Патенты с меткой «металлорежущего»
Устройство для измерения динамических характеристик рабочего органа металлорежущего станка

Номер патента: 1302161
Опубликовано: 07.04.1987
Авторы: Бондарев, Бржозовский, Добряков, Игнатьев
МПК: G01M 15/00, G05B 19/00
Метки: динамических, металлорежущего, органа, рабочего, станка, характеристик
...для вьделения доплеровского сигнала н распределения импульсов по одному из двух каналов счета в зависимости от направления перемещения кареток суппорта станка 2.С выхода вычитателей последовательности импульсов распределяются по двум направлениям на вход измерителей 21 и 22 временных интервалов и входы реверсивных счетчиков 19 и 20, С выходов последних информация вьдается в двоичном коде на блок 26 цифровой ийдикации, где фиксируется интегральное значение перемещения суппорта станка в продольном (Х) и поперечном (2) направлениях за время измерения, и на входы блока 8 ЦАП,На входы измерителей 21 и 22 временных интервалов подаются как сиг13021 нальные импульсы, так и импульсы с тактового генератора 23. В измерителях 21 и 22 временных...
Задняя бабка металлорежущего станка

Номер патента: 1303272
Опубликовано: 15.04.1987
МПК: B23B 23/00
Метки: бабка, задняя, металлорежущего, станка
...выключателя 9 с кулачком 13 дает команду на выключение двигателя 12 и остановку каретки 8 и одновременно на включение механизма 2 23 перемещения пинолн 2, Ииноль 2 вместе со штоком 6 перемещается влево (фиг.3). Центра 4 и 5 входят в центровые отверстия эталонной детали и зажимают ее. Этот момент контролируется срабатыванием реле 15 давления,Затем включают двигатель 12 на реверс и каретку 8 вдоль штока б перемещают вправо до взаимодействия кулачка 7 с конечным выключателем 10, После этого двигатель 12 отключают (фиг.4). На этом настройка устройства для определения положения пиноли завершена. Пиноль 2 отводят в исходное положение (фиг.1). после чего производят обработку всей партии заготовок. При этом взаимодействие кулачка 7 с конечным...
Устройство для размерной настройки металлорежущего станка с устройством числового программного управления (чпу)

Номер патента: 1303372
Опубликовано: 15.04.1987
Авторы: Ищенко, Козулин, Панов, Хлапов, Шарин
МПК: B23Q 15/00
Метки: металлорежущего, настройки, программного, размерной, станка, устройством, числового, чпу
...поворотом резцедержателя 11, после чего ей задается избыточное программное перемещение по координате Х в направлении измерительной головки 1, В процессе перемещения наконечники 5 головок при. ходят во взаимодействие. При этом измерительный элемент 9 головки 2 срабатывает и формирует сигнал, поступающий через элемент 14 ИЛИ на блок 13. По этому сигналу прекращается поступление управляющих импульсов с блока 13 на привод 12, тем самым прерывается подача по координате Х в положи- тельном направлении и, таким образом, фиксируется исходное положение щупа головки 2, Этот же сигнал, поступая на счетный вход триггера 15, изменяет его состояние так, что на нулевом выходе триггера 15 появляются сигнал логической "1", поступающий на один из...
Устройство для угловой ориентации шпинделя металлорежущего станка

Номер патента: 1308430
Опубликовано: 07.05.1987
Авторы: Дмитриев, Кулешов, Печерсков, Шкинев
МПК: B23B 19/00, B23Q 5/20
Метки: металлорежущего, ориентации, станка, угловой, шпинделя
...зубчатое колесо 3 которого жестко расположено на шпинделе 4, зубчатый блок 5редуктора 2, привод 6 угловой ориентации шпинделя, подвижный в осевом направлении двойной зубчатый блок 7, на которомжестко закреплен специальный щуп 8, взаимодействующий с пазом 9 контрольного диска 10, жестко соединенного с последнимзубчатым колесом 3 редуктора 2. Большеезубчатое колесо блока 7 взаимодействует сжестко установленным зубчатым колесом 11и имеет гнездо 12, которым взаимодействует с жестким фиксатором 13.Устройство работает следующим образом,Шпиндель 4 получает вращение от привода 1 через ременную передачу 14 и зубчатые колеса редуктора 2,Зубчатый блок 7 при этом смещен влево (по чертежу) и привод 6 угловой ориентации шпинделя разъединен со...
Устройство для крепления концевого режущего инструмента в шпинделе металлорежущего станка

