Патенты опубликованные 23.07.1992
Отводящий рольганг листопрокатного стана

Номер патента: 1748896
Опубликовано: 23.07.1992
Авторы: Давильбеков, Ескулов, Клементьев, Коленов, Косыгин, Курапов, Чирцова
МПК: B21B 39/00
Метки: листопрокатного, отводящий, рольганг, стана
...достигается увеличениемдиаметра части роликов, или применением в качестве выступающих роликов того же диаметра, что и остальные, и приподнятых, например, применением прокладок под буксы подшипников и привод ролика, Также выаеуказанная цель достигается тем, что по меньшей мере одна пара секций рамывыполнена с разновысокими смежными сторонами, Это обеспечивает возможность обойтись беэ изготовления новых деталей, а также повышает плавность перемещения начала и конца полосы от последней клети до тянущих роликов моталки. Применение роликов большего диаметра позволяет выполнить зти ролики усиленными и позволя.ет повторно использовать их после изнашивания до размера остальных до полного разрушения, При применении.приподнятых роликов того...
Устройство для охлаждения проката при двухниточной прокатке

Номер патента: 1748897
Опубликовано: 23.07.1992
Авторы: Ахмеджанов, Благинина, Дроздов, Карасик, Морозов, Рожко, Соболевский, Толоконников, Яценко
МПК: B21B 45/02, C21D 1/02
Метки: двухниточной, охлаждения, проката, прокатке
...стана 1, летучие ножницы 2, секция охлаждения 3 с узлом высокого давления И форсунками 4, с замкнутой полостью 5, разъемом осевой камеры 6 и соплом.П р и м е р конкретного выполнения. Две нити стержневого проката после выхода из чистовой клети 1 и порезки на летучих ножницах 2 поступают в секции охлаждения 3,21 В 45/02, С 21 О 1/02 ЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА ПРИ ДВУХНИТОЧНОЙ ПРОКАТКЕ(57) Сущность изобретения: устройство состоит из секций 3, в каждой из которых после форсунок 4 параллельно размещены две камеры охлаждения. Секция охлаждения снабжена замкнутой камерой 6, в которой на расстоянии 3-12 диаметров камеры охлаждения от ее начала размещены разъемы, образующие сопла. Наличие замкнутой камеры позволяет выравнять давление в...
Способ производства угловых профилей

