B21B 1/00 — Способы и устройства для прокатки листового или профильного металла
Тепловой экран при горячей обработке сталей давлением

Номер патента: 967600
Опубликовано: 23.10.1982
Авторы: Ахмедин, Закшевский, Комар, Подылин, Сержанов, Суслов, Ханхалов
МПК: B21B 1/00, B21B 37/00
Метки: горячей, давлением, обработке, сталей, тепловой, экран
...которые устанавливаются над рабочими и транспортирующими рольгангами с помощью мостовых кранов или спе" циальных полок.П р и м е р. Использование на сля. бинге 1150 в качестве тепловых экранов готовых слябов с температурой 900-950 ф, удерживаемых с помощью мос.товых кранов над рабочим рольгангом, позволяет повысить температуру конца прокатки последующих партий на 10- 60 оФормула изобретения Составитель В, Васильева Редактор И. Гунько Техред М,Коштура Корректор О. БилакТираж 815 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д, 1/5 Заказ 7968/16 филиал ППП "Патент", г. Ужгород, ул. Проектная,967600П ри м е р,.Использование на широкополосном стане 1700 горячей прокатки...
Стан для прокатки клиновидных профилей

Номер патента: 832825
Опубликовано: 07.11.1982
Авторы: Киселев, Коппель, Кремсов, Кулик, Пономарев, Рацлав
МПК: B21B 1/00
Метки: клиновидных, прокатки, профилей, стан
...образованных цилиндрическими поверхнос, тими валков 26 и 27 и ручьями, нарезанными на границах торцов конических валков 25, по меньшей мере один из цилиндрических валков снабжен индивидуальным приводом е регулируемой скоростью вращения. Привод цилиндри"ческого валка выполнен следующим образом,На корпусе кассеты 30 цилиндрического валка 27 закреплен корпус 44, в котором размещены коническая шестерня 45, посаженная на хвостовик цилиндрического валка, и шестерня 46, установленная в подшипниках 47 и 48. Шестерня 46 выполнена с внутренней зуб"чатой полостью, в которой размещензубчатый шпиндель 49, проходящий через осевую зубчатую полость шестерни 50, зацепляющуюся с вал-шестерней51 привода цилиндрического валка.Шестерни 50 и 51 установлены...
Слиток

Номер патента: 973195
Опубликовано: 15.11.1982
Авторы: Гончаренко, Горягин, Исиров, Капустина, Карнаушенко, Кондратова, Налча, Руднев, Сердюк, Чернушевич, Шебаниц
МПК: B21B 1/00
Метки: слиток
...гра- Зцнями, так что толщина слитка у кромокменьше на 10- 153 его толщины на прямолинейном участке в средней частиширокой грани,На фиг. 1 приведена широкая грань;35 на фиг. 2 - слиток, поперечное сечение.Широкие грани состоят из параллельных участков 1 и 2, которые сопряжены40 наклонным 3. Узкая грань слитка обозначена 4.При прокатке слитков в ребровых проходах на слябингах и блюмингах изза неравномерности деформации по толщине раската происходит повышенное уширение приконтактных слоев. Однако максимум этого уширения находится не непосредственно у кромок, а на некотором расстоянии от контактной поверхности, Максимум уширения смещен от контактных поверхностей, С учетом вышеизложенного широкие грани слитков непосредственно у боковых...
Слиток для деформирования

Номер патента: 980875
Опубликовано: 15.12.1982
Авторы: Белевитин, Воронцов, Зимин, Котелкин, Петров, Потапов, Харитонов, Шейх-Али
МПК: B21B 1/00
Метки: деформирования, слиток
...та слитка являет тенсификации туры, особенн людаются наи ты усадочногоНаиболее б ляется слиток ность которог Целью изо качества изде деформирован Поставленн в слитке для которого выпол ка в поперечн ченной эпицик верть периодаый обра со сме- максимуния обра- помещаи дефор- редлагаеили бойусилиередь, на а 2, чтоформула изобретения е,о мирования, образуюСлиток для де рет волнообпове хность которого имеет вающийся тем, что,тва за счет интенЙ п о иль, отличаюа об аз ющая слиттуры металла, оии выполнена в виде у корочен 25 речном сеченииенным на четвертьной эпициклоиды со смещенным напеиода максимумом.Источники информации,ание п и экспертизеп инятые во внимаковмнев П. В. Совершенствование к1. Камнево кКИ КруПНЫХ ПОКОВОК.2, А ское...
Прокатная клеть