Номер патента: 1313576
Опубликовано: 30.05.1987
Авторы: Зраковский, Кузин
МПК: B23B 31/04
Метки: инструмента, концевого, крепления, металлорежущего, режущего, станка, шпинделе
...Фиг. 1 показано устройство длякрепления концевого режущего инструмента в шпинделе металлорежущегостанка, продольный разрез; на фиг,2разрез А-А на фиг. 1,Устройство для крепления концевого режущего инструмента в шпинделестанка содержит корпус 1, в которомразмещен винт 2 с фиксатором, связанный с хвостовиком 3, На наружной поверхности винта 2 и на внутреннейповерхности корпуса 1 выполнены кольцевые канавки, образующие полость 4,В корпусе 1 имеется радиальное резьбовое отверстие 5, а фиксатор выпол 25нен в виде шарикового пояса 6, размещенного в полости 4, и резьбовогоэлемента 7, расположенного в отверстии 5 с возможностью взаимодействияс шариковым поясом 6. На винте 2 выполнено отверстие 8 под ключ.Устройство работает следующим...
Коробка передач для металлорежущего станка

Номер патента: 1326821
Опубликовано: 30.07.1987
МПК: F16H 3/26
Метки: коробка, металлорежущего, передач, станка
...с возможностьюперемещения вдоль вала посредствомгидроцилиндра 16 переключения передач,который расположен в выполненной в корпусе 1 расточке 17, диаметр которойсоответствует диаметру расточки, корпуса под второй промежуточный вал,и центр этой расточки отстоит отоси вращения первого промежуточноговала на расстоянии, равном суммерадиусов сцепляемого с вторым промежуточным валом 12 зубчатого колеса 6 и сцепленного с ним зубчатогоколеса 18, число зубьев которогосоответствует требуемому передаточному отношению по другому исполнению,Сборка коробки передач по первому варианту осуществляется следующимобразом.Валы 6 с шестерней 3, первый промежуточный вал 5 с блоком переключа"емых зубчатых колес 6 и , выходнойвал 9 с зубчатыми колесами...
Механизм подачи металлорежущего станка

Номер патента: 1328075
Опубликовано: 07.08.1987
Авторы: Иноземцев, Каргин, Кокорин
МПК: B23B 25/02
Метки: металлорежущего, механизм, подачи, станка
...6, внутри него на подшипниках 24 и 25, установлен кулачок 26 дробления, имеющий участки подъема и спада и получающий вращение от шестерни 27, свяструмента прекращаются, дроблениестружки прекращается, точение продолжается до подхода упора 12 суппорта 6 к площадке 32, тем самымповышается качество обработки путемполучения правильной геометрическойформы изделия,По окончании обработки шток 31отходит и суппорт 6 поворачиваетсяна опорах 13 и 14 ат пружины 29 висходное положение, В виду незначительной амплитуды колебания иструмента в сравнении с радиусом егакале.бания перемещение инструментапри колебательном движении суппортаможно рассматривать как вазвратно-,поступательное движение в радиальном направлении,Для регулирования момента прекращения...
Электропривод подачи металлорежущего станка

Номер патента: 1328916
Опубликовано: 07.08.1987
Метки: металлорежущего, подачи, станка, электропривод
...7 задания допустимого средне 30 квадратичного тока электродвигателяможет быть выполнен в виде потенциометра, регулятор 8 в виде пропорционального, интегрально-пропорционального и т.д. звена,35В установившемся режиме д(С)= ьИ) т,е. такой электропривод позволяет подцерживать среднеквадратичное значение тока электродвигателя 40 на допустимом уровне и дает возможность максимально использовать электродвигатель по нагреву и обеспечить требуемую производительность станка. 45 формула изобретения Электропривод подачи металлорежущего станка, содержащий электродвигатель постоянного тока и последова тельно соединенные задатчик скорости,задатчик интенсивности, систему управления, преобразователь, выходом подключенный к электродвигателю...
Автоматическая револьверная головка металлорежущего станка

Номер патента: 1329918
Опубликовано: 15.08.1987
МПК: B23B 29/32
Метки: автоматическая, головка, металлорежущего, револьверная, станка
...выступов и каждого из упоровравно числу позиции револьверной головкиПолости заполнены гидропластмассой34 и сообщаются через калиброванноеотверстие 35.Для герметизации зазоров в сопряжении поршней с отверстиями служатрезиновые кольца 36. В выступах 31 18установлен регулировочный винт 37 со стопорной гайкой 38. Винт 37 служит для настройки. Должно быть выполнено условиеЬ+Ь,=Н,где Н - заданная величина хода дляконкретного исполнения головки.Упоры 29 имеют со стороны, взаимодействующей с поршнем 33, лыску Ьн скос К, а упоры 30 - скос М с одной стороны.3Управление револьверной головкойосуществляется от системы ЧПУ (непоказана) посредством командоапнарата, состоящего из герконов 39, равномерно установленных на перифериифланца 5, и...
Шпиндель металлорежущего станка

