Патенты опубликованные 07.09.1991
Способ волочения труб

Номер патента: 1675009
Опубликовано: 07.09.1991
Авторы: Вайс, Дмитриев, Исаенко, Толстиков, Яковлев
МПК: B21C 1/00
...воэможность налипания металла на инструмент при последующем волочении. зонах критической деформации (г, е в поверхностных слоях) идет интенсивный рост зерна, После охлаждения на воздухе на поверхность трубы наносят смазку и осуществляют волочение на короткой неподвижной оправке. Крупнозернистая структура поверхностного слоя играет роль подсмазочного слоя и исключает налипание металла на инструмент, улучшая тем самым качество труб и повышая производительность процесса.Экспериментально установлено, что диаметр трубы О после ссаживания беэоправочным волочением связан с величиной критической деформации внутреннего поверхностного слоя ( к = 0,5 - 0,1), толщиной стенки заготовкии ее диаметром 00 эави. симостьюО - (1 - с) (С)0 . 1,75) +...
Устройство для волочения в режиме гидродинамического трения

Номер патента: 1675010
Опубликовано: 07.09.1991
Автор: Шевляков
МПК: B21C 3/14
Метки: волочения, гидродинамического, режиме, трения
...проволокой, после чего осуществляют волочение проволоки с помощью устройства. При волочении смазка под давлением, создаваемым напорным элементом 5, подается в очаг деформации рабочей волоки 2, далее в смазочную камеру между волоками 2 и 3, в полость высокого давления, образованную в радиальном зазоре между расточкой корпуса и волоками, и в очаг деформации рабочей волоки 3, разделяя при этом трущиеся поверхности протягиваемой заготовки и рабочих волок и создавая наружный подпор рабочих волок. Высокое гидростатическое давление в смазочной камере и полости высокого давления сохраняется в течение всего процесса производства проволоки (как при волочении, так и во время оста н ов ки вол оч ил ь н о го обо рудо вани я), обеспечивая тем самым...
Устройство для формирования головки на стержне

Номер патента: 1675011
Опубликовано: 07.09.1991
Автор: Кирьянов
МПК: B21F 1/00
Метки: головки, стержне, формирования
...врадиальном направлении колец 10 и 11смонтированы на последних посредствомкареток 14. Подпружиненные во втулках29 кареток 14 колец 10 и 11 заготовительные 12 и отделочные 13 пуансоны установлены в количестве и с шагом, равнымколичеству и шагу матриц 8 кольцевогороторного инструмента 9. Втулка 29 закреплена в зксцентриковой втулке 30, располагающейся свободно в отверстииразрезной эксцентриковой втулки 31, размещенной в радиальном отверстии каретки14 и поджимаемой в последней с помощьювинта.Плоскости вращения колец 10 и 11 расположены под углом к плоскости вращениякольцевого роторного инструмента 9 и равны установленному углу у кареток 14 колец10 и 11 в секторах 32 и 33 технологическойобработки кольцевого роторного инструмента 9,...
Устройство для отмера длинномерных заготовок в правильно отрезных автоматах

Номер патента: 1675012
Опубликовано: 07.09.1991
Авторы: Лейдерман, Махтюк, Рыбак, Салабай
МПК: B21F 11/00
Метки: автоматах, длинномерных, заготовок, отмера, отрезных, правильно
...1 на величину рабочего хода. Рабочий ход полэушки ограничивает резьбовая втулка 15, установленная в державке 2 и позволяющая производить регулировку максимального рабочего хода, С помощью ползунов с флажками б в продольных пазах планок 5 производится регулировка времени подачи планок на отключение механизма подачи заготовки и включения механизма отрезки,Местонахождения ползунов с флажками определяются при настройке и наладке автомата на определенную длину прутка в зависимости от скорости подачи. При движении ползушки по направляющим флажки поочередно входят в паз бесконтактных конечных выключателей 11, в результате чегопоступают электрические сигналы - команды в цепи управления электромагнитноймуфты механизма подачи и электромагнитной...
Устройство для резки монтажного провода на мерные заготовки

