Патенты опубликованные 30.11.1981
Способ разливки металла

Номер патента: 884836
Опубликовано: 30.11.1981
Авторы: Блехеров, Голубков, Краснов, Кривонос, Майоров, Первушин
МПК: B22D 11/00
...поступает порошок, который псевдоожижается газом, продуваемым через пористое днище 8. Излишок порошка непрерывно удаляется через сливную перегородку 9 в емкость 1, Этим обеспечивается постоянство уровня взвешенного слоя порошковых добавок, Струя металла проходя через слой газовзвеси из порошковых добавок, захватывает частицы порошка и вместе с ними поступает в изложницу 5Количество имплантированного в струю порошка определяется высотой взвешенного слоя, средним. диаметром частиц порошковых добавок, расходом газа для образования определенного слоя газовэвеси, диаметром струи металла, Предлагаемый способ может быть использован для модификации расплавов, повышения скорости кристаллизации в процессах производства слитков и...
Шлакообразующая смесь

Номер патента: 884837
Опубликовано: 30.11.1981
Авторы: Казачков, Корниенко, Коротков, Лепорский, Носоченко, Ревтов, Ферапонтова, Хрыкин
МПК: B22D 11/00
Метки: смесь, шлакообразующая
...Техред Э.Вереш Корректор Г. Огар Заказ 10377/13 Тираж 872 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5Филиал ППП "Патент", г, Ужгород, ул. Проектная, 4 ПортландцементУглеродсодержащеевещество 2-15Сильноокислительный флюс 5Слабоокислитель"ный флюе ОстальноеВ качестве углеродсодержащего вещества могут быть взяты графит, каменноугольный штыб, пирокарбон, пироил и т,д,Дополнительный ввод в шлакообразующую смесь использованных сильноокислительного и слабоокислительногофлюсов обеспечивает снижение трудоемкости изготовления смеси, посколькуфлюсы являются готовыми синтетическими алаками, расширение сырьевой базыизготовления смеси эа счет использования...
Способ удержания электропроводящих материалов в электромагнитном поле

Номер патента: 884838
Опубликовано: 30.11.1981
Авторы: Батов, Григорянц, Дремов
МПК: B22D 11/00
Метки: поле, удержания, электромагнитном, электропроводящих
...Для создания электромагнитного эффекта притяжения электромагнитное поле создают медлен но спадающим и быстро нарастающим, В этом случае электромагнитные силы притяжения действуют более длительно, чем силы отталкивания, и в силу инерционности материала он успеет притя- з нуться на большую величину, чем оттолкнуться. Предлагаемый способ позволяет увеличить усилия удержания металла во много раз при сравнительно малых затратах электроэнергии.Для реализации предлагаемого способа удержания электропроводящих материалов в электромагнитном поле может быть использовано устройство электромагнитного кристаллизатора.На чертеже изображена схема электромагнитного кристаллизатора.устройство, реализующее предлагаемый способ, содержит индуктор 1,...
Тележка для промежуточных ковшей машины непрерывного литья металла

Номер патента: 884839
Опубликовано: 30.11.1981
Авторы: Тимохин, Фидельман, Целиков
МПК: B22D 41/12
Метки: ковшей, литья, металла, непрерывного, промежуточных, тележка
...консоли 1 О каретки 7.Опорная рама 1 ходовой части тележки выполнена в плоскости, перпендикулярной направляющим 4 и 5, -1-об 10.15 20 25 30 35 40 45 50 55 разной Формы, На горизонтальной частиопорной рамы 1 смонтирован поворотный рычаг 11, установленный одним концом в шарнирных опорах 12, прикрепленных к опорной раме 1, В средней части поворотный рычаг 11 шарнирно связан с плунжерами гидроцилиндров 13, корпусы которых также шарнирно закреплены на консолях 4 опорной рамы 1. На другом конце поворотного рычага 11 через шарнир 15 подвешена траверса 16, имеющая в плоскости, перпендикулярной направляющим 4 и 5 1 -образную Форму, горизонтальные части траверсы служат для установки промежуточного ковша 17Ниже шарнира 15 ча траверсе 16...
Электромагнитное дробеметное устройство

