Патенты опубликованные 15.12.1991
Способ изготовления кольцевых деталей

Номер патента: 1697953
Опубликовано: 15.12.1991
Авторы: Елкин, Кириллов, Кошелев, Кункин
МПК: B21H 1/02
Метки: кольцевых
...предварительно заданная толщинастенки кольца (фиг.2), сообщается перемещение дополнительному обкатному ролику5, которым производится прокатка металла. на раскатном валке 3, используемом в качестве оправки (фиг.3). При этом дополнительный обкатной ролик 5 имеет профильную наружную поверхность, состоящую иэ конического рабочего участка 6 и сопряженного с ним цилиндрического калибрующего уча стка 7. В зависимости от требуемой.величины конусности наружной поверхности заготовки ось дополнительного обкатного ролика 5 устанавливается под тем же углом к продольной оси исходной заготовки 2, по сле чего осуществляется его продольноеосевое перемещение и вращение (эа счет сил трения) между вращающейся заготовкой и профильной поверхностью...
Нажимная система кольцепрокатного стана

Номер патента: 1697954
Опубликовано: 15.12.1991
МПК: B21H 1/06
Метки: кольцепрокатного, нажимная, стана
...гидроцилиндрами каретки внутреннего валка через гидрораспределитель 17,С нажимной системой стан работает следующим образом,Перед началом работы каретка 4 с внутренним валком 3 и механизмом 11 остановки каретки отведена вправо в положение загрузки. Обратная связь разомкнута, и дросселирующий гидрораспределитель 76 открыт, а копировальная линейка опущена, Источник питания 8 отключен, и гидрораспределитель 17 закрыт,Приводом 13 регулируемый упор 12 механизма 11 остановки подвижной каретки 4 устанавливается в позицию с учетом диаметров валков и толщины заготовки, соответствующую межвалковому зазору начала рабочего участка копировальной линейки 9, который фиксируется датчиком 15. Подготовленная к прокатке заготовка надевается на...
Способ производства колец с внутренним гребнем

Номер патента: 1697955
Опубликовано: 15.12.1991
Авторы: Ващенко, Горб, Новохатний, Озимин, Староселецкий, Шрамко, Яковченко
МПК: B21H 1/06
Метки: внутренним, гребнем, колец, производства
...40 подтверждается на практике. Достаточно венца высотой Ь (фиг, ). араллельноосуществляется о катка заготовки и вб аготовки и в большой по длине гребень венца иа нефо мации вертикальных вал- удается получить, только в вертикальных ков. Наклонные валки на каждом оборо- валках. Это в первую очередге кольца осуществляют предваедварительное что на черновом стане по технологическим формирование гре ня, а веебня, а вертикальные вал и техническим причинам не удается сфорки последующую деформацию гре ня, оребня, По мировать подкат с достаточным по длинегребнем, Так как максимальное внутреннее мере внедрения наклонных и вертикальных валков в металл диаметдиаметр отверстие в кольцевой заготовке, поступающей на черновой стан после ее прошивки на...
Способ получения заготовок колец

Номер патента: 1697956
Опубликовано: 15.12.1991
МПК: B21H 1/06
...шаров 3 и 4, сообщая им противонаправленные перемещения относительно оси симметрии кольцевой заготовки 1, при этом улучшается структура изделия и уменьшается анизотропия свойств металла. 4 ил. товки шарах при расположении их центров на линии среднего диаметра исходной кольцевой заготовки. После раскатки выполняют калибровку заготовки, При этом группе шаров сообщают радиальное перемещение к оси заготовки 1, а группе шаров 3 - от оси д, заготовки 1.(П р и м е р. Торцовую раскатку кольцевой заготовки осуществляют из стали Ст. 3 с наружным диаметром 150 мм, шириной кольца 30 мм. Раскатку осуществляют деформирую- О щими шарами диаметрами 63,5 мм. (лНа этапе раскатки осевая подача шаров (,Ь . составляет 0,3 мм/об, на этапе калибровки...
Резьбонакатный станок для деталей с головками