Номер патента: 980876
Опубликовано: 15.12.1982
Авторы: Антонов, Бурлачков, Дружинин, Калинин, Кугушин, Макеев, Попов, Целиков, Шагас
МПК: B21B 1/00
...в корпусах 5.и 6, Двигатели 7 и 8 и корпуса 5 и 6 уста- новлены на индивидуальных платрормах 9 и 10, которые внешними относительно оси прокатки 11 концами опираются на станину 12 через шарниры 13 и 14,а внутренйими концами - . на нажимиые устройства 15 и 16; Шарниры-расположены"по обе стороны оси прокатки 11. Двигатели 7 и 8 соединены с приводными валками посредством муфт 17 и 18, Прокатная клеть снаб. жена устройствами 19 и 20 для осевой установки. валков. иуравновешивающим,.уст- ройством 21. Нажимное устройство 16 опирается на с 1 ьемный палец 22.Прокатная клеть работает следующим образом.Валок 1 поворотом платформы 9 вокруг оси 13 с помощью нажимйого устройства 16 и устройства 19 для осевой установки устанавЛивается...
Слиток для прокатки толстых листов

Номер патента: 984513
Опубликовано: 30.12.1982
Авторы: Белевитин, Березин, Воронцов, Ефименко, Котелкин, Лукьянова, Петров, Пилюшенко
МПК: B21B 1/00
Метки: листов, прокатки, слиток, толстых
...интенсивнее, чем центр О, затвердевают быстрее, обеспечивая получение в них мелкозернистой структуры металла слитка 1. В то же время в центральной части 0 слитка 1 имеющее за счет наличия максимального по высоте выступа 2 место увеличение объема вызывает в процессе кристаллизации образование более крупнозернистой структуры металла и концентрации в осевой зоне О таких дефектов литейного происхождения, как усадочная раковина, центральная пористость, осевая рыхлость. Возникшие в результате кристаллизации дефекты литейного производства в центральной зоне О слитка 1, а также неодинаковость размеров зерен устраняются прокаткой слитка предлагаемой формы. 1 О 15 20 25 30 35 3причине, что периферийные зоны предлагаемого слитка, имеющие...
Образец для моделирования процесса прокатки

Номер патента: 997860
Опубликовано: 23.02.1983
Авторы: Губайдулин, Левичев, Толпа, Шульгин
МПК: B21B 1/00
Метки: моделирования, образец, прокатки, процесса
...поверхности сплошных пластин, соединенных с торцовой поверхностью пакета, препятствует разрыву образца в плоскостях закрепления пластин пакета при наличии достаточно больщих растягивающих напряжений. Предотвращение нарушения сплошности образца в определенных условиях прокатки определяется толщиной сплошных пластин на боковой поверхности образца.Еак показали проведенные исследования, толщина этих пластин должна быть не меньше толщины пластин пакета. Если толщина боковых пластин меньше, то после нескольких пропусков они начинают разрушаться именно по местам склейки пластин пакета.На чертеже представлен предлагаемый образец для моделирования процесса прокатки, общий вид.Образец состоит иэ пакета пластин 1, соединенных между собой по...
Способ получения фасонных профилей

Номер патента: 1003945
Опубликовано: 15.03.1983
Авторы: Кремсов, Остряков, Полухин, Потапов
МПК: B21B 1/00
...параметры для прокатки прямолинейнъж клиновидных профилей 5,Предотвращение утяжки в местах наи.меньшего обжатия (кромка 1 ) достигается за счет того, что посредством сил трения валки в начале, очага деформации воздействуют на полосу и на каждую элементарную площадку контактной поверхности Й, Зу под углом к оеи прокатки со скоростью Чу . Составляющая скорости М,з Ю, М о Ч Х , пропорциональная углу установки валка, способствует (посредством сил трения Йф;=Ч Т ) перемещению металла в сторойу кромки Ь 2, обжимаемой в меньшей мере. Это предотвращает утяжку фасонного профиляв,местах его наименьшего обжатия. С целью прокатки фасонных профилей 5, например заготовок лопастей воздушных винтов, с переменным углом клиновидности и...
Слиток для деформирования