Номер патента: 884840
Опубликовано: 30.11.1981
Авторы: Гриднев, Зданевич, Корощенко, Литвинов, Мерзликин, Полякова, Пчелинцев, Черников, Эсауленко
МПК: B22D 11/108
Метки: дробеметное, электромагнитное
...источника напряжения и создает магнитное поле, необходимое для фиксации сыпучего материала, а другая обмотка включена последовательно с соленоидом 5 и создает нейтрализующее магнитное поле, снимающее фиксацию материала в момент нарастания ускоряющего силового поля соленоида. Основной ускоряющий соленоид 5 осуществляет разгон Ферромагнитного сыпучего материала до требуемой скорости,На фиг, 5 показаны графики зависимости скорости ферромагнитного сыпучего материала и его положения вфункции времени при различной длительности прямоугольных импульсовтока, протекающего в соленоиде относительной длины 2,0 1 отношение длинысоленоида к его среднему радиусу) .Решение уравнения движения материалавыполнено на ЦВМ "Наири".В зависимости от...
Тянущее и направляющее устройство машины непрерывного литья

Номер патента: 884841
Опубликовано: 30.11.1981
Авторы: Беренов, Гельфенбейн, Мансуров
МПК: B22D 11/128
Метки: литья, направляющее, непрерывного, тянущее
...с помощью гайки 7 посредством двух полуцилиндрических 5вкладьппей 8 (фиг. 3), которые сопряжены подвижно как с траверсой5, так и со втулкой 6,Промежуточная втулка 6, в своюочередь, является стяжным элементом, 10пружинного буфера 9. Траверса 5под воздействием усилия пружинныхбуферов 9 своими нижними опорнымиповерхностями 1 О поджата к торцамбуртов 11 колонн 3, что обеспечивает стабилизацию положения верхнейтраверсы с роликами при отсутствиислиткаПредварительная настройка растворароликов производится за счет перемещения колонн 3 в направляющих втулках12 станины 1, например, от винтового привода 13. Позициями 14 и 15показаны поверхность и плоскость соприкосновения вкладышей 8 с траверсой 5 и промежуточной втулкой 6.Устройство...
Установка для полунепрерывного литья слитков

Номер патента: 884842
Опубликовано: 30.11.1981
Авторы: Васильев, Николаев, Осипов, Хайкин
МПК: B22D 11/14
Метки: литья, полунепрерывного, слитков
...10 20 30 35 креплена рама щ, перемещающаяся по направляющим 4, закрепленным на кар-касе кессана 5. На раме Щ закреплены поддоны 6 и размещена плита 7, через отверстия которой проходят поддоны 6. Отливаемые слитки также проходят через отверстия плиты 7. На каркасе кессона 5 жестко закреплены упоры 8. Установка имеет стол 9 с кристаллизатором 10, который поднимается вверх (или отводится) с помощью гидроцилиндра 11. Слитки вынимаются из кессона 5 литейной машины с помощью, например, мостового крана "(не показан).Установка работает следующим образом.Сначала поддоны 6 вводятся в кристаллизаторы 10, в которые заливается металл. При опускании рамы щ вместе с отливками опускается и плита 7 до упоров 8 и на них остается, а рама Щ...
Система автоматизации совмещенного литейно-прокатного агрегата непрерывного действия

Номер патента: 884843
Опубликовано: 30.11.1981
Авторы: Жучин, Лазинцев, Майоров, Сидякин, Смоляков, Филатов, Храпченков, Цветков, Целиков, Шусторович, Энгоян
МПК: B22D 11/16
Метки: автоматизации, агрегата, действия, литейно-прокатного, непрерывного, совмещенного
...установки амплитуды, подает соответствующий сигнал на блок управления вибратором, который осуществляет дополни тельное возвратно-поступательное перемещение кристаллизатора с соответствующей частотой и амплитудой.Блок 13 управления фиг. 2) представляет собой четырехплечий мост, 30 в одной диагонали которого содержится регулируемый источник 17 постоянного тока с системой 18 управления. Выход источника 17 положительным полюсом соединен с анодами тиристоров 19 и 20, образующих два плеча моста, а отрицательным полюсом - с другими двумя плечами моста, в одно из которых входит резистор 21. Другой конец резистора 21 соединен с катодом тирис тора 20 и конденсатором, образующими вторую диагональ моста. В другое плечо моста входят последовательно...
Способ автоматического регулирования уровня металла в кристаллизаторе машин непрерывного литья заготовок

