Толпа
Способ получения шестигранных профилей
Номер патента: 1688504
Опубликовано: 09.01.1995
Авторы: Бондин, Бурлачков, Голощапов, Горобец, Дьяченко, Зубов, Калинин, Кривенцов, Николаев, Селезнев, Соляников, Толпа
МПК: B21B 1/00
Метки: профилей, шестигранных
СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ, включающий формирование прокаткой в фасонных калибрах двухвалковых клетей правильного шестигранника из круглой заготовки диаметром 1,0-1,05 диаметра его описанной окружности с предаврительным формированием симметричного неправильного шестигранника путем деформации круглой заготовки со степенью деформации 0,2-0,26 ее диаметра, отличающийся тем, что, с целью повышения точности конечного шестигранника, формирование профиля осуществляют в три этапа с получением на первом этапе неправильного шестигранника с углами наклона четырех граней к большей диагонали, равными 50-53o, на втором этапе меняют направление обжатия на 90o и формируют неправильный симметричный десятигранник с углами...
Способ бесцентрового шлифования длинномерных прутков

Номер патента: 1838075
Опубликовано: 30.08.1993
Авторы: Басов, Гладышев, Горобец, Дьяченко, Калякин, Николаев, Остроумов, Пинский, Толпа
МПК: B24B 5/38
Метки: бесцентрового, длинномерных, прутков, шлифования
...что для обеспечения качественной обработки всего диапазона сортамента ряда обрабатываемых профилей вели,ина перекрытия зоны обработки должна составлять с каждой стороны (0,20,5) протякенности эоны обработки в зависимости от диаметра прутка. При этом большее значение величины перекрытия соответствует минимальному диаметру прутка, а меньшее- максимальному, Следует отметить, что в связи с гипербо 30 35 40 45 50 лоидной профилировкой опорных холостых рость прутка) 0,7 м/с.При обработке прутков диаметром 60мм с перекрытием зоны обработки опорны ми роликами со стороны входа и выходапрутка на величину менее 0,2 протяженности эоны обработки наблюдалось возникновение частых динамических ударов прутка в шлифовальный камень во входном...
Окалиноломатель для полосы

Номер патента: 1750765
Опубликовано: 30.07.1992
Авторы: Голощапов, Горобец, Дмитров, Дригерт, Завертяев, Надутов, Николаев, Савранский, Степкин, Толпа
МПК: B21B 45/06
Метки: окалиноломатель, полосы
...и поперечном направлениях. Гиперболическая форма роликов позволяет изгибать полосу без потери устойчивости формы полосы,На фиг, 1 представлен окалиноломаь, общий вид; на фиг, 2 - то же, вид зом.Цилиндр исходное по вить беспре конца полос сле закрепл на моталке, мещают в ра гиб полос протягиватьЗа счет прод и поперечно роликах про осыпание с тель содержит корпусв нем цилиндрическиками с вогнутой гиперровкой 3, которые черугим и смещены огого в вертикальной противоположном напрэтом часть роликорпусе стационарностью перемещения в всти.ботает следующим обокончания процесса цилиндрические ролики возвращэются в исходное положение,П р и м е р. Окалиноломатель опробованна прокатном участке опытно-экспериментального завода Донниичермет,...
Способ подготовки горячекатаной заготовки из конструкционных и легированных сталей для последующей деформации

Номер патента: 1738405
Опубликовано: 07.06.1992
Авторы: Белик, Голощапов, Гончарова, Горобец, Дьяченко, Николаев, Панасенко, Толпа
МПК: B21B 45/06
Метки: горячекатаной, деформации, заготовки, конструкционных, легированных, подготовки, последующей, сталей
...металла при гибах, В этом случае улучшение комплекса свойств происходит при равных 25 углах гибов аз и аф вследствие образования .ячеистой дислокационной структуры по всему сечению прутка. Затем в фазе Ф 2 интенсивность гиба опять увеличивается е гибв аь для дополнительного взрыхления остав шейся на поверхности и примыкающей к металлу, более плотной составляющей окалины. В гибе.,ав при изменении егоинтенсив.ности и знака достигается дополнительное удаление окалины. Цикл Ц 2 оказывает воэ действие, по характеру подобное циклу Ц 1, в фазе Фз - подобное воздействие в фазах Ф 1 и Ф 2.Выполнение способа.Способ опробован в условиях калибро вочного цеха на специальном роликовом окалиноломателе, при очистке от окалины катанки диаметром 8...
Способ производства калиброванной шестигранной стали