Номер патента: 1011286
Опубликовано: 15.04.1983
Авторы: Березин, Воронцов, Ефименко, Житник, Котелкин, Петров, Пилюшенко
МПК: B21B 1/00
Метки: деформирования, слиток
...центральной зоны.Наиболее близким к изобретению является слиток для деформирования15 с гранями большей и меньшей площа" ди и выступами, расположенными на одной из больших граней 2. Однако такой слиток не обеспечи- щ вает хорошее качество центральной4 эоны заготовок.Целью изобретения является интей-. сификация деформирования литой структуры металла центральной части слитка.Эта цель достигается тем, что в слитке для деформирования с гранямибольшей и меньшей площади и выступами, расположенными на одной из больших граней, выступ асимметрнченотносительно горизонтальной продольной плоскости симметрии.Выступ симметричен относительновертикальной осиВыступ выпполнен трапецеидаль"ной Формы.На чертеже представлен слитек 1 для...
Слиток для деформирования

Номер патента: 1014600
Опубликовано: 30.04.1983
Авторы: Бринза, Воронцов, Лашин, Монич, Персиянов
МПК: B21B 1/00
Метки: деформирования, слиток
...углы семейства с(, или /,относящиеся к соседним скошенным граням 2, прилегают к одной грани.описанного прямоугольника, то в предлагаемом слитке эти углы прилегают кразным граням 1 описанного прямоугольника. Вращая слиток относительно оси,проходящей через центр симметрии слитка 0 и перпендикулярной плоскостичертежа, можно добиться самосовмещения поперечного сечения. Слиток попрототипу нужновращать на угол, кратный 180 е, а предлагаемый - на угол,кратный 90. Таким образом, поперечное сечение слитка по прототипу характеризуется группой симметрии С , апредлагаемого С+ (в случае, если описанный прямоугольник - квадрат,Слиток может иметь постоянное поего длине сечение или расширяющеесясужающееся ), но при этом форма поперечного сечения...
Слиток для деформирования