Номер патента: 1748898
Опубликовано: 23.07.1992
Авторы: Андрейчук, Вакула, Верчиков, Гавриленко, Дорофеева, Екенин, Загребельный, Руденко
МПК: B21B 45/02
Метки: производства, профилей, угловых
...температурных деформаций тонкостенных проФилей.Например, для углового профиля50 х 50 х 5 задают зоны локального охлаждения в интервалахВОВ -Ь 1 к О,. где В - ширина полки профиля;Ь - толщина полки профиля,а режимы охлаждения моделируют в соответствии с прототипом заявляемого решения, т.е, вершину уголка подстуживают до температуры 750 С, после чего все иэделие охлаждают до 700 С.На фиг,1 показана схема размещениязон локального охлаждения; на фиг.2 - зависимость остаточного искривления от размеров зон локального охлаждения приведена, где позицией 1 показана зависи-.мость при охлаждении внешней, а позицией 2 - внутренней стороны полок профиля; на фиг, 3 и 4 представлены изолинии темпера турного поля и иэолинии поля продольныхнапряжений...
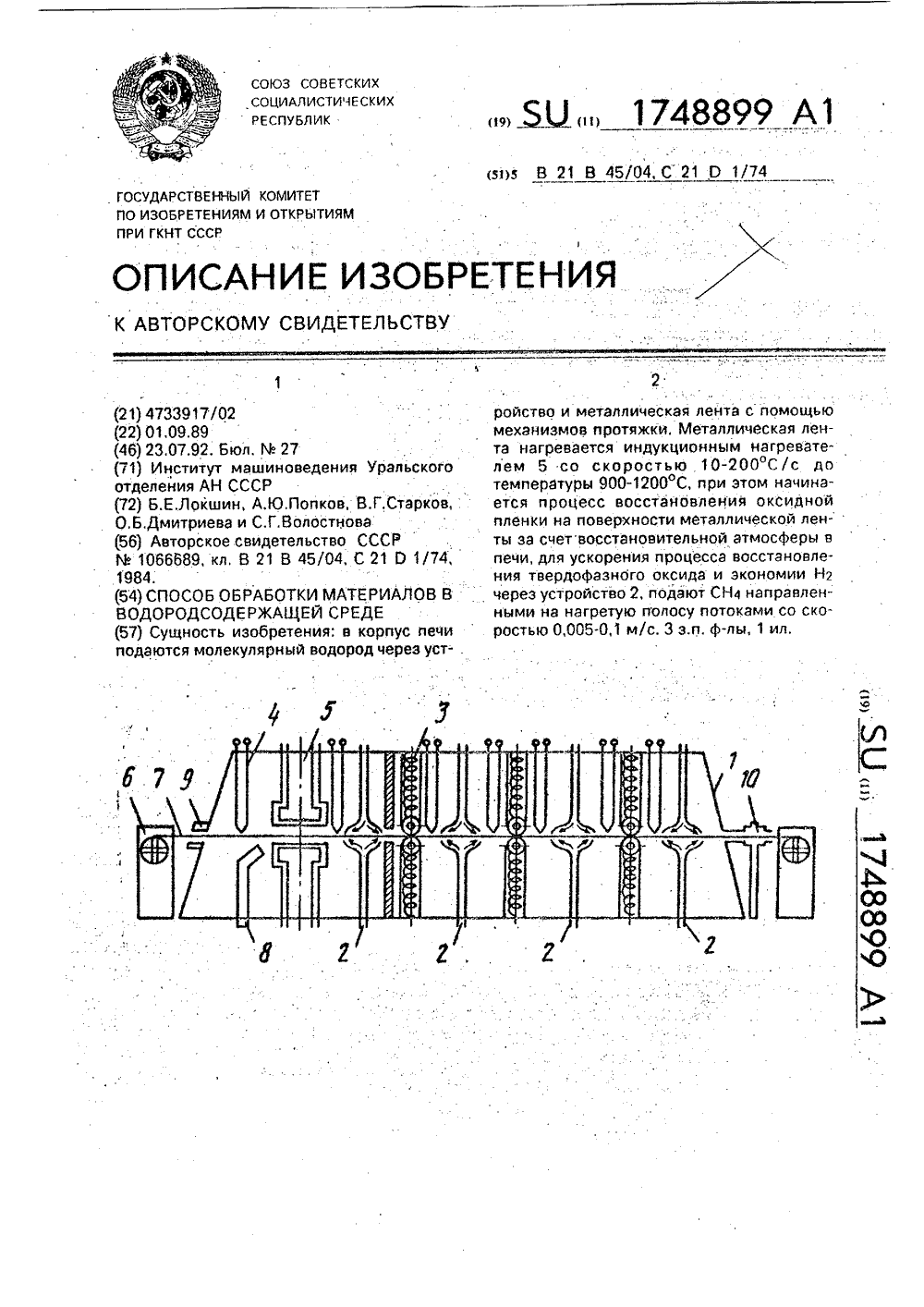
Способ обработки материалов в водородсодержащей среде
Номер патента: 1748899
Опубликовано: 23.07.1992
Авторы: Волостнова, Дмитриева, Локшин, Попков, Старков
МПК: B21B 45/04
Метки: водородсодержащей, среде
..., Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101 Изобретение относится к термообработке при высоких температурах и может быть применено как для удаления оксидных пленок с поверхности металлических иэделий, так и для прямого восстановления ме таллов из рудного и нерудного сырья.Целью изобретения является повйшение производительности процесса, уменьшение зйергозатрат.На чертеже приведена печь для терми ческой обработки полосы, общий вид.Печь содержит корпус 1, разделенный на две камеры, в каждой из которых размещены устройства 2 подачи, механизм 3 протяжки и контрольная термопара 4....
Устройство для гидравлической штамповки полых деталей с отводами

Номер патента: 1748900
Опубликовано: 23.07.1992
Авторы: Карасева, Пугач, Судариков, Суринов
МПК: B21C 37/29, B21D 26/02
Метки: гидравлической, отводами, полых, штамповки
...40 ратные клапаны 27, 28, делитель потока 29синхронизации перемещения плунжеров с гидрораспределителем 30. Верхние подгидроцилиндров осевой осадкй заготовки воды связаны через обратные управляемыеснабжен гидрораспределителвм и связан- клапаны 31, 32 с верхним баком 33 и гидро - ным с ним делителем потока, а также уста- распределителем 34. У гидромультипликановленными на выходах делителя .потока 45 тора 11 полость низкого давления связана собратными клапанами и размещенными в одним из выходов распределителя 35, а посливных магистралях гидроцилиндров лость высокого давления (формообразуюосевой осадки заготовки обратными уп-. щего) соединена с каналом в плунжере 7 иравляемыми клапанами. Снабжение уст- через обратный клапан 36 с...
Барабан разматывателя