Номер патента: 1675013
Опубликовано: 07.09.1991
Авторы: Карпов, Пересторонин
МПК: B21F 11/00
Метки: заготовки, мерные, монтажного, провода, резки
...на определеннуювеличину в гнездо кассеты, установленнойна штырях 29,Далее установленный на оси 14 рычаг15 при подъеме по профилю кулачка 5 ролика 16, установленного на конце рычага, поворачивается вокруг своей оси, при этомпротивоположный конец рычага, связанныйс осью 17, перемещается вниз, увлекая засобой через ось нож 18, и производит отрезку провода. Одновременно движение передается коромыслу 19, установленному наоси 20, и тяге 21.Противоположный конец тяги, связанный с вилкой анкера 51, поворачивает анкерпротив часовой стрелки, сухарь 39 расцепляется со штырем неподвижной рейки 30,закрепленной на рамке 28, Рамка 28 с установленной на ней кассетой перемещается вниз под действием собственного веса,не препятствуя процессу резки...
Устройство для подачи проволоки

Номер патента: 1675014
Опубликовано: 07.09.1991
Автор: Асыченко
МПК: B21F 23/00
...Валы связаны один с другим, например, с помощью зубчатых колес 13, приводимых от вала 14 привода и взаимодействующих при работе устройства с круглым или лентообраэным электродным материалом 15, транспортируемым через направляющие втулки 16 и 17.Устройство работает следующим образом.При работе устройства вращение от вала 14 через зубчатые колеса 13 передается приводным валам 7 и 8, вращающимся в опорах корпуса и крышки беэ их осевого перемещения. Винтовые резьбы обоих валов перемещают при этом конические ролики один навстречу другому в осевом направлении до сжатия их коническими поверхностями электродного материала 15, например проволоки. После этого между роликами и электродным материалом создается толкающее усилие и ролики, не...
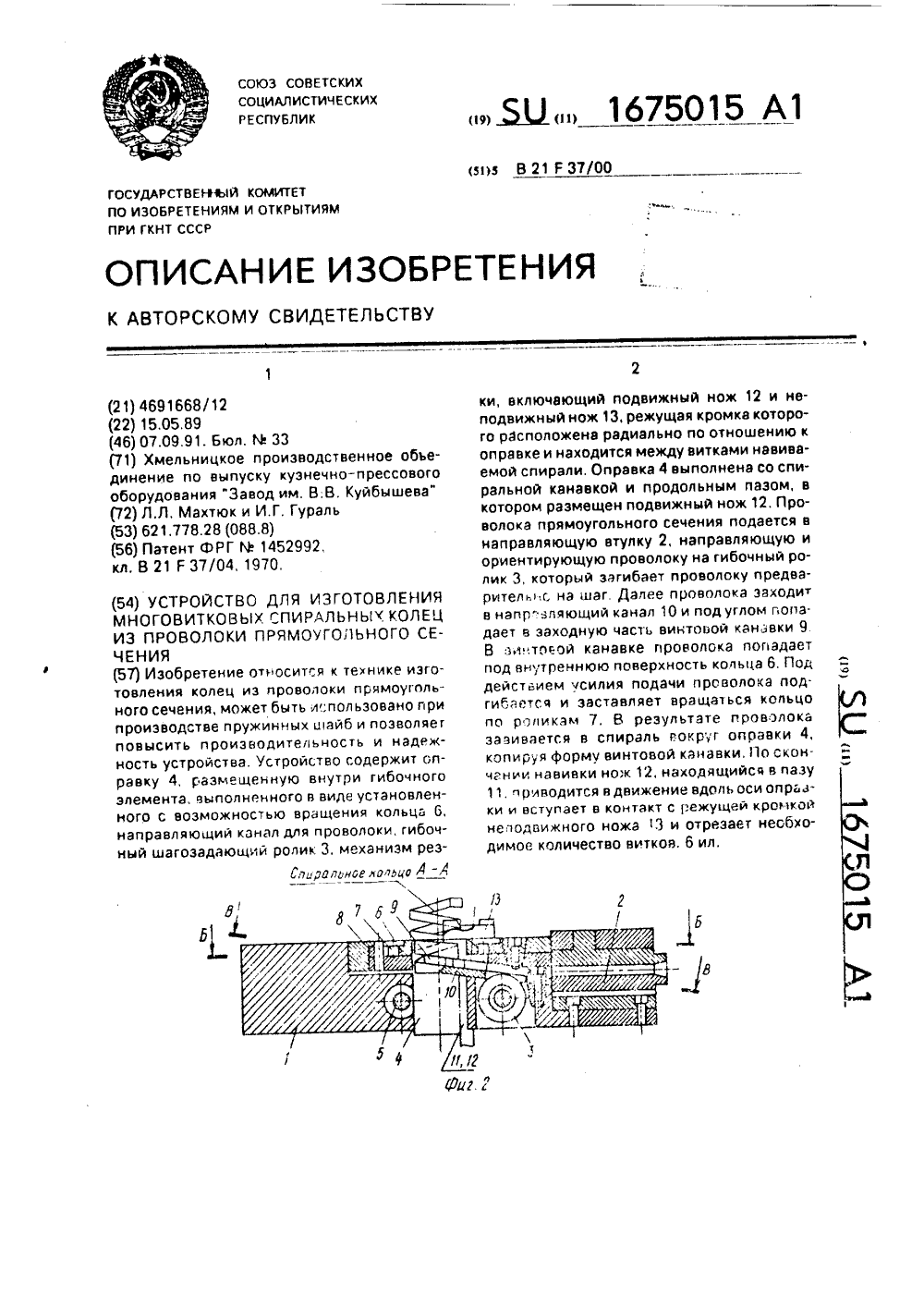
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения
Номер патента: 1675015
Опубликовано: 07.09.1991
МПК: B21F 37/00
Метки: колец, многовитковых, проволоки, прямоугольного, сечения, спиральных
...от выпадания круглой пластиной В, Оправка имеет винтовую канавку 9 с заходной частью, совпадающей с направляющим каналом 10, и продольный паз 11, в котором расположен подвижный нож 12. Имеется неподвижный нож 13, режущая кромка которого расположена радиально по отношению к оправке и находится между витками навиваемой спирали,Устройство работает следующим образом.Проволока прямоугольного сечения подается в направляющую втулку 2, направляющую и ориентирующую проволоку на гибочный ролик 3, который загибает проволоку предьгрлтельно на шаг. Далее проволока захо- направляющий канал 10 и под углом пяадает в заходную часть винтовой кянавк. 3 3 винтовой канавке проволока попадачт под внутреннюю поверхность кольца 6. Псд действием усилия...
Способ изготовления заготовок биметаллического инструмента