Номер патента: 1025469
Опубликовано: 30.06.1983
Авторы: Белевитин, Воронцов, Котелкин, Кравченко, Петров, Потапов, Шейх-Али
МПК: B21B 1/00
Метки: деформирования, слиток
...РЕСПУЫИН аю ао З(59 В 21ПИСАНИЕ ИЗОБРЕТ НИ ЕТЕЛЬ АВТОРСМОМУ ДЕФОРМИРОо обрадована ши.йсяния литой стр ук асположены пои смещены от слитка по вина выступов ально росту диай части слигГОСУДАРСТВЕННЫЙ НОМИТЕТ СССПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ(71) Московский ордена ОктябрьскойРеволюции и ордена трудового КрасногоЗнамени институт стали и сплавов.(56) 1. Авторское свидетельство СССРЖ 428737, кл. В 21 В 19/04. 1972.2. Авторское свидетельство СССР позаявке % 3238414/02,кл. В 21 В 1/0 О,1981,Р 4) (57) СЛИТОК ДЛЯ НИЯ, поверхность которог выступами, о т л и ч а ю тем, что, с целью дробле туры слитка и тем самым чества проката, выступы парно один против другого головной до донной части товой линии, причем высо увеличивается пропорцион метра...
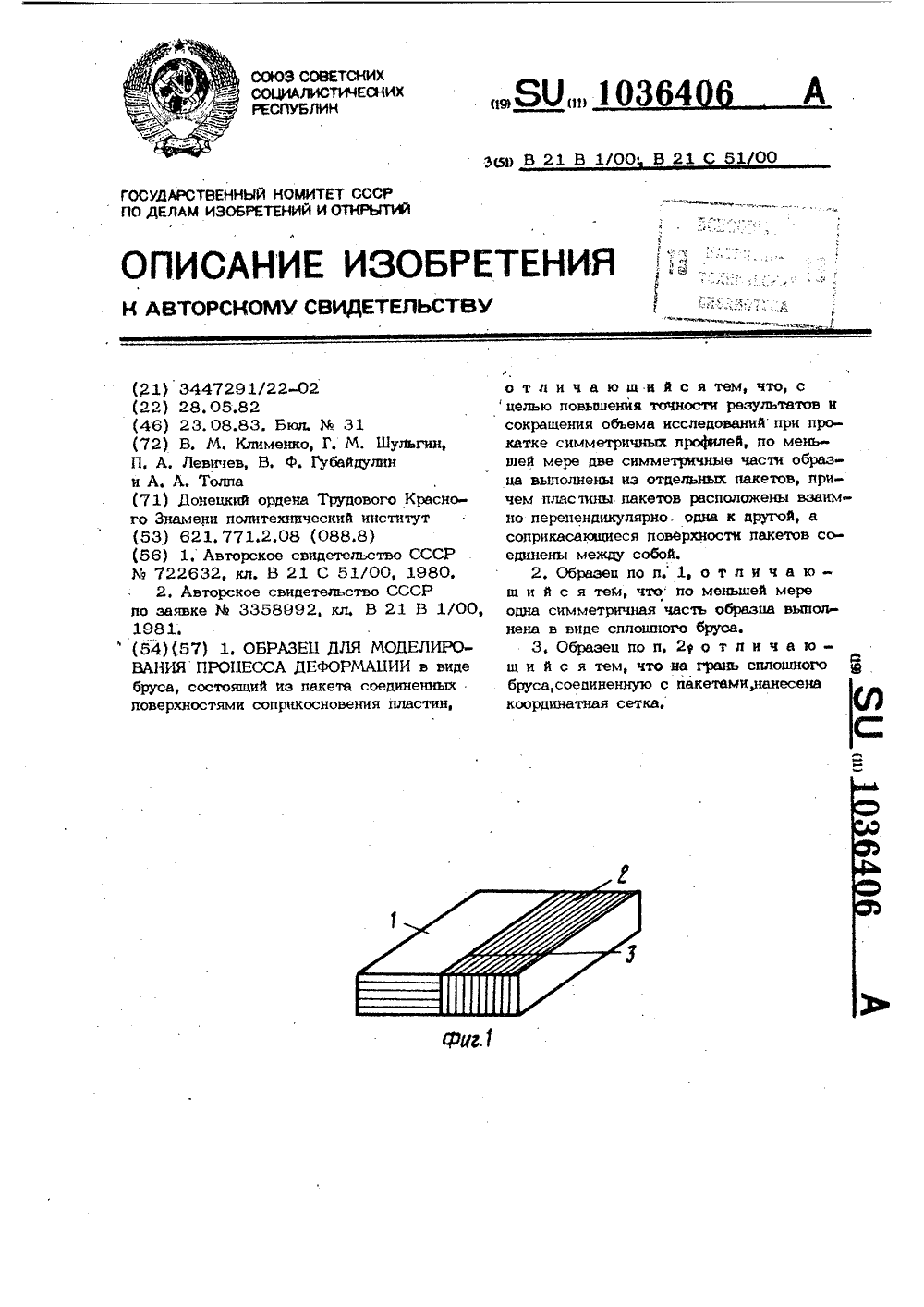
Образец для моделирования процесса деформации
Номер патента: 1036406
Опубликовано: 23.08.1983
Авторы: Губайдуллин, Клименко, Левичев, Толпа, Шульгин
МПК: B21B 1/00
Метки: деформации, моделирования, образец, процесса
...4 и 5 и сплошной части Ибруса) 6, причем 7- место склейки пакетов, а 8 - место склейки сплошного бруса 6 и пакетов 4 и 5.Образец Ш состоит из пакетов 9 - 11 и сплошного бруса 12. Позициями 13 и .14 обозначены места склейки пакетов, а 15 и 16 - места склейки бруса 12 с пакетами.Образец используют при исследовании симметричных процессов деформации, В частности, при симметричной прокатке, исследуя высотную и поперечную дефор- мации, используют образец Г Ифиг. 1), состояший соответственно иэ пакетов 1 и 2, При исследовании течения метал- ла в горизонтальной плоскости симмеърии используют образец 11 (фиг, 2), состояший из пакетов 4 и 5 и сплошнойчасти 6. На сплошной части 6 наносяткоординатную сетку по месту 8 склейкис пакетами 4 и 5,...
Способ получения сортовых профилей

Номер патента: 485618
Опубликовано: 23.08.1983
Авторы: Гуров, Давыдов, Токарев, Чернобривенко, Чехранов
МПК: B21B 1/00
...заготовок припрокатке 3 ПО описываемой тех 31 ологии)15 - методическая печь для нагрева штанг пс известной технологии),.18 - пс (ь с наклоннь.м подом длянагрева свернутых заготовок поописываемой технолсгии),. 3.7 -трайбаппарат 18 - пр.,нильная машина," 9 - стацис.,арная стыкоснарочнаяма(1 ина, 20 - уеФектоскоп,. 21 - маши3:на термоФрезернсй зачистки, 22 - машина огненои зачистки сортового стана 23 - рабочие клети непрерывногосортового стана, 24 - летучие ножницы сортового стана, 25 - водоохлаж 6 О даемая трасса, 26 - укладчик витков,27 - пластинчатый транспортер, 28холодильник, 2(3 - бунтоукладчик,Нагрев слиткон н нагревательныхколодцах 1, прокатка их н блюмы нау обжимных станах ,блюмингах 3 2, эа485618 510 15 20 25 30 35 40 45...
Способ прокатки заготовок, преимущественно, на реверсивном стане

