B21B — Прокатка металла
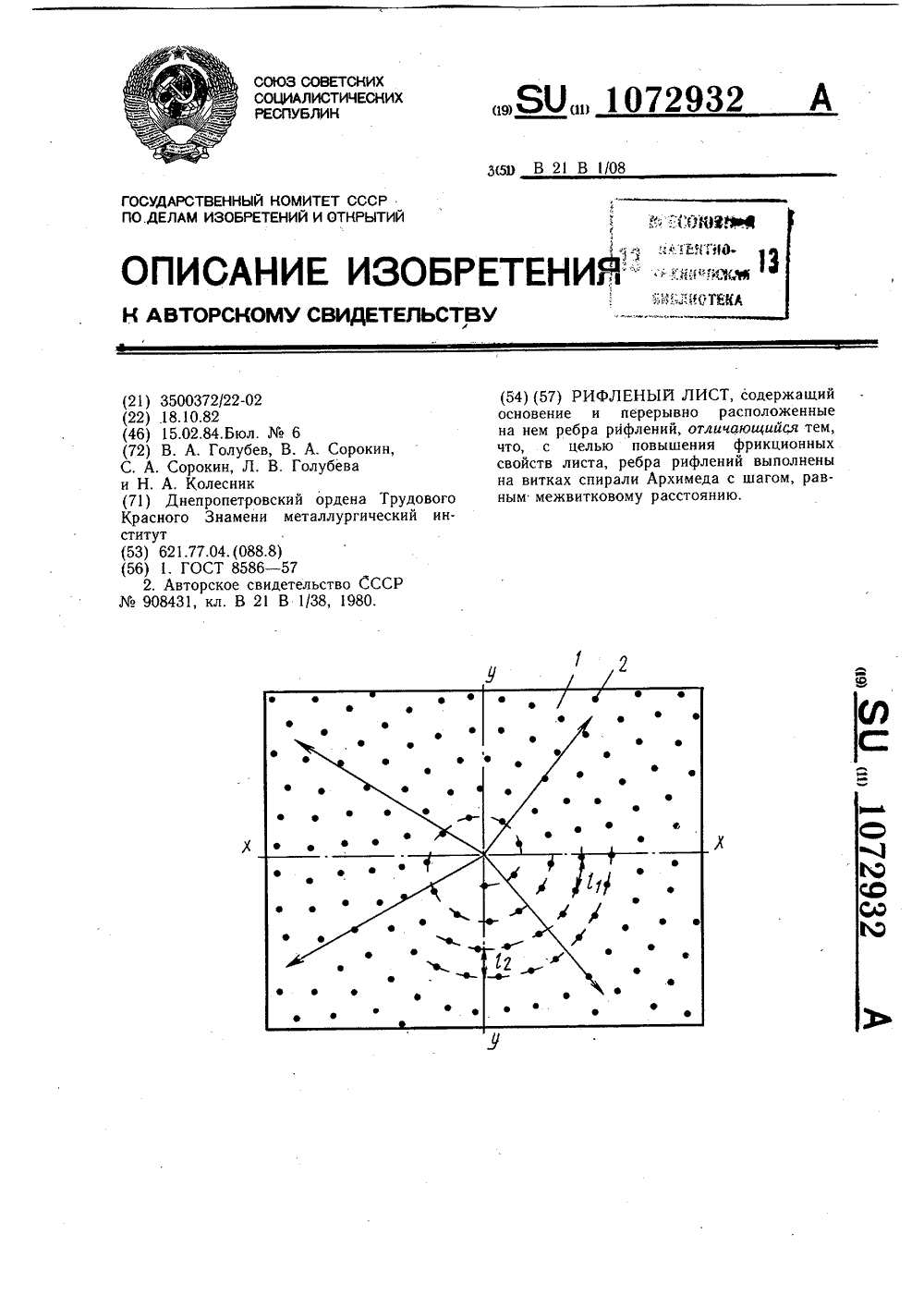
Рифленый лист
Номер патента: 1072932
Опубликовано: 15.02.1984
Авторы: Голубев, Голубева, Колесник, Сорокин
МПК: B21B 1/08
...являются низкие фрикционные свойства листа и завышенная металлоемкость.Наиболее близким к предлагаемому по технической сущности и достигаемому результату является рифленый лист, состоящий из основания, на поверхности которого прерывно расположены ребра рифлений 2 .Этот лист имеет недостаточные фрикцион. ные свойства, в связи с повышенным наличием участков с нулевой сцепляемостью.Цель изобретения - повышение фрикционных свойств листа.Поставленная цель достигается тем, что в рифленном листе, содержащем основание и прерывно расположенные на нем ребра рифлений, рабра рифлений выполнены на витках спирали Архимеда с шагом, равным межвитковому расстоянию.На чертеже изображен рифленый лист.Он состоит из основания 1 на одной из поверхностей...
Способ винтовой прокатки труб

