донной части заготовки 1 происходит от выталкивателя 2, имеющего осевое перемещение, Окончательное формирование заготовки 1 производится в штампе совмещенного действия (фиг.2), в котором применяется матрица 3 с стойкость рабочего инструмента. Заготовку после предварительной формовки подвергают процессу одновременного деформирования с образованием корпуса стакана, донной части и радиуса под фланцем. Движением пуансона заготовку внедряют в угловые насечки матрицы, которые в рабочем процессе задерживают фланцевую часть на стадии...
Неразъемное соединение пластиковой оболочки с металлическим фланцем

Номер патента: 1686244
Опубликовано: 23.10.1991
Авторы: Никулин, Олейник, Рапопорт
МПК: F16L 13/00
Метки: металлическим, неразъемное, оболочки, пластиковой, соединение, фланцем
...радиусные канавки 3, расположенные с шагом меньшим двух радиусов, в которые уложены продольные армирующие нити или жгуты.4, Радиусные канавки 3 могут быть выполнены на фрезерном станке с числовым программным управлением, химическим фрезерованием или другим способом, В местах пересечения 5 радиусных канавок 3 острые кромки должны быть притуплены, Кроме тога, предлагаемое устройство может содержать армирукщие слои 6, выполненные намоткой в кольцевом направлении. Неразъемное соединение работает следующим образом. Эксплуатационная нагрузка в виде давления внутри оболочки 1 создает растягивающие усилия в осевом направлении. Этиусилия воспринимаются продольным арми 5 рующим материалом, который скреплен сфланцем 2 петлями, зацепляющимися за...
Способ изготовления полых деталей с фланцем

Номер патента: 1697935
Опубликовано: 15.12.1991
Авторы: Балон, Ясногородский
МПК: B21D 19/00
Метки: полых, фланцем
...порезки определяют иэ соотношения а= агс 19 Й, где- расстояние между центрами поперечных сечений трубчатой заготовки и зксцентрикового фланца, г - радиус трубчатой заготовки, Затем со стороны реза на каждой части трубчатой заготовки осуществляют формообразование зксцентриковогЬ фланца путем пластического деформирования, Способ позволяет снизить металлоемкость. 2 ил. заготовки 1 (фиг,1). При этом тей А(Б) содержит цилиндр 2 и участок реза 3, Участок р ется последующему формоо тем пластического дефо зксцентриковый фланец 4 (ф а = агст 9/г, где- расстояние между це ных сечений торца трубча зксцентрикового фланца,г - радиус трубчатой за П р и м е р. Иэ трубного обрезают групповую трубча имеющую наружный диам1697935 Т Составитель Е,...
Способ штамповки деталей в виде лепестка двойной кривизны с плоским фланцем

Номер патента: 1706752
Опубликовано: 23.01.1992
Авторы: Баранов, Волынцев-Шурин, Готовкин, Ефремов, Титов, Усольцев, Шпунькин
МПК: B21D 22/30
Метки: виде, двойной, кривизны, лепестка, плоским, фланцем, штамповки
...условная плоскость 1-1 пересекает лепесток 2 и фланец 3. Расположением условчой плоскости 1-1 на одинаковом расстоянии от концов а ио линии 4 обеспечивается одинаковая гл- бина Н 1 формовки.Затем полуфабрикат 11 с отформованными участками 7 и 8 подвергают операции вытяжки, в процессе которой осуществляют формообразование на глубину Н остальной поверхности лепестка 2, расположенной по другую сторону условной плоскости 1-1, Зажим заготовки при вытяжке производят за Фланец 3, отформованные участки 7 и 8 и припуск 12 вокруг лепестка. Зажим эа предварительно отформованные участки 7 и 8 осуществляют для предот-З 0 вращения перетекания металла из эоны фланца 3 в зону лепестка 2, что может привести к ухудшению качества поверхности Фланца,...
Способ изготовления полых деталей с внутренним фланцем

Номер патента: 1706771
Опубликовано: 23.01.1992
МПК: B21J 1/06
Метки: внутренним, полых, фланцем
...совмещаются. После этого осуществляют двухсторонний нагрев эа 17067711 О готовки до температуры деформации:снаружи - путем теплоперецачи от горячей матрицы 3, изнутри - индукционными токами высокой частоты индукционного нагревателя 9. Одновременно с этим осуществляют деформирование заготовки, воздействуя наее торец пуансоном 6, При этом взазор между пуансонами 6 и 7 выдавливается фланец 15, В процессе деформации горизонтальная плоскостьсимметрии образующегося фланца смещается вдоль оси, Для сохранениясовмещения этой плоскости с горизонтальной плоскостью симметрии катушки инцуктора последняя перемеща"ется также вдоль оси со скоростью0,5 скорости пуансона б,П р и м е р. Изготавливали полуюдеталь с наружным диаметром 300 мм,толщиной...
Устройство для изготовления полых изделий с внутренним фланцем