Номер патента: 1697957
Опубликовано: 15.12.1991
Авторы: Миронцев, Пиндрик, Фортунатов
МПК: B21H 3/04
Метки: головками, резьбонакатный, станок
...28. Кроме того, через эти отверстия толкатель 9 производит даление заготовок 27 и подачу их на лоток . Отаекатель 8 установлен на кронштейне 9 и предназначен для удержания заготовок 7 в гнездах диска 5 при их транспортировке и в зоне накатки имеет планку 30 (см. фиг.5) с пружинами 31 и направляюшими 32 для обеспечения возможности перемещеНия заготовки 27 во время накатки в сторону Неподвижной накатной плашки 28. Выступы звездообразного диска 5 служат опорными Ножами при накатке резьбы на заготовках и имеют сменные планки 33, которые заменяЮтся по мере их износа, что позволяет сохранить диск 5 при эксплуатации.Резьбонакатный станок работает следующим образом.Заготовки 27 попадают поочередно в гнезда звездообразного диска 5, во время...
Стенд для прокатки кольцевых деталей с внутренним профилем

Номер патента: 1697958
Опубликовано: 15.12.1991
Авторы: Беленький, Бурилов, Муконин, Олейник, Шишкин
МПК: B21H 5/00
Метки: внутренним, кольцевых, прокатки, профилем, стенд
...гнезда ухватов, Центрирующие кулачки не показаны) ухватов вводятв соприкосновение с заготовкой по ее внешнему диаметру и закрепляют в таком положении, Опускают шток цилиндра 35 внижнее положение и выводят оправку 36 из 30заготовки, которая остается в гнезде ухватов. На оправку 17 шпинделя надевают заготовку, включением цилиндра 11поднимают ее к индуктору 21, Индуктор выставляют соосно заготовке, передвигая его 35совместно с трансформатором 20, закрепляют в таком положении,Далее заготовку поднимают в верхнееположение цилиндром 11 и выставляют еепри помощи упора (не показан) напротив 40деформирующих валков 44,51,52,58. Штокцилиндра 11 опускают в нижнее положение,заготовку снимают с оправки, затем включением цилиндра 13 перемещают оправку...
Устройство для прокатки зубчатых колес

Номер патента: 1697959
Опубликовано: 15.12.1991
Авторы: Беленький, Бурилов, Олейник, Шен, Шишкин
МПК: B21H 5/00
Метки: зубчатых, колес, прокатки
...прокатки не включаются в работу,Устройство работает следующим образом,Для прокатки зубчатого колеса заданной ширины между шпинделями 25 и 26 зажимают эталонное зубчатое колесо, соответствующее подлежащему прокатке, При помощи клиновых направляющих 21, приводимых в движение от гидроцилиндров 20, перемещают зубчатые валки 5 и 6 вдоль осей валов 1 и 2 с таким расчетом, чтобы между их ребордами 7 и 8 было расстояние, превышающее ширину зубчатого эталонного колеса, после чего перемещением суппортов 22 сближают валки 5 и бс эталонным колесом и вводят их в зацепление с ним.Затем последовательным включением в ра.; боту клиновых направляющих 21 перемещають валки 5 и 6 вдоль валков.1 и 2 до соприкосновения торцовых поверхностей реборд 7 и 8 с...
Заготовка для зубчатого венца

Номер патента: 1697960
Опубликовано: 15.12.1991
Авторы: Аснин, Иванов, Любанов, Харьюзов, Эренштейн
МПК: B21H 5/02
Метки: венца, заготовка, зубчатого
...этом случае при накаткеначинается его деформация и потеря кольцевой формь 1, что ведет к браку детали. Зонанагрева обь 1 чно составляет 2 - 4 толщины заготовки. При более тонких звездочках ширина зоны нагрева может находиться всредних пределах. Так при нагреве секторным индуктором в процессе накатки онамокет уменьшаться, Однако ввиду возможных ее колебаний гофр должен находитьсяот наружного края на расстоянии не менеетрех толщин заготовки, Так как при чрезмерном удалении гофра от наружного диаметра его эффективность уменьшается;гофр выполняется в промежутке. междусредним диаметром заготовки и наружнымдиаметром не ближе, чем на расстоянии,равном тройной толщине заготовки от нарукного диаметра.Заготовка для зубчатого венца состоитиз...
Устройство для калибрования зубчатых профилей пластическим деформированием

