Шпиндель металлорежущего станка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1386416
Авторы: Заболоцкий, Кошель, Минченя, Скорынин




Текст
-465.СССР1966 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ССС ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫ ПИСАНИЕ ИЗОБР ВТОРСКОМУ СВИДЕТЕЛЬСТВУ(21) 2044151/08 (22) 16,07, 74 (46) 07,04.88. Бюл (71) Институт проб долговечности маши (72) Н.Т.Минченя, В.М,Кошель и А.Н, (53) 62-503.53(088 (56) Спришевский А качения. - М 19Авторское свиде Ф 132098, кл. В 2(54) (57) 1. ШПИНДЕЛЬ МЕТАЛЛОРЕЖУЦЕГОСТАНКА, например, электрошпиндель,имеющий переднюю и заднюю опоры, выполненные из радиально-упорных шарикоподшипников,внутренние кольца которых жестко укреплены на валу ш 1 инделя, наружное кольцо передней опо;ры жестко закреплено в корпусе, анаружное кольцо задней опоры выполнено плавающим и снабжено упругимэлементом, создающим предварительныйосевой натяг, о т л и ч а ю щ и й -я тем, что, с цел овечности и точност пиндель снабжен дат о смещения вала, ср рямляющим устройств авливающимся элемен крепленным на заднем торце корпуса электромагнитным нагружающим устройством, выполненным в виде электромагнита, якорь которого посредством упругого и самоустанавливающегося элементов взаимодействует с наружным кольцом подшипника задней опоры,причем обмотка электромагнита через выпрямляющее и сравнивающее устройство связана с датчиком радиального смещения, установленным концентрично с валом в крышке передней опоры.2. Шпиндель по п,1, о т л и ч аю щ и й с я тем, что, с целью осуще ствления контроля величины осевого натяга, он снабжен дополнительным индуктивным датчиком, установленным соосно с валом шпинделя внутри упругого элемента.13864 1 б Изобретение относится к станкостроению и может быть использовано в прецизионных шлифовальных станках,Известны электрошпиндели, содержащие корпус с обмоткой статора,вал 5 ротор, радиально-упорные шарикоподшипники в левой и правой опорах, жесткие или упругие элементы для создания предварительного осевого натяга, устанавливаемые в корпусе электрошпинделя 13.Жесткость радиально-упорных шарикоподшипников электрошпинделя оказывает определяющее влияние на качество обрабатываемой детали, так как от жесткости подшипников зависит уровень вибрации шпинделя, величина упругих деформаций системы станок - приспособление - инструмент, точность вра щения вала-ротора электрошпинделя. Она определяется величиной предварительного осевого натяга; который в известных конструкциях осуществляется с помощью жестких или упругих элементов, устанавливаемых в корпусе электрошпинделя.Недостатки указанных электрошпинделей заключаются в том, что регулировка осевого предварительного на- З 0 тяга и контроль его величины по мере износа радиально-упорных шарикоподшипников, а также автоматическая регулировка его в зависимости от режимов обработки в известных электрошпинделях отсутствуетИзвестен также электрошпиндель, имеющий корпус, в котором расположен статор электродвигателя, вал, несущий шлифовальный круг, ротор и вен 40 тилятор, переднюю и заднюю опоры, вы. полненные из подшипников качения. По. садочные