Номер патента: 1072933
Опубликовано: 15.02.1984
Авторы: Белорусов, Гетия, Дервоед, Осадчий, Шумилин
МПК: B21B 19/02
Метки: винтовой, прокатки, труб
...снижение продольной разностенности, особенно при прокатке длинных гильз.Наиболее близким к предлагаемому по технической сущности является способ винтовой прокатки труб, включающий деформацию нагретой заготовки принудительно вращаемыми валками с постоянной окружной скоростью в установившийся период и с рассогласованием при прохождении заднего конца заготовки 12.Особенностью известного способа является создание равенства секундных объемов на входе и выходе металла из валков, позволяющее уменьшить раструбы на концах труб.Однако применение известного диапазона рассогласования скоростей вращения валков 1,02-1,08 0,82-0,861072933 Составитель Л. Матурина Редактор Л. Авраменко Техред И. Верес Корректор Г. Решетник Заказ 253/6 Тираж Т 96...
Прокатная клеть

Номер патента: 1072934
Опубликовано: 15.02.1984
Авторы: Бирюкова, Голобоков, Ширяев
МПК: B21B 29/00
...на удлиненных шейках валка не менее, чем в двух подшипниках, нажимные устройства, взаимодействующие с консолями подушек,. снабжена балансирами, каждый из которых взаимодействует с консолью подушки одной шейки валка и с подушкой другой шейки валка и установлен под нажимным устройством.На фиг. 1 показана клеть, общий вид; на фиг. 2 - узел валков, вид сверху; на фиг. 3 - разрез А-А на фиг. 2. В окнах станины 1 установлены рабочие валки 2 и опорные валки 3 и 4. Нижний опорный валок 3 размещен в подушках 5. Верхний опорный валок 4 с удлиненными шейками снабжен подушками 6и 7, каждая из которых смонтирована нашейке валка не менее, чем в двух подшипниках. Подушка 6 левой шейки валка 4 опирается консольной балкой 8 припомощи балансира...
Комплект подушек рабочих и опорных валков нереверсивной клети кварто горячей прокатки

Номер патента: 1072935
Опубликовано: 15.02.1984
Авторы: Артамонов, Белянский, Гриднев, Кожухов, Лосев, Мухин, Пащенко, Пименов, Рассказов, Трайно
МПК: B21B 31/02
Метки: валков, горячей, кварто, клети, комплект, нереверсивной, опорных, подушек, прокатки, рабочих
...подушки 2опорного валка. Направляющие 5 проемоввыполнены клиновыми (под углом с( к осямвалков), а боковые поверхности подушек 4рабочего валка 3 сопряжены с клиновыминаправляющими 5. 55Направляющие 5 также имеют клиновуюформу (фиг, 2) с углом наклона к вер1 тикальной оси опорного валка - Г,Устройство работает следующим образом.При взаимном перекрегцивании в плане осей рабочего валка 3 и опорного валка 1 при прокатке возникают осевые усилия Го, под действием которых рабочий валок 3 смещается вместе с подушками 4 в направлении своей оси, При этом боковые поверхности подушек 4 рабочего валка 3 скользят по клиновидным в плане направляющим 5 подушек 2 опорного валка 1. Рабочий валок 3 поворачивается в горизонтальной плоскости, уменьшая...
Привод валков рабочей клети прокатного стана

Номер патента: 1072936
Опубликовано: 15.02.1984
МПК: B21B 35/00
Метки: валков, клети, привод, прокатного, рабочей, стана
...причем подушки одного из валков связаны с механизмом перемещения 3. 40Известное техническое решение имеет следующие недостатки.В ряде случаев требуется подъем одного из рабочих валков, обусловленный технологией прокатки. Предварительно напряженный (закрученный) гибкий вал при этом за счет изменения длины образующей испытывает большие перегрузки, что снижает надежность его работы. После каждого прохода необходимо натяжение стана, содержашем механизм собственно привода и механизм выборки зазоров, включающем зубчатую передачу, размещенную в корпусе, зубчатый сектор и гибкий вал, связывающий с неприводной стороны хвостовики рабочих валков, смонтированных в подушках, причем подушки одного из валков связаны с механизмом перемешения,...
Устройство для уравновешивания шпинделей