Номер патента: 1697961
Опубликовано: 15.12.1991
МПК: B21H 5/02
Метки: деформированием, зубчатых, калибрования, пластическим, профилей
...контакта опорной поверхности деформирующих роликов с внутренней цилиндрической поверхностью пологе цилиндрического корпуса, причем опорная поверхность размещена на периферии упомянугого диска. Это позволяет уменьшить габариты устройства и калибровать одновременно 60 и более зубчать 1 х профилей, 4 ил,зах 8 сепаратора 2 с зазором так, что они имеют возможность вращаться вокруг своей оси. Внутренняя поверхность 9 направляющей корпуса 1 имеет цилиндрическую форму, это позволяет простыми средствами обеспечить высокую точность расположения всех роликов 3 на равном радиусе, При контакте роликов 3 с обрабатываемой поверхностью зубьев заготовки 10 и с внутренней поверхностью направляющей втулки происходит трение качения, это увеличивает срок...
Способ ковки стальных заготовок

Номер патента: 1697962
Опубликовано: 15.12.1991
Авторы: Гребенюк, Портняга, Прочий, Солошенко, Шелаев, Шкиль
Метки: заготовок, ковки, стальных
...пределе, указанном в формуле изобретения, а именно 950 - 980 С, Еслизаготовку охладить немного меньше, т,е. втечение 0,3 ч, то, как показывают расчетные25 данные, на поверхности она будет иметьтемпературу 725 С, а в осевой зоне 1075 С.Наиболее равномерное распределение температуры по сечению заготовки при последующем нагреве возникает также в течение30 0,75 ч. Но при этом на поверхности и восевой зоне температура равна 1000 С. Онанесколько превышает критический порогроста аустенитного зерна, что является нежелательным,35 Если же заготовку охладить немногобольше, т,е, в течение 0,5 ч, то на поверхности она будет иметь температуру 625 С, а восевой зоне 1025 С, Наиболее равномерноераспределение температуры по сечению за 40 готовки при...
Способ обработки заготовок

Номер патента: 1697963
Опубликовано: 15.12.1991
Авторы: Воронцов, Кавтаев, Котелкин, Машеков, Найзабеков, Петров, Поединщиков, Стафеев
Метки: заготовок
...кромки инструмента 2 и 3 (фиг,5) на половину ширины бойка и деформируют с единичным обжатием % = ЬЬ/по (фиг,б). Далее осуществляют подачу на половину ширины бойка и кантовку на 180 (фиг,7) и производят деформирование с единичным обкатием еь = Ь 1/Ьо, Количество проходов с таким рекимом ковки зависит от требуемого качества металлов поковок, После деформирования необходимым количеством проходов по одной стороне заготовки производят кантовку на 90, при этом.подачу осуществляют со смещением предыдущих очагов деформации на,четверть ширины бойка.Деформирование с единичным обжатием яь = Ь 1/Ьо позволяет вести ковку беэ изменения поперечного сечения деформируемой заготовки. Осуществление подачи на половину ширины бойка и кантовку на 180...
Способ получения заготовок

Номер патента: 1697964
Опубликовано: 15.12.1991
Авторы: Блик, Быков, Васенев, Васильковский, Киричков, Макаров, Перепечаев, Соколов
МПК: B21J 5/00
Метки: заготовок
...аналогичным образом обжимают задний ко нец заготовки, В случае необходимости заготовку кантуют на 180 о вокруг продольной оси, поскольку на заднем конце стенка изогнута вверх.П р и м е р, Требуется получить фасон ную заготовку с обжатыми концами для прокатки нормального двутавра 60 Б по ГОСТ 26020-83, Марка стали Ст. 45, Сформированный на блюминге раскат фасонного сечения предварительно режут на ножницах 15 на мерные заготовки длиной 6 м. Двутавровая заготовка имеет следующие размеры: толщина полки 135 мм; ширина полки 450 мм; толщина стенки 180 мм и ширина стенки 434 мм, Для формирования концов фасон ных заготовок используют гидравлический пресс с плоскими бойками шириной 434 мм и длиной 300 мм. Толщина ограничительной плиты 150 мм,...
Способ изготовления поковок панелей с выступами