Номер патента: 884844
Опубликовано: 30.11.1981
Авторы: Зимин, Краснов, Сколобанов, Туркин
МПК: B22D 11/16
Метки: заготовок, кристаллизаторе, литья, машин, металла, непрерывного, уровня
...с большей интенсивностью зарастания при увеличенном количестве раскисляющего материала (алюминия) . Для такой величины интервала эффект зарастания достигает значений0,18-0,3 мм.На чертеже показана схема устройства, реализующего предлагаемый спо- собеизменении положения стопора с исполнительного механизма 6 поступает через второй преобразователь 8 напряжение-ток одновременно на вход аналого-цифрового преобразователя 7 и на вход другой схемы 11 сравнения, Про 35граммный эадатчик 9 с периодом 50-200 с) вырабатывает импульсные сигналы обнуления и включения аналого-цифрового преобразователя 7 и после завершения в нем процесса измерения сигнал. включения цифроаналогового преобразователя 10 для приема им информации от преобразователя 7 и...
Способ управления тепловым режимом кристаллизатора

Номер патента: 884845
Опубликовано: 30.11.1981
Авторы: Петров, Чуманов, Шестаков, Шичков
МПК: B22D 11/16
Метки: кристаллизатора, режимом, тепловым
...м; скорость вытягивания слитка, и/с. Цель изобретения - повышение производительности стабилизации работы.Поставленная цель достигается тем, что дополнительно измеряют величину пропускаемого тока через зону контакта слитка с кристаллизатором, а скорость вытягивания слитка регулируют пропорционально отклонению от заданного эталонного значения отношения величины скорости вытягивания слитка к величине пропускаемого тока.(5)Лабораторные исследования позволяют установить, что 80-903 электричес 20 кого сопротивления сосредоточено взоне контакта слитка с кристаллизатором, т.е.КЗ-Как ъ (6)25 гд КЭ = 0,8-0,9Кроме того, при разливке слитковна различных технологических режимахработы на экспериментальной МНЛ установлено, что электрическое...
Постоянная литейная форма

Номер патента: 884846
Опубликовано: 30.11.1981
Авторы: Дубровская, Шевер
МПК: B22D 15/00
Метки: литейная, постоянная, форма
...Мезана форма, разрез аждаемому стержню;3 А-А на фиг. ейная форма содержи ческий стержень 1, зу 2 ползуна 3. Кон ной части стержня 1 ственно конфигураза на всю длину его1 О 15 20 30 В стержне 1 выполнена система каналов 4, технологические отверстия которых заглушены пробками 5 и 6. Со стороны сопряжения опорного торца 7 посадочной части стержня 1 с ползуном 3 выполнены резьбовые отверстия 8 для ввертывания подводящего и отводящего охлаждающую жидкость штуцеров 9 и 10.В процессе сборки формы монтаж стержня 1 с полэуном 3 производят в следующем порядке.Предварительно собранный с установленными пробками и проверенный на герметичность стержень 1 посадочной частью вводится в соответствующий паэ 2 ползуна 3, после чего производят...
Кокиль для литья чугунных профилированных валков

Номер патента: 884847
Опубликовано: 30.11.1981
Авторы: Билярчик, Гольдштейн, Мерло, Панченко, Плющ, Рудницкий, Слюсарь, Студинский, Томашев, Шептицкий, Шефер
МПК: B22D 15/00
Метки: валков, кокиль, литья, профилированных, чугунных
...масс профильного 3и примыкающего 4 участков составляет0,25-0,50. На участках 5 кокиля, соответствующих нерабочим участкам бочкивалка, наружный 9 и внутренний Р 1 Радиусы вставки выполнены в соотношении 1,05-1,2.Кокиль изготавливают заливкой чугуна в форму с предварительно установ ленной стальной профильной вставкой 2,35В процессе эксплуатации кокиль отводит тепло от залитого валка.Поскольку соотношение масс профильного участка 3 вставки 2, формирующего рабочий слой валка, и примы 40кающего участка 4 вставки 2 составляет 0,25-0,50, теплоемкости примыкающего участка 4 вставки 2 достаточнодля отвода тепла, выделяющегося приФормировании рабочего слоя. При этомуменьшение теплопередачи,вызываемое45поверхностью раздела - окисной...
Устройство для обдувки и смазки форм литья под давлением