Номер патента: 1729635
Опубликовано: 30.04.1992
Авторы: Бондин, Голощапов, Горобец, Дьяченко, Ильиных, Касьян, Николаев, Панасенко, Селезнев, Соляников, Толпа
МПК: B21B 1/08
Метки: калиброванной, производства, стали, шестигранной
...с соот. Нношением -1,07 значительно увеличиВвается уширение, что и риводит кпереполнению углов С,О,Е,Р и образованию наплывов на гранях СА, ОА, АЕ и АГ.При выполнении скосов длиною менее0,12 а углы в вершинах С,Р,Е и Е переполняются и по ним идет заусенец, Это обьясняется тем, что при малых скосах металл,деформируясь на гладкой бочке, заполняетвершины С;О,Е,Е; а его избыток образуетзаусенец. Выполнение скосов длиною более 0,2 а объема перемещающего металла ввершины С,О,Е и Р недостаточно для ихполного заполнения и в них появляется элемент притупления,Пример конкретного выполнения.Способ опробован в условиях калибровочного цеха металлургического завода припроизводстве калиброванной шестигранной стали с диаметром вписанной...
Окалиноломатель

Номер патента: 1660785
Опубликовано: 07.07.1991
Авторы: Алексеев, Артемова, Биба, Голощапов, Гончарова, Горобец, Дьяченко, Николаев, Панасенко, Толпа
МПК: B21C 43/00
Метки: окалиноломатель
...4/5 Т СССР Производственно-издательский комбинат "Патент", г. Ужгород, ул, Гагарина, 101Изобретение относится к машиностроению, в частности к конструкции адьюстажного оборудования прокатных цехов.Цель изобретения - повышение производительности и упрощение конструкции,На фиг. 1 показан окалиноломатель, общий вид; на фиг. 2 - вид А на фиг. 1, Окалиоломатель содержит корпус 1 группы осей и 3 с установленными на них изгибающими роликами 4 и 5. Группа осей 3 жестко закреплена в корпусе 1. Окалиноломатель содержит также диск 6, закрепленный в корпусе 1 с возможностью поворота вокруг оси 7. В корпусе 1 выполнены пазы 8 для прохода роликов 4, оси 2 которых закреплены в диске 6,На корпусе 1 смонтированы удержива 1 ощие ролики 9 и 10.Устройство...
Способ изготовления шестигранных полых профилей

Номер патента: 1585032
Опубликовано: 15.08.1990
Авторы: Артемова, Корнев, Корнеев, Леоненко, Николаев, Орджоникидзе, Толпа, Томарев
МПК: B21B 17/00, B21B 23/00
Метки: полых, профилей, шестигранных
...с внутрендним каналом 25,3 мм (- = 0,55) прокар В 45 тывали в стрельчатом овале с радиусом калибра 23 мм и диаметром вписанной окружности 42,3 мм (величина обжатия 87).Далее раскат задавали в первьгй двепадцатиугольный калибр с диаметром вписанной окружности 39, 1 мм (величина обжатия 87). Затем прокатка велась во втором и третьем двенаццатиугольных калибрах с диаметрами вписан ных окружностей 35,9 и 33 мм, при этом величина обжатия составила 8 и 8,17. Прокатка в двенадцати 50 П р и м е р 1. На опытно-промышленном пятиклетевом стане 330 прокатывали шестигранный профиль .25 им из полого двенадцатигранного профиля с диаметром вписанной окружности 34,5 мм и внутренним каналом диаметром 15 мм, полученного из заготовки диаметром 46 мм с...
Устройство для очистки круглого проката от окалины

Номер патента: 1572724
Опубликовано: 23.06.1990
Авторы: Голощапов, Гончарова, Горобец, Дьяченко, Зубов, Мороз, Николаев, Панасенко, Толпа
МПК: B21B 45/04
Метки: круглого, окалины, проката
...поверхностью, развернутых во взаимно противоположные стороны на одинаковые углы. Между парами косорасположенных роликов перпендикулярно оси устройства установлена пара цилиндрических ручьевыхприводных роликов, имеющая регулировку в вертикальной плоскости . для создания изгиба прутку. Диаметрроликов 100 мм, длина бочки 150 мм, угол разворота роликов 60-80 .град.Привод от двигателей переменного тока через редуктор. Угол. закручивания профиля 60-90 град. Изобретение относится к очистке поверхности металла и может быть 1 использовано для механического удале 15 сия окалины в поточных линиях производства круглого проката и проволоки.Цель изобретения - повьппение каЧества очистки.На чертеже показано предлагаемое устройство,...
Способ прокатки круглых профилей

Номер патента: 1488036
Опубликовано: 23.06.1989
Авторы: Бондин, Горобец, Дьяченко, Зяблицев, Каретников, Касьян, Николаев, Семков, Соляников, Толпа
МПК: B21B 1/16
Метки: круглых, прокатки, профилей
...с образованием закатов при всех соотношениях В:Н иН;Р,При Ь ) 0,8 В длина сопряжениймежду гранями уменьшена настолько,что отсутствуют условия, обеспечивающие захват полосы 1 в кругломкалибре 5.Впадины 3 на широких гранях 2 полосы 1 должны иметь сегментную форму в связи с тем, что она достаточно полно учитывает соотношение между вертикальным и горизонтальнымперемещениями частей поверхностиполосы 1, расположенных на гранях2, при прокатке в круглом калибре 5. П р и м е р. На непрерывном проволочном стане 250 с использованием ной 87 мм, За 17 проходов по известным системам калибровок получают овал с размерами 10,5 х 8,7 мм. В 18-й клети из этого овала формируют прямоугольный профиль с размерами12,56,3 мм (В:Н=1,99) и с сопряжениями между...
Способ исследования деформации металла при пластическом формоизменении