Номер патента: 1706772
Опубликовано: 23.01.1992
Авторы: Пшенишнюк, Стеблюк, Сушко
МПК: B21D 37/16, B21J 1/06
Метки: внутренним, полых, фланцем
...пружин 13и 16 составляет величину, равную 1,9,Устройство работает следующим образом,Трубчатую заготовку 17 устанавливают в нагретую до температуры деформации нагревателем 4 матрицу 3на выталкиватель 8 и прижимают ее квыталкивателю 8 подвижным пуансоном6 путем перемещения вниз подвижнойплиты 1. 8 момент окончания фиксацнизаготовки 17 в устройстве толкатель14 узла смещения дополнительного нагревателя 10 соприкасается с базовойвставкой 9, при этом 1 ополнительныйнагреватель 10 находится в положение,при котором ось его симметрии совмещенэ с осью 18 симметрии формообразующей полости 19, образованной рабочими торцовыми поверхностями 20кольцевых пуансонов Ь и 7 и рабочейповерхностью матрицы 3. атем осуществляют двухсторонний нагрев заготовки...
Способ изготовления полых осесимметричных изделий с фланцем

Номер патента: 1722655
Опубликовано: 30.03.1992
Авторы: Апостолов, Бухбиндер, Коковихин, Никулин, Рудасев
МПК: B21D 22/20
Метки: осесимметричных, полых, фланцем
...не требуется обратный пересчет.Величину припуска определяют по формулеО +А 1+ 230Озг=ЧРоА(10,25 А) Омни (5) Предлагаемый способ изготовления полых осесимметричных изделий с фланцем испытывается при штамповке цилиндрических стаканов с фланцем из тонколистовых 35 сталей на испытательной машине 140-12 Ур -Использование свойств тонколистового материала заключается в том, что расчеты производятся по наружным размерам детали, в более общем случае расчеты следует 40 производить по размерам срединной поверхности, которые для тонколистовых материалов. мало отличаются от наружных размеров деталей.Для образца, изготовленного из стали 45 08 ГСЮТ толщиной Я = 1,0 мм, по расчетам получают Омакс = 108,0 мм и Омин = 106,8 мм. Тогда д О = 1,2 мм и А = =...
Штамп для вытяжки кузовных панелей с фланцем

Номер патента: 1731358
Опубликовано: 07.05.1992
Авторы: Воинов, Климычев, Кутырев
МПК: B21D 22/20
Метки: вытяжки, кузовных, панелей, фланцем, штамп
...регу 10 лировки его вертикального перемещения,Узел регулировки состоит из ходового винта5, содержащего хвостовик, цилиндрическуюпосадочную часть и резьбовую часть, и гайки 6, образующей с винтом 5 резьбовую15 пару, На цилиндрической части винта 5 установлен клин 7, взаимодействующий одним торцом с.буртом винта 5, а другимторцом - со стопорной шайбой 8, установленной в проточке ходового винта 5, Клин 720 составляет с верхней торцевой поверхностью ребра 4 клиновую пару с самотормозящим углом. Нижний рабочий торец ребра 4имеет Ч-образное поперечное сечение с неравными гранями и скругленной вершиной.25 Ребро установлено так, что его вершинасмещена в сторону периферии матрицы, апроекция короткой грани пересекает линиюокончательной обрезки...
Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок

Номер патента: 1731400
Опубликовано: 07.05.1992
Авторы: Пшенишнюк, Стеблюк, Сушко
МПК: B21J 5/08, B21K 1/04, B21K 21/08 ...
Метки: внутренним, заготовок, полых, трубчатых, фланцем
...4, охватывающее центральный шток 2, твердосплавное деформирующее кольцо 5,. опирающееся на подпружиненное кольцо 4, секционную матрицу 6, обойму 7, выталкиватель 8, наружный деформирующий пуансон 9, внутренний пуансон 10, установленный с возможностью взаимодействия с охватывающим верхнюю часть центрального штока 2 и опирающимся на твердосплавное деформирующее кольцо 5 многосекционным пунсоном 11, каждая секция которого установлена с возможностью возвратно-поступательного радиального перемещения, дополнительный многосек-, ционный пуансон 12 и дополнительное твердосплавное деформирующее кольцо 13, охватывающие подпружиненное кольцо 4, Секции многосекционных пуансонов 11 и 12 соединены пружинными кольцами 14, Дополнительный многосекционный...
Установка для сварки трубчатого изделия с фланцем