Номер патента: 1072937
Опубликовано: 15.02.1984
Авторы: Барабашкин, Виноградов, Ермолаев, Никитин, Самохин, Тартаковский
МПК: B21B 35/14
Метки: уравновешивания, шпинделей
...перевалке (замене) шпинделей; на фиг, 3 разрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 2.Устройство для уравновешивания шпинделей включает две стойки 1 с открытыми цилиндрическими гнездами 2, на каждой из них шарнирные опоры с осями 3 с двуплечими рычагами, составленными из двух с общей осью качания частей, одна 4 из которых несет на одном плече гибкую связь 5 под опооы шпинделей, а на другом плече имеет фигурную выемку 6, другая же часть 7 имеет отверстие, в котором закреплена полая ось 8, образующая с фигурной выемкой замковое соединение, связанный с каждым двуплечим рычагом пружинный демпфер 9, присоединенный к нему балансировочный механизм в виде коленчатого рычага 10, насаженного на вал 11,...
Вкладыш шарнира универсального шпинделя

Номер патента: 1072938
Опубликовано: 15.02.1984
Авторы: Григоренко, Гринавцев, Грудев, Комаров, Корж, Лукашевич
МПК: B21B 35/14
Метки: вкладыш, универсального, шарнира, шпинделя
...каналы сделаны для того, чтобы препятствовать перемещению смазки 7 в направлении стрелок 9. В этом случае смазка 7 будет затекать в полости каналов 4 и скапливаться в полостях между торцами магнитов и рабочими поверхностями вилки ЗО и лопасти шарнира.Вкладыш шарнира универсального шпинделя работает следующим образоом,Помещенная на рабочие поверхности2 и 3 смазка 7 под действием магнитного поля 6 магнитов 5 постоянно удерживается 35в каналах 4 и вокруг рабочих поверхностей 2 и 3, что обеспечивает повышение надежности смазывающего действия смазки и увеличение сроков службы вкладышей шарнира.40 Внедрение изобретения позволит повысить в 2-3 раза стойкость шарниров универсального шпинделя, сократить расход дорогостоящей бронзы и шпинделей....
Универсальный шпиндель прокатного стана

Номер патента: 1072939
Опубликовано: 15.02.1984
Авторы: Бровман, Жабин, Ромадин, Сафронова
МПК: B21B 35/14
Метки: прокатного, стана, универсальный, шпиндель
...ли /эп ФЧ/созиЩ измен арнире универсального ся величиной переменс периодом, соответстшпинделя=90, как нией на фиг, 3 Функция ется от 1,0 до 1.42 и фиг. 3 - схема изменения мощности тренияв шарнирах шпинделя.С вилкой 1 шарнира взаимодействуютвкладыши 2 скольжения, оперные на лопасть3. Вал 4 шпинделя соединен с шарниром 5,где лопасть 6 контактирует с вкладышами 7 и соединена с вилкой 8.Устройство работает следующим образом.При вращении вилки 1 она через вкладыши 2 передает вращение лопасти 3, жестко соединенной с валом 4. Если угол перекоса в шарнире равен Ф, то происходит периодическое скольжение по двум поверхностям: плоскостям контакта вкладышей 2и лопасти 3 и цилиндрическим поверхностямконтакта между вилкой 1 и вкладышами 2.Если...
Способ управления редукционным станом с индивидуальными приводами клетей

Номер патента: 1072940
Опубликовано: 15.02.1984
Авторы: Зельдович, Ивоботенко, Паргамотникас, Филатов
МПК: B21B 37/78
Метки: индивидуальными, клетей, приводами, редукционным, станом
...управления редукционным станом с индивидуальными приводами клетей позволяет увеличить производительность стана за счет повышения надежности редуцирования без разрывов ослабленного участка трубной заготовки путем формирования режима пониженного натяжения, устанавливаемого в соответствии с измеренной толщиной стенки более тонкого из 2-х участков заготовки, примыкающих к сварному стыку, т. е. такого режима, который учитывает фактическую толщину стенки и соответственно ориентировочную прочность заготовки. Способ позволяет повысить выход годного за счет последовательной установки скоростей приводов предыдущих клетей, которые проходят сварной стык, до значений, соответствующих измеренной толщине стенки следующего за сварным стыком участка...
Устройство для контроля наличия металла в клети прокатного стана