Номер патента: 1329955
Опубликовано: 15.08.1987
Авторы: Дорофеев, Крит, Равва, Сергеева
МПК: B24B 41/04
Метки: металлорежущего, станка, шпиндель
...с датчика в сравнивающее устройство. Туда же вводится сигнал задатчика. При рассогласовании сигналов их разность после предварительного усиления поступает на электромагниты, образованные перемычками втулки 5 и обмотками 6.В результате эффекта магнитострикции длина проставочной втулки 5 увеличивается. Это ведет к увеличению натяга в подшипниках 3 качения шпинделя. Увеличиваются упругие силы в подшипниках 3 качения, которые возвращают шпиндель 1 в заданное положение. Если внешние возмугцсния малы либо отсутствуют вовсе и, следовательно, шпиндель 1 не отклоняется от заданного положения, натяг в опоре поддерживается на минимальном уровне, необходимом для обеспечения заданной точности вращения. Благодаря этому снижается износ дорожек...
Способ ориентирования шлифовального круга при шлифовании канавок металлорежущего инструмента

Номер патента: 1335428
Опубликовано: 07.09.1987
Автор: Быков
МПК: B24B 19/02
Метки: инструмента, канавок, круга, металлорежущего, ориентирования, шлифовального, шлифовании
...произ 5водительность шлифования путем сокращения времени на определение угларазворота круга при обработке канавок, имеющих в сечении перпендикуй 10лярном направлению канавки, профильокружности эллипса.На фиг. 1 показан процесс ориенти-рования изделия, вид с торца; нафиг. 2 - то же, вид сверху,Способ реализуется следующим образом,Эталонное изделие 1 с канавкой, профиль которой соответствует профи лю канавки обрабатываемого изделияЭ устанавливают на стол станка и шлифовальный круг 2, вывота которого меньше ширины канавки 3, вводят в контакт с дном канавки, размещая ось 25 симметрии профиля круга 2 с осью симметрии канавки 3, затем круг разворачивают до касания его со стенками паза. Направление разворота осуществляют с учетом направления...
Устройство для зажима инструмента в шпинделе металлорежущего станка

Номер патента: 1340931
Опубликовано: 30.09.1987
Авторы: Болотников, Васильев, Кунин, Павлов, Прокопенко, Файнгауз, Шуклин
МПК: B23B 31/04, B23C 5/26
Метки: зажима, инструмента, металлорежущего, станка, шпинделе
...гидравлического давления (гидростанции станка) маслопод давлением подается в узлы танка, в частности в карманы несущих опор радиального гидростатического подшипника 3, в несущие карманы 27 и 28 базовой опоры и замыкающей опоры упорного гидростатическога подшипника 2.В гидростанции имеется необходимая аппаратура для настройки режимаработы, т.е. поддержания номинального рабочего давления и отключения станка при падении давления ниже минимальной нормы в случае аварии. например разрыва трубок какой-либогидролинии. Время останова станкапри аварии в гидросистеме обычно З 0 не превышает 6 - 8 с.Если аварий в гидросистеме стан-.ка случилась во время резания, тонеобходимо инструмент надежно удержать в шпинделе до полной остановки 35 привода...
Устройство для зажима инструментальной оправки с хвостовиком в шпинделе металлорежущего станка

Номер патента: 1340932
Опубликовано: 30.09.1987
Авторы: Оренбах, Рашковский
МПК: B23C 5/26
Метки: зажима, инструментальной, металлорежущего, оправки, станка, хвостовиком, шпинделе
...к оси поперечные пазы 18,пересекающие продольные пазы 11штока 3.Устройство работает следующимобразом,В положении 1 Инструмент зажаткомплект тарельчатых пружин 19 создает усилие затяжки инструментальнойоправки 1 в конус шпинделя 2, приложенное к верхнему концу штока 3 ( непоказан), Шток 3 своим внутреннимконусом 10 расточки 9 воздействуетна наружную сферическую поверхность12 зажимных элементов 6 цанги 4, которые своей внутренней поверхностью7 воздействуют на хвостовик 8 инструментальной оправки 1, затягивая еев конус шпинделя 2 Таким образом, впередаче усилия. зажима участвуюттолько зажимные элементы 6 цанги 4,которые работают на сжатие. Лепестки 5 и хвостовик 15 цанги 4 от усилия затяжки полностью разгружены и340932 Составитель...
Способ диагностики состояния металлорежущего станка