Номер патента: 1675016
Опубликовано: 07.09.1991
Авторы: Брехов, Кантин, Степаненко
МПК: B21K 5/04
Метки: биметаллического, заготовок, инструмента
...е р, Изготавливают заготс-.,;у ме.чика М 16 с шагом резьбы 3 = 2 мм и длиои раэочеи час " = 32 мм. Для:с, с гор,чей игзмпое:ой готовят ча ти исход нги заготовки см. фиг. 3), Их сопрлган.т пс вогнутои со стороны быстосрежущей стали и выпуклой со сгороны конструкционной стали пар болэидной поверх .:.;ти о сгзри 1675016вают трением при следующих режимах: давление нмрева Рн = 80 МПа, время нагрева т,= 4 с, давление проковки Рлр = 160 МПа, время проковки тпрр = 1 с,Величинуопределяют с учетом длины 5 рабочей части метчика 1 = 2 (1 - ++ 3 = 32 (1 - ) + 3 = 13 мм. Заго 32-18322 10 товку выдавливают со степенью дефор - 32 - 18"мации е =:= -- 0,71 приО 321000 - 1100 С и отжигают по общепринятым режимам для быстрорежущей стали,Для сравнительных...
Смесь для изготовления литейных форм и стержней

Номер патента: 1675017
Опубликовано: 07.09.1991
Метки: литейных, смесь, стержней, форм
...м /г в сочетании2с поверхностно-активным веществом позволяет создэвать на поверхности раздела твердой и жидкой фаз "барьеры", которые препятствуют спеканию смеси, что улучшает ее выбиваемость. стве последней используют технический углерод с удельной поверхностью 30-100 м (г.2Технический углерод представляет собой продукт термического или термоокислительного разложения углеводородов в газовой фазе с дальностью не более 0,45 . Он инертен к ингредиентам смеси (щелочам, силикату натрия, кремнезему) и образует "барьеры". препятствующие жидко- и твердофазному спеканию компонентов смеси, что улучшает ее выбиваемость.Приготовление смеси осуществляют путем перемешивания в смешивающем оборудовании кварцевого песка с предварительно...
Состав для получения покрытия на металлических литейных формах