Номер патента: 1731556
Опубликовано: 07.05.1992
МПК: B23K 37/00
Метки: изделия, сварки, трубчатого, фланцем
...роликами в каретках: на фиг. 3 - разрез А-А на фиг 1: на фиг, 4 - вид Б на фиг, 2; фиг, 5 - разрез В-В на фиг, 4,Установка для сварки трубчатого изделия с фланцем состоит из рольганга 1, зоны 2 сварки, состоящей из корпуса 3, верхней 4 и нижней 5 траверс. на которых крепятся каретки 6 с центрирующими роликами 7. каретка 8 с центрирующими роликами 7 и кронштейном 9.Рольганг 1 состоит из корпуса 10, на котором установлены сверху подающие ролики 11 и сбоку упоры 12,Корпус 3 состоит из основания 13. опорных стоек 14, на которых закреплены в опорах 15 направляющие колонки 16, по которым перемещаются траверсы 4 и 5 от винта 17, имеющего правую и левую резьбу. установленного в опорах 15. Опорные стойки 14 между собой связаны верхней пере-...
Способ изготовления кольцевых поковок со ступицей и фланцем

Номер патента: 1734913
Опубликовано: 23.05.1992
Авторы: Дьяков, Кожевников, Пролубникова
МПК: B21J 5/00
Метки: кольцевых, поковок, ступицей, фланцем
...основания отверстия; Н - высота поковки; 20 Ь, Ь, - высота верхней и нижней наметки; Он - диаметр нижней наметки со стороны фланца полуфабриката. Ос - диаметр(наружный) ступицы; Оф - диаметр фланца;а, ф - углы наклона ступицы в полуфабрикате и 25 готовой поковке; 1+1 г =- длина фланца волнообразной формы полуфабриката, равная длине фланца готовой поковки; К - участок внутренней поверхности со стороны нижней наметки, 30Приведенные количественные интервалы диаметра наметки со стороны фланца и угол наклона ступицы в полуфабрикате обусловлены следующими данными, полученными в процессе проведения опытной 35 штамповки.Уменьшение диаметра наметки Он полуфабриката со стороны фланца без изменения ее высоты Ьн приводит к снижению стойкости...
Способ изготовления полых деталей с фланцем

Номер патента: 1738429
Опубликовано: 07.06.1992
МПК: B21D 19/00
Метки: полых, фланцем
...0,30,5 мм, сплющивание его. Затем припуск обрезают.Таким образом, качество поверхности цилиндрической образующей фланца и точность его геометрических размеров обеспечены при выполнении основных технологических операций, Механической обработке подвергалась незначительная толщина фланца, составляющая 0,30,5 мм, соответствующая толщине припуска,Способ иллюстрируется на примере изготовления скороварки, фланец корпуса которой имеет сложную геометрическую форму и соединяется с крышкой скороварки с помощью байонетного замка.Заданные характеристики скороварки: шероховатость фланца и поверхности разделения образующей его Ве = 0,80. Геометрические размеры конструктивных элементов - радиусов закруглений должны составлять: В 1 = 3 мм: В 2 = 3 мм;...
Способ изготовления полых изделий с фланцем

Номер патента: 1750799
Опубликовано: 30.07.1992
Автор: Конарев
МПК: B21D 22/24
Метки: полых, фланцем
...фланца и осадкой кольцевого ребра, кольцевое ребро получают конической формы путем приложения к защемленному участку фланца деформирующего усилия, направленного в сторону дна полого полуфабриката,Конический фланец с защемленной периферией придает дополнительную продольную устойчивость стенке полуфабриката, что позволяет увеличить заталкивающее усилие, а в момент его правки предотвращает перераспределение материала во фланец. Все это приводит к уменьшению величины растягиваащего напряжения в стенке изготавлйваемого изделия, что уменьшает утонение в опасном сечении,На,фиг.,1 показана схема формовки фланца полуфабриката в обратный конус в штампе для вытяжки, продольный разрез; на фиг. 2 - вытяжка иэделия в штампе, продольный разрез;...
Способ штамповки кузовных панелей с фланцем