Номер патента: 1697965
Опубликовано: 15.12.1991
Авторы: Ефимов, Катая, Маковецкий, Перебейнос, Пятибратов, Суров
Метки: выступами, панелей, поковок
...кривизны у основания выступов г 1 = г 2.В случае, когда необходимо получитьпоковку с двумя и большим числом односторонних выступов, необходимо создать компенсирующие выступы с обеих сторон каждого из данных выступов.С учетом того, что компенсирующие выступы и основной можно аппроксимировать в первом и риближении треугольниками с высотами Н 1 и Н 2 и шириной Я 1 и Я 2 основания и с учетом того, что после деформирования компенсирующих выступов высота основного выступа принимает значение Н, а ширина основания остается прежней, а также с учетом приближенного сохранения обьема, должны выполняться простые соотношения:Я 1 Н - Н 1Бги Нг --2 2Очевидно, что верхними пределами ширины основания компенсирующего выступа Я 2 и его высота Н 2 будут...
Способ получения заготовок дисков

Номер патента: 1697966
Опубликовано: 15.12.1991
Авторы: Белова, Дубков, Кудрявцев, Останин, Шлякман
...осевые слои металла удлиняются больше, чем периферийные, плоскости надрубов искривляются, сами надрубы раскрываются и каждый первоначально прямоугольный участок приближается по форме к форме диска, В другом варианте после биллетировки осуществля,ется осадка слитка и ковка пластины промежуточной толщины раэгонкой по торцу слитка, Надрубка поковки оставляется пообразующей осаженной поковки параллельности оси слитка, При изготовлении 3 - 55 и более дисков из одного слитка надрубыуже не параллельны друг другу и делят поперечное сечение на равные участки (см.фиг.7). При окончательной вырезке осеваядефектная зона остается вне зоны вырезки 10дисков,П р и м е р. Способ получения заготовкидисков был опробован при ковке свинцовыхслитков на...
Способ получения местных утолщений

Номер патента: 1697967
Опубликовано: 15.12.1991
Авторы: Башкатова, Гейко, Козлов, Пикинер, Чубарь
МПК: B21J 5/08
...осадки и скручивания не должна уменьшаться, Заметные результаты получены в случаях, когда длина образующей, укорачивающейся от действия осевой сипы, в процессе осадки увеличивается по сравнению с первоначальной о действия скручивания,Если укорочение образующей от осадкине компенсируется удлинением от скручивания, то положительный результат отсутствует,5 Верхняя граница интервала (пмакс ) определена из условия достижения максимального действия внутренних напряженийв осевом направлении, вызванных собственно скручиванием, однако с учетом иск 10 лючения возможности разрушениядеформируемой заготовки(см,поз. 6 и 7 таблицы).П р и м е р, Осуществляли деформирование полых цилиндрических образцов с15 размерами 40 х 4 х 170 мм.Нижняя граница...
Гидроимпульсный вибропресс

Номер патента: 1697968
Опубликовано: 15.12.1991
Авторы: Беньковский, Гуменчук, Искович-Лотоцкий, Обертюх
МПК: B21J 9/06
Метки: вибропресс, гидроимпульсный
...настройки пульсатора 3, золотник последнего перемещается, сжимая пружину, и сообщает полость 6 с гидроприводом 7. Плунжер 4 под давлением перемещается вверх вместе с вибростолом 5, Перемещение вверх вибростола 4 вызывает скольжение полэушек 10 по направляющим 9, в результате чего ползушка 10 поворачивается вместе с рычагом 11 относительно оси торсионного вала 12, вызывая упругое скручивание последнего. В то же время, двигаясь вдоль наклонных плоскостей направляющих 9 и взаимодействуя с ними цилиндрическими выступами, ползушки 10 создают вращательный момент относительно вертикальной оси вибростола, под действием которого вибростол 5 совершает поворот вокруг этойоси,Таким образом, вибростол 5 с закрепленной на нем матрицей 19 с...
Гидроимпульсный привод вибропресса

Номер патента: 1697969
Опубликовано: 15.12.1991
Авторы: Беньковский, Искович-Лотоцкий
МПК: B21J 9/06
Метки: вибропресса, гидроимпульсный, привод
...расточку и радиальное дроссельное отверстие, так что жидкость может свободно поступать через них в кольцевую полость, В другой расточке корпуса 13 генератора импульсов давления размещен подпорный клапан, подседельная полость которого гидравлически связана через расточку в корпусе 13 и канал в клапане 18 с полостью гидроаккумулятора, Подпорный клапан состоит из седла 28, внутри которого находится ступенчатый элемент 29, имеющий расточку для размещения пружины 30, а также коническую и цилиндрическую герметизирующие кромки, Другой конец пружины 30 упирается в установочный винт 31, размещенный в крышке 32, Через расточку в корпусе седла 28 и канал в корпусе 13 подпорный клапан соединен со сливом, В расточке корпуса 13 расположен напорный...
Штамп для осадки заготовок