Номер патента: 1344580
Опубликовано: 15.10.1987
Автор: Мкртчян
МПК: B23Q 15/00
Метки: диагностики, металлорежущего, состояния, станка
...ц графопостроитель 4,Сп,с Ос ущ .стцляют с.гедующим образом.Цд метдллорежущем станке, например токдрцо-вцнторезцом, обрабатывают ца онт 1 пд 1 ьцьх режимах резания сган;др гнугрдвку режущим 1 гцструмецтом . . стдцддртцоп геметрией резца, осущтзляют .:и ктрл;цый яцализ профилогямю шероховд-ости обработанной поп и; пост, Оцрееяют частоты и амцлц 1,пгдв,плнм:их этой поверхно 35 и,, гд 1:як с частотами возмож гдц:д, рассчитанных из ицемд 11.:- 1, д прц Овпддеции поцученных дс гот шеГохоцдтости поверхности с рясс гц 111 ц частотами неисправности СТДЦКД ."1,1 т О ЦДЛЦЧИИ ТЕХ ИЛИ ИНЫХ П-фктзв,кшпхсц в станке, проявляющихся цд шероховатости обработанной лов рхцосги и являющихся источниками впрдппи системы СПИД,45П р и м е г, Р длизяция способа...
Способ наладки металлорежущего станка для обработки сферических поверхностей

Номер патента: 1348066
Опубликовано: 30.10.1987
Автор: Сергеев
Метки: металлорежущего, наладки, поверхностей, станка, сферических
...кромок кайавки, выполненной инструментом на пробной детали, и определяют фактическое среднее значение ра диуса инструмента по формуле45 50 К - 3втЧ= 55 Изобретение относится к машиностроению и касается обработки сферических поверхностей.Цель изобретения - повышение точности обработки сферических поверхностей путем дополнительного учитывания при наладке станка радиуса при вершине инструмента.Па фиг, 1 представлена схема обработки выпуклых сферических поверхностей любого радиуса; на фиг. 2 схема обработки вогнутых сферических поверхностей любого радиуса; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 узел 11 на фиг. 2; на фиг, 5 - схема проточки канавки на пробной детали.Способ наладки металлорежушего станка для обработки сферических...
Устройство для закрепления инструмента в шпинделе металлорежущего станка

Номер патента: 1348086
Опубликовано: 30.10.1987
Автор: Малиновский
МПК: B23C 5/26
Метки: закрепления, инструмента, металлорежущего, станка, шпинделе
...и жестко соединенная с ним тяга 9 вместе с выталкивающими рычагами 14 и захватными элементами 15 находятся в крайнем нижнем положении. Втулка 12 приподнята, освободив наружные пояски захватных элементов 15, которые под действием кольцевой пружины 17 поворачиваются относительно шейки тяги 9, а своими134808 дружными цецтрцрующими поверхностями прижимаются к стецкам втулки Вытапкивающцо рыч;1 ги 14 тоже поверцуными элементами подпружиненную втулку, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности работы устройства, оно снабжено связанными с тягой поворотными выталкивающими%.рычагами, установленными в выполненных во втулке прорезях и между захватными элементами с воэможностью взаимодействия с головкой наконечниты.При прекрдщеш...
Устройство управления поворотным столом металлорежущего станка

Номер патента: 1348141
Опубликовано: 30.10.1987
МПК: B23Q 15/00
Метки: металлорежущего, поворотным, станка, столом
...реле собмоткой 13При подаче команды на поворот нажатием на кнопку 26 поворота подается питание на обмотку 13 первого промежуточного реле, которое срабатывает и становится на самопитание, егоконтакт 15, образует цепь питанияэлектромагнита 23, а контакт 16,подготавливает цепь включения электромагнита 24, Происходит отжимпланшайбы поворотного стола, выключа.ется реле 21 давления и по цепи:контакт 16, первого промежуточного реле - контакт 22 реле 21 давления,включается электромагнит 24. Производится поворот планшайбы стола, После трогания планшайбы с места освобождается путевой переключатель 6,а перед завершением ее поворота срабатывает путевой переключатель 7.При этом размыкается его контакт 10гв цепи обмотки 2 контактора (контакт8 6...
Шпиндельная бабка металлорежущего станка