Номер патента: 1252027
Опубликовано: 23.08.1986
Авторы: Губайдулин, Кукуй, Сумина, Толпа, Шульгин
МПК: B22D 13/02, G01N 33/20
Метки: деформации, исследования, металла, пластическом, формоизменении
...дефектов сплошности и отличные от реальных условия формоиэменения, Каждый цикл вращения вызывает принудительную циркуляцию жидкого металла на границе твердой и жидкой фаэ и приводит к образованию обратной ликвации. После окончания вращения продолжается кристаллизация металла с образованием обычной макроструктуры, которая при травлении темплетов выявляется кактемная полоса.После формирования светлой полосы вращение металла прекращают на время, в 3-5 раза превышающее врейя вращения. Сокращение времени кристаллизации металла беэ вращения вызывает, как показали эксперименты, стирание границ одежду светлыми и темными полосами при травлении, что приводит к существенному снижению точности при определении деформации внутренних слоев...
Способ производства листов

Номер патента: 1176983
Опубликовано: 07.09.1985
Авторы: Губайдулин, Листопад, Погоржельский, Толпа, Шульгин
МПК: B21B 1/46
Метки: листов, производства
...длине листа расположена ликвационная зона 3. При дальнейшей порезке листа на мерные длины часть 0листазагрязненная ликватами и неметаллическими включениями, длиной 8207 длины листа удаляется и используется для малоответственных заказовлибо в качестве скрапа. 45Порезка слябов на заготовки длиной менее 0,8 толщины сляба не даетвозможности получения листов требуемой длины, что сужает сортамент производимой из них продукции, Если порезка слябов производится из заготовки длиной более 1,8 толщины слябато при последующей прокатке наблюдается потеря устойчивости раскатаи возрастает брак, 55Отделение центральной части листас зональной ликвацией целесообразно вести по границе здорового и загрязненного металла, Экспериментально...
Способ прокатки заготовок

Номер патента: 882067
Опубликовано: 07.09.1985
Авторы: Губайдулин, Левичев, Толпа, Шульгин
МПК: B21B 1/02
...Ьа, а ширина Ьп.Отделение крайних заготовок 1 от среднейзаготовки 3 в валках 4 и 5 происходит сле 35дующим образом. При вращении верхнего 4и нижнего 5 валков происходит смешениелинии их контакта с заготовкой на величинуравную С и Ссоответственно, крайние заготовки будут смешаться. по направлению ОМ40на величину Ссср р, по направлению 01 -на Ссовр, Благодаря наличию у перемычки ширины удается скомпенсировать перемещение крайней заготовки в направлении 0. При этом вследствие деформации перемычки в этом направлении остается свобода перемещений заготовок в направлении ОХ так как в противном случае из эа вмятия средней заготовки в крайнюю к уже существующей перемычке добавляется еше перемыч. ка толщиной, равной разности а- СсозуЪ где с -...
Способ производства заготовок

Номер патента: 1014180
Опубликовано: 30.03.1985
Авторы: Губайдуллин, Евтеев, Клак, Клеменко, Либерман, Толпа, Фульмахт, Шульгин
МПК: B22D 11/00
Метки: заготовок, производства
...4 и 5 - схема разделенияслитка на заготовки.Через стакан 1 (Фиг. 1) жидкийметалл заливают в кристаллизатор2 машины непрерывного литья. Формирующийся слиток 3 имеет в поперечном сечении четырехлучевую Форму(Фиг. 2) с лучами 4-7 и состоитиз жидкой лунки 8 (Фиг. 1) и затвердевшей оболочки 9. Формирующийсяслиток 3 деформируют с помощью валков 10 локально, в местах сочленения лучей. Благодаря обжатию в твердо-жидком состоянии возникают трещины 11 в затвердевшей оболочкеслиткаТрещины 11 располагаются вплоскости деформации слитка по всейего длине,Минимально необходимый прогибоболочки слитка, необходимый дляобразования .трещин, как было установлено экспериментально, составляет 0,04 а, где а - толщина слитка в месте деформации, т.е. в плоскости...
Способ прокатки заготовок