Номер патента: 1697970
Опубликовано: 15.12.1991
Авторы: Вакалова, Климанов, Оммик
МПК: B21J 13/02
Метки: заготовок, осадки, штамп
...стороны его торца не превышает зазора "в" между стенкой отверстия в инструменте 2 и стержнем 5 в зоне конусной части со стороны ее торца, т.е, "а""в", а длина скоса 11 превышает половину длины шпонки 9.Штамп работает следующим образом, 1697970Перед началом работы подвижная.плита 4 находится в верхнем положении. При этом стержни 5 развернуты на величину зазора "а", Заготовку 12 устанавливают на нижний инструмент 1 между стержнями 5. При ходе плиты 4 с верхним инструментом 2 стержни 5 своей конусной частью 1 входят в отверстия инструмента 2, при последующем движении вниз инструмента поворачивают стержни 5 на величину зазора "О" и образуют ручей штампа, в котором происходит осадка заготовки с ограничением радиального течения металла в...
Вибрационный выталкиватель

Номер патента: 1697971
Опубликовано: 15.12.1991
МПК: B21J 13/14
Метки: вибрационный, выталкиватель
...от положения ударника 8; в нерабочем положении поршень 6 опирается на ступень 15, выполненную в корпусе 1 силового цилиндра.Вибрационный выталкиватель работает следующим образом.При подаче воздуха в рабочую полость 11 поршень 6 перемещается по посадочной поверхности 5 вдоль штока 4 до контакта с опорной ступенью 7 и создается давление через толкатель 3 и полый шток 4 на поковку 16. Кроме того, воздух, поступая через канал 10 в верхнюю камеру 9, давит на кольцевой выступ ударника 8, перемещает его вниз, при этом ударник деформирует упругий ограничитель хода 13, чем запасает потенциальную энергию для разгона, С момента соединения полости 9 через канал 14 с по 1697971лостью 12 воздух начинает поступать под ударник 8, принуждая его двигаться...
Способ ковки поковок ступенчатых валов

Номер патента: 1697972
Опубликовано: 15.12.1991
Авторы: Быков, Гасанов, Кононенко, Стадниченко, Шелаев
МПК: B21K 1/04
Метки: валов, ковки, поковок, ступенчатых
...эа три нагрева. Пости бочки вала не ниже 950 С (фиг.З), сле первого нагрева слиткадопоковочных Наличие высоких температур на поверхно- температур осуществляли операцию подсти(1050 - 950 С)ивысокогосопротивления катки цапфы под захват манипулятора и металла позволяет выполнить объем дефор- биллетеровку тела слитка на диаметр 1390 мирования на 1 или 11 ступени усилия гид мм,ропресса. В то же время ковка оставшейся После второго нагрева осуществляли от основной части осуществляется при тем- осадку слитка на диаметр 2000 мм и протяжпературах, меньших, чем по известной тех- ку ссаженного блока на диаметр 1450 мм, нологии, при которой ковка заготовки до После третьего, последнего, .нагрева диаметра бочки осуществляется при темпе...
Способ неразъемного соединения деталей

Номер патента: 1697973
Опубликовано: 15.12.1991
Авторы: Гуляев, Осколков, Сопов
МПК: B21K 1/22
Метки: неразъемного, соединения
...совместному пластическому20 деформированию двух деталей,Используемая шаровидная заготовкаявляется наилучшей исходной заготовкойдля формообразования тарелки клапана,, так как при этом требуются малые усилия де 25 формирования и минимальное перемещение материала,Наличие глухого отверстия в шаровидной заготовке обеспечивает, после завершения совместного деформирования30 шаровидной заготовки и конца стержня,размещение полученной головки стержнявнутри отформованной из шаровидной заготовки тарелки, Это обеспечивает максимально возможную площадь их35 соприкосновения, что повышает механическую прочность соединения, Кроме того,предотвращается воздействие высоких температур при работе клапана на головкустержня благодаря ее размещению внутри40...
Устройство для изготовления полых конических поковок