Номер патента: 1675018
Опубликовано: 07.09.1991
Авторы: Зябкин, Колодий, Савельева
МПК: B22C 3/00
Метки: литейных, металлических, покрытия, состав, формах
...связи покрытия с формой, а высокая термостойкость АБФК позволяет увеличить срок службы металлической формы. 2 табл,150-180 С металлические формы состава, приготовленного следующим образом,Пирофиллит и тальк затворяют 1/4 ч, воды от потребного ее содержания в составе, а затем в полученную пастообразную смесь вносят алюмоборфосфатный концентрат и остальную воду.Составы для получения покрытия на металлических формах представлены в табл. 1, а свойства состава, свойства получаемого иэ него покрытия, а также стойкость окрашенных форм - в табл. 2.1675018 Трудоемкость удаления отработанного покрытия определяется по времени, в течение которого отработанное покрытие отделяется с 1 дм формы. Таблица 2 Показатели я состава Свойства состава...
Композиция для изготовления выплавляемых моделей

Номер патента: 1675019
Опубликовано: 07.09.1991
Автор: Пастуханов
МПК: B22C 7/02
Метки: выплавляемых, композиция, моделей
...повышения жидкотекучести композиции и снижения ее линейной усадки, В композицию, содержащую парафин, шеллач:, й воск, сополимер этилена с винилац, а 1 см с содер,аханием последнего в соплимер не менее 24) дополнительно вводят ниэкомолекулярный полиэтилен с молекулярнои массол 1500-3000 и сте. пенале кристалличности,Ов количестве 7-1 мас. (. 2 абл, еллэчныи воск 1 8,6 Сополимер этилена с винил.ацетатом с содержаниемвичилацетата в сополимере не менее 24 12,7 ",4.0 Нлзкомолекулярный полиэтилен с мол, м, 1500 - 3000и степенью кристалличность 30 - 65 3) 7-15Парафин ОстальноеНлзкомолекуляр) ый полиэтилен - отходы произ одства полиэтилена высокого давления - представляет собой воск мягкой консистенции с емп .ра-урой плавления 55 - . РО С л...
Магнитная разъемная форма и транспортное средство для магнитной разъемной формы

Номер патента: 1675020
Опубликовано: 07.09.1991
МПК: B22C 9/00
Метки: магнитная, магнитной, разъемная, разъемной, средство, транспортное, форма, формы
...контакта между токосъемником 16 и подпружиненным троллеем (не показан). После отсоединения токосъемника 16 от троллея электрический ток проходит от источника электроэнергии по следующей цепи: гибкий кабель 31 - токо- проводящий элемент 30 - токопроводящий элемент 20 - вводящий провод 8 - катушка 7 - выводящий провод 9 - стенка корпуса- рычаг 25 - траверса 24 - петля подвески - крюк подъемного устройства, который соединен с заземленным устройством и имеет отрицательный потенциал. После перемещения полуформы 1 ее устанавливают так, чтобы ее токосъемники вошли в контакт с троллеями, закрепленными на корпусе рольганга.Захват полуформы 1 с раздвиганием одного или двух рычагов 25 осуществляется следующим образом, Подвеска размещается над...
Оснастка для изготовления, транспортирования и сборки магнитных форм

Номер патента: 1675021
Опубликовано: 07.09.1991
Автор: Левшин
МПК: B22C 9/00
Метки: магнитных, оснастка, сборки, транспортирования, форм
...полуформу и производят заливку собранной формы,Если в сердечнике 2 отсутствуют отверстия (фиг.1 - 3), то в зазор между катушкой 1 и контрладом полуформы вводится заливочный желоб 17. По этому желобу расплав от заливочного ковша подается к литниковой воронке. В этом случае необходим повышенный зазор между катушкой 1 и полуформой, В результате увеличивается путь магнитного потока и возрастает расход электроэнергии. Кроме того, затруднен контроль окончания заливки и возможен разлив расплава по контрладу полуформы.Если в сердечнике 2 имеются технологические отверстия б и в них помещены воронки 7, то заливка осуществляется непосредственно из заливочного ковша без применения заливочного желоба, При этом зазор между катушкой 1 и полуформой...
Этажная литниковая система