места для внутренних колец передней и средней опор выполнены одинакового диаметра, большего, чем диаметр части вала между ними. В корпусе помещен подпружиненный подвижный упор, создающий натяг в задней опоре, внутреннее кольцо которой жестко эакреплено на валу, а наружное кольцо выполнено плавающим 12, 50Недостатки известного электро- шпинделя в том, что невозможно контролировать величину предварительного осевого натяга,в процессе эксплуатации и исключается возможность 55 диагностики точной поднастройки электрошлинделя. Устанавливаемая величина предварительного осевого натяга рассчитывается на усредненные режимы работы электрошпинделя и не регулируется в процессе работы в зависимости от режимов резания. Хроме того, недостатками являются завышенная величина предварительного осевого натяга (с учетом спектра жестких режимов работы), его неуправляемое изменение в зависимости от температурного режима работы подшипников и износа их элементов. При этом увеличение температуры подшипника в зависимости от режимов и продолжительности работы приводит к увеличению натяга, а это ускоряет износ, т.е. уменьшает долговечность электрошпинделя.Цель изобретения - повышение долговечности и точности вращения вала- ротора электрошпинделя и обеспечение контролируемого предварительного натяга.Указанная цель достигается тем что в электрошпинделе, имеющем корпус с обмоткой статора, вал-ротор, несущий шлифовальный круг, жестко насаженные на него внутренние кольца шарикоподшипников передней и задней опоры, наружные. кольца задней опоры выполнены плавающими, а передней - жестко закреплены в корпусе, начальный оптимальный предварительный осевой натяг создают с помощью: регулировочного винта, передающего усилие через промежуточные элементы в виде цилиндрической спиральной пружины, якоря электромагнита и цилиндрической прорезной пружины, снабженной встроенным внутрь ее индуктивным датчиком, соединенным с усилителем и указателем, предназначенными для преобразования величины усилия в электрический. сигнал и для его контроля, через шарик и стакан на наружное кольцо шарикоподшипника, причем для осуществления более плавной регулировки оптимального предварительного натяга цилиндрическая спиральная пружина имеет жесткость,значительно меньшую, чем прорезная, ав= томатическое регулирование предварительного осевого натяга в зависимости от величины упругих перемещений вала-ротора электрошпинделя относительно корпуса осуществлено посредством установки бесконтактного индуктивного датчика у передней опоры со стороны шлифовального круга, соединенного с электронной схемой, 1386416предназначенной для преобразования величины радиального смещения вала- ротора в электрический сигнал, управляющий усилием электромагнита.Этим обеспечивается оптимальнаявеличина натяга для различных режимов резания, которая обуславливаетзаданную точность обработки деталейна этих режимах. Система автоматической регулировки исключает влияниена жесткость подшипников износа ихэлементов и температурных деформаций шпиндельного узла,На чертеже показана конструкцияэлектрошпинделя.