Номер патента: 1072941
Опубликовано: 15.02.1984
Авторы: Бурминский, Кириченко, Кухнов, Семеняк
МПК: B21B 38/00
Метки: клети, металла, наличия, прокатного, стана
...магнитно-управляемом контакте - герконе, датчик скорости прокатного электродвигателя, оптрон с источником питания и стабилитрон, причем 35,4045 5055 вход геркона соединен через стабилитрон с выходом датчика скорости прокатного электродвигателя, а выход - с входом оптрона, дополнительно содержит реле, вход которого соединен с выходом оптрона, и две катушки управления полем геркона, подключенные встречно и к источнику питания через нормально закрытые и нормально открытые контакты соответственно.Надежное срабатывание устройства обеспечивается созданием дополнительного магнитного поля геркона, причем для включения геркона это поле направлено согласно с магнитным полем, создаваемым током якоря, и суммарная напряженность дополнительного...
Кантователь листов

Номер патента: 1072942
Опубликовано: 15.02.1984
Авторы: Горбачевский, Мукин, Панкратов, Пилягин
МПК: B21B 39/32
Метки: кантователь, листов
...рычаги выполнены с криволиненой опорной поверхностью, взаимодействующей с роликом.На фиг. 1 изображен кантователь листов, вид сверху; на фиг. 2 - разрез А-А на фиг. 1Кантователь листов содержит вал 1, установленный на опорах 2 с закрепленными на нем загрузочными рычагами 3 и криво- шипом 4. С левой стороны загрузочного рычага 3 (фиг. 2) расположен фиксатор 5.Приемные рычаги 6 имеют криволинейные направляющие, опирающиеся на ролики 7 и шарнирно соединены с загрузочными рычагами 3. Ролики 7 установлены на опорах 8. Кривошип 4, жестко закрепленный на валу 1, шарнирно связан со штоком пневмоцилиндра 9.Кантователь листов работает следующим образом.Исходное положение кантователя -загрузочные 3 и приемные 6 рычаги находятся в...
Устройство для смазки внутренней поверхности труб

Номер патента: 1072943
Опубликовано: 15.02.1984
Авторы: Гришин, Кравцов, Тарасов
МПК: B21B 45/02
Метки: внутренней, поверхности, смазки, труб
...и пучков гигроскопичного материала, расположенных в шахматном порядке по отношению к соседнему ряду, причем пучки волокнистого материала наклонены подуглом 55-75 к оси стержня в сторону его заднего конца, а пучки гигроскопичного материала - под тем же углом в сторону оправки.На фиг. 1 представлено предлагаемоеустройство в момент прокатки трубы, осевой разрез; на фиг. 2 - то же, в момент пропитки ерша смазкой; на фиг. 3 - раз-рез А - А на фиг. 1.Оправка 1 стана холодной прокаткитруб или волочильного стана связана разъемным соединением со сплошным стержнем 2, на котором жестко смонтирован смазочный ерш в виде набора чередующихся кольцевых элементов - рядов волокнистого гибкого 3 и гигроскопичного 4 материала: установленных с зазора...
Способ непрерывной прокатки двутавровых профилей

Номер патента: 966976
Опубликовано: 23.02.1984
Авторы: Беспалов, Друзин, Кугушин, Лабецкий, Смирнов, Шилов
МПК: B21B 1/12
Метки: двутавровых, непрерывной, прокатки, профилей
...горизонтального балочного калибра, а вовсех калибрах черновой группы балочную заготовку прокатывают с уклонами 15-30 у открытых фланцев и 8-12 40у закрытых фланцев, причем в последнем черновбм проходе прокатку ведутв открытом балочном калибре с обжатием 10-30 по шейке и высоте фланцев профиля. 45На фиг.1-.16 показана последовательность обжатий профиля.в калибрах,причем на фиг.1-10 показаны черновые.проходы, а.на фиг.5 и 6 - два возможных варианта подгибки фланцев: выпрямление (фиг.5) и обратный изгиб(фиг.б).Способ прокатки осуществляетсяследующим образом.Прямоугольная заготовка прокатывается в открытом разрезном калибре(фиг.1) и обжимается по ширине в вертикальном осадочном калибре (фиг.2) для получения необходимого уклона...
Способ получения ленты из коррозионностойкой стали для лезвий безопасных бритв