Номер патента: 699716
Опубликовано: 30.03.1985
Авторы: Губайдулин, Ляшенко, Толпа, Чуманов, Шульгин
МПК: B21B 1/02
...(5-20) 50 к осн вавка, где ) - угол наклона граней 5 н 6 заготовок 1 и Э к осн валка. То есть угол между образующнин 9 н 1 О н гранями 6 и 5 составляет 5-20. 55Иестяые продольные утолщения могут располагаться как по всей длине граней 5 и 6, так и на их части,т.е. касательная к образующей 9 или 10 пересекается с гранью 5 или 6 смещаемых заготовок 1 или 3 на расстоянииЬ = (0,1-1,6) цот вершины заготовок 1 и 3, где 4 - длина граней 5 и 6.Разделение раската на отдельные заготовки производят в чистовом калибре (фиг. 2). Заготовки 1 и 3 смещают вдоль граней удерживаемой заготовки 2.В момент захвата металла в чистовом калибре (показано пунктиром) первоначальный контакт с валками осуществляется в местах местных продольных утолщений 7 и 8 на...
Способ производства сортового проката

Номер патента: 748960
Опубликовано: 30.03.1985
Авторы: Губайдулин, Левичев, Лященко, Моисееков, Солод, Толпа, Чуманов, Шульгин, Шум
МПК: B21B 1/00
Метки: производства, проката, сортового
...про.филей 2.Е недостаткам указанного способаследует отнести появление в местахразделения дефектов типа заусенцев,смятий и утяжек которые трудно уст 40раниьи при последующей прокатке; помюю этого, щж разделении по данному способу не устраняются изгиб искручивание профилей в случае разделения взанмиьм сдвигом,Описываемый способ производствасортового проката лйвеи указанныхнедостатков и отЛичается тем, чтоперед разделением формируют продольные утолщения с обеих сторон полосы вместах будущего разделения высотой равной 0,1-0,5 и основанием равным 1,03,0 толщины полосы и месте разДеления.Формирование укаэанных профильныхутолщений с обеих сторон полосы поэ 60 3воляет устранить образование утяжки и смятия на профиле в месте разделения.На фнг,...
Способ измерения контактных давлений при прокатке

Номер патента: 1081441
Опубликовано: 23.03.1984
Авторы: Губайдулин, Клименко, Ляшенко, Солод, Толпа, Шульгин
МПК: G01L 1/00
Метки: давлений, контактных, прокатке
...искомые давлениящуп помещают в межвалковый про межуток перед прокаткой, после чего задают полосу в валки и в процессе захвата полосы валками, удерживая щуп, одновременно измеряют действующую на него силу и силу прокатки до 50 установления их максимальных значениР в момент формирования полного очага деформации, после чего извлекают щуп из очага деформации, определяют усредненную по ширине очага величину 55 силь 1 прокатки, дифференцируют ее и величину силы, действующей на щуп, по пермешению конца полосы и по отношению полученных производных вычисляют коэффициент трения в очаге деформации.На фиг. 1 показана схема расположения щупа в межвалковом промежутке перед прокаткой; на фиг. 2 схема формирования очага деформации в процессе...
Способ прокатки профилей

Номер патента: 1037975
Опубликовано: 30.08.1983
Авторы: Губайдулин, Клименко, Ляшенко, Следнев, Солод, Толпа, Шульгин, Шум
МПК: B21B 1/02
...задаче полосы 1 в валки 2 происходит формирование ослабленногосечения 3 (Фиг, 1). На полосовойчасти каждого из прокатываемых всдвоенном виде профилей 4 и 5 образуется Участок с продольным изгибомв вертикальной плоскости б и 7.При этом стрела прогиба 5 тем больше, чем больше расстояние между кромками ослабленного сечения а (фиг, 12 ). Ослабленное сечение можно наносить также как до, так и после обраэоВЬния участка с продольным, изгибомучасток с продольныМ изгибом образуют за один пропуск или путем последовательной деформации за несколькопропусков в зависимости от геометрических размеров прокатываемых проФилей. Дальнейшую прокатку проводятв калибре 8 с обжатием, .в .о меньшеймере равным величине стрелы. прогибаодновременно...
Материал для моделирования горячего пластического формоизменения металлов