Номер патента: 1066679
Опубликовано: 15.01.1984
Авторы: Губайдулин, Дылюк, Полухин, Ратниченко, Романико, Хлопонин, Чуманов, Шичков, Шульгин
МПК: B21B 1/00
Метки: заготовок, преимущественно, прокатки, реверсивном, стане
...зоны перемычек локально ох- б 0 лаждают до температур (02-0,4) Т К.На фиг. 1-4 показана последовательность Формирования заготовок, связанных между собой перемычками. б 5 Слиток или сляб последовательно обжимают в многоручьевом калибре, например, реверсивного станадо зазора между валками, соответствующего заданной толщине перемычкив диапазоне 0,02-0,25 высоты калибра ): (в результате чего получаютпромежуточный раскат 1 (Фиг. 1).Затем производят ребровое обжатиевдоль оси, связывающей отдельныезаготовки например, с помоцью вертикальных валков 2 и 3, В результате обжатия получают раскат 4 (фиг.2).В процессе реборового обжатия реализуется локальная деформация в зоне перемычек между заготовками 5-7,Зоны перемычек 8 и 9 представляютсобой...
Способ прокатки металлов

Номер патента: 1068180
Опубликовано: 23.01.1984
Автор: Бровман
МПК: B21B 1/00
...пары валков: 2 и 3, 5 и 6фиг. 4 и 5) .Вторая операция - это прокатка сдеформацией заготовки, 1 валками 3,2 и 5, 6, при этом оба конца заготовки перемещаются относительно в одном направлении,Третью операцию осуществляют послеконтакта заготовки 1 с роликом 4,который является .прыводным и обеспечивает изменение направления движенияправого конца заготовки 1 фиг. 1-3),На фиг, 2 и 3 показаны начало .и конец третьей операции, Один иэ концовзаготовки - участок А выводят иэ валков.Четвертая операция - это окончаниепроцесса прокатки заготовки 1 в одномручье, При этом после окончания обжатия через бочку валков 2 и 3 вхолостую проходит участок полосызаготовки ) 1, ужедеформированный на другомучастке бочки валков. Оканчиваетсяэта операция для...
Слиток

Номер патента: 1069886
Опубликовано: 30.01.1984
Авторы: Вдовин, Гринберг, Житник, Олекса, Федоров, Шабловский, Шильников
МПК: B21B 1/00
Метки: слиток
...- 0,20 толщины ( Ь ) слитка,Переход от прямолинейного участка граник вогнутому расположен на расстоянии отдонной части слитка равном 0,1 - 0,3 высоты(Н 1,Донная часть на высоте, равной 0,4 - 1,0высоты ( 1 ) прямолинейного участка граней,выполнена с суммарной коцусностью граней50 - 100%, а участки с различной конусцостьюсопряжены по радиусу.На фиг. 1 изображен предлагаемый слиток,вид со стороны узких граней; ца фиг, 2 -разрез А - А на фиг, 1,Слиток имеет прибыль 1 и тело 2, противоположные грани 3 которого выполненыпрямолинейными в цижней части и вогнуты.ми, контур вогнутости граней показан лини.ей 4,Предлагаемая конструкция обусловлена зако номерностями процессов эатвердевания н обжатия слитков. Вогнутость граней, достигающая...
Прокатный стан

Номер патента: 1079316
Опубликовано: 15.03.1984
МПК: B21B 1/00
...поступают в высокотемпературноенагревательное устройство 4, где ихнагревают до температуры прокатки ирольгангом 5 подают к клетям 6, азатем кантуют на 90 кантователем 7 и деформируют в клетях 8, образующих непрерывную группу, Группа 8включает клети с горизонтальным ивертикальным расположением валков,что позволяет осуществлять двухстороннее обжатие заготовок.Оборудование стана расположено вдоль замкнутой линии и после передачи заготовок шлеппером 9 их подают рольгангом 10 к непрерывной шестиклетьевой группе клетей 11, где три клети имеют горизонтальное, а тривертикальное расположение валков,9316 4После деформации заготовки ножницами 12 разрезают в процессе движения на мерные длины и рольгангом 13подают в совмещенный агрегат охлаж 5...
Слиток для деформирования