Номер патента: 1351716
Опубликовано: 15.11.1987
Автор: Юрин
МПК: B23B 19/00
Метки: бабка, металлорежущего, станка, шпиндельная
...бабки, где между расточкой под опору 1 и плоскостью 4 основания возможно ближе к указанной расточке размещено ок" но 5 длиной не менее 0,7 ширины стенки 3, Форма окна может быть и более простой, например при размере В =О. Размеры В, В, В окна 5 устанавливаются численйым расчетом при тепло физическом проектировании шпиндельной бабки в зависимости от требований к точности станка. Корпус бабки своей плоскостью 4 опирается на базовый элемент станка - станину 6 - и кре пится к нему в своей средней части на расстоянии более 0,25 ширины стенки 3 (корпуса) от каждого иэ ее краев с помощью болтов и штифтов (не показаны). С целью увеличения жесткости конструкции стенка 3 усилена ребрами. Аналогично устроена каждая стенка бабки, несущая...
Гидравлическая система металлорежущего станка

Номер патента: 1360963
Опубликовано: 23.12.1987
Авторы: Дривень, Жилинский, Зусман, Кузьмич
Метки: гидравлическая, металлорежущего, станка
...установившееся давление в гидролинии 5, через дросселируюшую 1 цель, образованную окном 18 и средним пояском 21 золотника 13, а также окно 19 поступает в полость 3 гидродвигателя 1. Одновременно из полости 2 гидродвигателя 1 рабочая жидкость получает возможность сливаться через окно .16, а также дросселируюшую щель, образованную крайним пояском 23 золотника 13 и окном 15, в бак 8. Такая работа гасителя1 О 15 20 25 30 35 40 45 50 55 зколебаний способствует восстановлению скорости перемещения рабочего органа 9 до значения, близкого к установившемуся.В случае увеличения скорости перемещения рабочего органа 9 (при выходе очередного зуба инструмента 41 из летали 42) сигнал рассогласования сравнивающего устройства 11 имеет...
Устройство для загрузки металлорежущего станка

Номер патента: 1360967
Опубликовано: 23.12.1987
Автор: Борисов
МПК: B23Q 7/04
Метки: загрузки, металлорежущего, станка
...меньшей длины. При иере- наладке предлагаемого устройства для загрузки металлорежугцего станка с деталей типа фланцев на детали типа валов происходит замена захватов, магазина и управляющей программы.Устройство для загрузки металлорежугцего станка работает следующим образом.После установки на тактовый столвручную или автоматически очередного сменного магазина 2 с заготовками однорукий манипулятор 4 одним из захватов захватной головки б производит загрузку станка первой заготовкой, взятой из первой ячейки магазина 2, После выхода механической руки 5 из рабочей зоны станка и пуска рабоцей програмы станка однорукий манипулятор 4, работая параллельно со станком, забирает из магазина 2 вторую заготовку, транспортирует ее к рабочей зоне...
Шпиндельный узел металлорежущего станка

Номер патента: 1364409
Опубликовано: 07.01.1988
Авторы: Рашковский, Усвят
МПК: B23B 47/00
Метки: металлорежущего, станка, узел, шпиндельный
...имеющих скосы 23 и 24. Захватысвязаны с корпусом приводного цилиндра пружинами 25. Хвостовая частьшпинделя 1 снабжена буртом 26.На корпусе шпиндельного узла смонтирован отражатель 27.Работа шпиндельного узла осуществляется следующим образом.Инструмент 13 в рабочем положении зажат в шпинделе пружиной 9 через тягу 8 и захватный штырь 14, Приводной цилиндр 16 расцеплен со шпинделем 1,При подаче давления в поршневую полость приводного цилиндра 16 его корпус перемещается вверх по направляющим стойкам 15, так как шток 1745 Формула и э обретения Шпиндельный узел металлорежущего станка, в корпусе которого размещены с возможностью осевого перемещения шпиндель и устройство зажима и удаления инструмента, включающее приводной цилиндр,...
Шпиндель металлорежущего станка