Номер патента: 1037137
Опубликовано: 23.08.1983
Авторы: Воронцов, Губайдулин, Клименко, Лашин, Сумина, Толпа, Шульгин
МПК: G01N 3/28
Метки: горячего, материал, металлов, моделирования, пластического, формоизменения
...Уменьшение содержания канифоли ниже 3вызывает снижение твердости матернала, следствием чего является отсутствие подобия кривых упрочнения моделии натуры. Увеличение содержанияканифоли более 6 ухудшает пластические свойства материала, вызывая трещинообразование и нарушение сплошности при степенях деформации более30.Введение в состав материала парафина нефтяного в количестве 8-10способствует снижению температурноговлияния на сопротивление деформацииматериала в диапазоне температур от-20 до +20 ОС.Масло индустриальное в количестве 6-9 выполняет роль связующегоэлемента, придавая материалу способность к пластическому формоиэменениюаналогично стали при 900-1200 С.Увеличение содержания масла более 9вызывает появление текучести материала под...
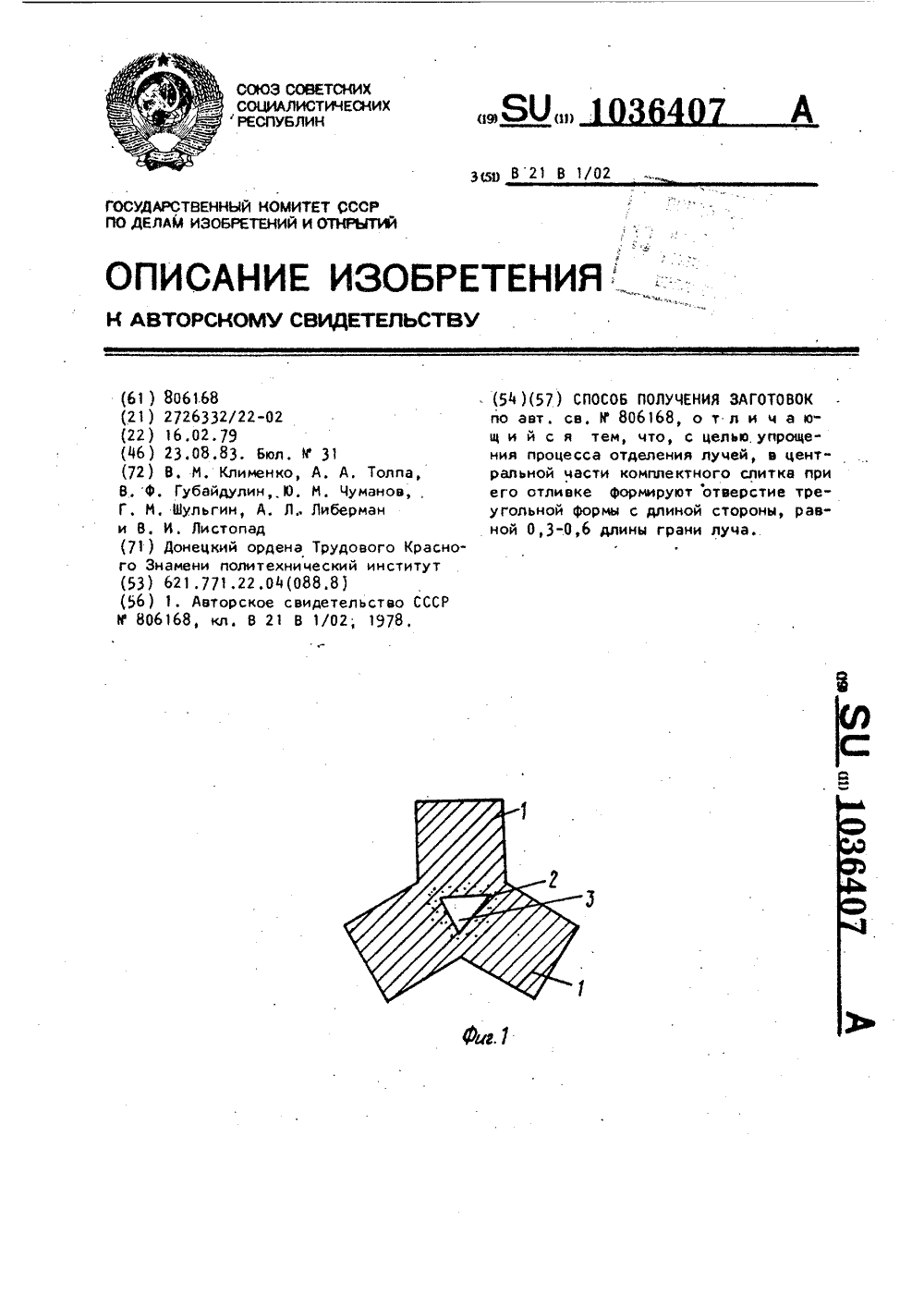
Способ получения заготовок
Номер патента: 1036407
Опубликовано: 23.08.1983
Авторы: Губайдулин, Клименко, Либерман, Листопад, Толпа, Чуманов, Шульгин
МПК: B21B 1/02
Метки: заготовок
...способом например вставляя стерженьвдоль продольной оси кристаллизатора.При отливке комплектного слитка наМНЛЗ образование корки затвердевшего45металла в кристаллизаторе происходиткак со стороны стенок, так и со стороны вставленного стержня. Ликвационнаязона при этом стягивается к центрусечения слитка, так как теплоотводв этом месте значительно меньше, чемот стенок кристаллизатора. В результате этого ликвационная зона располагается симметрично в середине комплектного слитка, не выходя в лучи.