Номер патента: 1675022
Опубликовано: 07.09.1991
Авторы: Киселев, Середенко, Скаженник, Туревский
МПК: B22C 9/08
Метки: литниковая, этажная
...форма с местным вертикальным разрезом.Литейная форма собрана из полуформ 1 в вертикальную стопку. Литниковая система состоит из надставной заливочной чаши 2, установленной над стояком 3, включающим местные расширения 4, ограниченные наклонными верхней 5 и нижней 6 поверхностями, имеющими уклон вниз в сторону оси стояка, Расширения 4 связаны питателями 7 с рабочими полостями 8 формы, Причем нижние поверхности 6 расширений стояка 3 расположены выше рабочих полостей формы нижележащих этажей, а верхние поверхности 5 расширений стояка 3 - непосредственно у горизонтальных питателей соответствующих этажей.Литниковая система работает следующим образом,Расплав из чаши 2 поступает в стояк 3 и через питатели 7 нижнего этажа формы проходит в...
Литниковая система для мелких отливок

Номер патента: 1675023
Опубликовано: 07.09.1991
Авторы: Иванов, Киреев, Мозолевская, Семов
МПК: B22C 9/08, B22D 31/00
Метки: литниковая, мелких, отливок
...выступов (вырывов металла из литника).Проведенные эксперименты позволяютустановить оптимальные значения угла а, атакже величину Ьу в зависимости от высотытреугольного горизонтального сечения углубления. Эксперименты проводили при 10 15 20 25 30 35 40 45 50 55 изготовлении цилиндрических литых заготовок постоянных магнитов диаметром 14 мм и высотой 7-15 мм иэ магнитного сплава ЮНДК в сухих песчаных формах. Поперечное сечение питающего коллектора имеет форму трапеции высотой 10-12 мм и с нижним основанием, равным 9,6-12 мм. Профиль краевой питающей щели имеет форму сегмента с 1 - 2 клиновидными выступами в виде равносторонних треугольников на основании хорды. Высота сегмента составляет 1,2 - 1.6 мм, высота равностороннего треугольника...
Литниковая система

Номер патента: 1675024
Опубликовано: 07.09.1991
Авторы: Башаримов, Васько, Никитин
МПК: B22C 9/08
Метки: литниковая
...гидравлическим сопротивлением типа местного сужения, Непосредственно эа дросселем 4 имеется расширение 5, также представляющее собой гидравлическое сопротивление, Концевой участок питателя 6 сужается.Площади сечений различных участков питателя находятся в соотношении где Р 1 - минимальное сечение дросселя;Е 2 - площадь питателя на выходе;Рз - площадь сечения питателя между дросселем и концевым участком.Литниковая система работает следующим образом,Заливаемый металл поступает через стояк 1 и шлакоуловитель 2 в питатель 3. Здесь поток расплава испытывает сильное сопротивление, создаваемое комбинацией простых гидравлических сопротивлений 4 - 6. Особенностью этих сопротивлений является то, что они не только сужают или расширяют поток...
Устройство для изготовления форм и стержней

Номер патента: 1675025
Опубликовано: 07.09.1991
Авторы: Кантор, Кошеватский, Ляпкин, Менакер, Чуракова
МПК: B22C 13/08
...сжатого воздуха. После заполнения смесью открывается клапан 10 и проводится вакуумирование отверждаемой оболочки или стержня, При этом входящий в форму горячий воздух проходит через свободные венты 2 и способствует быстрому отверждению стержня. Газы, выходящие иэ вакуумируемых вент 3, проходят через катализатор, находящийся в камере 4 обезвреживания и окисляются до углекислого газа и воды, при этом восстанавливая оксиды катализатора до более низких оксидов, Нагретые после формы 1 отходящие газы проходят через теплообменник 6, где отдают свое тепло медной стружке и дополнительно обеэвреживаются от оксида углерода (продукта неполного окисления углеводородов) и охлажденные до 40 - 60 С газы поступают в ресивер 9 и дальше в вакуум-насос...
Импульсная головка