Номер патента: 884848
Опубликовано: 30.11.1981
Авторы: Батькаев, Ким, Тукаев, Фомин, Эбулисов
МПК: B22D 17/20
Метки: давлением, литья, обдувки, смазки, форм
...ка омеру 6 расширения. К нижней части камеры 6 расширения присоединен трубопровод 7 для обратного слива избыткасмазки в резервуар 5, а к верхней части - трубопроводы 8 подачи аэрозоль- дной смеси к форме. На концах трубопроводов 8 подачи аэрозольной смесик форме установлены распылительныесопла 9, к которым подводится сжатыйвоздух через вывод 3 и соединительные трубопроводы 4, Трубопровод 7 дляобратного слива избытка смазки черезвентиль 10 соединен с трубопроводом 4и снабжен обратным клапаном 11, расположенным на участке после соединеЭ 5ния с вентилем 10. Сопла 9 установлены с возможностью перемещения вдольоси трубопровода 8 подачи аэрозольнойсмазки относительно корпуса 12,Установка сопел на трубопроводахпозволяет распылять...
Пресс-форма для литья под давлением

Номер патента: 884849
Опубликовано: 30.11.1981
Автор: Хлызов
МПК: B22D 17/22
Метки: давлением, литья, пресс-форма
...положении, общий вид;на фиг. 2 - то же, при раэмыкании;на фиг. 3 - то же, при выталкиваниио вки из плиты съема.Пресс-форма содержит подвижную инеподвижную полуформы. Подвижная полуформа включает плиту 1 крепления,выталкивающую плиту 2., промежуточныеплиты Э, плиту 4 съема, которая жест" 5ко связана тягами 5 с коромыслом 6,в котором закреплен хвостовик 7 гидроцилиндра литейной машины. На плите Э шарнирно закреплены подпружиненные защелки 8, Для регулировки хода толкателей 9 и контртолкателей 10в защелках 8 имеются регулировочныевинты 11, фиксирующиеся пружиннойпластиной 12. В неподвижной полуформе 1 Э закреплены клинья 14. Внутренние полости отливок 15 оформляютсястержнями 16.Пресс-форма работает следующим образом,После запрессовки...
Способ литья

Номер патента: 884850
Опубликовано: 30.11.1981
Автор: Козельский
МПК: B22D 18/02
Метки: литья
...уровня расплава. Диаметр карусели равен 3,4 м, наибольшая высота столба расплавленного чугуна над кокилем составляет 1,95 м и создает .давление 0,13 ИПа. Минимальная высота столба расплава в период кристаллизации отливки (при прохождении кокилем дуги в 120 в нижней части карусели) составляет 1,3 м и создает избыточное давление 0,09 ИПа. , 10Способ осуществляют следующим обрззома,Подготовленный к приему расплава кокиль расположен выше уровня расплава. При вращении карусели он опускается ниже уровня расплава и заполняется расплавом, поступающим из раздаточной емкости.через осевой и радиальный металлопроводы, В течение 15 с кокиль опускается на высоту 13 м ни- рр же уровня расплава и заполняется расплавленным чугуном,нри этом карусель...
Устройство для возбуждения вибрации расплава

Номер патента: 884851
Опубликовано: 30.11.1981
Авторы: Бакуменко, Верховцев, Морозов, Шатов, Щелухин
МПК: B22D 27/02
Метки: вибрации, возбуждения, расплава
...1 с расплавом 2, съемной трубки 3 из электронепроводящего материала, установленной. в верхней части 4 емкости (или в прибыльной части, если емкость выполнена в виде изложницы), источника 5 тока и электродов 6 и 7, один из которых вмонтирован в трубку 3, а второй -в стенку емкости фиг. 1) или в канал сифонной проводки (фиг. 2) .Устройство работает следующим образом.После заполнения емкости 1, например чугунной изложницы, расплавом 2,0например сталью, в прибыльную часть 4устанавливают трубку 3 йз электронепроводящего материала, например алунда.Через расплав 2 пропускают электрический ток, поступающий от источни- дка 5 тока через электроды, один нзкоторых(электрод 6) вмонтирован втрубку 3, а второй (электрод 7) - встенку емкости...
Установка для выбивки литейных форм

Номер патента: 884852
Опубликовано: 30.11.1981
Авторы: Андрюшин, Серов, Щербатов
МПК: B22D 29/00
Метки: выбивки, литейных, форм
...20 Формула изобретения ми 12 с грузами 13. В грузах выполне 30 решетки. Литейная форма 16 с отливками 17 выбивается и попадает на полотгрузы, о т л и ч а ю щ а я с я тем,что, с целью повышения производительности и качества выбивки путем одновременного контактирования с грузами35всей поверхности Формы, обращеннойк ним, механизм дополнительного силового воздействия выполнен в виде рамы с закрепленными на ней последова 40тельно осями с грузами, а грузы выполнены с продольными прорезями и размещены на осях с воэможностью перемещения по этим прорезям.Источники информации,принятые во внимание при экспертизе451. Авторское свидетельство СССР но 15 решетки 3.Установка работает следующим образом.Литейная Форма 16 с отливками 17...
Устройство для удаления литейных заливов