При длине стороны стержня менее 0,30длины грани луча стержень может поте 407 2рять устойчивость геометрической формы,и, что самое главное, отверс тие с такими размерами не позволит упростить процесс прокатки-разделения.При размерах стороны более...
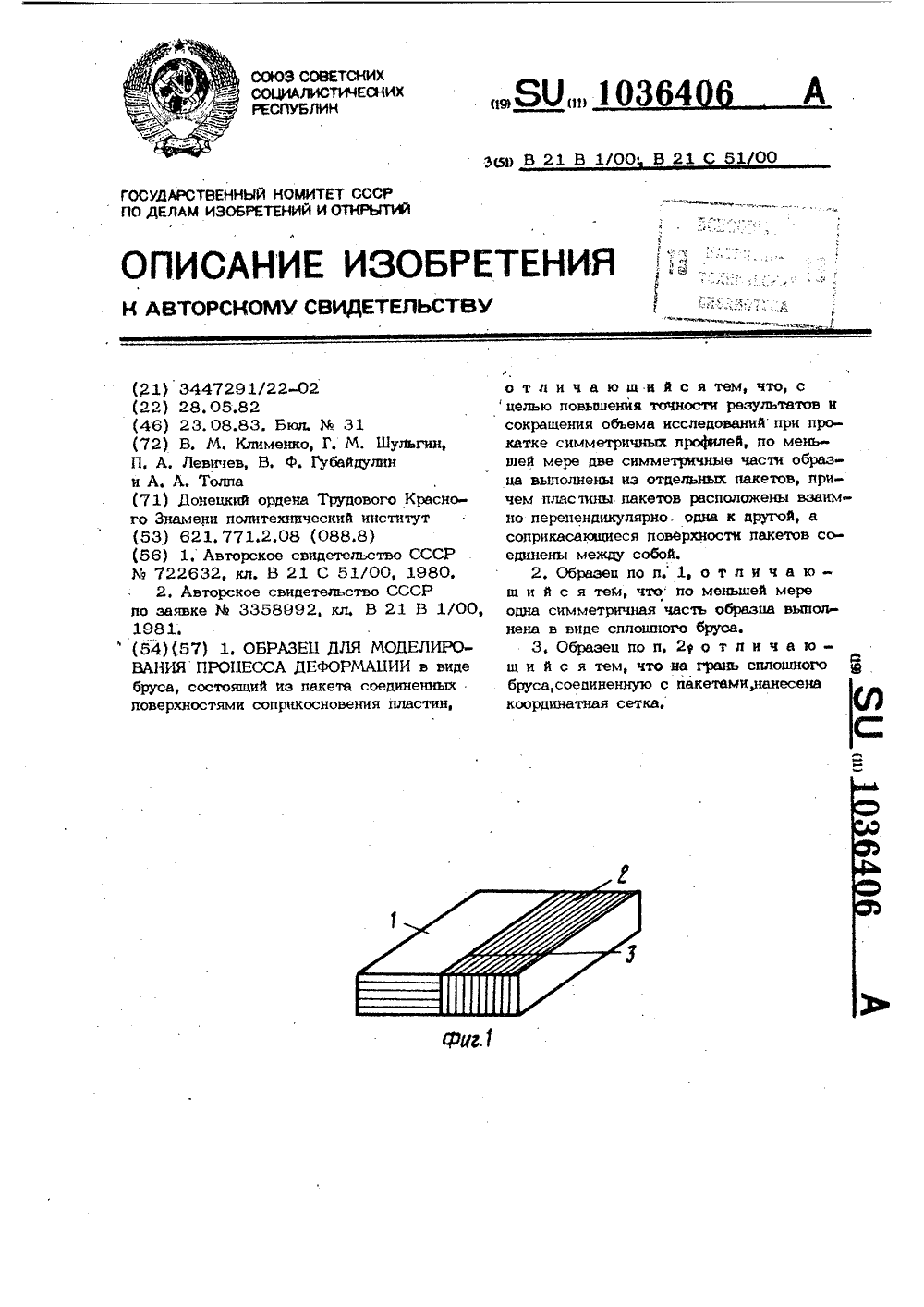
Образец для моделирования процесса деформации
Номер патента: 1036406
Опубликовано: 23.08.1983
Авторы: Губайдуллин, Клименко, Левичев, Толпа, Шульгин
МПК: B21B 1/00
Метки: деформации, моделирования, образец, процесса
...4 и 5 и сплошной части Ибруса) 6, причем 7- место склейки пакетов, а 8 - место склейки сплошного бруса 6 и пакетов 4 и 5.Образец Ш состоит из пакетов 9 - 11 и сплошного бруса 12. Позициями 13 и .14 обозначены места склейки пакетов, а 15 и 16 - места склейки бруса 12 с пакетами.Образец используют при исследовании симметричных процессов деформации, В частности, при симметричной прокатке, исследуя высотную и поперечную дефор- мации, используют образец Г Ифиг. 1), состояший соответственно иэ пакетов 1 и 2, При исследовании течения метал- ла в горизонтальной плоскости симмеърии используют образец 11 (фиг, 2), состояший из пакетов 4 и 5 и сплошнойчасти 6. На сплошной части 6 наносяткоординатную сетку по месту 8 склейкис пакетами 4 и 5,...
Образец для моделирования процесса прокатки