Номер патента: 1697974
Опубликовано: 15.12.1991
Автор: Копасов
МПК: B21K 1/38
Метки: конических, поковок, полых
...- сечение оправки с прямоугольным 15 относительно оси оправки. Этообеспечивапаэом (сечение А - А на фиг.1); на фиг,3 - ет получение точно заданных размеров засечение фиксатора с ручкой (сечение Б - Б готовки, что ведет к снижению припусков нанафиг.1);нафиг,4-первая стадияраскатки механическую обработку, т,е, к снижениюзаготовки; на фиг.5 - окончательная стадия расхода материала поковки, а также точраскатки заготовки. 20 ность размеров является показателем качеУстройство для раскатки заготовки 1 ства получаемых поковок, Фиксированиесодержит цилиндрическую оправку 2, уста- заготовки на заданный угол с помощью данновленную на стойках 3, одна иэ которых ного устройства снижаеттрудоемкость проимеет отверстия 4, Оправка 2 выполнена с...
Способ получения полых изделий

Номер патента: 1697975
Опубликовано: 15.12.1991
Авторы: Михеев, Орехов, Шапиро
МПК: B21K 21/00
Метки: полых
...матрицы, Процесс холодного обратного выдавливания ведут в матрице, укоторой на участке у дна рабочей полости, перекрывающем зону интенсивного течения металла, размеры в направлении, перпендикулярном оси матрицы, уменьшены на часть величины допуска на соответствующие размеры детали. В придонной части образуется ступенька, которая компенсирует усиленный ее износ,З ил,сивного течения металла на заключительной стадии обратного выдавливания.При обратном выдавливании усиленный износ матрицы в придонной части компенсируется благодаря этому участку,П р и м е р. Изготавливали гайку с размером "под ключ" 24- 0,52 мм (ОСТ 23,4,209- 82), При эксплуатации штампового инструмента установлено, что зона интенсивного течения металла заготовки находится в...
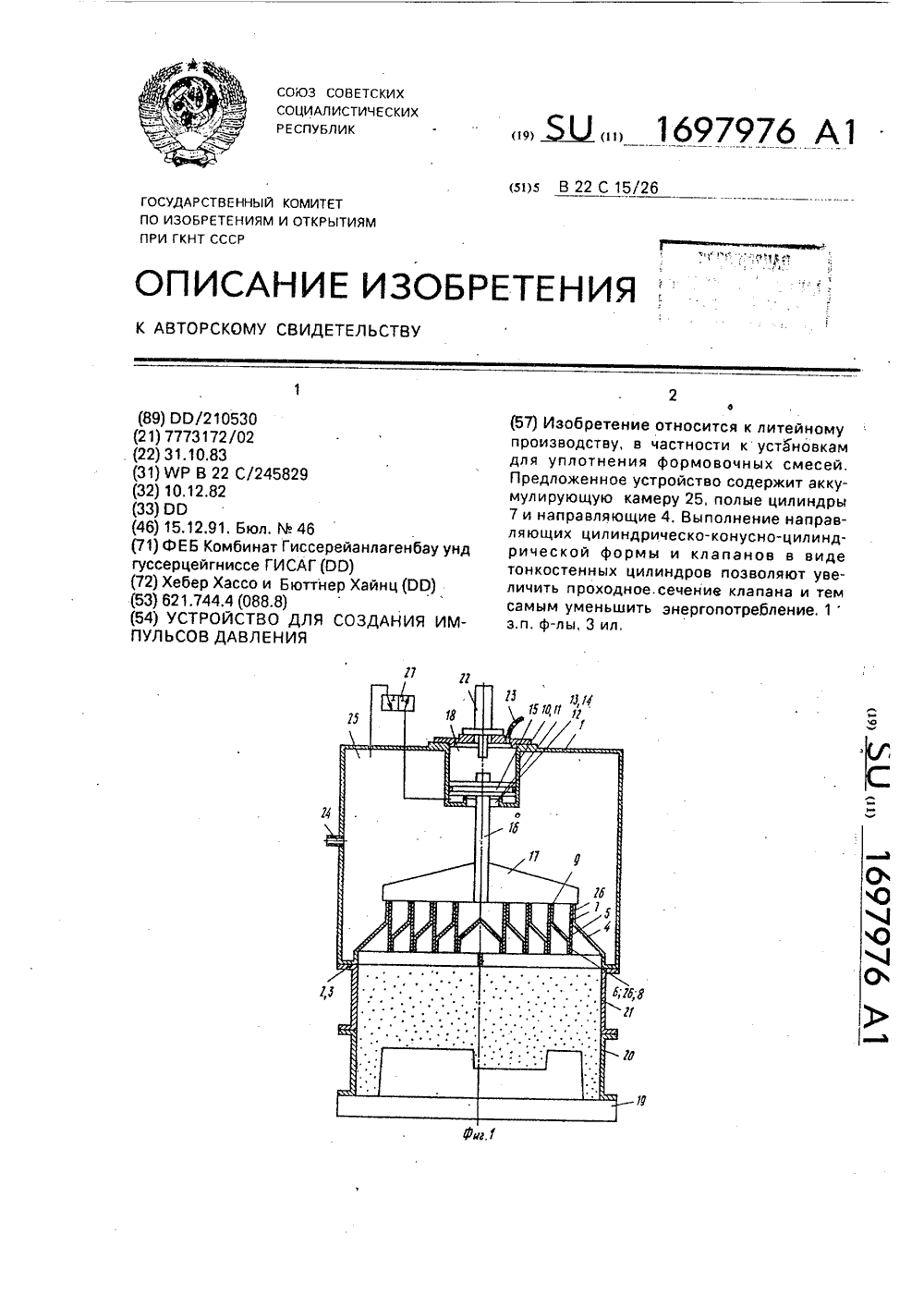
Устройство для создания импульсов давления
Номер патента: 1697976
Опубликовано: 15.12.1991
МПК: B22C 15/26
Метки: давления, импульсов, создания
...больше, чем диаметр поршневого штока 16, На противолежащей к сквозному отверстию 12 стороне цилиндра 11 расположено поршневое тор 5 10 15 20 25 30 35 40 45 мозное устройство 22, Полость цилиндра между поршнем 15 и поршневым тормозным устройством 22 является полостью 8 приложения нагрузки. Полость приложения нагрузки сообщена с трубопроводом 23 системы сжатого воздуха, а аккумулирующая камера 25 - с трубопроводом 24 сжатого воздуха, С нижней частью цилиндра 11 связан также клапан 27, при помощи которого рабочий газ иэ аккумулирую цей камеры 25 может быть направлен под поршень 15.Принцип работы приспособления, Допустим, что модельная плита 19, наполнительная рама 21. формовочная опока 20 газонепроницаемо соединены, в исходном...
Способ управления процессом непрерывной разливки металлов и устройство для его осуществления