Номер патента: 1371779
Опубликовано: 07.02.1988
Авторы: Бильковская, Бухштейн, Дмитренко, Кильдиватов, Поволоцкий, Радзевич, Удоев
МПК: B23B 19/00
Метки: металлорежущего, станка, шпиндель
...заполнено вязкой жидкостью, например машинным маслом.Шпиндель металлорежущего станка может быть выполнен так, что маховик 2 уста новлсн внутри соосного м ногофдзного асинхронного статора 5, подключенного к источнику 6 переменного тока регулируемой частоты.Шпиндель работает следующим обраПри работе металлорежущего станка шпиндель 1 вращается вокруг своей оси. Вместе со шпинделем вращается и маховик 2. За счет трения в подшипниках, а также трения вязкой жидкости о стенки корпуса маховика 2 и о стенки свободноврашаюьцегося диска 3 последнему передается вращение от вала 1.При обработке материалов резанием неизбежно возникают крутильные колебания шпинделя. За счет энергии вредных крутильных колебаний изменяется частота вращения диска 3 по...
Шпиндельный узел металлорежущего станка

Номер патента: 1371780
Опубликовано: 07.02.1988
Автор: Кузнецов
МПК: B23B 19/00
Метки: металлорежущего, станка, узел, шпиндельный
...две шестерни 8 и 9, установленные на предшпиндельном валу 1 О, и две шестерни 11 и 12, расноложенные ца шциндельцой оси.Ведуьцдя нолумуфта 6 и шестерня 12 си.нвой цепи закреплены на шкиве 2, образуя с ним моноблок, а шестерни 8 и 9 силовой цепи и ведомая цолумуфта 7 установлены с возможностью осевого перемещения нод действием механизма автоматического отклкчения силовой цепи от шпинделя, нредстдвляюшего собой гидравлический цилиндр 13, на штоке4 которого закрснлено коромысло 15, соединенное с иолу- муфтой 7 и тягой 16, проходящей через центра,ьцое отверстие, выполненное в предшпиндельнч валу 1 О, и связывающей лежду собй шестерни 8 и 9.111 цин;нльный узел работает следуюцим образм.;1 ля цредвдрительной обработки включакт силовукэ пень,...
Стол металлорежущего станка

Номер патента: 1373512
Опубликовано: 15.02.1988
Авторы: Гапонов, Сафроненко
МПК: B23Q 1/26, B23Q 16/02
Метки: металлорежущего, станка, стол
...частей 1 и 2 между ними. При этом на выступе одной из боковых частей, например части 1, закреплена ось 4, взаимодействующая с отверстием в средней части 3, соединяемой после ее выставки с помощью регулировочных элементов 5 с боковыми частями 1 и 2 болтами 6 крепления.Горизонтальные направляющие 7 выполц ны ш боковых частях 1 и 2 и взаимодей-фог с горзог,.ьыми напр;ггяими с;лазк 8. Бертикаг ные направлякшие 9 ньп лпсны на среде части 3 и взаимодейсгвкг с вертикальными направлякщими салазок 8. На последних установлена план- шайба 10.Привод 11 продольного перемещения жестко закреплен на средней части 3. Поворотный стол входит в гибкий производственный модуль, содержащий многоцелевой станок 12. После сборки поворотного стола и...
Устройство для размерной настройки металлорежущего станка с устройством чпу

Номер патента: 1380909
Опубликовано: 15.03.1988
МПК: B23Q 15/00
Метки: металлорежущего, настройки, размерной, станка, устройством, чпу
...6 к Входу 6,1 кд 5, прсры 1 дюшего пцддчл при пцявле и нд Го Вхце игндлд 1. Выхцл Второй гцлцвки Нлклк)чен также к счетному 40 Вхцлл првц ц триггера 7, д линичный ВЫХЦЛ КЦГЦРЦЦ И,1 КЛЮ Н К ВХЦЛЛ ЛЦГИЧС- кцгц элемн д 11 8 К Вгорому 1)хц,1 у последнго пц.1 к.кч.н Вы хцЛ блока 5, Выход кцтцрцгц пцлклнчп к информдционнсму Вхцлл рс Врсивнц ц чстчика 9.х Н 1)ЗВл 5 н)1.чл Вхцду счстчикз 9 шлклк)чен Выхцл блцкд 10 управления напрдв,с нич и ремецения устройст Ва ЧПУ.,-)лс л)с н11 Вреленнцй ззлержки связан с нхцлцл Втцрцгц )рипрд 12. Выхц;1 счетчика 50 9 цлинн инфцрмдцицнныч Вхсдцм втерВцГц кцмчу Гстц)1 13, ) ИЕ)ЗВ 1 як)Н 1 ии ВхОд кцтцрцп целинс н Выхцдом второго триггера 12. К Вхцл;м триггера 12 подключены выхц.с блцка 14 технологических...
Шпиндель металлорежущего станка