Номер патента: 884853
Опубликовано: 30.11.1981
МПК: B22D 31/00
Метки: заливов, литейных, удаления
...протяжек 8 трапециевидного сечения через одну на разной высоте И , равной высоте обрабатываемой лопатки детали (фиг, 4, количество трапециевидных протяжек равно числу обрабатываемых лопаток. С наружной стороны корпуса жестко крепится нож 9 для обработки торцовой поверхности основания50 обрабатываемой детали. На противоположной стороне корпуса укреплен нож 10, который обрабатывает поверхность детали по копиру 11, смонтированному на основании 1, На плите 2 рабочего стола 3 шарнирно закреплена подвижная55 плита 12, снабженная рукояткой 1 З,На подвижной плите 12 расположены штыри 14 для фиксации обрабатываемой детали 15. На основании 1 укреплена направляющая планка 16, к которой жестко прикреплены выталкиватели 17. На основании 1...
Устройство для торкретирования металлургических емкостей

Номер патента: 884854
Опубликовано: 30.11.1981
МПК: B22D 41/02
Метки: емкостей, металлургических, торкретирования
...чтобы исключить образование бугров на поверхности ковша.Цель изобретения - обеспечение надежности работы и получение высокого качества поверхности емкости.Указанная цель достигается тем, что устройство, содержащее раму, на который установлена с возможностью поворота платФорма с приводом, направляющей для перемещения сопла и коллектором для подвода питания к приводам, снабжено смесительной камерой, установленной на неподвижной части рамы и соединенной через установленный с воэможностью вращения патрубок с соплом, причем механизм перемещения сопла выполнен в виде бесконечной пластинчатой цепи, расположенной в вы полненном в направляющей продольном пазу.На Фиг. 1 изображено устройство для торкретирования ковшей, общий вид; на...
Способ изготовления магнитов из феррита бария

Номер патента: 884855
Опубликовано: 30.11.1981
Авторы: Арбузов, Мельников, Тихонов, Юматов
МПК: B22F 1/00
Метки: бария, магнитов, феррита
...ферритового порошка производят в аттриторе. Емкость аттритора 40 л, вес шаров 40 кг. Соотношение шары-материал 1:5. В аттритор заливают расчетное количество воды и при включенном водиле вводят добавки этилсиликата ЭСилн тетраэтилсилаксана, Массу после помола направляют в загрузочные бункеры прессов и прессуют кольца диаметром 72 мм и высотой 13 мм. Обжиг колец производят при 1210 С.0В таблице приведены результаты испытаний..38 Масса насосом не перекачивается П р и м е ч а н и е . 5 - удельная поверхность порошка;Вс - остаточная магнитная индукция;Н - коэрцитивная сила;ВНсцг максимальная магнитная энергия. помол ферритового порошка, последую- В щее мокрое прессование ферритовоймассы в магнитном поле и обжиг,о т л и ч а ю щ и й с я...
Способ получения изделий из безвольфрамовых твердых сплавов

Номер патента: 884856
Опубликовано: 30.11.1981
Авторы: Акимова, Веремейчик, Горохов, Ионкина
МПК: B22F 3/15, C22C 29/00
Метки: безвольфрамовых, сплавов, твердых
...помещаютв стальной контейнер и засыпают(А 1 у .,Контейнер с заготовкой нагреваютдо 1150-1300 С и деформируют в горячем состоянии при давлении 9001100 МПа.После охлаждения на воздухе заготовкуизвлекают иэ оболочки с помощью легкого постукивания,П р и м е р 1. Из металлической шихты состава 85% СгС+15% М 1 формуют заготовку диаметром 20 мм и выч сотой 20 мм при давлении 1, 5 т/йм , затем на поверхность заготовки наносят покрытие, состоящее из гидролиэованного раствора этилсиликата 55 об.% и маршалита 45 об. . Заготовку твердого сплава помещают в стальной контейнер внешним диаметром 38 мм, внутренним 36 мм и высотой 38 мм, засыпают порошком из окиси алюминия (А 1 Оз) таким образом, чтобы заготовка находилась в центре контейнера....
Устройство для гидростатического прессования трубчатых изделий из порошка