Номер патента: 1697977
Опубликовано: 15.12.1991
Авторы: Калягин, Сорокин, Сорокина, Шичков
МПК: B22D 11/16
Метки: металлов, непрерывной, процессом, разливки
...раэкасть температур в 10 С, Сигнал, пропорциональный разности температур в 10 С, с выхода алгебоаического сумматора 3 прошел на вход алгебраического сумматора 4 и далее - через усилитель 5 на привод 6 исполнительного механизма, начинающего поворачивать стакан 7 в направлении уменьшения этой разности, Поворот стакана привел возникновению разности в показаниях термопар, установленных ка второй узкой стенке, что привела к появлению сигнала нэ выходе алгебраического сумматора 2, Поворот осуществляется до тех пор, пока на обеих стенках не установится равная минимальная разность показаний термопар, как только в процессе регулировэкия значения разностей температур превысили 20 С, на выходе алгебраических сумматоров 8 и 9 появился сигнал...
Выбивная инерционная транспортирующая решетка

Номер патента: 1697978
Опубликовано: 15.12.1991
Автор: Курочкин
МПК: B22D 29/02
Метки: выбивная, инерционная, решетка, транспортирующая
...Б - Б на фиг.2; на фиг.4 -разрез В - В на фиг.З, 15Выбивная транспортирующая решеткасодержит корпус 1, установленный на амортизаторе 2, рабочее полотно 3 и вибровоэбудитель 4. Вибровозбудитель 4 закрепленна С-образной стальной пружинной пластине 5, с отверстием в середине под штифтс помощью центрального выступа 6 с отверстием крышки 7 посредством элементовкрепления 8 и штифта 9, С-образная стальная пружинная пластина 5 зафиксирована 25на корпусе 1 решетки при помощи боковыхвыступов 10 крышек 11 и элементов 12 крепления,Выбивная инерционная транспортирующая решетка работает следующим образом,Вибровозбудитель 4 через штифт 9 икрышку 7 начинает раскачиваться на С-образной пластине 5 и передавать через нее с помощью крышек 11 на корпус 1...
Резец