Номер патента: 1754277
Опубликовано: 15.08.1992
Авторы: Климычев, Кутырев, Михаленко
МПК: B21D 22/02
Метки: кузовных, панелей, фланцем, штамповки
...операций предварительной обрезки и правки,Способ реализуется следующим образом,Листовую заготовку 1 помещают на поверхность матрицы 2 и при ходе наружного ползуна пресса двойного действия вниз прижимают прижимом 3 с формовкой вдоль проема матрицы выступом 4 (фиг, 1) технологических наборов 5, при этом необходимая длина образующей каждого изтехнологических наборов в поперечном сеченииопределяется из соотношения: о180 О где Х 1 и Х 2 - соответственно величина прямолинейного участка стенки детали и дуги дна детали после операций предварительной обрезки и правки;Й и г - соответственно радиус между стенкой и фланцем детали после операций предварительной обрезки и правки;а 1 и а 2 - соответственно центральный угол между стейкой и флан цем...
Устройство для штамповки стержневых изделий с развитым в плане фланцем

Номер патента: 1761367
Опубликовано: 15.09.1992
Авторы: Гильманов, Гордий, Корякин, Сурков, Чистяков
МПК: B21J 13/02
Метки: плане, развитым, стержневых, фланцем, штамповки
...Ь, определяемой из зависимости Ь) Ь эпЯ-Е едр, где Ь - высота ка.навки матрицы; Я - угол наклона образующей конуса к его основанию 1 Е - величина зазора между матрицей и выталкивателем. Величина угла на" клона обраэуоцей конуса к его основа" нию /3 определяется экспериментально 25 и составляет 20-40 в зависимости от предела текучести металла.Опробование способа проводили на прессе с качающимся пуансоном (сферодвижная штамповка). Заготовку из 30 стали 12 Х 18 Н 10 Т диаметром 30 мм и длиной б 8 мм предварительно осаживали до диаметра 50 мм. Заготовку устанавливали в матрицу, в которой вы" полнена радиальная канавка овальной Формы.Канавка выполнялась глубиной 0,4 мм (равной ЕЕ, где Е=0,2) и шириной - 1,5 мм. На торце выталкивателя...
Способ изготовления полых деталей с внутренним фланцем
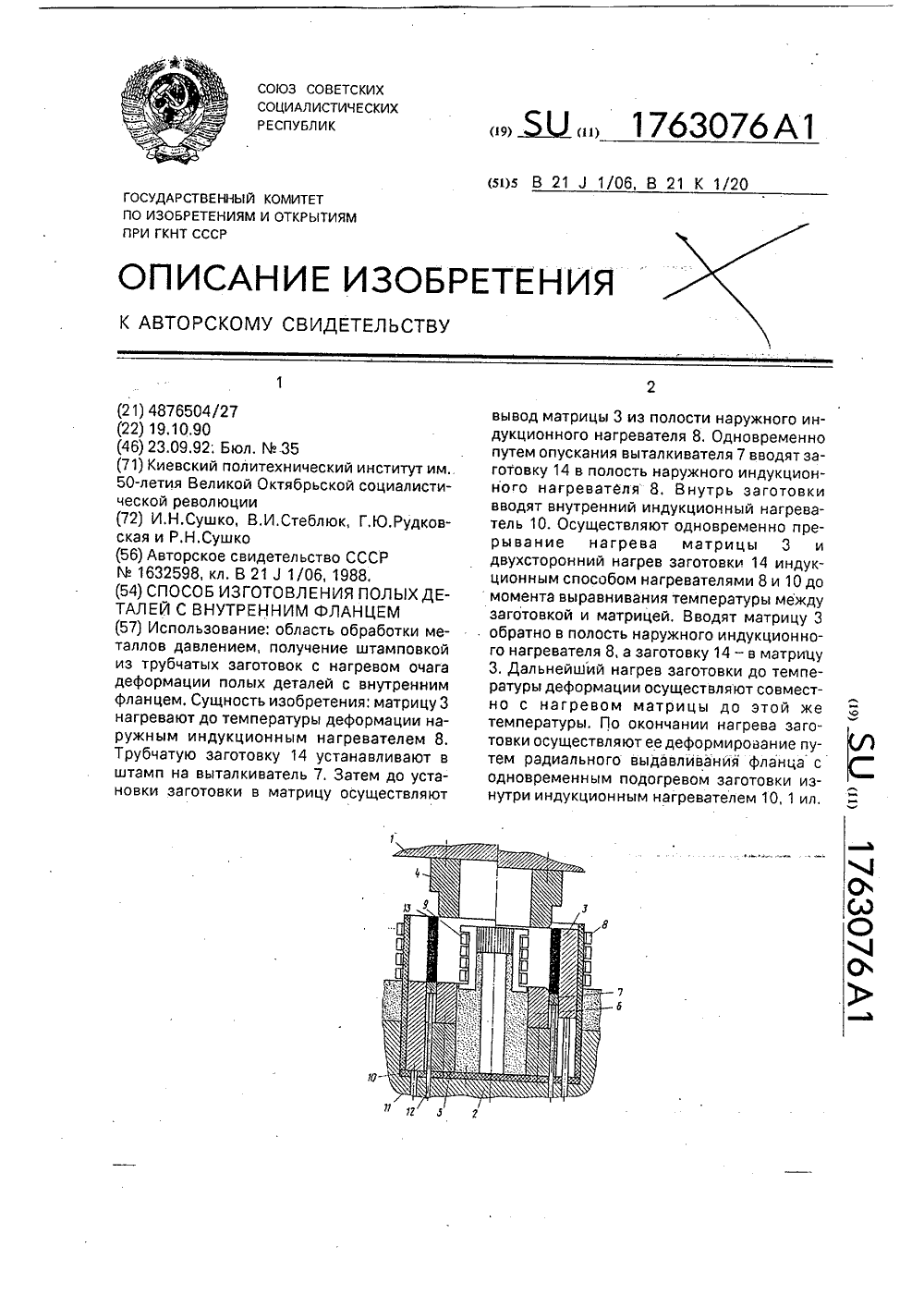
Номер патента: 1763076
Опубликовано: 23.09.1992
Авторы: Рудковская, Стеблюк, Сушко
Метки: внутренним, полых, фланцем
...заготовки в матрицу, двухсторонний нагрев заготовки до температуры деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от внутреннего индуктора и выдержки в контакте ее наружной поверхности с поврхностью матрицы, предварительно до установки заготовки в матрицу осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей с одновременным отключением нагрева матрицы до момента выравнивания температур заготовки и матрицы, а последующий нагрев заготовки до температуры деформации и матрицы ведут совместно.Штамп для осуществления способа содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, матрицу 3, закрепленные на соответствующих плитах верхний 4 и установленный на...
Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления

Номер патента: 1766565
Опубликовано: 07.10.1992
Авторы: Рудковская, Сушко, Штакун
МПК: B21J 1/06
Метки: внутренним, заготовок, полых, трубчатых, фланцем
...упомянутого положения);С - расстояние от торцевой поверхности матрицы, установленной в положении, соответствующем началу деформирования, до магнитопровода внутреннего индукционного нагревателя. (Св, Сн - расстояния соответственно от верхней и нижней торцевых поверхностей матрицы до упомянутого магнитопровода);Пд, Бд - ширина паза и башмака магнитопровода внутреннего индукционного нагревателя;Таким образом:Ам=Аосв+ АоснАосв Сн+ Бд+ 0,1 Пд;АоснСв+ Бд+ 0,1 Пд;По окончании нагрева заготовки дотем пературы деформации осуществляют ее деформирование с одновременным подогревом изнутри нагревателем 8, Готовое изделие удаляют из штампа выталкивателем 9.П р и м е р. Производят штамповку кольцевой детали с внутренним фланцем из трубчатой заготовки...
Способ изготовления капсюльных латунных оболочек с фланцем

Номер патента: 1784403
Опубликовано: 30.12.1992
Авторы: Давыденко, Дербичева, Петров, Рубцов
МПК: B21K 21/04
Метки: капсюльных, латунных, оболочек, фланцем
...что при калибровке нэ одном иэ 25 ходной толщиныдна или перемычки.них оформляют наметку и формируат на .:, На фиг 1 даны варианты йсполнения нем технологическйй фланец, при обратном: оболочек КВ с фланцем; а - оболочка с флан;. вцдэвливайии верхней половийы полуфарс-. цем без перемычки, с плоским дном, полриката фланец подрезают, а при прямом уиеннаяхолодным обратным выдавливании нижней половины йолуфаб выдавливанием с последующей закрытой рикатае оотреэают.;" .::,осадкойфланца;б-оболочкасфланцембезОднако прототип по сравненйю с пред-: . пеРемычки с фигурным дном, полученная ; лагаемым способом имеет существенные-холодным выдавливанием с последующей , йедостатки, а именно: не обеспечивает тол- закрытой осадкой фланца и фигурной фор...