Номер патента: 1748901
Опубликовано: 23.07.1992
Автор: Калашников
МПК: B21C 47/30
Метки: барабан, разматывателя
...снабжен вторым механизмом синхронизации, выполненным аналогично первому, механизмы синхронизации размещены между периферийными участками, ф сегментов с двух противоположных внешних сторон вала, а соединительные элементы этих механизмов выполнены в виде серег.На фиг.1 показан предлагаемый барабан; на фиг.2 - то же, еид сверху; на фиг.3 -вид А на фиг.2; на Фиг,4 - разрез Б-Б на фиг,2; на фиг.5 - разрез В-В на фиг.З,Барабан раэматывателя 1 содержит смонтированные на валу 2 силовые цилиндры 3, соединенные штоками 4 с разжимны ми, расположенными оппозитно один другому сегментами 5 и 6, Каждый сегмент связан по крайней мере с одним индивидуальным силовым цилиндром 3 и закреплен на валу с помощью двух направляющих 10 штифтов 7. Между...
Линия для подгибки кромок листов с двух сторон

Номер патента: 1748902
Опубликовано: 23.07.1992
Авторы: Быченков, Гершберг, Добкин, Железняков, Кожевников, Лейбзон, Москалюк, Половина
МПК: B21D 5/04
Метки: двух, кромок, линия, листов, подгибки, сторон
...перемещения листа 21 подь- нутьееиззонц штампа, Этому препятствуемными роликами 22 с приводом 23 и гид ют силы трения,й Й,;и Р,;,и Рпр в точках роцилиндратми 24 С захватами 25, А,В и С. Величина выталкивающей силй запредназначенными для поперечной подачивфлсгит от угла гиба а, определяемого точкой листа в зону гиба, Движение подвижной пересечения перпендикуляров из точек А и прижимной балки 17 вниз осуществляетсяВ, гидроцилиндрами 26 возврата. Механизм 35 Наиболее ойасный случайимеет место ГОрИЗОНтаЛЬНОГО ПЕрЕМЕщЕНИя СНабжЕН ря- . В НаЧаЛЕ ГИба В МОМЕНТ СагПгрсттИВЛЕНИя дВИ- дом подвижныхклиньев 27, пергемнещаемыхжущихся масс пресса и матрицы с неподотносительно ряда эакреплеййых на по- вижным кбнтцом листа, когда усилия гиба...
Способ изготовления гнутых профилей

Номер патента: 1748903
Опубликовано: 23.07.1992
Авторы: Марковцев, Проскуряков
МПК: B21D 5/06
...да с набором материала в местах изгиба до эадайной толщины и торцовым поджатием полок, согласно которому на первом переходе получают профиль с отношением 40 где го - внутренний радиус изгиба;зо - исходная толщина материала про филя,а на втором переходе получают профиль окончательных размеров, набор материала до заданной толщины проиэвОдят на пЕрвом переходе, а на втором переходе фор мовку осуществляют при постоянном контакте внутренней поверхности мест изгиба с формующим валком, при этом величину торцового поджатия полок в обоих переходах принимают одинаковой. 55формовку на втором переходе целесообразно производить при отношении г/э 0,5, где г - внутренний радиус гибкипрофиля на втором переходе. 4На фиг,1 изображено устройство для...
Способ изготовления полых ступенчатых изделий

Номер патента: 1748904
Опубликовано: 23.07.1992
МПК: B21D 22/20
Метки: полых, ступенчатых
...ней посредством участка с конической поверхностью, а зазор между большими ступенями пуансона и рабочей полости матрицы равен 0,3-0,5 от толщины стенки готового изделия в зоне утолщения.Сопоставительный анализ предлагаемого способа с известным показывает, чтоторцовой подпор осуществляют с помощью ступени на пуансоне, выполненной за его рабочей частью и сопряженной с ней посредством участка с конической поверхностью, а зазор между большими ступенями пуансона и рабочей полости матрицы равен 0,3-0;5 от толщины стенки готового изделия . в зоне утолщения.На фиг. 1 показано устройство для осуЩествления предлагаемого способа; на фиг,2 - йзделие, полученное предлагаемым способом,Устройство для осуществления способасодержит пуансон 1, с цельно вь...
Способ штамповки тонкостенных осесимметричных изделий