Номер патента: 1697979
Опубликовано: 15.12.1991
Авторы: Акимов, Анмегикян, Пономаренко
МПК: B23B 27/16
Метки: резец
...передней поверхности пластинки,Целью изобретения является повышение надежности закрепления режущей пластинки,Поставленная цель достигается тем, что в резце, содержащем державку с закрег 1 пенным в ней штифтом, установленную надержэвке режущую пластинку с отверстием,через которое пропущен штифт, и средстводля прижима режущей пластинки к держав 5 ке и штифту, выполненное в виде прихвата,установленного впазу, выполненном в державке, и взаимодействующего одним концом с верхней и боковой поверхностьюрежущей пластинки, а другим - с поверхно 10 стью дна паза державки, и ввинченного вдержэвку с круглой головкой для перемещения прихвата, установленного с зазором вотверстии, выполненном в прихвате, приэтом дно паза расположено под острым уг 15...
Способ обработки деталей и устройство для его осуществления

Номер патента: 1697980
Опубликовано: 15.12.1991
Авторы: Кулишов, Лакирев, Миков, Пургин
МПК: B23B 1/00, B23B 35/00
...5 с профильнойповерхностью б, предназначенного длякорректировки скорости и закрепленногона корпусе 1, и передаточного механизма 7,размещенного на ведущем элементе 2 и 3соединяющего профильную поверхность 6копира 5 с ведомым элементом 4,Устройство для обработки прерывистых поверхностей вращения выполнено ввиде планетарного редуктора, а для обработки прямолинейных поверхностей - в виде реечного механизма.Копир 5, а следовательно, и передаточный механизм 7 также выполняются в двухвариантах, обеспечивающих дискретное 4или плавное изменение величины скоростиперемещений,При дискретном изменении скорости(фиг,б, 7) копир 5 представляет собой наборзубчатых элементов 8, 9 с прерывистыми 5поверхностями, профильная поверхность 6которых образована...
Ножницы для резки проката

Номер патента: 1697981
Опубликовано: 15.12.1991
Авторы: Быков, Гельфенбейн, Смирнов
МПК: B23D 15/02
Метки: ножницы, проката, резки
...взаимного вращения, а нижний рычаг 2 снабжен механизмом принудительного поджатия к оси 4 взаимного вращения. При порезке проката усилйя, действующие на верхний рычаг 1, воспринимается опорами 10 ножниц, а постоянный и ориентированный контакт рабочей зоны вкладышей 13 нижнего рычага 2 с осями 4 за счет контргруза 14 исключает удары в шарнире и скачкообразное изменение зазора между ножами, 4 ил. ельного поджатия в виде контргруза 14. рычага 15 и шатуна 16, причем последний риентирован в направлении воздействия а нижний рычаг 2 распорной составляющей усилия резания, что обеспечивает наравленную выборку зазоров в шарнире ожниц и их расположение в нерабочей зое вкладышей 13,та ножниц осуществляется следубразом,При порезке проката усилия,...
Ножницы для резки горячего проката

Номер патента: 1697982
Опубликовано: 15.12.1991
Авторы: Быков, Гельфенбейн, Смирнов
МПК: B23D 15/02
Метки: горячего, ножницы, проката, резки
...верхнего рычага 1 по высоте. Рычаги 1 и 2 соединены с узлом регулировки межножевого зазора, состоящего из коллектора 15 охлаждения верхнего рычага 1, температурных датчиков 16, расположенных как на нижнем 2 так и на верхнем 1 рычагах, а также блока 17 сравнения температур рычагов, блока 18 регулировки расхода воды через коллектор 15 напорной магистрали 19, Блоки 17 и 18 электрически связаны между собой,Ножницы работают следующим образом,Перед началом резания в зависим от толщины разрезаемого проката 20 изводят регулировку положения верхрычага 1 по высоте, обеспечивая необходимый зазор между прокатом и верхним ножом 5; Рольгангом прокат 20 подается нареэ. Вращением зксцентрикового вала 7 через шатуны 10 производят сближение ножей...