Номер патента: 1076155
Опубликовано: 28.02.1984
Авторы: Ашихмин, Бирман, Дедюкин, Жучин, Кофман, Кузнецов, Пименов, Полухин, Шпицберг
МПК: B21B 3/00
Метки: безопасных, бритв, коррозионностойкой, лезвий, ленты, стали
...30-40%, за второй,9-20%.Результаты экспериментов сведены таблицу.1 оо 104 35 1 О 4 36 105 37 108 0,96 112 115 117 46 По прототи пу предлагаеьнй 0,90 0,92 0,92 0,94 0,94 О,97 0,98 1,0-1,5 О,6-1,О 0,4-0,8 0,2-0,6 0,1-0,5 0,1-0,5107655 Составитель М. Блатова Редактор Н, Безродная Техред И. Верес Корректор И. Эрдейи Заказ 59(Н 8 Тираж.796 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 филиал ППП Патеитэ, г. Ужгород, ул. Проектная, 4Величину суммарного обжатия 37-45% вы. бирают на основании влияния степени деформации коррозионностойкой стали па ее механические свойства. Кроме того, для улучшения штампуемости необходимо маК- симально возможное отношение предела...
Составной прокатный валок

Номер патента: 1076156
Опубликовано: 28.02.1984
Авторы: Заика, Логинов, Сорокин
МПК: B21B 27/02
Метки: валок, прокатный, составной
...7. Вкладыш снабжен металлическим штоком 8, жестко связанным с ним ивходящим в осевое отверстие катушки, Критический сигнал от измерительных элементов 9 поступает через усилитель 1 О на блоквключения источника 11 постоянного тока.Устройство работает следующим обраО зом.В период сборки валка на несущую ось2 с установленным в ее пазу вкладышем3 насаживают по ходовой посадке бандаж1, на внутренней поверхности которого выполнен соответствующий паз. При этом благодаря выполнению паза на оси 2 глубинойбольшей высоты вкладыша 3 последнийутоплен в пазу на оси 2. Пружинные элементы 4 в этот период находятся в сжатомположении. После совмещения пазов насопряженных поверхностях бандажа 1 иосн 2 пружинные элементы 4 перемешаютвкладыш 3 в его...
Устройство для соединения валков и шпинделей прокатных станов

Номер патента: 1076157
Опубликовано: 28.02.1984
Авторы: Лагутин, Малкин, Рахманов, Ткаченко
МПК: B21B 35/14
Метки: валков, прокатных, соединения, станов, шпинделей
...в чувствительности к повышенным динамическим нагрузкам в момент захвата металла валками.Цель изобретения - снижение передаваемых на привод динамических нагрузоки тем самым сокращение поломок элементов привода. Указанная цель достигается тем, что в устройстве для соединения валков и шпинделей прокатных станов, включающем полумуфту шпинделя с валком, в осевой рас- О точке которого размещены блок резино-металлических элементов и гидроцласт, взаимодействующие через поводки с обоймой, внутренняя поверхность обоймы выполнена в виде кулачка с чередующимися рабочими и холостыми участками, каждый из которых соответствен но предста вляет собой сферическую и цилиндрическую поверх.ности. На фиг. 1 представлено устройство длясоединения валков и...
Универсальный шарнир

Номер патента: 1076158
Опубликовано: 28.02.1984
Авторы: Арсентьев, Кузьмин, Сопин
МПК: B21B 35/14
Метки: универсальный, шарнир
...перпендикулярны 27.Недостатком данного шарнира являетсяфиксация плоскоцилицдрической части вкла.цыша ца внутренней вилке так, что ось цилиндрической поверхности трения расположена параллельно продольной оси шарнира. При соединении наружной и внутренней вилок пальцем с возможностью их продольного смешения (например, в случае, 5когда царужцая вилка зафиксирована напрокатном валке, а внутренняя вилка вместепромежуточным валом и ведущим шарпиром шпинделя - на шестерецном валке)цлоскоцилиндрическая часть вкладыша смешается вместе с внутренней вилкой относительно части вкладыша с цилиндрическими поверхностями трения, при этом уменьшается плошадь контакта с вкладышамии появляется усилие, среза ющее пальцы,фиксируюшие цлоскоцилиндрические части...
Стационарный опрокидыватель