Электрошпиндель включает корпус1, в котором закреплена обмоткастатора 2, вал-ротор 3, несущий шлифовальный круг 4 и жестко насаженныена него внутренние кольца шарикоподшипников 5 и 6, наружное кольцо 7установлено в корпус 1 плавающими,кольцо 8 жестко укреплено в корпусеТорец кольца 7 опирается на стакан9, который установлен в корпус 1 также с гарантированным зазором.На оси;стакана 9 закреплен шарик 10, воспринимающий осевую нагрузку (предварительный натяг) от электромагнитногонагружающего устройства 11, котороепосредством удлиненного фланца 12жестко закреплено на торце корпуса1 концентрично со стаканом 9.Электромагнитное нагружающее устройство 11 включает удлиненный фла 35нец 12, с которым жестко соединенэлектромагнит 13 с якорем 14 имеющимвозможность перемещаться в осевом направлении жестко закрепленную соосЭ40но с ним цилиндрическую прорезнуюпружину 15 с плоским закаленным торцом 16, передающим усилие через шарик 10 на стакан 9, а от него - нанаружное кольцо 7, индуктивный дат 45чик 17, жестко закрепленный внутрипрорезной пружины 15 и соединенныйс усилителем 18 и указателем 19 величины осевого усилия, которые преобразуют осевое усилие в электрический сигнал, пружину 20 меньшей жест кости, чем цилиндрическая прорезнаяпружина 15, втулку 21 с шариком 22,имеющую возможность перемещатьсявнутри якоря 14 электромагнита подвоздействием регулировочного винта 5523, предназначенного для установкиначального предварительного осевогонатяга, и помещенного в резьбе 24 крьппки 25, жестко соединенной с удлиненным фланцем 12.Со стороны шлифовального круга4 концентрично с валом-ротором 3закреплена крышка 26, в которуювстроен бесконтактный индуктивныйдатчик 27, соединенный с электроннымустройством, включающим усилитель28, сравнивающее устройство 29, задающее устройство 30, усилитель 31мощности, выпрямляющее устройство32, которое соединено с обмоткой 33электромагнита 13, управляющего веФличинЬй предварительного осевогонатяга в зависимости от радиальногосмещения вала-ротора 3.Электрошпиндель работает следующим образом,Путем перемещения винта 23, который воздействует через шарик 22,втулку 21, пружину 20, якорь 14 электромагнита, цилиндрическую прорезную пружину 15, шарик 10 и стакан 9на наружное кольцо 7 шарикоподшипника, создают оптимальную для данноготипа шарикоподшипников величину предварительного осевого натяга, для контроля величины которого служат индуктивный датчик 17, встроенный вцилиндрическую прорезную пружину 15,и электронное устройство, включающееусилитель 18 с указателем 19. Подвоздействием этого натяга цилиндрическая прорезная пружина 15 сжимается. Деформация этой пружины с помощью индуктивного датчика 17, встроенного в нее, преобразуется в электрический сигнал, усиливаемый с помощью усилителя 18 и.регистрируемыйс помощью указателя 19, шкала кото,рого протарирована в килограмм-силах. При вращении вала-ротора 3 бесконтактный индуктивный датчик 27, встроенный в крьппку 26, преобразует его радиальные смещения под воздействием сил в электрический сигнал, который подают на усилитель 28, от него на сравнивающее устройство 29. На выходе сравнивающего устройства 29 устанавливают нулевой сигнал, который соответствует режиму работы, при котором точность вращения вала-ротора электрошпинделя находится в требуемых пределах и точность обрабатываемых деталей наивысшая. При смещениях вала-ротора электрошпинделя от1386416 1 О оставитель Т. Юдакинаехред Л. Сердюкова орректор Л. Пилипенк Редактор В.