Номер патента: 1748905
Опубликовано: 23.07.1992
Авторы: Карпухин, Маслов, Попов
МПК: B21D 22/30
Метки: осесимметричных, тонкостенных, штамповки
...к от, крытому большому торцу, легла на рабочуюповерхность матрицы 3. При опускании прижима 4 заготовка зажимается по внутренней и наружной поверхностям междуконусными рабочими поверхностями прижима 4 и матрицы 3. При опускании пуансона 5 осуществляется раздача свободной. части заготовки до тех пор, пока не произойдет зажима заготовки со стороны малоготорца, До этого момента одновремейно сраздачей заготовки происходит растяжениезаготовки вдоль образующей. Причем усилие растяжения приложено только со стороны большого торца, так как малый торецзаготовки в начальной стадии деформирования свободен от зажима. Зажим по малому торцу заготовки происходит в момент,когда ход формующего инструмента станетравным высоте исходной заготовки,...
Штамп для обработки листового материала

Номер патента: 1748906
Опубликовано: 23.07.1992
Автор: Шитов
МПК: B21D 31/02, B21D 47/02
...при промежуточном положении,:зубчатого пуансона; на фиг. 8- деталь штампа.Штамп содержит подвижную 1 и непод 50 вижную 2 плиты. На неподвижной плите 2крепятся стойка 3, матрица 4 с направляющими планками 5 и 6. направляющие 7 и 8 свыборками для размещения. направляющихвыступов планки 9, Планка 9 имеет также55 выступы 10,11 и пазы. К подвижной плите 1крепится кронштейн 12, в полости которогоразмещена пружина 13; направляющие 14 и15, кронштейн 16. Держатель 17 зубчатогопуансона 18 расположен с возможностьюгоризонтального возвратно-поступательно- .го движения в направляющих 14 и 15, Пуансон 18 имеет вертикальные выступы 19 и 20 с возможностью взаимодействия с соответствующими выступами 10,11 и пазами планки 9. В горизонтальном отверстии...
Устройство для нанесения покрытий

Номер патента: 1748907
Опубликовано: 23.07.1992
Авторы: Барыкин, Макаров, Русанов, Филиппов
МПК: B21D 37/18
...с внешними кольцевыми буртиками на верхнем торце приводная втулка 12, расположенная над верхним диском 7 и соединенная через крышку 13 с кронштейном 14. закрепленном на полэуне пресса, Коаксиально штоку 5 поршня 4 закреплена тяга 15, нижним концом соединенная с фиксирующим элементом 16 в виде накидной гайки, и имеетглухой сплошной конец в верхней части, на котором установлены регулирующие гайки 17, На внешней стороне полого цилиндра 2 имеются винтовые канавки 18; в которых размещены шарики 19, причем диаметр шариков 19 равен ширине канавки 18, шарики 19 укреплены посредством винтов 20, Основание. 11 установлено подвижно на. опоре 21 посредством упоров 22, жестко закрепленную с ним через крышку 13 приводную втулку 12, которая,...
Способ изготовления обхватывающей и обхватываемой деталей штампа

Номер патента: 1748908
Опубликовано: 23.07.1992
МПК: B21D 37/20
Метки: обхватываемой, обхватывающей, штампа
...и последовательного воздействия вдоль контура части заготовки,На фиг.1 показана схема изготовления обхватывающей и обхватываемой деталей штампа; на фиг,2 - вид по стрелке А на фиг.1.Заготовку 1 устанавливают на координатном столе 7 технологической стойки, в комплексе с которой работает лазер 8. Контур 4 обхватывающей детали 2 и обхватываемой детали 3 штампа описывают соответствующей программой, которую заносят в блок памяти системы управления. Координатный стол 7 с заготовкой 1 по программе перемещают в соответствии с заданным контуром 4 деталей 2 и 3, При этом луч 9 лазера 8 перемещается относительно контура 4 так, чтобы ширина зоны упрочнения 5 с наружной стороны контура обхватывающей детали и ширины зоны упрочнения 6 с внутренней...
Установка для изотермического деформирования