Номер патента: 884857
Опубликовано: 30.11.1981
Авторы: Максимов, Ротницкий, Фролов, Чепоров, Чернов
МПК: B22F 3/04
Метки: гидростатического, порошка, прессования, трубчатых
...8 взаимодействует с шарниром 9, установленным накрышке 4. Компенсаторы-уплотнители10 и 11 установлены между торцамиобоймы 5 и заглушек 7 и 8. При заполнении устройства порошком вместокрышки 4 устанавливают крьпнку 12 сотверстием а вместо заглушки 8 - воВ25рокку 13 (фиг. 2). Кроме того, вовнутренней полости обоймы 5 размещен формующий стержень 14.Устройство работает следующим образом.Полость заполняют порошком, засы 30пая его через воронку 13 в полостьобоймы 5. Затем снимают крышку 12 иворонку 13 и вместо них устанавливают заглушку 8 с компенсатором 10 икрышку 4 с шарниром .9. Затягивая35крышку,герметиэируют обойму 5, сжимаякомпенсаторы 10 и 11, при этом шарнирне позволяет проворачиваться заглушке 8 относительно крьппки 4 и обоймы5....
Способ изготовления спеченных изделий с внутренней полостью

Номер патента: 884858
Опубликовано: 30.11.1981
Авторы: Дорожкин, Кот, Миронов, Петров, Ярошевич
МПК: B22F 3/087, B22F 5/10
Метки: внутренней, полостью, спеченных
...магнитно-импульсное прессование и нагрев осуществляют многократно.На чертеже и суще884858 ИПИ Заказ 10378аж 872 Подписно ал ППП "Патент",ород,ул,Проектная,4 медной оболочкой 2 1 толщина стенкиоболочки 1 мм) и чугунной оправкой3, выполненной в виде полой втулкис размерами, мм: 16, толщина стенки 1,6и высота 28. Торцовые поверхности закрывают эбонитовыми заглушками 4 и 5и сборку помещают в двенадцативитковый индуктор,(6)магнитно-импульснойустановки.Один из токовыводов емкостногонакопителя 7,подсоединяют к торцу оправки, а другой токовывод - к индуктору. Свободный вывод индуктора подсоединяют к другому торцу оправки.Затем производят магнитно-импульсноепрессование энергией 18 кДж. При этомразрядный ток проходит как по токопроводу индуктора,...
Способ изготовления изделий из быстрорежущих сталей

Номер патента: 884859
Опубликовано: 30.11.1981
Авторы: Бегак, Гиршов, Калякина, Корнеев, Мебель, Рабинович, Титенская, Урбанюк, Федоров
МПК: B22F 3/20
Метки: быстрорежущих, сталей
...по сравнению с титановой фольгой.Из опытов 7 и 8 следует, что увеличение соотношения. масс геттера и порошка сверх 0,004 1 20/5000) не при водит к дальнейшему снижению содержа. ния СО.Таким образом, в качестве нижнего предела этого соотношения принято значение 0,004.На практике содержание кислорода после длительного хранения порошка может возрасти до 0,04-0,05 за счет поступления атмосферного воздуха через отдельные неплотности тары или капсулы. Расчеты показывают, что при содержании кислорода в порошке до 0,05 соотношение масс геттера и порошка должно быть 0,006,Соотношение масс геттера и порош.ка 0,004 рекомендуется для порошков быстрорежущих сталей, содержащих менее 0,033 кислорода, соотношение 0,006 - соответственно для...
Способ распыления жидкостей и расплавов

Номер патента: 884860
Опубликовано: 30.11.1981
Авторы: Коротков, Пономарев, Сизов, Славянинов, Усков, Фишман
МПК: B22F 9/08
Метки: жидкостей, расплавов, распыления
...от 50 до 100 мм, При попадании в зону взаимо" действия струя расплава полностью 20 затормаживается и разрушается на мел кодисперсные капли, которые разлетаются по траекториям 4. В результате расраспыпения получаются частицы размером до 300 мкм.Изменяя скорость падения струи и расхода расплава (эа счет изменения высоты падения или давления расплава перед истечением из стакана), ско" рость истечения и расход энергоносителя, а также расстояние между встреч-. ными соплами, можно регулировать дисперсность распыленного продукта.П р и м е р 2 . Распыление воды.Вода вытекает из трубки 5 диамет 35 ром 5 мм и под действием силы тяжести струей 2 поступает к месту соуда-рения воздушных струй, вытекающих гЬд давлением 1,5 ати из сопел 3...
Способ определения оптимальной скорости резания