Петраш аказ 1457 ираж 92 1 одпис комитета СССР открытийская наб,д,ВНИИПИ по 113035осударственногаи изобретений сква, 3-35, Ра Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектов цулевой цастройки при износе шарикоиодшипников и в зависимости от режимов обработки возникает сигнал рассогласования, который со сравнивающего устройства 29 поступает наусилитель 31, откуда усиленный цанесущей частоте до требуемой мощности сигнал подается на выпрямляющееустройство 32, на выходе котороговключена обмотка 33 электромагнита 13. В зависимости от величины сигнала рассогласования, а она зависит от величины радиального смещения вала-ротора электрошпинделя элекУ 15 тромагнит 13 с большим .или меньшим усилием притягивает якорь 14, который передает усилие на цилиндрическую прорезную пружину 15, деформания которой преобразуется с помощью индуктивного датчика 17 и усилителя 18 в электрический сигнал, контролируемый с помощью указателя 19. От пружины 15 усилие передается через шарик 10 и стакан 9 на наружное кольцо подшипника 7.Изобретение позволяет автоматически поддерживать точность вращения вала-роТора электрошпинделя при износе шарикоподшипников и колебаниях радиальной составляющей нагрузки при различных режимах резания, что дает возможность значительно повысить долговечность при сохранении точности вращения.
СмотретьЗаявка
2044151, 16.07.1974
ИНСТИТУТ ПРОБЛЕМ НАДЕЖНОСТИ И ДОЛГОВЕЧНОСТИ МАШИН АН БССР
МИНЧЕНЯ НИКОЛАЙ ТИМОФЕЕВИЧ, СКОРЫНИН ЮРИЙ ВАСИЛЬЕВИЧ, КОШЕЛЬ ВЛАДИМИР МИТРОФАНОВИЧ, ЗАБОЛОЦКИЙ АЛЕКСАНДР НИКОЛАЕВИЧ
МПК / Метки
МПК: B23Q 5/20, B24B 41/04
Метки: металлорежущего, станка, шпиндель
Опубликовано: 07.04.1988
Код ссылки
<a href="https://patents.su/4-1386416-shpindel-metallorezhushhego-stanka.html" target="_blank" rel="follow" title="База патентов СССР">Шпиндель металлорежущего станка</a>
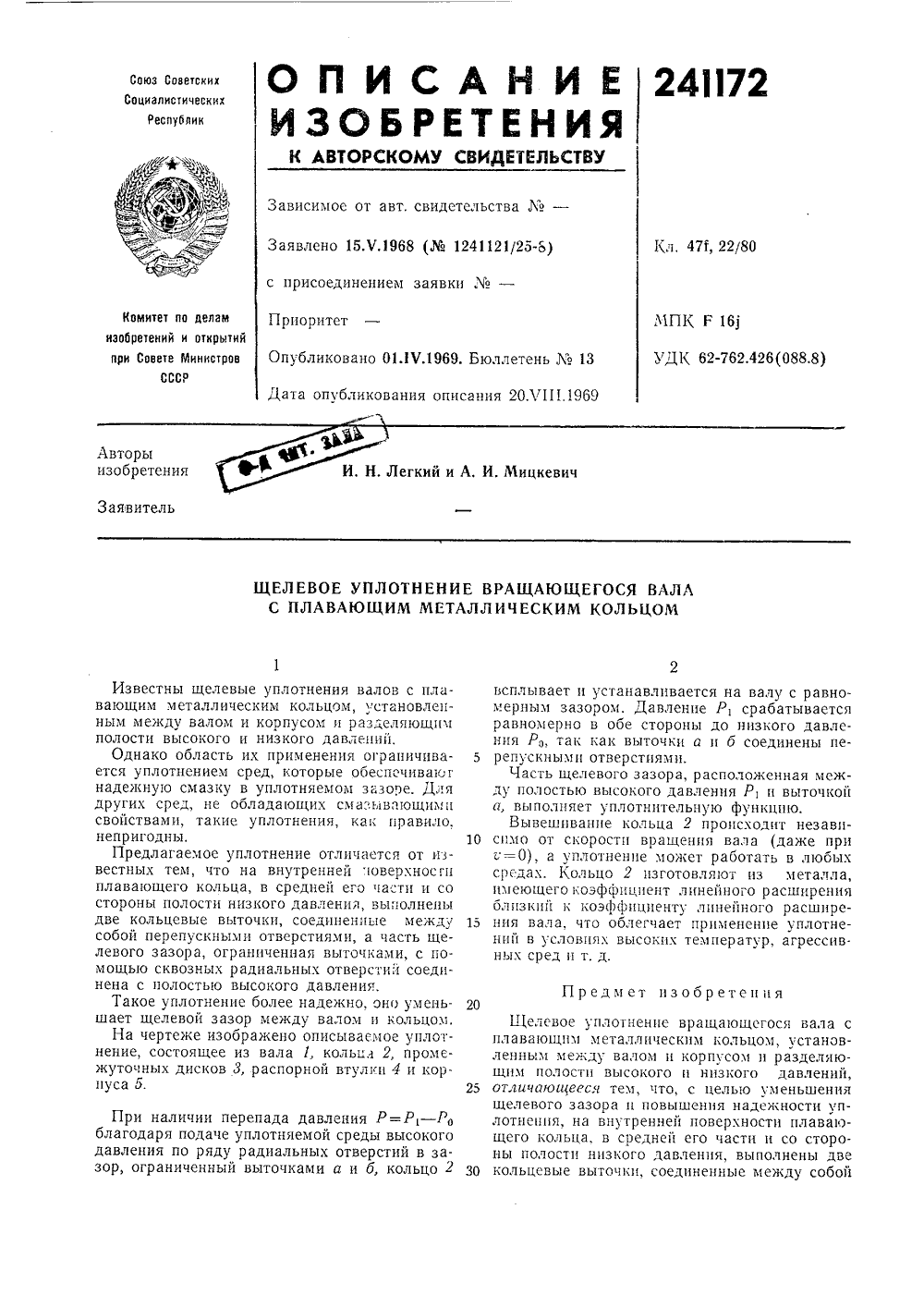
Щелевое уплотнение вращающегося вала с плавающим металлическим кольцом
Номер патента: 241172
Опубликовано: 01.01.1969
МПК: F16J 15/44
Метки: вала, вращающегося, кольцом, металлическим, плавающим, уплотнение, щелевое
...с полостью высокого давления.Такое уплотнение более надежно, оно уменьшает щелевой зазор между валом и кольцом.На чертеже изображено описываемое уплотнение, состоящее из вала 1, кольна 2, промежуточных дисков 3, распорной втулки 4 и корпуса 5. всплывает н устанавлпв мерным зазором. Давле равномерно в обе сторо нпя Р так как выточк 5 репускнымп отверстпявт Часть щелевого зазора ду полостью высокого д а, выполняет уплотннте. Вывешиванне кольца О симо от скорости вращ с=0), а уплотнение моя средах. Кольцо 2 нзгот имеющего коэффициент близкий к коэффициент 5 ния вала, что облегчает ний в условиях высоки ных сред и т. д.ается на валу с равноние Р, срабатывается ны до низкого давлет а п б соединены пе, располоя авления Р,пьную фун 2...