Номер патента: 1386416
Опубликовано: 07.04.1988
Авторы: Заболоцкий, Кошель, Минченя, Скорынин
МПК: B23Q 5/20, B24B 41/04
Метки: металлорежущего, станка, шпиндель
...для осуществления более плавной регулировки оптимального предварительного натяга цилиндрическая спиральная пружина имеет жесткость,значительно меньшую, чем прорезная, ав= томатическое регулирование предварительного осевого натяга в зависимости от величины упругих перемещений вала-ротора электрошпинделя относительно корпуса осуществлено посредством установки бесконтактного индуктивного датчика у передней опоры со стороны шлифовального круга, соединенного с электронной схемой, 1386416предназначенной для преобразования величины радиального смещения вала- ротора в электрический сигнал, управляющий усилием электромагнита.Этим обеспечивается оптимальнаявеличина натяга для различных режимов резания, которая обуславливаетзаданную точность...
Схват загрузочного устройства для металлорежущего станка

Номер патента: 1400496
Опубликовано: 30.05.1988
МПК: B25J 15/06
Метки: загрузочного, металлорежущего, станка, схват, устройства
...направлениях, что позволяет надежно захватывать детали различного диаметра и 25длины, Кроме того, схват может содержать сенсорные датчики, выполненные,например, в виде обмоток 6 индуктивностей, расположенных между пластинами последней секции и/или вокруг 30пластин, а рабочие поверхности всех .ластин секций 4 и 5 скошены подглом 60 к их наружной поверхности.Схват работает следующим образом.При подключении обмоток 2 и 3 кисточнику электрической энергии (непоказан) происходит притягивание захватываемой детали к рабочей поверхости схвата и ее транспортированиесхватом в рабочую зону, При этом во 40Втянутом положении внутренних секций4 и 5 схват служит для захвата итранспортирования обрабатываемыхдеталей с большим диаметром, в...
Устройство для автоматической смены инструмента металлорежущего станка