Номер патента: 1675026
Опубликовано: 07.09.1991
Авторы: Бирюков, Коротун, Ляшенко, Марченко
МПК: B22C 15/272
Метки: головка, импульсная
...полости 9 и 10 с отверстиями 11 и 12 для сообщения с источником сжатого воздуха (не показан). В седле 2 выполнено сопловое отверстие 13. Полости 4 и 10 разделены между собой уплотнениями 14, По1675026 40 лость 4 соединена с источником сжатого воздуха отверстием 15.Распределительные диски 7 (фиг.2) снабжены соплами 13 для направленного управления распределением потоков воздуха. Гибкие элементы 8 выполнены с переменным шагом, что также позволяет управлять потоками воздуха. Распределительные диски 7 выполнены с уменьшением диаметров от сопла 2 к клапану 3, Соприкасающиеся поверхности седла 2, распределительных дисков 7 и клапана 3 образованы уплотняющим материалом, например полиуретаном.Импульсная головка работает следующим образом.От...
Устройство для промежуточного хранения и транспортирования литейных красок к рабочим местам

Номер патента: 1675027
Опубликовано: 07.09.1991
Автор: Ерыкалов
МПК: B22C 23/02
Метки: красок, литейных, местам, промежуточного, рабочим, транспортирования, хранения
...донной части сосуда, сводя к минимуму образование застойных зон отложений краски. Отработанный при барботаже воздух поднимается в верхнюю часть сосуда 1, создавая давление на краску, Ч частично через дроссель 24 и глушитель 26 сбрасывается в атмосферу, Таким образом создаются условия для длительного промежуточного хранения красок с низкой седиментационной устойчивостью,Транспортирование краски к рабочим местам осуществляется по нагревательной трубе 21 при открытом кране 27 по шлангу 30. Количество нагнетательных труб 21, устанавливаемых в устройстве, определяется технологическим процессом производства, Например, при производстве изложниц краска подается по одной нагнетательной трубе к пульверизатору для покрытия наружных поверхностей...
Установка для отливки чушек

Номер патента: 1675028
Опубликовано: 07.09.1991
Авторы: Ганжа, Горбатюк, Евглевский, Колесник, Микульский, Рычка, Семенов
МПК: B22D 5/04
...длины изложницы 4. Скоба с боковинами 10 и поперечиной 11 расположена так.чтобы изложница с чушкой проходила/между боковинами 10.Установка работает следующим образом.После включения конвейера изложницы 4 в зоне выгрузки ударяются о устройство 5 для выбивки чушек, при этом чушки отделяются от изложниц 4, проходят между боковинами 10 отведенной назад поворотной скобы и поочередно падают на днище желоба 6. Одновременно поворачивается двуплечий рычаг вокруг оси, поперечина 11 перемещается вдоль желоба 6 и передвигает упавшую чушку по днищу желоба 6 на расстояние не менее ширины чушки, одновременно проталкивая вперед предыдущую чушку. Поворотная скоба после этого воэвращается пружиной в исходное положение. Двуплечий рычаг выполняет...
Устройство для получения полого слитка

Номер патента: 1675029
Опубликовано: 07.09.1991
Авторы: Дударев, Ипатов, Кирюшкин, Клименко, Костецкий, Лапин, Лейдерман, Литвиненко, Лысяная, Чепурной
МПК: B22D 7/04
...2, температура этой стенки находится в интервале между температурой расплавления наполнител я 4 вкладыша 3 и температурой жидкого металла слитка, Это способствует интенсивной кристаллизации металла слитка на внешней поверхности оправки 2, а следовательно, и во всем объеме полой отливки, что обеспечивает образование однородной мелкокристаллической структуры слитка. Кроме того, отвод тепла от оправки 2 в количествах, обусловленных температурой расплавления наполнителя 4 и ширинойкольцевого зазора вкладыша 3, предотвращает коробление этой трубы, чрезмерное ее окисление и разрушение под действием высоких температур и значительного статического давления жидкого металла. Это снижает затраты на последующую доводку размера слитка. По мере...
Изложница

Номер патента: 1675030
Опубликовано: 07.09.1991
Авторы: Данилин, Жулев, Золотов, Юрченко
МПК: B22D 7/06
Метки: изложница
...толщины стенки изложницы, не позволяет эффективно воздействовать на кристаллизующийся каркас слитка. Малый диаметр и масса вставки и соответственно недостаточная площадь поверхности прутка, соприкасающаяся со слитком, плохо воздействуют на формирующуюся корочку слитка и не образуют местные ее утолщения, При диаметре вставки, превышающем 1 толщины стенки изложницы, образующиеся в теле слитка продольные углубления получают глубину, превышающую необходимую для кузнечных слитков. При нагреве таких слитков под ковку повышаются потери металла с окалиной, так как поверхность слитка существенно возрастает. Кроме того, при чрезмерном диаметре вставки снижается прочность изложницы, что может привести к ее преждевременному разрушению.При установке...
Поддон для сифонной разливки металла