Номер патента: 1097399
Опубликовано: 15.06.1984
Авторы: Безобразов, Гребенюков, Димитров, Меделяев, Музыка, Несмачный, Сигалов, Хорошилов
МПК: B21B 1/00
Метки: деформирования, слиток
...0,05-0,30 толщины основания меньшей площади. Исследованиями установлено, что .при высоте выемок менее 0,3 высоты слитка торец раската остается с выпуклой кривизной, что увеличивает отходы металла в обрезь при прокатке, а при высоте выемки более 0,5 высоты слитка - с вогнутой кривизной, что также увеличивает от.- ходы металла, идущие в обреэь.Также влияет на форму торца раската ширина конического сегмента - при ширине его менее 0,4 ширины слитка последний получается выпуклым в средней части, а при ширине более 0,6 вогнутым, что приводит к увеличению расхода металла, идущего в обрезь,При глубине выемки менее 0,05 толщины слитка образуется осевой закат на торце слитка и прн его обрезке часть горного металла переходит в об-: реэь,а при...
Способ прокатки слитков и заготовок

Номер патента: 1098595
Опубликовано: 23.06.1984
Авторы: Бойко, Бринза, Воронцов, Перченко
МПК: B21B 1/00
Метки: заготовок, прокатки, слитков
...равно нулю. После первой кантовки (фиг. 2) и изменения расположения раскатов (фиг. 3) вновь у двух ребер раската (точка Аз и А) и одной грани (точка Аэ) падение температуры менее интенсивно, чем в случае прокатки одного раската.После второй кантовки раскат 3 становится срединным (фиг. 4)В этом случае все четыре ребра раскатастановятся частью контактной поверхности (точки А, А , А , А ), а две грани, на которых находятся точки А и А контактируют с соседними раскатами н снижения температура этих граней не происходит. Третья кантовка приводит к первоначальному распо" ложению.раскатов относительно друг друга (фиг. 5) . При этом менее интенсивно охлаждаются ребра и грани раската, где находятся точки А , А и точка А, Раскаты 1 и 2...
Способ определения нарушений сплошности металла в слитках

Номер патента: 1117094
Опубликовано: 07.10.1984
Авторы: Григорьян, Зайцев, Кравченко, Милюц, Перельман, Турсунов
МПК: B21B 1/00
Метки: металла, нарушений, слитках, сплошности
...криволинейной поверхности 1 с-го нарушения сплошности металла в слитке. 35Такии образом, по полученному иножеству координат точек контуров раскатанных нарушений сплошцости в листах определяют соответствующее множество координат точек нарушений сплош-оности металла в слитке и, используяизвестные математические выраженияаналитической геометрии, расчетнымпутем или по заданной программе автоматически с помощью ЭВМ определяюткоцФигурацию, размеры, объем, количество и др. параметры нарушений сплошцости металла в слитке, на основаниичего делают заключение о степени влияния того или иного технологическогоФактора сталеплавильцого производства (или комплекса Факторов одновременно) ца качество листового слитка. применяемые для контроля слитков...
Способ прокатки круглых прутков в чистовой группе калибров

Номер патента: 1118441
Опубликовано: 15.10.1984
Авторы: Балтруконис, Буркова, Видишев, Видишева, Виноградов, Голованов, Голодов, Гончаров, Матвеев, Радзинский
МПК: B21B 1/00
Метки: группе, калибров, круглых, прокатки, прутков, чистовой
...кантовкон по схеме овал - рвзл-круг кзитовку выполняют на угол 45оНа фиг, 1 изображена заготовка, получен-ная прокаткой в черновом кзлибре, поперечное сечение; на фиг. 2-4 - схемы деформа+ции раската соответственно в первом, второми.третьем чистовых капибрах при кантовкераската на угол 45 О,Исходная ззготовка 1, полученная, напри.40мер, прокаткой в черновом калибре и имеющая, в частности, квадратное поперечное сечение, прокатывается (фиг. 2) на овал 2 впервом чистовом каяибре при скольженииметалла вдопь застойных эон 3 очага деформации по плоскостям 4 скольжения, располо.женным под углом 45 к вертикзльной осикалибра и большой оси овзла 2.Посредством кзнтовки на угол 45 полу.оченный раскат прокатывается (фиг, 3) вовтором чистовом...
Способ получения тонкой ленты и проволоки