Номер патента: 1076160
Опубликовано: 28.02.1984
Авторы: Виноградов, Голобоков, Захаров, Морозов
МПК: B21B 39/20
Метки: опрокидыватель, стационарный
...к кипению жидкости),поскольку поступающий сюда объем жидкости из штоковой полости меньше освобо.ждающегося объема.Цель изобретения - повышение надежности работы.Указанная цель достигается тем, чтостационарный опрокидыватель снабженгерметичной камерой с перекрываемымиконтрольным и заливочным отверстиями,а обе полости гидроцилиндра связаны с камерой через управляемый клапан.На фиг,показан опрокидыватель в исходном положении; на фиг. 2 - то же, сопрокинутым слитком. Опрокидыватель состоит из люлькис днищем 2, с задней стороны установленыцапфы 3, а перпендикулярно оси цапфпротивовес 4, люлька через промежуточ.ный рычаг 5 связана со штоком гидроцилиндра 7, шарнирно сопряженного с неподвижной опорой 8, полости гидроцилиндрасоединены...
Устройство для охлаждения проката

Номер патента: 1076161
Опубликовано: 28.02.1984
Авторы: Антипенко, Бердичевский, Бублик, Журавлев, Капустин, Кияшко, Кукатов, Литвинов, Маневич, Минаев, Темнохуд, Устименко, Филатов, Чередниченко, Школьников
МПК: B21B 45/02
Метки: охлаждения, проката
...при цсизм си во( лд В, ( ни и. 11 ри прекрдцении подачи жилк(и ти в зоор между трубкой и корпусом путел Ириждтия трубки к корпусу цосрлсч Вом механизмов осупествляется Отсос жилксти зд счет эжекции (О по оси соила через отверстия трубки, выполненные цо противоположным ее образующим. Таким образом, жидкость может полаваться в струк воздуха кдк по оси (в случае устранения зазора между трубкой и корпусом), так и от периферии к оси струи 5 (в случае наличия зазора). Изменяя способ ввелеция охлдлклаюИей жилкости в струю воздуха. можно цри одних и тех же параметрах компонентов охлаждающей смеси изменять В широких пределах дальнобойность струй. Это также облегчает ца стройку устройства на охлаждение другого изделия и расширяет диапазон...
Способ прокатки угловых профилей

Номер патента: 1077670
Опубликовано: 07.03.1984
Авторы: Бойко, Вихрев, Волков, Геков, Гришин, Есипов, Илюкович, Капелюшный, Кощеев, Нехаев
МПК: B21B 1/08
Метки: прокатки, профилей, угловых
...калибре.Это облегчает операцию регулирования и обеспечивает(больший диапазон возможного изменения шйрины полок.На фиг. 1, 2 - черновые калибры и их заполнение при расчетных зазорах калибров; на Фиг. 3,4 - черновые калибры и их заполнение при прокатке в соответствии с предложенным способом; на фиг. 5,6 - предчистовой и чистовой угловые закрытые калибры; на Фиг, 7,8 - угловые профили, получаемые при расчетной настройке черновых калибров и при корректировке в соответствии с предложенным способом.В процессе прокатки асимметричного углового профиля в первых раэрезных открытых калибрах осуществляется распределение металла исходнойзаготовки 1 по полкам 2 и 3 чернового раската (фиг. 1 и 2). Затемчерновой раскат поступает в предчистовой и...
Способ прокатки угловых профилей

Номер патента: 1077671
Опубликовано: 07.03.1984
Авторы: Бойко, Вихрев, Волков, Геков, Гришин, Есипов, Илюкович, Капелюшный, Кощеев, Нехаев
МПК: B21B 1/08
Метки: прокатки, профилей, угловых
...поперечное сечение; на фиг, 6-8 - примеры реализации способа,В процессе прокатки асимметричного углового проФиля в первом разрезном открытом калибре осуществляется распределение металла исходнойзаготовки 1 по полкам 2 и 3 чернового углового раската (фиг.1). Ватем черновой раскат поступает в черновые, предчистовой и чистовой угловые калибры, где окончательно формуется готовый профиль.При неправильном распределенииметалла исходной заготовки 1 по полкам 2 и 3 чернового раската и получения, например, левой полки 2 снедостаточной шириной и правойполки 3 с избыточной шириной вчистовом калибре формируется готовый профиль с аналогичными отклонениями ширин полок, что не обеспечивает получение профиля требуемойточности, Устранить отклоненияна...
Способ прокатки клиновидных профилей