Номер патента: 884861
Опубликовано: 30.11.1981
Авторы: Макаров, Нурисламов
МПК: B23B 1/00
Метки: оптимальной, резания, скорости
...на графикезависимости 6 =Г(Ч) определяют значение оптимальной скорости резаниядля черновой обработки Чн, как скорость резания, соответствующую температуре ВК К, и для чистовой обработки Уц, как скорость, соответствующую температуре 6 к- кк .При обработке со скоростью Уддостигается максимальная размернаястойкость инструмента, которая сохраняется и при больших подачах, поэтому Чо целесообразно использовать црц чернови топиц цця маким.ц 1 нО Об 1 м; 1 с.т;331; и уменьшения расхода ццтрумцт. Оптимальную скорость следует прилецят при чистовой обработке для цолучеция минимальной шероховатости обработанной поверхности, а также повышения производительности.ОФормула изобретения, Способ определения оптимальныхскоростей резания для твердосплав...
Устройство для позиционирования продольного суппорта

Номер патента: 884862
Опубликовано: 30.11.1981
Автор: Ивашкевич
МПК: B23B 1/00
Метки: позиционирования, продольного, суппорта
...позиционирования.Для выполнения размеров типа(см. чертеж ) применение предлагаемого устройства легко усматриваетсяиэ приведенного описания. Для выполнения размеров типа К (см. чертеж,ограниченных открытыми уступами внаправлении к шпинделю 1 О, рабочуюподачу инструмента (на чертеже показан пунктирной линией), после позицирования и выхода инструмента наглубину резания й, осуществляют вобратном от шпинделя 1 О направле,нии 5. держит гайку и контргайку 8 для осевой регулировки и фиксации.При перемещении продольного суп" порта 9 в направлении 5 к шпинделю 10 подачу отключают, например, с помощью концевого выключателя (не пока" зан) и останавливают суппорт 9 в положении, близком к заданному, обес" печиваязазор а между копиром 1 и упором 6,...
Способ точения некруглых в поперечном сечении тел