Номер патента: 997860
Опубликовано: 23.02.1983
Авторы: Губайдулин, Левичев, Толпа, Шульгин
МПК: B21B 1/00
Метки: моделирования, образец, прокатки, процесса
...поверхности сплошных пластин, соединенных с торцовой поверхностью пакета, препятствует разрыву образца в плоскостях закрепления пластин пакета при наличии достаточно больщих растягивающих напряжений. Предотвращение нарушения сплошности образца в определенных условиях прокатки определяется толщиной сплошных пластин на боковой поверхности образца.Еак показали проведенные исследования, толщина этих пластин должна быть не меньше толщины пластин пакета. Если толщина боковых пластин меньше, то после нескольких пропусков они начинают разрушаться именно по местам склейки пластин пакета.На чертеже представлен предлагаемый образец для моделирования процесса прокатки, общий вид.Образец состоит иэ пакета пластин 1, соединенных между собой по...
Материал для моделирования горячего пластического формоизменения металлов

Номер патента: 978000
Опубликовано: 30.11.1982
Авторы: Губайдулин, Лашин, Сумина, Толпа, Шульгин
МПК: G01N 3/28
Метки: горячего, материал, металлов, моделирования, пластического, формоизменения
...1,25 0,95 0,95 - 48,15 Размеры образцов после прокатки, мм Высота Ширина Длина43,2 277 10 лективного, парафина, церезина, талька, канифоли, масла индустриального и белил цинковых до получения однородной смеси..Тальк используется одновременно как наполнитель и как, твердая смазка, Так как кристаллическая структура талька представляет собой наложение двух пакетов, удерживаемых между собой слабыми связями, введение таль ка обеспечивает снижение коэффициента трения..Ввведение в материал талька менее 193 не обеспечивает материалу низкого коэффициента трения, а введение 16 талька более 223 значительно снижает пластичность и вязкость и приводит к разрушению образцов материала. Из каждого материала изготовлены образцы длиной 150 мм с...
Составной валок

Номер патента: 884753
Опубликовано: 30.11.1981
Авторы: Губайдулин, Левичев, Ляшенко, Толпа, Шульгин
МПК: B21B 27/02
...калибра, с внешней стороны которых установлены нажимные гайки 5, снабженные фиксаторами. Каждый фиксатор выполнен в виде стержня 6, подпружиненного пружиной 7 и опертого в С-образный сег 20 мент 8, вмонтированный в нажимную гайку, При помощи нажимных гаек осуществляют изменение расстояния между шайбами, а фиксаторы исключают скручивание гаек в процессе прокатки.25 Между шайбами на оси установлены пружины 9 равной жесткости, которые позволяют изменить расстояние между шайбами на одну и ту же величину.Устройство работает следующим образом.При трехручьевой прокатке квадратной заготовки 100 х 100 мм исходная заготовка 410-200 мм прокатывается в черновых клетях, где установлены валки предлагаемой конструкции. Расстояние между...
Способ прокатки заготовок

Номер патента: 871853
Опубликовано: 15.10.1981
Авторы: Губайдулин, Клименко, Левичев, Морозов, Нетреба, Толпа, Шульгин
МПК: B21B 1/02
...делая в каждом из калибров, кроме чистового, по 2 пропуска. В чистовом калибре производят отделение заготовок за один пропуск.Суммарная степень высотной деформации в местах будущего разделения за два пропуска в первом черновом калибре других дефектов до их заваривания, что макропустоты в непрерывнолитом и кивпослецствие обеспечивает образование пящем металле завариваются, Для некона поверхности проката прерывистых -.рещин и волосовин.Бель изобретения - улучшение качества металла в районе мест разделения путем обеспечения заваривания макропустот.Поставленная цель достигается тем,что согласно способу, включающему последовательное формирование из сляба в 10многоручьевых калибрах раската, состо-5 ширинам перемычки в...
Способ обработки давлением удлиненных металлических заготовок

Номер патента: 867501
Опубликовано: 30.09.1981
Авторы: Губайдулин, Левичев, Ляшенко, Солод, Толпа, Шульгин
МПК: B21J 5/00
Метки: давлением, заготовок, металлических, удлиненных
...материалом обжимаемой заготовки, так как для ряда металлов необходимо давать нысотное обжатие больше, чем горизонтальное перемещение эагоговки, а также требонани. ями к геометрической точности заготовок ввиду того, что при больших деформациях трудно получить точный профиль.Предел величины углов в 75 объ ясняется тем, что при большей величине углов производительность процесса низка вниду незначительного перемещения заготовки вдоль своей продольной оси по сравнению с ее высотой деформацией.В другом случае обжатие заготон. ки 1 осущестнляется двумя группами сил (бойков), причем в первую группу входят бойки 2-4, а во вторую бойки 5-7 (фиг,2).Бойки расположены под углом 1200 относительно друг друга, а деформация, осуществляемая ими,...
Способ изготовления поковок