Номер патента: 1675031
Опубликовано: 07.09.1991
Автор: Рохлин
МПК: B22D 7/00
Метки: металла, поддон, разливки, сифонной
...ее простановки. Поддон выполнен в виде металлической плиты, имеющей гнездо для центровой и отходящие от него каналы для укладки онгеупорной сифонной проводки. Каждый канал выполнен в донной части в виде полуцилиндра, а в верхней части - с уширением на 30,50 от ширины сифонной проводки.2 ил,налов просеянным кварцеглинистым песком,Самоцентрирование и фиксированное положение проводки обеспечивает надежную плотность фальцевого соединения проводок, предотвращающую прорыв металла через стык, Поверхность засыпного слоя заливается сульфидно-щелочной бардой, водным раствором жидкого стекла или другим связующим веществом.Во время разливки металла вследствие термических напряжений в некоторой части проводок образуются трещины, через которые...
Способ получения и намотки быстрозакаленной ленты и устройство для его осуществления

Номер патента: 1675032
Опубликовано: 07.09.1991
МПК: B22D 11/06
Метки: быстрозакаленной, ленты, намотки
...возможность скрещивания ветвей ленты в простанстве, что также благоприятно сказывается на выравнивании торца рулона, При этом оси барабана и сердечника могут быть как параллельными, тэк и скрещивающимися.На фиг.З сердечник выполнен составным и снабжен кольцевым магнитом 10 на наружной поверхности, При этом лента Мебиуса изготовлена из немагнитного материала.На фиг.4 вместо кольцевого магнита 10 сердечник снабжен кольцевым изолятором на наружной поверхности, имеющим такую же форму, как магнит на фиг.З, но меньшую толщину, и заземлением 11 на оси сердечника, Кроме того, он помещен в магнитное поле, создаваемое. например, полюсами Я и й магнитов 12 и 13, Вектор В магнитной индукции поля параллелен оси сердечника,П р и м е р,...
Способ электромагнитного перемешивания жидкой фазы непрерывнолитого слитка

Номер патента: 1675033
Опубликовано: 07.09.1991
Авторы: Баккал, Манн, Смоляков, Цаплин, Целиков, Шифрин
МПК: B22D 11/12
Метки: жидкой, непрерывнолитого, перемешивания, слитка, фазы, электромагнитного
...от нее. Через 0,25 с отклонение 10достигает максимальной величины а,с:10, а протяженность зоны перемешиванияза это время возрастает от 1 о до 1 цак, Послеэтого в течение 0,25 с магнитопровод поворачивается в исходное положение. При этом 15протяженность зоны перемешиванияуменьшается от 1 мас до 1 о.При таком режиме работы и длине магнитопровода 1 о = 540 мм протяженность эоны перемешивания составляет 1 ср = 201 о + 1 ср- Р = 620 мм, в то время как при стаци 2онарном положении магнитопровода такойже длины протяженность эоны перемешивания равна 540 мм. 25Устанавливая магнитопровод под угломк оси слитка так, чтобы расстояние междуповерхностью магнитопровода и осью слитка увеличивалось в направлении движенияполя, можно увеличить...
Механизм подъема промежуточного ковша машины непрерывного литья

Номер патента: 1675034
Опубликовано: 07.09.1991
Авторы: Данилов, Дубов, Липухин, Сазонов
МПК: B22D 41/12
Метки: ковша, литья, механизм, непрерывного, подъема, промежуточного
...причем ьеличина А каждой проточки Я ходового винта 4 по его оси превышает высоту Н 1 шлицевого элемента 6, но меньше суммарной высоты Н 2 шлицевого элемента б и шлицевого кольца 9, Шлицевые элементы б закреплены на корпусах червячно-винтовых приводов ." и служат для придания ходовым винтам 4 поступательного движения.Механизм подъема работает следующим обргзом.При вращении червячной пары привода 5 гайка 12, вращаясь вместе с червячным колесом 13, перемещает винт 4 по оси шлицевого элемента 6, Винт 4 шарнирно упирается в коромысло 1 и перемещает раму 2 с установленным на ней промковшом 3. Остановка механизма подъема в крайних положениях осуществляется посредством электроконтактных устройств (не показаны), при отказе которых винт 4,...
Устройство для непрерывной разливки металла