Номер патента: 1077672
Опубликовано: 07.03.1984
Авторы: Кощеев, Савчук, Слобожанин, Якимов
МПК: B21B 1/08
Метки: клиновидных, прокатки, профилей
...мере в одном из первыхформообразующих калибров получаютпромежуточную заготовку трапециевидного сечения с выпуклостями по однойна каждой иэ днух боковых граней,выполненными по радиусу, равному1,1 - 1,3 радиуса исходной заготовкии расположенными со смещением отсредней линии трапеции в сторонуменьшего основания.При радиусе ныпуклостей, большем1,3 радиуса исходной заготовки,последняя плохо центрируется н калибре.На Фиг. 1 - 3 показана последовательность формирования профиляпо данному способу.В последнем калибре 1 вытяжнойсистемы получают заготовку - раскаткруглого сечения 2, который задаютн первый Формообразующий калибр 3,где пол 7 чают заготовку трапециевидного сечения 4 с выпуклостями 5,выполненными на боковых гранях. Выпуклости 5...
Прокатная клеть

Номер патента: 1077673
Опубликовано: 07.03.1984
Авторы: Бирюкова, Голобоков, Ширяев
МПК: B21B 13/14
...В определяется нажимными устройствами 7, расстояние между осями которых равно величине. На удлиненных шейках опорных валков 1 и 2 на расстоянии О от осей нажимных устройств 7 эа пределами станин размещены гидроцилиндры 8 противо- изгиба, распирающие дополнительные подушки 9 опорных валков.(3) или эаР=ъ ам Величинаопределяетсякостью элементов прокатнойпо Формуле1 о 7 а где Я - деформация опор валковогооузла прокатной клети приизменении усилия прокаткина одну единицу;3 - деформация валкового узлав его среднем сечении относительно сечений, проходящих по краям полосыпри изменении усилия прокатки на одну единицу;- деформация прокатной клетив среднем сечении валкового узла при измененииусилия прокатки на однуединицу; 20деформация...
Способ получения заготовки из сплава на железо-никелевой основе

Номер патента: 1077674
Опубликовано: 07.03.1984
МПК: B21B 3/00
Метки: железо-никелевой, заготовки, основе, сплава
...к снижению пластичности, возникновению по этой причине дефектов на поверхности заготовок. Кроме того, прокатка при низких температурах затруднена изза высоких усилий деформирования,При частых обжатиях меньше 6 имеет место значительная неравномерность деформации по сечению слитка, способствующая образованию дефектов поверхности и внутренних разрывов в заготовках. При обжатиях более 19 резко возрастает сопротивление деформации и обработка слитка затруд. нена.Прокатка слитка с суммарной деформацией менее 65 приводит к значительной разноэернистости металла и большой анизотропии свойств. При прокатке слитка иэ сплава на железоникелевой основе с суммарным обжатием более 85 запас плстичности металла в силу замедленных рекристаллизационных...
Валок для пилигримовой прокатки

Номер патента: 1077675
Опубликовано: 07.03.1984
Авторы: Голодягин, Лапин, Логовиков, Сафьянов, Шпырев, Щеткина, Юдина
МПК: B21B 21/02
Метки: валок, пилигримовой, прокатки
...металла от дорна.На Фиг. 1 представлен валок,поперечный разрез; на фиг, 2 - момент редуцирования заготовки на дорне предложенным валком.Валок для пилигримовой прокатки труб выполнен ручьеным иимеет по длине окружности боек 1 с редуцирующим участком 2 вначале и участком 3 с постоянным радиусом гребня 4, К бойку примыкает полирующий участок 5, эа которым следует участок б продольного выпуска, а также холостой участок 7. Редуцирующий участок вначале выполнен с гребнем н виде косинусоиды, амплитуда А которой составляет 0,025-0,06 от его начального радиуса 1 , а период Т косинусоиды составляет 0,2-0,35 от этогоже начального радиуса Р редуцирующего участка. Величина амплитуды косинусоиды (0,026-0,06) Й 0 рассчитана иэ значений величины зазора...
Устройство для автоматического контроля металла в поле допусков по толщине