Номер патента: 854534
Опубликовано: 15.08.1981
Авторы: Губайдулин, Клименко, Листопад, Толпа, Шульгин
МПК: B21J 1/04
Метки: поковок
...сечения по верхуи по низу слитка. В этом случае ликвационная зона и осевая рыхлость распространяются по всей длине слитка,если же конусность более 3, то протяженность ликвационной зоны по длине сокращается, но увеличивается площадь ее поперечного сечения, что приводит к низкому выходу годного приудалении ликвационной зоны - не бо.лее 70.Таким образом, отливая слиток саотношением - = 5-30 и конусностьюменее 3 на сторону получают расположенную по всей длине слитка концентрированную осевую рыхлость и ликвационную зону. Затем слиток разделяютна две части в продольном направлении йо оси симметрии и далее деформи.руют полученные заготовки в профилитавровой формы, у которых ликвационная зона сосредоточена в выступе,который затем...
Клеть прокатного стана

Номер патента: 831233
Опубликовано: 23.05.1981
Авторы: Губайдулин, Клименко, Левичев, Толпа, Шульгин
МПК: B21B 13/02
Метки: клеть, прокатного, стана
...7 пружинного типа. На подушке 2 установлен подпятник 8, в который упирается нажимной винт 9 механизма регули. ровки раствора валков. На подушке 2 закреплен один конец стяжнаго элемента 10,831233,формула изобретения 15 НИИПИ Заказ 313/23 Тираж 888 Подписное лнал ПГ 1 П Патентэ, г. Ужгород, ул, Проектная, 4 второй конец которого закреплен на подушке 3, Стяжные элементы 1 О выполнены в виде гибких лент, например канатов, и уста новлены по обе стороны от осей валков 4 и 5. Причем стяжные элементы 10 соединяют подушки 2 и 3 через блоки 11, оси которых закреплены на станине 1.Клеть работает следующим образом.При вращении нажимного винта 9 механизма регулировки раствора валков происходйт его перемещение. Это перемещение через подпятник 8...
Способ прокатки сортовыхзаготовок

Номер патента: 820930
Опубликовано: 15.04.1981
Авторы: Губайдулин, Клименко, Левичев, Лесик, Минаев, Толпа, Шульгин
МПК: B21B 1/02
Метки: прокатки, сортовыхзаготовок
...сторону, противоположную направлению смещения крайних заготовок, и прокатывают заготовки.820930 формула изобретения аказ 1583/13 Тираж 888 П НИИП л ППП "Патент", г. Ужгород, ул. Проектная,ф В валках 1 и 2 Формируют три заготовки 3-5. Формирование осуществляют посредством уменьшения зазора между валками 1 и 2 . После окончания Формирования заготовок оба эти валка иэгибают выпуклостью в сторону, противоположную направлению смещения крайних заготовок, т. е. вверх. После изгиба в валки 1 и 2 задают раскат состоящий иэ заготовок 3-5, соединенных перемычками, и прокатывают. Так как заготовку 4 удерживают в среднем ручье, а заготовки 3 и 5 обжимают гранями ручьев верхнего валка 1, происходит смещение крайних заготовок потому, что грани калибра...
Способ прокатки заготовок

Номер патента: 806173
Опубликовано: 23.02.1981
Авторы: Губайдулин, Левичев, Ляшенко, Моисеенков, Солод, Толпа, Чуманов, Шульгин
МПК: B21B 1/02
...отделяются друг от друга.В результате формирования впадин и последующей прокатки повышается пластичность металла, так как измельчается зерно металла.Кофигурация сляба после деформации на гладкой бочке благоприятствует закрытию дефектов сплошнссти металла в вершинах заготовок и препятствует их возникновению, так как в многоручьевых калибрах значительно уменьшается утяжка металла в вершинах заготовок, При этом снижаются растягивающие йапряжения в этих зонах и дажепереходят в сжимающие,Если Формировать впадины глубже, чем 0,2 толщины исходного сляба, тс резко возрастает износ и нагрузки. на Формующий инструмент, падает производительность Формирования впадин. В другом случае, когда глубина впадин менее 0,1 толщины исходного сляба,...
Способ производства заготовок

Номер патента: 806172
Опубликовано: 23.02.1981
Авторы: Губайдулин, Либерман, Листопад, Толпа, Чуманов, Шульгин
МПК: B21B 1/02
Метки: заготовок, производства
...изгиба и кручения) сдвигаемого сечения, область пластической деформации охватывает практически все сдвигаемое сечение. Разрушение осуществляется за счет образования микротрещин на границе сдвига. Снижение температуры приводит к преобладанию дислокационного механизма в формировании микротрещин, подвижность дислокаций снижается по экспотенциальной зависимости и соответственно возрастает их энергия,Способность металла к рекристаллизации также уменьшается, В зоне сдвига первоначально происходит вмятие валка в металл, а затем начинается процесс сдвига. Причем при температуре 0,37-0,48 температуры плавления металла после пластического вмятия валка в металл в остальной области наблюдаются упругие деформации, здесь же повыаается твердость...