Номер патента: 1122377
Опубликовано: 07.11.1984
Авторы: Гулай, Колешко, Мужиченко
МПК: B21B 1/00
Метки: ленты, проволоки, тонкой
...малой длины; возбуждениепо плоскостям скольжения касательныхнапряжений, близких к теоретическойпрочности кристаллов, Возможная плотность дислокаций при достижении касательными напряжениями величинытеоретической прочности достигаетзначений р = 10 -10 м , что ускоб 6 2ряет процесс пластической деформацииматериала изделия, приводит к повышению качества изделий и производительности процесса,Пределы изменения крутизны фронтов механических импульсов выбраны,учитывая что при скорости изменения 5амплитуды импульсов (крутизна фронтов) меньшей 3 м/с, процессы пластической деформации материалов стимулируются сравнительно слабо, механическая прочность проволоки соизме-, 20рима .с ее прочностью при синусоидальных колебаниях, Получение...
Способ обжатия в валках

Номер патента: 1135501
Опубликовано: 23.01.1985
Авторы: Брышко, Войцеховский, Выдрин, Гришин, Гулько, Лойферман, Нагорнов, Панов, Петров, Рыбаков, Шустов, Щербанюк
МПК: B21B 1/00, B21C 1/00
...повороте клети на угол а отно 50 сительно вертикальной плоскости илиотносительно оси прокатки и последующем перемещении по крайней мере одного из прокатных валков относительно другого, например верхнего 1 отно 5 сительно неподвижного нижнего 2 валка, до положения, когда плоскость,касательная к бочкам валков 1 и 2перпендикулярна оси прокатки, изиеоткло роечн о Цель изобретения, повышение производительности за счет повышения выхода годного и стабилизации процесс захвата полосы валками.Поставленная цель достигается тем, что согласно способу обаатия в валках, включающему настройку калибра по оси и высоте, настройку равных углов захвата полосы на обоих валках и устранение непрямолиней Р, и Э - диаметры прокатных валков;Ь - высота калибра;А...
Способ производства сортового проката

Номер патента: 748960
Опубликовано: 30.03.1985
Авторы: Губайдулин, Левичев, Лященко, Моисееков, Солод, Толпа, Чуманов, Шульгин, Шум
МПК: B21B 1/00
Метки: производства, проката, сортового
...про.филей 2.Е недостаткам указанного способаследует отнести появление в местахразделения дефектов типа заусенцев,смятий и утяжек которые трудно уст 40раниьи при последующей прокатке; помюю этого, щж разделении по данному способу не устраняются изгиб искручивание профилей в случае разделения взанмиьм сдвигом,Описываемый способ производствасортового проката лйвеи указанныхнедостатков и отЛичается тем, чтоперед разделением формируют продольные утолщения с обеих сторон полосы вместах будущего разделения высотой равной 0,1-0,5 и основанием равным 1,03,0 толщины полосы и месте разДеления.Формирование укаэанных профильныхутолщений с обеих сторон полосы поэ 60 3воляет устранить образование утяжки и смятия на профиле в месте разделения.На фнг,...
Агрегат дрессировки, правки и резки металлических полос

Номер патента: 1168302
Опубликовано: 23.07.1985
Авторы: Герасименко, Дунаевский, Котелевец, Криклий, Мовшович, Овчаров, Симонов
МПК: B21B 1/00, B21C 47/00
Метки: агрегат, дрессировки, металлических, полос, правки, резки
...впадин в полумуфты 30 барабанов 26 и 27 при произвольном угле поворота последних вокруг собственной оси. Гидромеханический привод 34 предназначен для поворота несущего корпуса 25 вокруг оси 24 на угол 180 и включает в себя шестерню 35, закрепленную на оси 24, и зубчатую рейку 36, входящую в зацепление с шестерней 35.Перемещение рейки 36 осуществляется с помощью гидроцилиндров 37 и 38 (фиг. 1). Дйя точной установки осей намоточных барабанов 26 и 27 против приводов 28 их вращения на поворотном несущем корпусе 25 закреплен стопор. 39, взаимодействующий при повороте несущего корпуса на полный угол с регулируемыми упорами 40, установленными на Фундаменте (Фиг. 2) .Участок поперечной резки 2 (фиг.1 и 3) включает в себя тянущие ролчки 41,...
Способ двухручьевой прокатки профилей

Номер патента: 1175581
Опубликовано: 30.08.1985
Авторы: Донченко, Екимовских, Овсюк, Паршин, Перунов, Руденко
МПК: B21B 1/00
Метки: двухручьевой, прокатки, профилей
...прокатываемых профилей путем повышения точности формирования двухручьевого раската с равными по площади поперечного сечения частями. 10На фиг.1 схематически изображены системы калибров валков для прокатки сдвоенных квадратов и шестигранников из круга; на фиг, 2 и 3 - схема центрирования полосы круглого 15 сечения на входе в первый калибр; на фиг.4 - момент входа полосы во второй калибр.Центрирование раската круглого сечения в закрытом калибре (фиг.1) 20 происходит следующим образом.При задаче заготовки 1 в разрезной закрытый калибр со смещением относительно его вертикальной оси симметрии 1 фиг.2 ) на входе в очаг деформа ции заготовка контактирует с валком2 и гребнем 3 валка 4 в точках А и С. В точках контакта на заготовку 1 со...
Слиток