Номер патента: 1748909
Опубликовано: 23.07.1992
Авторы: Блинов, Грубер, Золотарев, Изаков
МПК: B21J 1/06
Метки: деформирования, изотермического
...плит 5. В соединяемых частях 8-10 выполнены окна 13 под токоведущие плиты 5. Внутренние листовые кожухи стационарных частей теплоизоляции выполненьв виде свободно установленных плоских элементов 14 и 16 и элементов вогнутой формы 17. Плоские и вогнутые элементы связаны между собой посредством опорных элементов - горизонтальных площадок 18,19, и направляющих элементов, выполненных в виде вертикальных ребер 20,21, фиксирующих свободно установленные элементы 16, 17 со стороны их плоскостей, Опорные элементы - горизонтальные площадки 18,19 и вертикальные ребра 20,21 выполнены на поперечно расположенных элементах кожухов, наружных 10,11 или внутренних 16,17, например, с помощью сварки Расстояние между поперечно располо.кенными элементами...
Ковочный штамп

Номер патента: 1748910
Опубликовано: 23.07.1992
Автор: Огрызков
МПК: B21J 13/02
...12.При соприкосновении с заготовкой А рабочей части 13 выталкивателя 12 начинаетсяраздача металла от центра к периферии полости фигуры ручья 2. В этот момент за счетсил реакции, направленных вверх, упругоекольцо 8 плотно прижимается своей внутренней наклонной поверхностью Б к ответной поверхности В верхней части 6 штампа,образуя горизонтальную рабочую поверхность,20При уширении осаживаемой заготовкиА в штампе деформированный металл приходит в соприкосновение с боковой поверхностью Д полости фигуры ручья 2 и давит нанее с силой сопротивления деформированию, В это время усилие деформировэнияметалла резко возрастает, вследствие чегоупругое кольцо 8 за счет усилия, действующего на поверхности Б и В, раздается понаружному диаметру до...
Устройство для крепления инструмента в универсальных штамповых блоках к подштамповым плитам

Номер патента: 1748911
Опубликовано: 23.07.1992
МПК: B21J 13/02, B30B 15/02
Метки: блоках, инструмента, крепления, плитам, подштамповым, универсальных, штамповых
...поворота вокругоси, совпадающей с осью одного из болтов, расположенных в отверстиях у смежных торцов каждой половины разрезного корпуса, а остальные отверстия под болты в каждой половине разрезного корпуса выполнены в виде криволинейных пазов, направляющие поверхности которых расположены по окружностям с центром на соответствующей оси поворота каждой половины разрезного корпуса,На фиг,1 изображено предлагаемое устройство (стрелками показано направление движения), на фиг.2 - разрез А-А на фиг,1,Устройство для крепления инструмента содержит прижимы 1 и 2 в виде разрезного корпуса с внутренним и наружным фланцами, кольцо 3 с отверстиями под болты 4,матрицу 5 и подштамповую плиту 6, На наружном фланце каждого прижима выполнено...
Способ изготовления зубчатых колес из высокопрочного чугуна

Номер патента: 1748912
Опубликовано: 23.07.1992
Авторы: Бестужев, Дудецкая, Леках, Покровский, Тиманюк
МПК: B21K 1/30
Метки: высокопрочного, зубчатых, колес, чугуна
...деформации происходит дополнительное насыщение твердого раствора углеродом, приводящее при последующей изотермической закалке к стабилизации аустенита в указанной зоне на уровне 25- 300 , В то же время у вершины зуба, где обеспечивается степень деформации на уровне 0,4 - 0,5, количество остаточного аустенита составляет 10 - 150 . Слабо деформированные включения графита, располагающиеся вдоль эвольвенты зуба., обеспечиваютвысокие антифрикционные свойства чугуна, Достигнутое соотношение структурных составляющих по высоте зуба обеспечивают повышение усталостной прочности материала зубчатых колес и их эксплуатационной стойкости. При степенях деформации, превышающих указанные выше пределы резко возрастают энергозатраты процесса деформации и...
Смесь для изготовления литейных форм и стержней

Номер патента: 1748913
Опубликовано: 23.07.1992
Авторы: Акарцев, Антипенко, Гладченко, Драгалев, Клемчук, Конотопов, Лихтенвальд, Поддубная, Тимохина, Финогенов, Хламов
МПК: B22C 1/18
Метки: литейных, смесь, стержней, форм
...химсостав, в мас.о : А 205 - 6,5-9,0; С 60 з - 3,5-4,5: Р 205 - 35,0-39,0; 304 - не более 0,5; формальдегид- не более 0,2, потери при прокаливании - 47 - 55,0. Кремнийорганическую эмульсию использовали марки КЭ-09 с содержанием 17,5 - 20,0 окремния; рН водного раствора - 6,0 - 7,5, представляет собой водную композицию поливинилового спирта и диметилсилоксанового каучука.Дизельное топливо представляет собой жидкое нефтяное топливо для автотракторных двигателей. Применение двух марок; зимнее ДЗ (вязкость при 20 С - 3,5 - 6,0 сст., цетановое число - 40, содержание серы 0,2, 1 заст 45 С, Свсп. - 50 С) и летняя ДЛ (вязкость - 3,5 - 8,0 сст., цетановое число 45, содержание серы - 0,2 о , тэаст. 10 С 1 всп. - 60 С). Глицерин...
Смесь для изготовления литейных форм и стержней