Номер патента: 1077676
Опубликовано: 07.03.1984
Авторы: Богаенко, Кириченко, Кузин, Оружинский
МПК: B21B 38/00
Метки: допусков, металла, поле, толщине
...данных, делителя8 и интегратора 9, Первый вход вы-числительного блока 3 соединен свходами порогового элемента 4 и интегратора 9, Выход порогового элемента 4 подключен к первому входусчетчика 5 и второму входу интегратора 9Второй вход вычислительногоблока 3 соединен с вторым входомсчетчика 5, выход которого соединенс первым входом схемы 6 сравнения,выход которой подключен к третьемувходу счетчика 5, четвертому входуинтегратора 9 и первому входу делителя 8, второй вход схемы б сравнениясоединен с первым выходом блока 7ввода данных, второй выход которогосоединен с вторым входом делителя 8,третий вход которого подключен квыходу интегратора 9. Выход делителл8 соединен с выходом вычислительного блока 3, 1077676Вычислительный блок 3 может...
Устройство для управления процессом петлеобразования в клетях мелкосортного стана

Номер патента: 1077677
Опубликовано: 07.03.1984
Авторы: Китаев, Луговых, Михайлов
МПК: B21B 38/00
Метки: клетях, мелкосортного, петлеобразования, процессом, стана
...устройства. Целью изобретения является повышение надежности,20Поставленная цель достигается тем,что устройство для управления процессом петлеобразования в клетяхмелкосортного стана, содержащее несколько каналов, состоящих из последовательно соединенных чувствительного и ключевого элементов, причемчувствительные элементы расположенына одной прямой в плоскости, перпендикулярной оси прокатки, задающийэлемент и элемент сравнения, соединенные последовательно, выход элемента сравнения является выходомустройства, дополнительно содержит9 Б-триггер, элемент ИЛИ и делитель.напряжения с источником постоянного 35питания и с колич"твом последовательно соединенных резисторов на одинбольше числа каналов, причем выходывсех каналов...
Прокатный стан

Номер патента: 1079316
Опубликовано: 15.03.1984
МПК: B21B 1/00
...поступают в высокотемпературноенагревательное устройство 4, где ихнагревают до температуры прокатки ирольгангом 5 подают к клетям 6, азатем кантуют на 90 кантователем 7 и деформируют в клетях 8, образующих непрерывную группу, Группа 8включает клети с горизонтальным ивертикальным расположением валков,что позволяет осуществлять двухстороннее обжатие заготовок.Оборудование стана расположено вдоль замкнутой линии и после передачи заготовок шлеппером 9 их подают рольгангом 10 к непрерывной шестиклетьевой группе клетей 11, где три клети имеют горизонтальное, а тривертикальное расположение валков,9316 4После деформации заготовки ножницами 12 разрезают в процессе движения на мерные длины и рольгангом 13подают в совмещенный агрегат охлаж 5...
Способ подготовки полосы со сварными швами к прокатке

Номер патента: 1079317
Опубликовано: 15.03.1984
Авторы: Абраменко, Веселков, Кузнецов, Масленников, Пименов, Тишков
МПК: B21B 1/22
Метки: подготовки, полосы, прокатке, сварными, швами
...а притолщине 0,5 мкм резко возрастает 1 Окоэффициент конкретного трения.Так как отдельные поперечные сечения вагка упруго связаны между собой, ширина участка с покрытием (онавыбирается в пределах 10-50 мм ) долж на быть достаточной для достиженияна кромке полосы необходимой избыточной деформации. При ширинке участка менее 10,0 разность сплющиванийвалка и, следовательно, деФормацийполосы на середине и на кромке малаи не обеспечивает блокирования концентраторов напряжений.При ширинеучастка с покрытиемболее 50,0 мм возможна локальнаяпотеря полосой плоской формы и образование дефекта "волна", По этойпричине, а также для экономии цветных металлов, длина участка с покрытием не должна превышать ширинусварного шва не более, чем в...
Способ производства алюминиевой фольги

Номер патента: 1079318
Опубликовано: 15.03.1984
Авторы: Бирюлин, Злотин, Кошурин, Нефедова, Оржеховский, Сильвестров, Симонов
МПК: B21B 1/40
Метки: алюминиевой, производства, фольги
...их распределение становится более равно35 мерным. Электронномикроскопический анализ горячекатаной заготовки показывает, что такие условия горячей деформации, позволяют получить в металле плотность дислокаций на уровне 10-1 О" на 1 см , что значитель 10но выше, чем в горячекатаной рекристаллиэованной заготовке (10 7 - -О на 1 см 1, Кроме того, при ука 8занных температурах окончания горячей прокатки и последующего охлаждения металла происходит релаксация внутренних напряжений вследствие протекания процессов возврата, что способствует улучшению пласти 50 ческих свойств металла при дальнейшей холодной прокатке. Снижение температуры окончания горячей прокатки более, чем на 80 С , температуры начала рекристаллизации, повышает плотность...