Номер патента: 1675035
Опубликовано: 07.09.1991
МПК: B22D 11/10
Метки: металла, непрерывной, разливки
...выхода его из стакана поток переорганиэуетсх в цилиндрический нисходящий. что позволяет предотвратить смешивание наружного и внутреннего потоков и образованде вследствие этого завихрений в облэсги ни,кнего среза стакана. Наружный поток расплавленного металла попадает через боковые выпускные отверстия 4 в рабочую полость кристаллизатора 8 под мениск, где отдает часть тепла перегрева шлаковому слою и далее равномерно распределяется вдоль корки. Скорость наружного потока металла также равна скорости вытягивания заготовки.Равенство скоростей наружного и внутреннего потоков достигается предлагаемым соотношением между площадями поперечных сечений, а именно суммарная площадь поперечных сечений боковых выпускных отверстий относится к площади...
Тянущая клеть горизонтальной многоручьевой машины непрерывного литья

Номер патента: 1675036
Опубликовано: 07.09.1991
Автор: Демченко
МПК: B22D 11/128
Метки: горизонтальной, клеть, литья, многоручьевой, непрерывного, тянущая
...из двух сидящих на оси 11 двуплечих рычагов 12, на верхних концах которых выполнены зажимнижних - сферические щиеся в контакте с про шарнирами 6, соеди и пневмоцилиндров 17 аме 1 по концам клиназажим затравки, При скатывании сферических роликов 14 с клина 15 осуществляется раэжим, а при накатывании на него - зажим затравки, Затравка после прохождения клети убирается, а вытяжка производится непосредственно за слитки.Клин 15 для перехода с меньшего или большего размера зажимаемой затравки на больший или меньший размер слитка имеет возможность принимать наклонное положение, поворачиваясь в шарнирах 16, увеличивая или уменьшая размер между эажимными упорами 13. Усилие зажима затравки или слитка регулируется давлением воздуха в...
Кристаллизатор для полунепрерывного литья чугунных труб

Номер патента: 1675037
Опубликовано: 07.09.1991
Авторы: Адамов, Бобков, Копылов, Кореняко, Косарев, Навныко, Озимин, Рыжанков, Съемщиков
МПК: B22D 11/059
Метки: кристаллизатор, литья, полунепрерывного, труб, чугунных
...зазор, теплоизолирующего слоя 3, формирование стенки отливаемой трубы в верхней части зазора происходит в более благоприятных условиях без образования пустот и неслитин. Последнее уменьшает отбраковку труб по гидроиспытаниям и механическим свойствам.Кристаллизатор опробован при изготовлении чугунных труб диаметром 200 мм с толщиной стенки 10 мм, Высота наружной и внутренней стенок кристэллизатора составляет 400 мм, а зазор между ними - 10 мм.Пористость теплоизолирующего покрытия внутренней стенки кристаллизатора равна 8,0 оь, а пористость теплоизолирующего слоя наружной стенки кристаллиэатора - в 1,4; 1,5; 2,25; 3,0 и 3,1 раза больше пористости теплоизолирующего слоя внутренней стенки кристаллиэатора,Результаты опробования...
Форма для центробежного литья

Номер патента: 1675038
Опубликовано: 07.09.1991
Авторы: Бадалян, Куршев, Мирзоян
МПК: B22D 13/10
Метки: литья, форма, центробежного
...интенсивно размывает правую по ходу его движения стенку литникового канала. увеличивается время заполнения формы.Площадь сечения 5 литникового канала 4 изменяется по ходу движения по зависимостиЗо ВоЯ1 В 1где 5 О - площадь входного сечения литникового канала.Это позволяет уменьшить гидродинамические потери, исключить возможное возникновение вихрей и снизить содержание кислорода в металле.Место 6 подвода литникового канала к рабочей полости формы расположено так, что одна из поверхностей 7 рабочей полости 3 формы является продолжением соответствующей стенки 8 литникового канала и ее профиль с наименьшим среднеквадратичным отклонением укладывается на логарифмическую спираль. Площадь сечения металлоприемника выполняется равной сумме...