Номер патента: 1748914
Опубликовано: 23.07.1992
Авторы: Егоров, Жданова, Колодий, Лохмонова, Минина, Савельева
Метки: литейных, смесь, стержней, форм
...что удлиняет процесс и стержней и необходим полнительного оборудоЦелью изобретения является возможность регулирования скорости затвердевания смеси в оснастке без тепловой сушки.Цель достигается тем, что смесь для изготовления литейных форм и стержней, включающая кварцевый песок, фосфатное связующее и отвердитель, в качестве отвердителя содержит порошок прокаленный магнезитовый каустический, при следуЮ- щем соотношении ингредиентов, мас.о:Алюмоборфосфатноесвязующее 2,5 - 4,0 Порошок прокаленныймагнезитовый каустический 0,3 - 0,5 Кварцевый песок ОстальНое Для экспериментальной проверки состава были изготовлены 5 смесей ингредиентов (табл.1), 3 иэ которых показали оптимальные результаты (табл.2, п,2 - 4),В качестве связующего...
Связующее для приготовления огнеупорной массы футеровок разливочных ковшей и тиглей

Номер патента: 1748915
Опубликовано: 23.07.1992
Авторы: Ахметов, Герасимов, Ланина, Надеева
Метки: ковшей, массы, огнеупорной, приготовления, разливочных, связующее, тиглей, футеровок
...к расплаву алюминия.Цель достигается тем, что в известноесвязующее для приготовления огнеупорноймассы футеровок различных ковшей и тиглей, содержащем огнеупорную глину, согласно изобретению, дополнительно вводятсерпентенит и силиказоль, при следующемсоотношении ингредиентов, в мас.ф: огнеупорная глина 5 - 10, серпентенит 40 - 45, силиказоль 25 - 35, вода - остальное.Введение серпентенита и силиказоля всвязующее для приготовления огнеупорноймассы футеровок разливочных ковшей итиглей позволяет увеличить химическуюстойкость ковшей и тиглей при взаимодействии с алюминиевым расплавом. Это свойство повышает химическую стойкостьтиглей и разливочных ковшей было обнаружено впервые.В качестве серпентенита используютгорную породу, состоящую на...
Связующее для изготовления литейных стержней и форм теплового отверждения

Номер патента: 1748916
Опубликовано: 23.07.1992
Авторы: Барахвостова, Гималетдинов, Зеленский, Ильиных, Иткис, Николайзин, Перепечко, Шахринов
МПК: B22C 1/20
Метки: литейных, отверждения, связующее, стержней, теплового, форм
...фракций 8,3-16,66 ф(, и активного реагента, оно в качестве последнего содержит уротропин 3,33 - 5,0 и дополнительно талловое масло 3,33 - 5,0 и лигносульфонаты технические - остальное. Предлагаемое связующее обеспечивает снижение внутренних напряжений, устранение осыпаемости стержней и возможности образования просечек металла вотливках, Уротропин введен в состав с целью устранения осыпаемости отвержденных стержней, При температурах отвержден ия стержней 250 - 330 С о н взаимодействует с техническими лигносульфонатами с образованием при этом смолообраэного продукта, с помощью которого скрепляются зернанаполнителя и предотвращается осыпаемость стержней. Талловое масло является пластификатором в смеси и ввод его снижает внутренние...
Стояк для литья по выплавляемым моделям

Номер патента: 1748917
Опубликовано: 23.07.1992
МПК: B22C 7/02
Метки: выплавляемым, литья, моделям, стояк
...содержащим перфорированный трубчатый корпус и 55литниковую чашу, расстояние между отверстиями перфорации устанавливается кратным 1 - 5 минимального размера отверстий,обеспечивающих равномерное по поверхности свободное удаление модельного состава при его плавлении внутрь полости стояка, Размеры отверстий выбираются такими, чтобЫ при наращивании модельного состава методом погружения в расплав при заданной температуре модельный состав не проникал в полость стояка, а при нагреве модельного состава до температуры выплавки свободно вытекал через отверстия в полость стояка. Расстояния между отверстиями йерфорации в пределах кратности 1- 5 минимального размера отверстий обеспечивают свободное удаление модельного состава внутрь полости...
Способ изготовления модельного блока