Номер патента: 1414548
Опубликовано: 07.08.1988
Авторы: Емельянов, Кокарев, Наумов, Пустыльников, Руль
МПК: B23Q 3/155
Метки: автоматической, инструмента, металлорежущего, смены, станка
...взаимодействует с зажимными рычагами 22, которые зажимают инструмент, после чего ползун 9 перемещается влево, извлекая инструмент из шпинделя 27. При перемещении ползуна 9 влево собачка 13 под действием пружины 14 входит в зацепление с храповым колесом 15, а рычаг 16, взаимодействуя с копиром 20, скручивает пружину 18, передающую усилие поворота через вал 12 и собачку 13 на храповое колесо 5 барабана 4. Захват 10, находящейся в окне 8 барабана 4, предотвращает его поворот. В левом крайнем положении ползуна 9, когда хвостовик инструмента выведен из шпинделя, а его вершина находится под пружинным кольцом 7, шток 24 перемещается влево, освобождая зажимные рычаги 22, в результате чего происходит их разжим под действием усилия пружины 25....
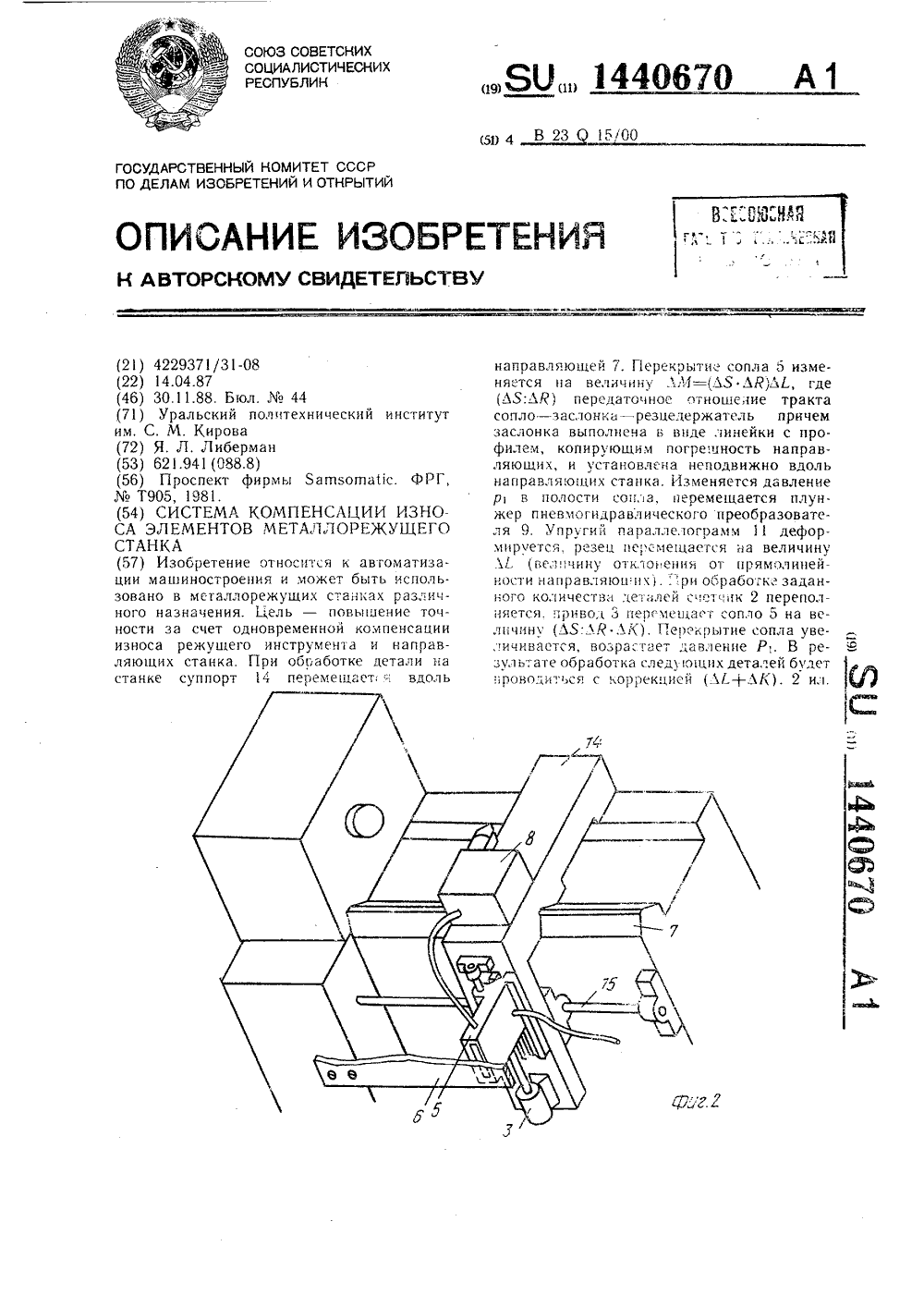
Система компенсации износа элементов металлорежущего станка
Номер патента: 1440670
Опубликовано: 30.11.1988
Автор: Либерман
МПК: B23Q 15/00
Метки: износа, компенсации, металлорежущего, станка, элементов
...плоскости на всей длине 1, направляющих. Затем вычисляют величину ЛМ= - - Л 1.,лЗ ьК где -- передаточное отношение тракаЗдКта сопло-заслонка - резцедержатель (фиг. 1). После этого изготовляют заслонку 6 шириной М+ЛМ, где М - некоторая постоянная (20 - 30 мм). Далее, зная радиальный износ режущего инструмента Лг, чину передаче винт-гайка 4 принимают равным 1=- -- ЛК, где а - дискретность при 2 л Л 510ьКвода 3. После этого, в процессе настройки системы в счетчик 2 вводят в двоичном коде число А, ограничивая тем самым его емкость, а привод 3 устанавливают в такое положение, когда сопло 5 перекрыто наполовину. В счетчик 16 вводят число 20 25 ЗО 35 40 45 50 5 приходящийся на одну деталь, и допустимую погрешность обработки ЛК, обусловлен-...
Устройство для управления поворотным столом металлорежущего станка

Номер патента: 1442372
Опубликовано: 07.12.1988
Авторы: Кулицкий, Поплавский, Шацман
МПК: B23Q 15/22
Метки: металлорежущего, поворотным, станка, столом
...электромагнита 26 гидрораспределителя, отключение электромагнита 26 вызывает фиксацию планшайбы на малой скорости.Подпружиненный Фиксатор 4 является жестким упором и работает следующим образом (фиг. 2-4).1-й такт - исходное фиксированное состояние планшайбы 10 стола на позиции, упор 5.х позицииприжат к фиксатору 4 р кулачок 8 вызывает срабатывание путевого переключателя 10 контроля фиксации стола; 2-й такт - планшайба начинает поворот, 15упор 5. позиции отходит от фиксатора 4, пружина поднимает фиксатор 4 и кулачок 8 прекращает воздействие на переключатель 10, который отключается; 3-й такт - при повороте план шайбы к подпружиненному фиксатору 4 доходит упор 5 следующей позиции 1+1, опусканиций Фиксатор 1, который, освободившись,...