Трактовое кольцо осевого компрессора газотурбинного двигателя

Номер патента: 521773
Опубликовано: 10.11.2005
Авторы: Багрянцев, Гасилин, Рассказов, Цейтлин
МПК: F04D 29/32
Метки: газотурбинного, двигателя, кольцо, компрессора, осевого, трактовое
Трактовое кольцо осевого компрессора газотурбинного двигателя, содержащее наружную и внутреннюю обечайки, отличающееся тем, что, с целью повышения жесткости и надежности, обечайки соединены продольными ребрами.
Способ определения осевого усилия предварительного натяга подшипников быстровращающегося двигателя

Номер патента: 1016710
Опубликовано: 07.05.1983
Авторы: Атступенас, Вальтас, Йонушас, Рагульскис, Талалас
МПК: G01L 5/12
Метки: быстровращающегося, двигателя, натяга, осевого, подшипников, предварительного, усилия
...зависимостиизмеряемого параметра от инерционнойсилы определяют осевое усилие предва " 15 рительного натяга подшипников двигателя, после вибрации двигателя определяют амплитудное значение инерционных сил ротора при разных амплитудных вибрациях, измеряют деформа ции от этих сил нелинейной пружины,создающей осевой предварительный натяг подшипников, опредеЛяют отношениеамплитуды инерционной силы ротора камплитуде деформации пружины и жестр 5 кость пружины при нулевом значенииинерционной силы, по которой, пользуясь предварительно полученной зависимостью осевого усилия от смещения пружины и производной этой зависимости по деформации, огределяютосевое усилие предварительного натягаподшипников двигателя.На фиг. 1 дана характеристика Рсоздающая...
Способ установки бандажного кольца на ротор электрической машины

Номер патента: 1185505
Опубликовано: 15.10.1985
Авторы: Волкова, Греков, Иванова, Иогансен, Кади-Оглы, Титаренко, Чернухин
МПК: H02K 15/02
Метки: бандажного, кольца, ротор, установки, электрической
...устанавливают по всей окружности жесткие прокладки 4 из жесткого материала, например из стали (фиг. 3 и 4).Бандажное кольцо 1 (фиг. 5), насажденное с натягом на технологический цилиндр 5, сочленяют с силовым устройством 2, растягивают с помощью упомянутого устройства, снимают с технологического цилиндра 5 и насаживают на ротор.Если бандажное кольцо 1 насаживают на технологический цилиндр 5 путем нагрева, то затем его охлаждают до температуры, допустимой для изоляции обмотки ротора, и после этого сочленяют с внешним силовым устройством 2 для дальнейшего растяжения и насадки на ротор.Бандажное кольцо 1 может насаживаться на технологический цилиндр с по 5 1 О 5 20 25 30 35 40 45 50 55 мощью силового устройства 2. В этом случае, после...
Электрошпиндель с магнитным подвесом ротора

Номер патента: 1575270
Опубликовано: 30.06.1990
Авторы: Андреев, Ветлицын, Журавлев, Ильин, Кочевин, Хмылко
МПК: H02K 5/00
Метки: магнитным, подвесом, ротора, электрошпиндель
...относится к областиэлектромашиностроения и может быть машиностроению иние в высокообороФрезерных и т.п.детандерах, инерцэнергии и других ния, запрессованные в к деленные электромагнитн кольцевые электромагнит ой опоры Ферромагнитным стаФерромагнитной вставкой 23, вленной между ним и корпусом,ФСоставитель А,КузьминМ,Циткина Техред М.Дидьпс Корректор Л,Патай ираж 449 аказ 1790 НИИПИ Гос одписное рственного комитета по изобретениям и открытиям и 113035, Москва, Ж, Раушская наб., д. 4/5ГКНТ ССС роиэводственно-издательский комбинат "Патент", г,ужгород, ул. Гагарина,магнитов б, 7 осевой АИО рассчитаны так, что величины индукции поля в рабочем зазоре .под наружным и внутренним полюсами равны, чем обеспечивается максимальное значение...
Предыдущий патент: Многоинструментальный двусторонний агрегатный станок
Следующий патент: Устройство для ориентации цилиндрических деталей
Случайный патент: Устройство геометрического суммирования для прямоугольно координатного вектормера