Номер патента: 1748918
Опубликовано: 23.07.1992
Авторы: Бочковский, Гальчанский, Иванов, Кузовлев, Матанцев, Мужайло, Чулкова, Шеклеин
МПК: B22C 7/02
Метки: блока, модельного
...на подвеску конвейера и нанесения на колпачок модельного состава совершается путем 5 подачи направленной струи жидкого модельного состава одновременно на торец литниковой и на металлический колпачок во время вращения модельного блока вокруг горизонтальной оси или под углом к ней до 10 30.На фиг.1 показан модельный блок во время вращения вокруг горизонтальной оси (а) или под углом (б); на фиг.2 - схема способа изготовления модельного блока; на фиг,3 - 15 разрез А-А на фиг,2; на фиг.4 - разрез Б-Б на фиг,2.Наклон модельного блока 1 определяется габаритами модельных звеньев, моделей литниковой чаши 2 и металлического кол пачка.В обогреваемой ванне 6 находится расплавленный модельный состав 7, вытекающий через сопло 3, направляющее...
Устройство для транспортировки литейных оболочковых форм

Номер патента: 1748919
Опубликовано: 23.07.1992
Авторы: Жарков, Ильницкий, Перевозкин, Щедрина
МПК: B22C 9/04
Метки: литейных, оболочковых, транспортировки, форм
...позициина другую.сре ства перемещения следует транспор- На фиг,1 схематически показано предднтировка изделия на другую позицию, Осво- лагаемое захватное устроиство для тра сбождение изделия от зажимных колодок портировкилитейныхоболочковыхформ;наосуществляется за счет перемещения рамки 55 фиг,2 - разрез А-А на фиг.1; на фиг,3 - узелвниз относительно П-образной рамы. Б на фиг,1; на фиг,4 и 5 - узел В на фиг.2.Недостатком указанного устройства яв- Устройство содержит корпус 1 в виделяется то, что захват подлежащих транспор- рамы с направляющими отверстиями 2, подтировке оболочковых форм, за боковые . вешенной на оси 3, и средство 4 ее перемеповерхности с помощью эажимных колодок, щения в виде электропривода, На корпусеустановлены...
Машина для уплотнения литейных полуформ

Номер патента: 1748920
Опубликовано: 23.07.1992
Авторы: Гаврилин, Горбунов, Киян, Матвеенко, Шеклеин
МПК: B22C 15/22
Метки: литейных, полуформ, уплотнения
...14 заданы так, что торцы толкателей 28 имеют возможность взаимодействия с различными в плане опорками, проходя через отверстия во встряхивающем столе 29, установленном на тележке 14. Для упрощения чтения кинематической схемы толкатели 28 показаны невсе, Конструкция стола 29 выполнена такой, что онимеет возможность установки на негоразличных модельно-опочных комплектов в количестве от одного до четырех штук в зависимости от размера комплектов в плане,Машина для уплотнения литейных полуформ выполняют следующие технологические операции; многократное заполнение формовочной смесью опоки, уплотнение рядом уплотняющих элементов в глубине опоки после каждого шага дискретного смещения транспортной тележки с модельно-опочной оснасткой,...
Способ изготовления слитков

Номер патента: 1748921
Опубликовано: 23.07.1992
Авторы: Бортенко, Долгая, Лазоркин, Лумпова, Нещадим, Поспелов, Скорняков, Шаманов
МПК: B22D 11/00, B22D 27/20, B22D 7/00 ...
Метки: слитков
...обрезь (только для выравнивания торцов), Аналогичная величина обрези производится при деформировании компактных заготовок, полученных по технологии порошковой металлургии,При этом также повышается изотропность свойств металла слитков и заготовок и приближается к качеству металла, изготавливаемого по технологии порошковой металлургии,При введении порошка в струю металла более 80 О степень компактности, т,е, плотность материала в объеме слитка (заготовки), снижается, что приводит к увеличению расхода металла из-за расслоений торцов слитков или заготовок в процессе обработки их ковкой,При введении порошка в струю металла менее 60; снижается анизотропия свойств металла слитков или заготовок из-за увеличения влияния литой структурной...
Способ вертикального непрерывного литья полых заготовок и устройство для его осуществления