Номер патента: 1197753
Опубликовано: 15.12.1985
Авторы: Бегларишвили, Вашакидзе, Гобронидзе, Ломашвили, Мосиашвили, Харадзе, Церетели
МПК: B21B 1/00, B22D 7/00
Метки: слиток
...прокатка такихраскатов в прямоугольном калибреприводит к дефектам - односторонний лампас и закаты.Так, например, после шестогопропуска металл заполняет вследствие уширения только объемы5 (фиг.2), раскат перед кантовкой.будет иметь сложную форму, а прокатка после кантовки сопровождается неравномерным обжатием по ширине, вызывающим повышенный износ50 ность распределения нагрузок и уменьшить их пиковые значения за счет устранения вредного влияния наплывов,непроизводительного их переходас грани на грань,В седьмом ,ребровом) пропуске во 11-м калибре при прокатке существующего слитка с рогообразными выступами и вогнутостью по середине из 97753зкалибров валков и ухудшение качества проката,Пр, значениях больших верхнихграничных...
Образец для моделирования процесса прокатки

Номер патента: 1205944
Опубликовано: 23.01.1986
Авторы: Гром, Минаев, Онищенко, Полторапавло, Темнохуд, Феник
МПК: B21B 1/00
Метки: моделирования, образец, прокатки, процесса
...деформации металла составного образца, при этом площади поперечного сечения сравнительного элемента и составного образца равны между собой и имеют одинаковую форму.2, Образец по п,1, о т л и ч а - ю щ и й с я тем, что один из слоев составного образца и сравнительный элемент выполнены иэ одного материала,3 1 использован в лабораторных и промышленных условиях с целью повышения точности определения влияния неравномерного температурного поля на параметры процесса прокатки.Повышение точности определения влияния неравномерного температурного поля по сечению на параметры процесса прокатки достигается за счет того, что среднее сопротивление деформации металла по сечению составного образца равно сопротивлению деформации металла...
Слиток для горячей деформации

Номер патента: 1210922
Опубликовано: 15.02.1986
Авторы: Антипанов, Васильев, Павлов, Стариков, Тихоновский, Тулупов, Фарафонов
МПК: B21B 1/00
Метки: горячей, деформации, слиток
...граням; на фиг.4 - схема образования предложенного слитка.Слиток состоит из головной: 1,и донной 2 частей и может быть выполнен с уширением как к головной, так и донной частям, при этом он имеет прямоугольное поперечное сечение.Донная часть слитка выполнена в/l форме восьмиугольника АВСОВ А С Р противолежащие стороны которого параллельны и равны между собой, т.е. АВФАВ, СР 4 С Р,ВС 4 ЬАС и АР 4 4 РВСлиток имеет четыре боковые прямоугольные грани с трапециевидными концевыми частями, примыкающими к о нованию донной части, которые образованы посредством пересечения каждых двух смежных граней равнонаклоненными плоскостями к вертикальной оси слитка, проведенной через часть длины их общего ребра и соответствующую сторону основания...
Способ изготовления жести с различной твердостью

Номер патента: 1215769
Опубликовано: 07.03.1986
Авторы: Бронников, Добронравов, Чернов, Шварцман
МПК: B21B 1/00
Метки: жести, различной, твердостью
...получения требуемых значений твердости при постоянной температуре нареваи скорости ее движения необходимо выдерживать следующие соотношения:НКЗОТ, ед. К, мкм57 - 61 2,02,461 - 65 1,4 - 1,863 - 68 0,8 - 1,066- 71 0,5 - -0,869 - 74 0,20,5Это примерно соответствует зависимостиК= 9,6 - -0,13 НКЗОТ,где К- величина шероховатости полосы,мкм; 15769НКЗОТ - требуемая величина твердости полосы после отжига, ед.Пример. Требуется получить две полосыжести толщиной 0,28 мм с твердостью 62 и 66 ед. Н КЗОТ. Дл я этого производят холодную прокатку горячекатаных полос на 5-клетевом стане с толщины 2,2 мм до конечной. На полосе, предназначенной для получения твердости 62 ед., формируют шероховатость величиной 1,8 мкм использованием 10 в...