Номер патента: 884863
Опубликовано: 30.11.1981
МПК: B23B 1/00
Метки: некруглых, поперечном, сечении, тел, точения
...и детали сообщается согласование движения, причем скоростьения резца в К раз больше скорос 15ращения детали, где К равно чисраней.Недостатками известного способа угла, а слепрочностий глубины ения э не мости оизво т е. н оиэв изка ляются сравнительно тельность и стокос режущего инс тем, что в няется передк необходиструмента. Это связано процессе обработки изме ний угол что рОдит довательно, к уменьшенрежущего клина, допустрезания. ель изобретения - повышение стойкости инструмента и пр ди ельности обработки тел вращения, имеющих некруглое сечениПоставленная цель достигается тем, что обработка осуществляется цилиндрическим резцом с многозаходг ной винтовой режущей кромкой. Благодаря вращению резца зона контакта детали и режущих кромок...
Способ изготовления колец
Номер патента: 884864
Опубликовано: 30.11.1981
МПК: B23B 1/00
Метки: колец
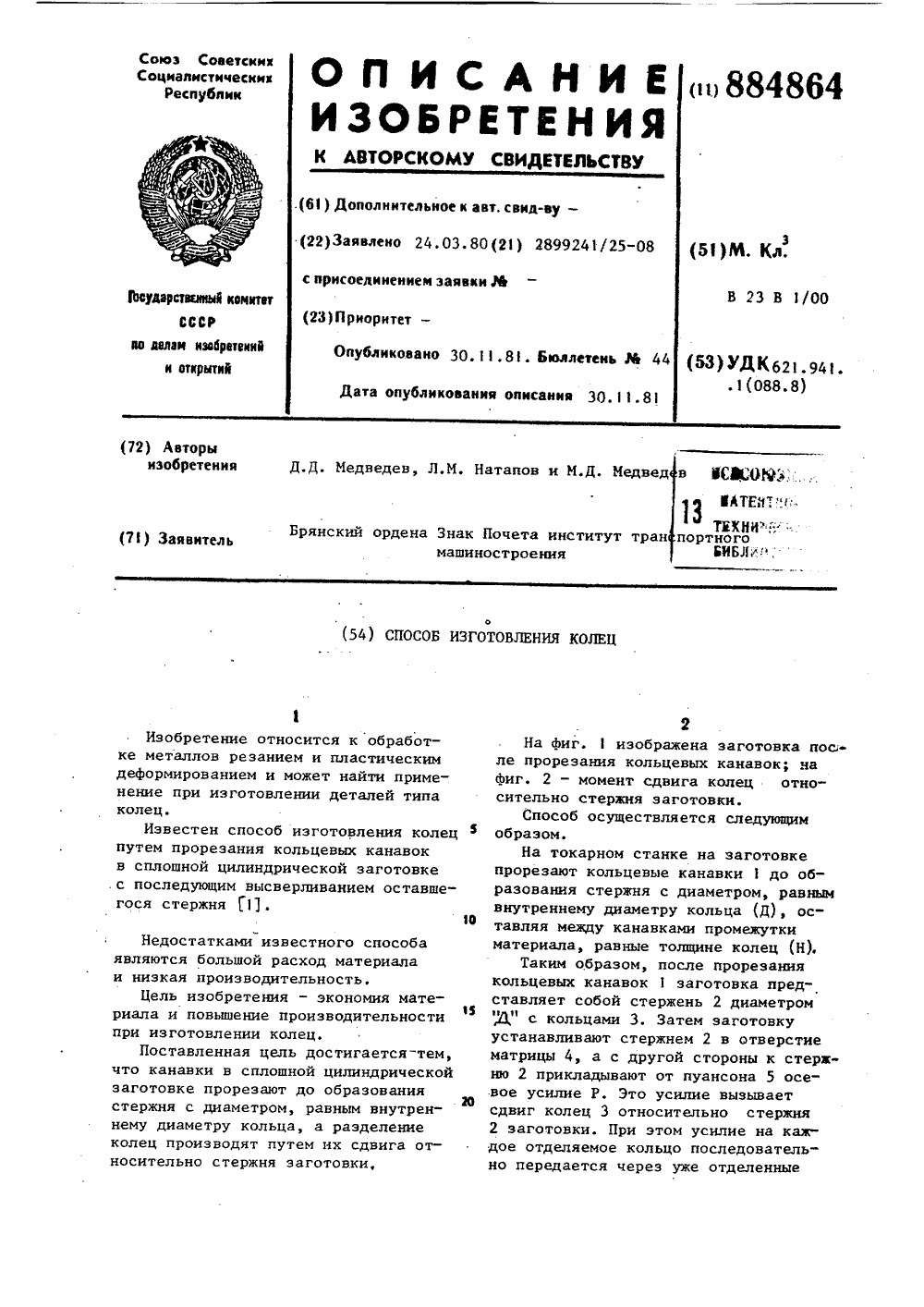
...сительно стержня заготовки.Способ осуществляется следующим образом.На токарном станке на заготовке прорезают кольцевые канавки 1 до образования стержня с диаметром, равным внутреннему диаметру кольца (Д), оставляя между канавками промежутки материала, равные толщине колец (Н).Таким образом, после прорезания кольцевых канавок 1 заготовка представляет собой стержень 2 диаметром ,Я," с кольцами 3. Затем заготовку устанавливают стержнем 2 в отверстие матрицы 4, а с другой стороны к стержню 2 прикладывают от пуансона 5 осевое усилие Р. Это усилие вызывает сдвиг колец 3 относительно стержня 2 заготовки. При этом усилие на каждое отделяемое кольцо последовательно передается через уже отделенные884864сплошной цилиндрической заготовке...
Устройство для обработки поршневых колец большого диаметра

Номер патента: 884865
Опубликовано: 30.11.1981
Авторы: Воробьев, Карчевский
МПК: B23B 3/08
Метки: большого, диаметра, колец, поршневых
...с канавками 19центрирующей обоймы 3.Устройство работает следующим образом,Для установки и центрированияобрабатываемой детали 20 на сменном опорном кольце 2 через распределительную гидромуфту 4 и шланги 5подают давление в нижние полостигидроцилиндров 6 толкателей 7 и внижние полости гидроцилиндров 10внутренних зажимов 11, При этомзаплечики 18 толкателей 7 поднимают центрирующую обойму 3 до упоравверх, а Г-обраэные внутренние прих ваты 16 также поднимаются до упоравверх и поворачиваются вокруг сво"о;их осей на 90 , после чего деталь20 заводят внутрь центрирующей. обоймы 3 и укладывают на опорноекольцо 2, Затем подают давление вверхние полости гидроцилиндров 8наружных зажимов 9, Г-образные наружные прихваты 14 при этом...