Номер патента: 1748922
Опубликовано: 23.07.1992
Автор: Хаменский
МПК: B22D 11/00
Метки: вертикального, заготовок, литья, непрерывного, полых
...1 или непрерывным регулированием давления инертного газа, При этом жидкий металл из металлоприемника 1 поступает в полость, ограниченную дорном 2, огнеупорной вставкой 5 и удерживающим шлак огнеупорным экраном 3 по принципу сообщающихся сосудов, что дает возможность вводить металл на кристаллизацию в спокойном состоянии, не загрязненный шлаковыми и другими включениями. По мере подъема металла в зазоре 7 образуется первый слой наращиваемого слитка 8, после чего включают механизм периодического вытягивания (не показан) слитка 8 и таким образом обеспечивают необходимый зазор 7 для формирования очередного слоя, Отвердевший слой одной плоскостью контактирует со слитком 8, другой - с дорном 2. Отвердевший слой приваривается к...
Роликовая секция зоны охлаждения машины непрерывного литья заготовок

Номер патента: 1748923
Опубликовано: 23.07.1992
Авторы: Бородин, Лепихов, Матюхин, Мироненко, Николаев, Педан, Сабанский
МПК: B22D 11/12
Метки: заготовок, зоны, литья, непрерывного, охлаждения, роликовая, секция
...на внутренней поверхности роликов, При вращении роликов в подшипниках 4 трубопроводы 5 и закрепленные на них ребра 7 не вращаются. Поэтому продольное ребро не позволяет осадку заполнить всю полость и формирует теплоизолирующий слой различной толщины по ширине, Этот слой обеспечивает максимальный отвод тепла в наиболее нагретой средней части роликов и сляба и дифференцированный - к их краям, что выравнивает температурные перепады, снижает термические напряжения и позволяет увеличить срок службы роликовых секций и повысить качество слиткОв,Экспериментально, по замерам температур в роликах и отливаемом слитке, а также излучением макроструктуры получаемых заготовок и аварийно затвердевших в машине слитков установлены соотношения на монтаж...
Устройство резки и транспортировки заготовок на машине непрерывного литья

Номер патента: 1748924
Опубликовано: 23.07.1992
Автор: Кудрявцев
МПК: B22D 11/126
Метки: заготовок, литья, машине, непрерывного, резки, транспортировки
...длиной, соизМеримой с шагом роликов (фиг.1),либо стационарно длиной, соизмеримой смаксимальным ходом МГР (фиг.2),На МГР установлен механизм 11 захвата, приводные суппорты 12 с резаками 13 иконечный, выключатель 14, ПеремещениеМГР в исходное положение для начала порезки осуществляется от привода 15, Дальнейшую транспортировку отрезаннойзаготовки 16 производит приемный рольганг 17,Устройство работает следующим образом.При подаче сигнала на порез непрерывно движущейся заготовки 1 срабатывает механизм 11 захвата, МГР 9 в исходном дляначала реза положении сцепляется с заготовкой 16 и начинает перемещаться совместно с ней,От этого же сигнала приводные суппорты 12 с резаками 13 устанавливаются в положение "начало реза" на кромку...
Кристаллизатор для непрерывного литья слитков из меди и медных сплавов

Номер патента: 1748925
Опубликовано: 23.07.1992
Авторы: Гайсинская, Кац, Леонов, Майоров, Тумилович, Ханина
МПК: B22D 11/14
Метки: кристаллизатор, литья, меди, медных, непрерывного, слитков, сплавов
...1,1 10 г/с мм ), что сопровождаетсяинтенсивным образованием летучих про 40 дуктов сгорания смазки, снижающих теплопередачу, способствующих появлению впериферийном слое слитка пористости, свищей, заворотов и других поверхностных дефектов,45Поскольку проницаемость определяется выражением210где Пр - общая пористость;б - средний размер пор;П Х 10то отсюда следует пористость Пр =уПринятому верхнему пределу проницаемости (120 10 см ) и минимальному размеру пор (9 мкм) соответствует максимальный размер пористости 55, Превышение верхнего предела пористости нежелательно, т,к, снижается теплопроводность стенки и интенсивность теплопередачи, что снижает скорость литья,Нижний предел пронйц 2 аемости принимается равным 24 10 см, т,к. при меньшей...